You might also like
- Factors To Be Considered For Selecting A Suitable TypeDocument5 pagesFactors To Be Considered For Selecting A Suitable Typeswapnil pandeNo ratings yet
- An Essential Guide to Electronic Material Surfaces and InterfacesFrom EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNo ratings yet
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 pagesWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashNo ratings yet
- Shielded Metal Arc WeldingDocument29 pagesShielded Metal Arc WeldingobijistephenNo ratings yet
- I. Welding: (What About Flux Cored Arc Welding??)Document4 pagesI. Welding: (What About Flux Cored Arc Welding??)Ravi PoudelNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- ElectrodesDocument10 pagesElectrodesGanesh BaskerNo ratings yet
- SMAW Basci Concept DoxDocument30 pagesSMAW Basci Concept DoxAmrut KajveNo ratings yet
- UeetDocument21 pagesUeetIts FickNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolNo ratings yet
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- Basic Mig Welding ProcessDocument4 pagesBasic Mig Welding Processamiter84No ratings yet
- SMAWDocument8 pagesSMAWmostafaNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- 2-SHIELDED METAL ARC WELDING (SMAW)Document14 pages2-SHIELDED METAL ARC WELDING (SMAW)abastosuaptNo ratings yet
- 2.2 Shielded Metal Arc WeldingDocument4 pages2.2 Shielded Metal Arc WeldingMat SerabaiNo ratings yet
- Arc WeldingDocument16 pagesArc WeldingManohara BabuNo ratings yet
- Welding Types Procedures ParametersDocument156 pagesWelding Types Procedures ParametersVinodh Kumar YallaNo ratings yet
- Welding Shop Lab ManualDocument13 pagesWelding Shop Lab Manualcijiv82077No ratings yet
- Module - IIDocument48 pagesModule - IIsivasaNo ratings yet
- CH 5Document49 pagesCH 5MuhammadMansoorGoharNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Document14 pagesWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNo ratings yet
- Electric welding guideDocument19 pagesElectric welding guideRaghupatruni SowmyaNo ratings yet
- SMAW Welding Guide for 4130 SteelDocument39 pagesSMAW Welding Guide for 4130 SteelSwapnil ModakNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- Welding Process 4Document38 pagesWelding Process 4Janmayjoy Halder SwagataNo ratings yet
- 1.09 MMA WeldingDocument51 pages1.09 MMA WeldingReza DhonyNo ratings yet
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuNo ratings yet
- Metal Joining CH 1 GDocument20 pagesMetal Joining CH 1 Gወይኩን ፍቃድከNo ratings yet
- Electric Welding Processes GuideDocument32 pagesElectric Welding Processes GuideAMAR CHAND MEENANo ratings yet
- Manual Metal Arc WeldingDocument13 pagesManual Metal Arc WeldingHirenNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniNo ratings yet
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Welding Rods Welding Rods: Manual Metal Arc Welding (MMA)Document6 pagesWelding Rods Welding Rods: Manual Metal Arc Welding (MMA)CT0011No ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- Resistance and Special WeldingDocument24 pagesResistance and Special WeldingKBSMANITNo ratings yet
- 5-Submerged Arc Welding (SAW)Document9 pages5-Submerged Arc Welding (SAW)abastosuaptNo ratings yet
- Advanced Welding Technology Ca2Document3 pagesAdvanced Welding Technology Ca2Monglafru MogNo ratings yet
- Materials Joining Techniques and VariablesDocument6 pagesMaterials Joining Techniques and VariablesOdb IndNo ratings yet
- HEAT TRANSFER IN ARC WELDINGDocument10 pagesHEAT TRANSFER IN ARC WELDINGPrathamesh Kesarkar100% (1)
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Welding Methods Dr. A. ClaudeDocument11 pagesWelding Methods Dr. A. ClaudeEagle HawkNo ratings yet
- Welding Processes PDFDocument27 pagesWelding Processes PDFSarjitoNo ratings yet
- SMAW LessonDocument8 pagesSMAW LessonOJ DogplaceNo ratings yet
- Electric Welding: Unit-IiDocument41 pagesElectric Welding: Unit-IiKUMAR SNo ratings yet
- Explain Various Methods of Welding?Document2 pagesExplain Various Methods of Welding?nsuryatejaNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- WELD-Arc Welding - Maine Welding CompanyDocument7 pagesWELD-Arc Welding - Maine Welding CompanypeterNo ratings yet
- Nominal Pipe Sizes: Pipe Dimensions, Imperial / Metric Pipe ChartDocument5 pagesNominal Pipe Sizes: Pipe Dimensions, Imperial / Metric Pipe CharthappywhewmiNo ratings yet
- Language Training Student Book Chapter 1Document4 pagesLanguage Training Student Book Chapter 1Kaushal GandhiNo ratings yet
- PCN3Document3 pagesPCN3Kaushal GandhiNo ratings yet
- Ultrasonic Thickness Measurement ReportDocument2 pagesUltrasonic Thickness Measurement ReportKaushal GandhiNo ratings yet
- Language Training Student Book Chapter 1Document4 pagesLanguage Training Student Book Chapter 1Kaushal GandhiNo ratings yet
- Constitution, Terms of Reference and Method of Working of The BINDT Outside/Internal Agency Group (OA/IAG)Document2 pagesConstitution, Terms of Reference and Method of Working of The BINDT Outside/Internal Agency Group (OA/IAG)Kaushal GandhiNo ratings yet
- PCN5Document3 pagesPCN5Kaushal GandhiNo ratings yet
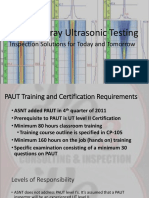
- Pautforohiogas 160117173921Document21 pagesPautforohiogas 160117173921Kaushal Gandhi100% (1)
- Category M BasisDocument3 pagesCategory M BasisenjoygurujiNo ratings yet
- Language Training Student Book Chapter 1Document4 pagesLanguage Training Student Book Chapter 1Kaushal GandhiNo ratings yet
- Fluid Service CategoriesDocument1 pageFluid Service CategoriesKaushal GandhiNo ratings yet
- ASME 9 Base Metal PDocument2 pagesASME 9 Base Metal PRanjith GamageNo ratings yet
- PCN2Document3 pagesPCN2Kaushal GandhiNo ratings yet
- PCN1Document4 pagesPCN1Kaushal GandhiNo ratings yet
- Ultrasonic Testing Useful FormulaeDocument4 pagesUltrasonic Testing Useful FormulaeST-blues0% (1)
- CP21Document10 pagesCP21Kaushal GandhiNo ratings yet
- What Factors Influence The Beam Spread of An Ultrasonic Probe in The Far ZoneDocument1 pageWhat Factors Influence The Beam Spread of An Ultrasonic Probe in The Far ZoneKaushal GandhiNo ratings yet
- The Photographic Process and Film SensitivityDocument27 pagesThe Photographic Process and Film SensitivityKaushal GandhiNo ratings yet
- AusteniteDocument10 pagesAustenitekameshvvNo ratings yet
- B31.3 Process Piping Course - 01 IntroductionDocument19 pagesB31.3 Process Piping Course - 01 IntroductionBala Kumar100% (2)
- Pinky Convocation FormDocument3 pagesPinky Convocation FormKaushal GandhiNo ratings yet
- Basic Piping 1.PpsDocument29 pagesBasic Piping 1.PpsKaushal GandhiNo ratings yet
- Welding Science and Technology by MD Ibrahim KhanDocument289 pagesWelding Science and Technology by MD Ibrahim Khanabidaliabid1No ratings yet
- Fluoride Basic Welding Flux UV 420 TTR / UV 420 TTR-WDocument1 pageFluoride Basic Welding Flux UV 420 TTR / UV 420 TTR-WKaushal GandhiNo ratings yet
- 1Document16 pages1Kaushal GandhiNo ratings yet
- 2013AWSPresentation NancyColeDocument79 pages2013AWSPresentation NancyColeKaushal GandhiNo ratings yet
- ASME 9 Base Metal PDocument2 pagesASME 9 Base Metal PRanjith GamageNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- It0107 10Document4 pagesIt0107 10FongJeremyNo ratings yet
- NDB CV - 16 YearsDocument5 pagesNDB CV - 16 YearsnileshNo ratings yet
- Trisil ProtectionDocument4 pagesTrisil ProtectionShashi Kumar GowdaNo ratings yet
- Guidelines For Protection Against Electric Shock in PV GeneratorsDocument9 pagesGuidelines For Protection Against Electric Shock in PV GeneratorsPablo di PasquoNo ratings yet
- Transformer (Basic)Document46 pagesTransformer (Basic)Jatin AggarwalNo ratings yet
- Flexible Grid Connection and Islanding of SPC-based PV Power ConvertersDocument12 pagesFlexible Grid Connection and Islanding of SPC-based PV Power ConvertersGeorge MatosNo ratings yet
- Bill Gibson - AudioPro Home Recording CourseDocument250 pagesBill Gibson - AudioPro Home Recording CourseLucian Indre100% (3)
- ELX214 Coursework Lab (20%) - 2013 - UpdatedDocument33 pagesELX214 Coursework Lab (20%) - 2013 - UpdatedTeEbhan ChAnthira SeEkaranNo ratings yet
- Ece Project Report Arduino Based Time and Temperature DisplayDocument16 pagesEce Project Report Arduino Based Time and Temperature DisplayAnonymous ytZsBOVNo ratings yet
- Viewsonic vg1921wm-2Document63 pagesViewsonic vg1921wm-2Ricardo BlackmooreNo ratings yet
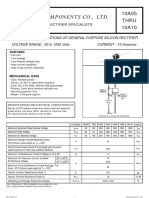
- DC Components Co., LTD.: 10A05 Thru 10A10Document3 pagesDC Components Co., LTD.: 10A05 Thru 10A10Faulhaber AdrianNo ratings yet
- Simulation of Fuzzy Logic Based Speed Control of Multi Level Inverter Fed PMBLDC DrivesDocument12 pagesSimulation of Fuzzy Logic Based Speed Control of Multi Level Inverter Fed PMBLDC Drivesdhanshri kolekarNo ratings yet
- Flair 21D - 22D - 23D - 23DM: Self-Powered, Adjustment-Free Fault Passage IndicatorsDocument6 pagesFlair 21D - 22D - 23D - 23DM: Self-Powered, Adjustment-Free Fault Passage IndicatorsMinh ChungNo ratings yet
- Electrical Engineering Technician Part 1Document4 pagesElectrical Engineering Technician Part 1kseenanan123No ratings yet
- Ec 8391 Cs Auqp Merged 8.5.19Document31 pagesEc 8391 Cs Auqp Merged 8.5.19sivaNo ratings yet
- Ultrashield Plus EssexDocument2 pagesUltrashield Plus Essex434lapNo ratings yet
- Protect MIP - Modular Power SystemDocument6 pagesProtect MIP - Modular Power Systemaumkota2718110% (1)
- AV6-R Spark Plug & Oil Filter PDFDocument28 pagesAV6-R Spark Plug & Oil Filter PDFKamal Jit DhimanNo ratings yet
- 10 IN 00 IWD 009 - Rev.1 - 180611Document867 pages10 IN 00 IWD 009 - Rev.1 - 180611irfanNo ratings yet
- c57.21 IEEE Reactors PDFDocument106 pagesc57.21 IEEE Reactors PDFAlvaro Michel OrozcoNo ratings yet
- Diode and Its TypesDocument4 pagesDiode and Its TypesSaqib IqbalNo ratings yet
- Full RF Signal Chains From 0Hz To 110GHzDocument4 pagesFull RF Signal Chains From 0Hz To 110GHzVanidevi ManiNo ratings yet
- Electric Flux Problems and SolutionsDocument1 pageElectric Flux Problems and SolutionsBasic PhysicsNo ratings yet
- Intrinsic and Extrinsic N Type P TypeDocument4 pagesIntrinsic and Extrinsic N Type P TypeDinesh VelNo ratings yet
- MV and Synch Gear As Built-7Document37 pagesMV and Synch Gear As Built-7Sayed Younis SadaatNo ratings yet
- VanTran Padmount Brochure-EDocument4 pagesVanTran Padmount Brochure-ERigeNo ratings yet
- Water Leak Detection SystemsDocument9 pagesWater Leak Detection SystemsAnitha JebarajNo ratings yet
- Embedded System Experiment #2Document14 pagesEmbedded System Experiment #2Lorshiel Anne TusingNo ratings yet
- Module 4 Electromagnetic WavesDocument45 pagesModule 4 Electromagnetic WavesXandra SamsonNo ratings yet
- Tec5500 Om eDocument334 pagesTec5500 Om echanlal100% (1)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet