You might also like
- Covered Welding ElectrodesDocument11 pagesCovered Welding ElectrodesAqsa BanoNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
- ElectrodesDocument10 pagesElectrodesGanesh BaskerNo ratings yet
- The Types of Welding Electrodes and Their UsesDocument8 pagesThe Types of Welding Electrodes and Their UsesTIBEBUNo ratings yet
- How To Distinguish Carbon and Stainless Steel ?Document15 pagesHow To Distinguish Carbon and Stainless Steel ?getrajaNo ratings yet
- Welding Electrode Selection GuideDocument3 pagesWelding Electrode Selection GuideMohamed AzabNo ratings yet
- Shielded-Metal Arc Welding: Terms of UseDocument12 pagesShielded-Metal Arc Welding: Terms of UseRonald BagayNo ratings yet
- SMAWDocument8 pagesSMAWmostafaNo ratings yet
- D and H NewDocument37 pagesD and H NewBharat AhirNo ratings yet
- Division of Cebu Province District of Balamban Ii: Curriculum GuideDocument6 pagesDivision of Cebu Province District of Balamban Ii: Curriculum GuideFelix MilanNo ratings yet
- Welding Electrode Classification GuideDocument2 pagesWelding Electrode Classification GuideArvin Sto DomingoNo ratings yet
- Type of Flux FinalDocument22 pagesType of Flux FinalEr Moosa MohammedNo ratings yet
- ElectrodeDocument29 pagesElectrodecibtc wws rypsNo ratings yet
- Copper Foils For High Frequency Circuit Materials PDFDocument8 pagesCopper Foils For High Frequency Circuit Materials PDFrahul05singhaNo ratings yet
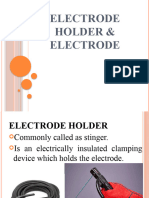
- ELECTRODE HOLDER and ELECTRODEDocument20 pagesELECTRODE HOLDER and ELECTRODEcaparosmaneth0No ratings yet
- Welding Electrodes ExplainedDocument6 pagesWelding Electrodes ExplainedOwais SialNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Shielded Metal Arc WeldingDocument29 pagesShielded Metal Arc WeldingobijistephenNo ratings yet
- Welding consumables guide to electrodes and filler metalsDocument12 pagesWelding consumables guide to electrodes and filler metalsMuhammed SulfeekNo ratings yet
- Selecting SMAW Electrodes for Alloy Steel and Stainless Steel WeldsDocument2 pagesSelecting SMAW Electrodes for Alloy Steel and Stainless Steel WeldsAsaad MohamedNo ratings yet
- SMAW LessonDocument8 pagesSMAW LessonOJ DogplaceNo ratings yet
- Welding Electrodes Classification and Selection for Thermal Power PlantsDocument2 pagesWelding Electrodes Classification and Selection for Thermal Power Plantskiki270977No ratings yet
- Welding Consumables - Part 1Document3 pagesWelding Consumables - Part 1JlkKumarNo ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Welders Hand BookDocument23 pagesWelders Hand Booksamyqatar100% (2)
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- Weld Op IDocument110 pagesWeld Op IAndres_Pastor1987No ratings yet
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioNo ratings yet
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolNo ratings yet
- Manual Metal Arc WeldingDocument13 pagesManual Metal Arc WeldingHirenNo ratings yet
- Lecture2 PDFDocument5 pagesLecture2 PDFKaushal GandhiNo ratings yet
- Metal Coating Processes GuideDocument9 pagesMetal Coating Processes GuideIrfan IslamyNo ratings yet
- About Welding Process 49Document1 pageAbout Welding Process 49XerexNo ratings yet
- Understanding SMAW and GMAW electrode symbolsDocument4 pagesUnderstanding SMAW and GMAW electrode symbolsBaran ShafqatNo ratings yet
- Corrosion Seminar Report: Metallic CoatingsDocument8 pagesCorrosion Seminar Report: Metallic CoatingsAkhil AjithNo ratings yet
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDocument5 pages6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiNo ratings yet
- Welding RodsDocument12 pagesWelding RodsDigital BusinessNo ratings yet
- About Welding Process 57Document1 pageAbout Welding Process 57XerexNo ratings yet
- Class 8-9 SMAWDocument48 pagesClass 8-9 SMAWSaurabh TripathiNo ratings yet
- Arc WeldingDocument16 pagesArc WeldingManohara BabuNo ratings yet
- Materials Construction and Repair II: MidtermDocument24 pagesMaterials Construction and Repair II: Midtermjohn christian de leonNo ratings yet
- Welding Rods Welding Rods: Manual Metal Arc Welding (MMA)Document6 pagesWelding Rods Welding Rods: Manual Metal Arc Welding (MMA)CT0011No ratings yet
- SMAW Basci Concept DoxDocument30 pagesSMAW Basci Concept DoxAmrut KajveNo ratings yet
- 2-SHIELDED METAL ARC WELDING (SMAW)Document14 pages2-SHIELDED METAL ARC WELDING (SMAW)abastosuaptNo ratings yet
- Arc Welding ElectrodeDocument36 pagesArc Welding ElectrodeAinul Yaqien80% (5)
- Types of Welding ElectrodesDocument34 pagesTypes of Welding ElectrodesAileen May Caminero SumampaoNo ratings yet
- Wel 12 CDocument7 pagesWel 12 CWilly UioNo ratings yet
- Arc N Gas ReportDocument25 pagesArc N Gas ReportAnahAlhabshiNo ratings yet
- Dinlasan - Electric Arc Safety WeldingDocument9 pagesDinlasan - Electric Arc Safety Weldingshin deiruNo ratings yet
- Welding NotesDocument5 pagesWelding NotesRakesh RanjanNo ratings yet
- Electrical SteelDocument13 pagesElectrical SteelAgustine SetiawanNo ratings yet
- Introduction To Electro-Slag Remelting (ESR)Document22 pagesIntroduction To Electro-Slag Remelting (ESR)Jahanzeb BhattiNo ratings yet
- BMP (Class 11-Class 12) WeldingDocument26 pagesBMP (Class 11-Class 12) WeldingAsesh PramanikNo ratings yet
- Basic Mig Welding ProcessDocument4 pagesBasic Mig Welding Processamiter84No ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Applicant Instructions For ExaminationDocument7 pagesApplicant Instructions For ExaminationNicholasNo ratings yet
- ABI Welding Sales Schedule Jan-JulyDocument8 pagesABI Welding Sales Schedule Jan-JulyNicholasNo ratings yet
- Errata 3 Api1104 2013Document3 pagesErrata 3 Api1104 2013Moises SaireNo ratings yet
- API 1104 Welding Standard Addendum 1 Figure B4 ReplacementDocument1 pageAPI 1104 Welding Standard Addendum 1 Figure B4 ReplacementNicholasNo ratings yet
- API 1104 Welding Standard Addendum 1 Figure B4 ReplacementDocument1 pageAPI 1104 Welding Standard Addendum 1 Figure B4 ReplacementNicholasNo ratings yet
- CWI Exam StructureDocument1 pageCWI Exam StructureNicholasNo ratings yet
- RIZAL: INSPIRATION FOR A NEW GENERATIONDocument11 pagesRIZAL: INSPIRATION FOR A NEW GENERATIONErica B. DaclanNo ratings yet
- ECMT1020 - Week 06 WorkshopDocument4 pagesECMT1020 - Week 06 Workshopperthwashington.j9t23No ratings yet
- Outline of The Gospel of John: Book of Signs: Jesus Reveals His Glory To The World (Israel) (1:19-12:50)Document4 pagesOutline of The Gospel of John: Book of Signs: Jesus Reveals His Glory To The World (Israel) (1:19-12:50)Aamer JavedNo ratings yet
- Basic Life Support Checklist CSLLFIDocument1 pageBasic Life Support Checklist CSLLFIShane Frances SaborridoNo ratings yet
- The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6. The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6Document1 pageThe Next Questions Will Depend On Your Answer(s) in Question Number 4: 6. The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6cgranzore8833% (3)
- Flat Slab NoteDocument4 pagesFlat Slab NotesasiNo ratings yet
- Trainer Activity: All Adrift!Document6 pagesTrainer Activity: All Adrift!DollyNo ratings yet
- DesignMind Data WarehouseDocument31 pagesDesignMind Data WarehouseMark GinnebaughNo ratings yet
- How English Works - A Grammar Handbook With Readings - Answer Key PDFDocument38 pagesHow English Works - A Grammar Handbook With Readings - Answer Key PDFAlessio Bocco100% (1)
- Introduction to Pidilite IndustriesDocument8 pagesIntroduction to Pidilite IndustriesAbhijit DharNo ratings yet
- Enthalpy ChangesDocument2 pagesEnthalpy Changesapi-296833859100% (1)
- Taeka HaileleulDocument167 pagesTaeka HaileleulBini100% (1)
- A Review Paper On Rice Quality Analysis Using Image Processing TechniqueDocument5 pagesA Review Paper On Rice Quality Analysis Using Image Processing TechniqueIJRASETPublicationsNo ratings yet
- Muhammad Farrukh QAMAR - Assessment 2 Student Practical Demonstration of Tasks AURAMA006 V2Document19 pagesMuhammad Farrukh QAMAR - Assessment 2 Student Practical Demonstration of Tasks AURAMA006 V2Rana Muhammad Ashfaq Khan0% (1)
- Murder Conviction UpheldDocument9 pagesMurder Conviction UpheldBobNo ratings yet
- Intro To Rizal LawDocument61 pagesIntro To Rizal Lawnicachavez030No ratings yet
- ST Patrick Lodge 199 BibleDocument5 pagesST Patrick Lodge 199 Bibletofique_fatehiNo ratings yet
- Banking and Fintech in 2022Document45 pagesBanking and Fintech in 2022Shahbaz talpurNo ratings yet
- Introduction To Engineering Economy: Title of The LessonDocument16 pagesIntroduction To Engineering Economy: Title of The LessonsdanharoldNo ratings yet
- CBSE Class 10 Maths Sample Paper Set 6Document4 pagesCBSE Class 10 Maths Sample Paper Set 6darshilsinghgharwarNo ratings yet
- S1.8 Template of REAL Table For Power and Supporting CompetenciesDocument3 pagesS1.8 Template of REAL Table For Power and Supporting CompetenciesJamir SalongaNo ratings yet
- SF-2012AH-QG User' S ManualDocument61 pagesSF-2012AH-QG User' S Manualkamal hasan0% (1)
- Weekly TestDocument12 pagesWeekly Testrossana rondaNo ratings yet
- Biotensegrity and Myofascial Chains A Global Approach To An Integrated Kinetic ChainDocument8 pagesBiotensegrity and Myofascial Chains A Global Approach To An Integrated Kinetic ChainMohamed ElMeligieNo ratings yet
- Queen'S University Midterm Examination Department of EconomicsDocument7 pagesQueen'S University Midterm Examination Department of EconomicsAsif Ahmed NeloyNo ratings yet
- Enquiries: 1. Enquiry From A Retailer To A Foreign ManufacturerDocument7 pagesEnquiries: 1. Enquiry From A Retailer To A Foreign ManufacturerNhi Hoàng Lê NguyễnNo ratings yet
- Installing Juniper Router OS JunOS 10 1 in Qemu VM For GNS3Document4 pagesInstalling Juniper Router OS JunOS 10 1 in Qemu VM For GNS3Adrian Ionut NituNo ratings yet
- SEO-Optimized Title for Document on English Exam QuestionsDocument4 pagesSEO-Optimized Title for Document on English Exam Questionsminh buiNo ratings yet
- PR & PublicityDocument16 pagesPR & PublicityVipul Partap100% (2)
- Lamb To The Slaughter EssayDocument5 pagesLamb To The Slaughter Essaypflhujbaf100% (2)