You might also like
- ShopNotes 02Document32 pagesShopNotes 02michal_sika100% (18)
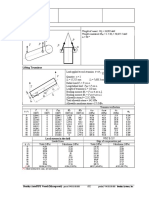
- Toriconical Head Ver 1.1Document4 pagesToriconical Head Ver 1.1Iqbal AhmadsNo ratings yet
- ElectrodesDocument10 pagesElectrodesGanesh BaskerNo ratings yet
- Best Football Manager 2015 Wonderkids & Promising Talents - Passion4FMDocument24 pagesBest Football Manager 2015 Wonderkids & Promising Talents - Passion4FMepriyonoNo ratings yet
- Journal Critique FinalDocument6 pagesJournal Critique Finalkevinjorgeramos100% (1)
- Coolant Eontrim c270 Eon @209ldrumDocument4 pagesCoolant Eontrim c270 Eon @209ldrumfdssdfdsfNo ratings yet
- Catalogo Fittings SWAGELOK PDFDocument16 pagesCatalogo Fittings SWAGELOK PDFemmanuelNo ratings yet
- ASCE 7-05 Table 15-4-2Document1 pageASCE 7-05 Table 15-4-2barouniamineNo ratings yet
- Auto PipeDocument18 pagesAuto PipeAdi Sutardi100% (1)
- MecaStack MatindokDocument59 pagesMecaStack MatindokmedyNo ratings yet
- Fittings SwagelokDocument16 pagesFittings SwagelokFernando OlaveoNo ratings yet
- Ibr Thickness Calculation: DefinitionDocument5 pagesIbr Thickness Calculation: DefinitionVipul SharmaNo ratings yet
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDocument17 pagesAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNo ratings yet
- Ansi B16.9-16.28-MSS SP-43Document3 pagesAnsi B16.9-16.28-MSS SP-43vangie3339515No ratings yet
- Dish Head TypesDocument6 pagesDish Head TypesJohn MaldonadoNo ratings yet
- Asme B31G PDFDocument1 pageAsme B31G PDFAnonymous ycbydDfVoYNo ratings yet
- S275JR PDFDocument1 pageS275JR PDFEmrahCayboylu100% (1)
- Sight Glass Selection Guide PDFDocument7 pagesSight Glass Selection Guide PDFani_datNo ratings yet
- Sept 12 Zirconium Clad Vessel PresentationDocument19 pagesSept 12 Zirconium Clad Vessel PresentationPapaeng ChantakaewNo ratings yet
- Ucs 66Document17 pagesUcs 66Pratik DhuriNo ratings yet
- LAPESADocument16 pagesLAPESAmusewejamesoumaNo ratings yet
- Api 571 PDFDocument3 pagesApi 571 PDFumnartkhNo ratings yet
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDocument4 pagesMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakNo ratings yet
- CR Mo Issues of Concern 6Document33 pagesCR Mo Issues of Concern 6Asad Bin Ala Qatari100% (1)
- 338033-4604-45ES-0005-07 (Carbon Steel Vessels - Technical Specification) PDFDocument9 pages338033-4604-45ES-0005-07 (Carbon Steel Vessels - Technical Specification) PDFjdgh1986No ratings yet
- Toaz - Info Lifting Lug Calculation On Dish End PRDocument156 pagesToaz - Info Lifting Lug Calculation On Dish End PRandry4jcNo ratings yet
- Paulin Research Group - FE107 Experimental ValidationDocument5 pagesPaulin Research Group - FE107 Experimental ValidationNikunj KNo ratings yet
- Zirconium 702C and Zirconium 705C PDFDocument2 pagesZirconium 702C and Zirconium 705C PDFgullenariNo ratings yet
- Creating High Quality Stick WeldsDocument2 pagesCreating High Quality Stick WeldsMaria MantillaNo ratings yet
- Dished Heads - Head TypesDocument7 pagesDished Heads - Head Typesnaveenbaskaran1989100% (1)
- Analysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsDocument13 pagesAnalysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsLiu YangtzeNo ratings yet
- A Technical Report On Shielded Meatal Arc Welding: Group 5 Grade 12 DDocument5 pagesA Technical Report On Shielded Meatal Arc Welding: Group 5 Grade 12 DJohn Lloyd CapaoNo ratings yet
- 03 Metal Packing Support PlatesDocument3 pages03 Metal Packing Support PlatesypatelsNo ratings yet
- Braced Legs ClaculationsDocument2 pagesBraced Legs Claculationssumit_waghmareNo ratings yet
- ASME B 31.3 Process Piping - 1 PDFDocument9 pagesASME B 31.3 Process Piping - 1 PDFRamesh BaluNo ratings yet
- PED 2014-68-EU Guidelines EN v4Document235 pagesPED 2014-68-EU Guidelines EN v4Nav TalukdarNo ratings yet
- Lethal Service - Quick Guide - Pressure Vessel EngineeringDocument4 pagesLethal Service - Quick Guide - Pressure Vessel EngineeringVilas AndhaleNo ratings yet
- Technical Data Sheet: Behavior, Innovation, Responsibility, Learning, EnthusiasmDocument3 pagesTechnical Data Sheet: Behavior, Innovation, Responsibility, Learning, EnthusiasmHuber AlvaradoNo ratings yet
- API 650 Part 9 - 2001 Welded TanksDocument20 pagesAPI 650 Part 9 - 2001 Welded TanksHassan Ali SadiqNo ratings yet
- HeadDocument1 pageHeadabdulloh_99No ratings yet
- Technical Specification Carbon Steel Heat Exchangers: Project No: 338033Document14 pagesTechnical Specification Carbon Steel Heat Exchangers: Project No: 338033jdgh1986No ratings yet
- M&Y Gasket FactorsDocument3 pagesM&Y Gasket FactorsGanesh.MahendraNo ratings yet
- Sa 351Document6 pagesSa 351Anil0% (1)
- Kirloskar Valves Technical Specification CatalogueDocument24 pagesKirloskar Valves Technical Specification CatalogueAbhinay SuratkarNo ratings yet
- 18-001 - Calculations PDFDocument196 pages18-001 - Calculations PDFCalcgen EngineeringNo ratings yet
- Pipe Loading AnalysisDocument2 pagesPipe Loading Analysislim kang haiNo ratings yet
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionRajesh AutorajeshNo ratings yet
- Mmaw / Smaw: Carbon Steel ElectrodesDocument10 pagesMmaw / Smaw: Carbon Steel Electrodessn200709No ratings yet
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebNo ratings yet
- Gas Metal Arc Welding ElectrodeDocument1 pageGas Metal Arc Welding Electrodeadib nassarNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
- wj1106 54Document5 pageswj1106 54koner_debasishNo ratings yet
- Covered Welding ElectrodesDocument11 pagesCovered Welding ElectrodesAqsa BanoNo ratings yet
- C067Document49 pagesC067Gato Sesa0% (1)
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioNo ratings yet
- The Importance of Welding Electrode FluxDocument105 pagesThe Importance of Welding Electrode FluxAnnamalai Ram JGCNo ratings yet
- IRSM-28-12 Final DraftDocument43 pagesIRSM-28-12 Final DraftShiv PandeyNo ratings yet
- 10.3 The American Welding Society (Aws) : Lesson XDocument1 page10.3 The American Welding Society (Aws) : Lesson XcrysNo ratings yet
- Handbook - Covered ElectrodesDocument1 pageHandbook - Covered ElectrodesMarcel BolovedeaNo ratings yet
- Filler Metal Data Handbook - CompleteDocument330 pagesFiller Metal Data Handbook - Completeessnelson100% (2)
- Flux Shielded Welding ProcessesDocument42 pagesFlux Shielded Welding ProcessesjoehodohNo ratings yet
- Welding ElectrodesDocument5 pagesWelding ElectrodesNicholasNo ratings yet
- CH06 SmawDocument33 pagesCH06 Smawakmalisyraf9No ratings yet
- KatalogHerbalNabawiHerba 24januari2016Document22 pagesKatalogHerbalNabawiHerba 24januari2016epriyonoNo ratings yet
- 009 Lifting PlanDocument2 pages009 Lifting Planepriyono100% (2)
- Jis G3459Document20 pagesJis G3459epriyonoNo ratings yet
- List of Outstanding For Stud BoltDocument3 pagesList of Outstanding For Stud BoltepriyonoNo ratings yet
- SBI Capital For Super CriticalDocument61 pagesSBI Capital For Super CriticalepriyonoNo ratings yet
- Mechanical Properties For Steel FastenersDocument7 pagesMechanical Properties For Steel FastenersepriyonoNo ratings yet
- Valve & Type of ValesDocument82 pagesValve & Type of Valesvipinct83% (6)
- Fossil Fuel Burning and Generating HandbookDocument132 pagesFossil Fuel Burning and Generating HandbookepriyonoNo ratings yet
- 2510-Texto Del Artículo-8639-1-10-20190515Document11 pages2510-Texto Del Artículo-8639-1-10-20190515Jacsson Emanuel Medina ToledoNo ratings yet
- JPT 2017-NoviembreDocument84 pagesJPT 2017-Noviembreabraham dominguezNo ratings yet
- By Ojal Grover, Adorcille Abat, Patrick Trollope & Vijay MahatmaDocument62 pagesBy Ojal Grover, Adorcille Abat, Patrick Trollope & Vijay MahatmaDuy NguyenNo ratings yet
- HK Geology A 400 Million Year JourneyDocument95 pagesHK Geology A 400 Million Year JourneyMa Man KinNo ratings yet
- Ficha Técnica - ICP SpectrophotometerDocument9 pagesFicha Técnica - ICP SpectrophotometerPower PetroleumNo ratings yet
- Repoly 196-Msds (NCC)Document6 pagesRepoly 196-Msds (NCC)OXY Composite TechNo ratings yet
- Designing of AbsorbersDocument11 pagesDesigning of AbsorbersKhaqan AminNo ratings yet
- Polymer Composites - 2022 - Somdee - Thermo Mechanical Properties of Flexible and Rigid Polyurethane PU Cu Composites-1Document12 pagesPolymer Composites - 2022 - Somdee - Thermo Mechanical Properties of Flexible and Rigid Polyurethane PU Cu Composites-1Julie Anne BraunNo ratings yet
- Executive Summary Group 23 Self-Healing Ceramics FloorDocument8 pagesExecutive Summary Group 23 Self-Healing Ceramics FloorZata AmaliaNo ratings yet
- Binder Jetting Process: This ChapterDocument7 pagesBinder Jetting Process: This ChapterHarsh BansalNo ratings yet
- Process Optimization For Dietary Fiber Production From Cassava Pulp Using Acid TreatmentDocument12 pagesProcess Optimization For Dietary Fiber Production From Cassava Pulp Using Acid TreatmentYanuar PramanaNo ratings yet
- Project (Final) NEW - OriginalDocument26 pagesProject (Final) NEW - OriginalNagesh BhadoleNo ratings yet
- Valmet Dry FGDDocument19 pagesValmet Dry FGDS.KAMBANNo ratings yet
- ATR Chapter1 X PDFDocument11 pagesATR Chapter1 X PDFMichael WilliamsNo ratings yet
- Absorptance Powder MaterialsDocument6 pagesAbsorptance Powder MaterialsGuglielmoCelleraiNo ratings yet
- Sulfur Element AssignmentDocument9 pagesSulfur Element AssignmentAnonymous VzQVlVNo ratings yet
- NVABR1014-Sealant SealantEquipment PDFDocument8 pagesNVABR1014-Sealant SealantEquipment PDFsterlingNo ratings yet
- FSG000030 500 12 8V Eu5Document12 pagesFSG000030 500 12 8V Eu5jorge luis guevara martinezNo ratings yet
- Lab Activity Final AnwersDocument4 pagesLab Activity Final AnwersRhea Angelica CamachoNo ratings yet
- Data Bag Filter Narogong 2: Polyster Antistatis Polyster Antistatis Polyster Antistatis Polyster AntistatisDocument7 pagesData Bag Filter Narogong 2: Polyster Antistatis Polyster Antistatis Polyster Antistatis Polyster AntistatisSafrin SangiaNo ratings yet
- Corning QuideDocument141 pagesCorning Quidepacho916No ratings yet
- V VI+Sem+Chemical+Syllabus+2020 2021Document67 pagesV VI+Sem+Chemical+Syllabus+2020 2021Voora GowthamNo ratings yet
- A Critical Review On Recent Developments in The Low-Cost Adsorption of Dyes From WastewaterDocument22 pagesA Critical Review On Recent Developments in The Low-Cost Adsorption of Dyes From WastewaterQuea ApurimacNo ratings yet
- Detroit River Clean Up 1991 PDFDocument528 pagesDetroit River Clean Up 1991 PDFManoj SaralayaNo ratings yet
- Health and Safety Risk RegisterDocument7 pagesHealth and Safety Risk RegisterSiyad SubairNo ratings yet
- Experiment 1 Lab ReportDocument7 pagesExperiment 1 Lab ReportChaapi KimNo ratings yet
- Integrated NGL Recovery and LNG LiquefactionDocument59 pagesIntegrated NGL Recovery and LNG Liquefactionsea_wave100% (1)