Professional Documents
Culture Documents
Batteries & Battery Chargers
Uploaded by
hajimak0 ratings0% found this document useful (0 votes)
202 views90 pagesThis document provides information on selecting batteries and battery chargers for use in Saudi Aramco applications. It discusses the main factors to consider when choosing a battery type, including load type and duration, temperature, life expectancy, maintenance needs, and cost. The most common types for Saudi Aramco are lead-acid and nickel-cadmium batteries. The document then provides details on lead-acid battery construction and different lead-acid battery plate designs. It also references Saudi Aramco standards and procedures for sizing batteries and chargers.
Original Description:
Its an Saudi Aramco Standards & Specifications and Regulations
Copyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentThis document provides information on selecting batteries and battery chargers for use in Saudi Aramco applications. It discusses the main factors to consider when choosing a battery type, including load type and duration, temperature, life expectancy, maintenance needs, and cost. The most common types for Saudi Aramco are lead-acid and nickel-cadmium batteries. The document then provides details on lead-acid battery construction and different lead-acid battery plate designs. It also references Saudi Aramco standards and procedures for sizing batteries and chargers.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
202 views90 pagesBatteries & Battery Chargers
Uploaded by
hajimakThis document provides information on selecting batteries and battery chargers for use in Saudi Aramco applications. It discusses the main factors to consider when choosing a battery type, including load type and duration, temperature, life expectancy, maintenance needs, and cost. The most common types for Saudi Aramco are lead-acid and nickel-cadmium batteries. The document then provides details on lead-acid battery construction and different lead-acid battery plate designs. It also references Saudi Aramco standards and procedures for sizing batteries and chargers.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 90
Note: The source of the technical material in this volume is the Professional
Engineering Development Program (PEDP) of Engineering Services.
Warning: The material contained in this document was developed for Saudi
Aramco and is intended for the exclusive use of Saudi Aramcos
employees. Any material contained in this document which is not
already in the public domain may not be copied, reproduced, sold, given,
or disclosed to third parties, or otherwise used in whole, or in part,
without the written permission of the Vice President, Engineering
Services, Saudi Aramco.
Chapter : Electrical For additional information on this subject, contact
File Reference: EEX21102 W.A. Roussel on 874-1320
Engineering Encyclopedia
Saudi Aramco DeskTop Standards
Batteries And Battery Chargers
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards
CONTENTS PAGE
DETERMINING TYPES OF BATTERIES FOR USE IN TYPICAL
SAUDI ARAMCO APPLICATIONS ................................................................................... 1
DETERMINING BATTERY SIZE FOR USE IN TYPICAL SAUDI
ARAMCO APPLICATIONS .............................................................................................. 34
DETERMINING BATTERY CHARGER SIZE FOR USE IN TYPICAL
SAUDI ARAMCO APPLICATIONS ................................................................................. 57
WORK AID 1: PROCEDURE AND TECHNICAL AND ECONOMIC
REQUIREMENTS FROM SADP-P-103 AND
ESTABLISHED ENGINEERING PRACTICES FOR
DETERMINING THE TYPE OF BATTERY FOR USE IN
TYPICAL SAUDI ARAMCO APPLICATIONS...................................... 71
WORK AID 2: PROCEDURE AND TECHNICAL REQUIREMENTS
FROM SADP-P-103 AND ESTABLISHED
ENGINEERING PRACTICES FOR DETERMINING THE
SIZE OF BATTERY FOR USE IN TYPICAL SAUDI
ARAMCO APPLICATIONS .................................................................... 73
WORK AID 3: PROCEDURE, TECHNICAL REQUIREMENTS, AND
FORMULAS FROM SADP-P-103 AND ESTABLISHED
ENGINEERING PRACTICES FOR DETERMINING THE
SIZE OF A BATTERY CHARGER FOR USE IN
TYPICAL SAUDI ARAMCO APPLICATIONS...................................... 85
GLOSSARY........................................................................................................................ 88
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 1
DETERMINING TYPES OF BATTERIES FOR USE IN TYPICAL SAUDI ARAMCO
APPLICATIONS
The process of determining the type of battery for use in a given application requires an
evaluation of factors such as the following:
The type and the duration of the connected load.
The anticipated frequency and depth of discharge.
The ambient temperature at the installation site.
The planned life of the installation.
The frequency of maintenance.
Space limitations.
Life cycle cost.
Seismic requirements.
The two general types of storage batteries that can be used in Saudi Aramco installations are
lead-acid batteries and nickel-cadmium batteries. Each of these general types offers certain
advantages and disadvantages in regard to the previously listed factors. In addition, a number
of individual designs exist within each general type. These individual designs offer further
advantages and disadvantages in regard to the previously listed factors.
Because no single battery design can provide the optimum performance that is associated with
each of the previously listed factors, the factors must be weighted as to their importance in
each given installation. The actual battery type is then determined based on the weighted
factors to provide the best available compromise between desirable characteristics and
undesirable characteristics.
This section of the Module will provide information on the following topics that are pertinent
to determining the type of battery for use in typical Saudi Aramco applications:
Lead-Acid Batteries
Nickel-Cadmium Batteries
Operational Characteristics
Battery Applications
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 2
Lead-Acid Batteries
The lead-acid battery is a group of electrochemical cells that are connected in series to
generate a nominal dc voltage that would supply power to a suitably connected electrical load.
The number of cells that are connected in series determines the nominal voltage rating of the
battery. The amount of active material that is contained in an individual cell is the factor that
determines the discharge capacity rating of the cell; the rated capacity of the individual cells is
the rated capacity of the entire battery. Connecting the individual cells in series does not
increase the capacity rating of the battery.
The electrochemical couple that is used to form lead-acid cells is configured through
placement of a lead active material in a dilute sulfuric acid electrolyte. This electrochemical
couple produces a nominal cell voltage of approximately two volts.
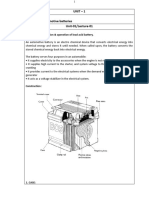
All lead-acid cells are constructed through use of the following basic components that are
shown in Figure 1:
Element
Cell jar
Cell cover
Electrolyte
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 3
Basic Components of a Lead-Acid Cell
Figure 1
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 4
Figure 2 shows an exploded view of the battery element. The battery element is the key
component of the cell, and it consists of an assembly of positive and negative plates that are
insulated from each other through use of separators. The interaction that occurs between the
battery element and the electrolyte determines the cell's performance characteristics.
Each of the plates consists of a rigid lead alloy that provides physical support for the
relatively porous active materials. The positive and the negative plates are sandwiched
together in an alternating pattern (e.g., negative-positive-negative-positive-negative) with a
negative plate at each end of the assembly. Each positive plate is separated from its
neighboring negative plate by an insulating material. The insulating material typically is a
thin sheet of microporous rubber or plastic that is ribbed on the side that faces the positive
plate.
Battery Element
Figure 2
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 5
The cell jar, which was shown in Figure 1, is usually made of a transparent impact-resistant
plastic material. The cell jar must be large enough to enclose the element and still provide
sufficient reservoir space above and below the element. The upper reservoir space is needed
to allow for the gradual lowering of the electrolyte level that occurs during normal operation
of the battery. The lower reservoir space serves as a collection basin for the sediment that is
shed from the plates during the expected life of the battery. This sediment must be kept away
from the element to prevent short-circuiting of the positive and the negative plates.
After the element has been lowered into the empty jar, the cell cover is placed over the top of
the jar and is sealed. The terminal posts that are connected to the element protrude through
holes that are in the top of the cell cover. The cell cover also is fitted with a flame arrestor
vent that allows gases to escape from inside of the cell but that prevents entry of sparks or
flames.
The electrolyte that is used in lead-acid batteries is a dilute solution of sulfuric acid and water.
The ratio of acid weight to water is measured as specific gravity. Pure water has a specific
gravity of 1.000. A typical nominal specific gravity for a lead-acid storage battery is 1.215 at
25
o
C (77
o
F). The specific gravity of the electrolyte gradually drops as a cell is discharged.
When the battery charger recharges the cell, the specific gravity gradually rises back to the
nominal value.
If a battery is to be operated at temperatures that exceed 29
o
C (85
o
F) for more than 30 days
per year, a tropical (low) specific gravity electrolyte could be used to increase the life of the
battery. A medium or a high specific gravity electrolyte is also available for special
applications such as UPS systems that, in some cases, will reduce the overall battery size that
is required.
As previously stated, all lead-acid batteries contain the same basic components. The major
difference between the various types of lead-acid batteries is the design of the positive plates
that are used in the battery element. The remainder of this section provides information on
the following specific types of lead-acid batteries:
Plante
Lead calcium
Lead antimony
Sealed
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 6
Plante
The Plante lead-acid battery is named after Raymond Gaston Plante, who was the inventor of
the first practical lead-acid storage battery. The original Plante cell was constructed of two
long strips of lead foil and intermediate layers of coarse cloth that were spirally wound and
immersed in a 10% solution of sulfuric acid. Because the amount of stored energy of the
early Plante cells depended on the corrosion of one lead foil to form lead dioxide, which is the
active material of the positive plate, the early Plante cells had little capacity. However, the
capacity of the early Plante cells did increase after repeated cycling because the cycling
resulted in corrosion of the substrate foil. Such corrosion created more active material and an
increased surface area.
Today, the name "Plante" refers to all lead-acid storage batteries in which the active material
of the positive plates is electro-chemically developed from pure metallic lead. Modern Plante
lead-acid batteries are available with two types of positive plate constructions: traditional and
Manchester. Both types of plates are shown in Figure 3.
Positive Plates Used in Plante Lead-Acid Batteries
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 7
Figure 3
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 8
The traditional positive plate starts off as a blank (slab) of pure metallic lead. Grooves are
then cut into the surface of the lead blank through use of a combing process. The grooves
increase the surface area of the plate, which increases the capacity of the cell.
The Manchester plate is the most common type of plate that is used in Plante lead-acid
batteries. The Manchester plate is constructed of a heavy antimony alloy grid that is cast with
circular holes. Heavy corrugated strips of high purity lead are then rolled into spiral buttons
or "rosettes" that are forced into the holes that are cast in the grid. Each of the lead buttons
exposes approximately five times more surface area to the electrolyte than a comparable area
on a pasted plate battery. The lead buttons also help to prolong the life of the cell by
providing a reserve supply of unformed lead that is gradually converted to active material
during operation of the cell.
The negative plates of Plante lead-acid batteries are pasted or "flat" plates with a heavy alloy
grid. The construction of these plates will be discussed in more detail in the next section of
this Module.
The following are the major advantages and disadvantages of Plante lead-acid batteries:
Advantages Disadvantages
Long service life (20 to 25 years) High cost
Smallest amount of positive plate growth
of all lead-acid cells
Poor energy density and poor power
density
Very high reliability Moderate self-discharge rates (3%/month)
Plante lead-acid batteries have the highest capital cost of all types of lead-acid batteries. The
cost of Plante lead-acid cells is approximately 3 to 3-1/2 times that of a comparable lead
antimony cell and approximately 2-1/2 to 3 times that of a comparable lead calcium cell.
However, in some applications, the high initial capital cost may be justified by the long (25
year) service life.
The cyclic performance and cycle life of Plante lead-acid batteries, as is the case with all
stationary lead-acid storage batteries, can only be discussed in relative terms. Stationary lead-
acid storage batteries are designed to provide a relatively long calendar service life (more than
ten years) when they are operated under float charge conditions rather than a Lead-Acid
Batteries (Cont'd)
long cycle life. Stationary lead-acid storage batteries are normally not rated or guaranteed to
deliver a specific number of equivalent full charge cycles.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 9
When any stationary lead-acid storage battery is subjected to deep and frequent discharges, its
calendar service life will be reduced; however, because of the number of variables that are
involved, the specific amount of calendar service life reduction cannot easily be quantified.
For this reason, the cyclic performance of one type of lead-acid storage battery is generally
only discussed in terms of comparison with another type of stationary lead-acid storage
battery.
The cyclic performance (e.g., the ability to withstand frequent and/or deep discharges) of
Plante lead-acid batteries is far superior to the cyclic performance of lead calcium batteries
and is approximately equivalent to the cyclic performance of lead antimony batteries. Plante
lead-acid batteries are capable of withstanding a moderate amount of cycling with a minimum
loss of calendar service life.
Lead Calcium
The positive and the negative plates of lead calcium batteries are pasted plates. Pasted plates
are constructed by forcing a thick slurry of active material (e.g., a combination of lead oxides
and sulfuric acid) into an open lattice grid. A typical pasted plate grid is shown in Figure 4.
The open lattice grid is cast from an alloy of pure lead and calcium. The addition of the
calcium alloying agent is necessary to increase the mechanical strength of the plate.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 10
Typical Pasted Plate Grid
Figure 4
After the active material is "pasted" on the open lattice grid, the plates are dried and formed
(activated) by an electrochemical process. The completed plate is porous so that the sulfuric
acid electrolyte can circulate through the active material. The porous construction greatly
increases the surface area of active material that is in contact with the electrolyte, which
increases the capacity of a given sized cell.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 11
The following are the major advantages and disadvantages of lead calcium batteries:
Advantages Disadvantages
Medium service life (12-15 years). Subject to excessive positive plate grid
growth.
Better energy density and power Not suitable for deep or density than Plante
batteries.frequent discharges
Low self-discharge rates (1%/month).
Low water consumption.
Medium cost.
The cost of lead calcium batteries is more than the cost of lead antimony batteries but is
considerably less than the cost of Plante batteries. On a cursory examination, this medium
range cost, when coupled with the other advantages of lead calcium batteries, make this
battery appear to be more attractive for most applications than the Plante battery. However, a
close look at the disadvantages of the lead calcium battery shows that this battery is only more
attractive in non-cycling applications.
The cyclic performance of lead calcium batteries is extremely poor. Of the three major types
of stationary lead acid storage batteries (Plante, lead calcium, and lead antimony), the lead
calcium battery suffers the greatest loss of calendar service life when it is subjected to cyclic
service. This battery should only be used in float charge, shallow cycle applications.
Lead Antimony
The positive and the negative plates of lead antimony batteries are also pasted plates. The
only real difference between the construction of lead antimony batteries and the construction
of lead calcium batteries is the addition of an antimony alloying material to the grid rather
than a calcium alloying material. The antimony alloying material, which is similar to the
calcium alloying material, is added to increase the mechanical strength of the plate.
The amount of antimony that is used in the grid varies from about 1.5% to 12% antimony by
weight. The percentage of antimony that is used affects the characteristics of the battery.
High antimony content provides greater grid strength; however, it also results in higher float
current requirements, an increase in water usage, and an increase in the frequency of
equalizing chargers towards the end of the battery's service life. Low antimony content
provides more desirable operating characteristics but at the sacrifice of grid strength.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 12
If the antimony content is less than 4%, small amounts of other elements such as selenium
must be added to maintain sufficient grid strength. Saudi Aramco does not allow the use of
lead antimony batteries that contain more than 3% antimony.
The following are the major advantages and disadvantages of lead antimony batteries:
Advantages Disadvantages
Low cost. High self-discharge rates (7%/month).
Better energy density and power density
than Plante batteries.
Short service life (10-12 years).
Can be used in cycling service. High water consumption.
Lead antimony batteries have the least capital cost of all lead-acid batteries. The low capital
cost makes this battery an attractive choice for cycling service applications in which the high
water usage is acceptable.
The cyclic performance of lead antimony batteries is approximately equivalent to the cyclic
performance of Plante batteries. Lead antimony batteries are capable of withstanding a
moderate amount of cycling with a minimum loss of calendar service life.
Sealed
Two different versions of sealed lead-acid batteries are available: the gelled electrolyte
version and the absorbed glass mat (AGM) version. The basic technology of both versions of
sealed lead-acid batteries is identical in that they are both recombinant-type batteries that have
positive limited plate groups that operate in the oxygen cycle.
In all types of lead-acid batteries, a lead oxide positive plate and a sponge lead negative plate
are placed in a dilute mixture of sulfuric acid. The voltage difference that is produced by this
electrochemical couple causes electrons to flow from one plate to the other plate when the
plates are connected. This electron flow causes a chemical reaction inside of the battery. The
chemical reaction will be discussed in more detail later in this section. When a lead acid
battery is discharged, much of the sulfuric acid electrolyte is changed to water and both of the
plates are reduced to lead sulfate. When a lead-acid battery is subsequently charged by
forcing electrons to flow in the opposite direction, all of the chemical reactions are reversed.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 13
During recharge, oxygen is released at the positive plate, and, when the negative plate is fully
charged, it releases hydrogen. These gases are formed from the decomposition of the water
that is mixed with the sulfuric acid. The gases must be vented out of the battery room, and
they must be properly dispersed because of the explosive nature of hydrogen. In flooded
lead-acid batteries, this water loss must be replaced on a regular basis to prevent the plate
from drying out.
In sealed lead-acid batteries, the negative plate is designed to be what is known in the industry
as "positive limited" because the chemical reaction of discharging is stopped when the
positive plate is exhausted. When a sealed lead-acid battery is recharged, the negative plate
never reaches its full charge condition; therefore, hydrogen gas is not released. The oxygen
that is released at the positive plate travels through the void paths that are in the separator to
the negative plate. At the negative plate, the oxygen combines with the lead in the negative
plate to form lead dioxide. The lead dioxide reacts with the sulfuric acid that is in the
electrolyte to form lead sulfate and water. This water replaces the water that was consumed at
the positive plate to make the oxygen; therefore, water never needs to be added to the battery
and the case can be sealed.
The oxygen that is generated at the positive plate creates a positive pressure inside of the
battery that is two to three pounds above the ambient pressure. Because of this positive
pressure, sealed lead-acid batteries must contain a relief valve to prevent overpressurization of
the battery in the event of a malfunction such as a runaway charger. The relief valves are
designed to automatically reseal once the pressure returns to normal.
The construction of the gelled electrolyte version of sealed lead-acid batteries is similar to the
construction of flooded lead-acid batteries with a few key differences. In the gelled
electrolyte version, the dilute sulfuric acid mixture is blended with silica to form a gel or a
paste-like substance. This gelled electrolyte is then used with a pasted plate element that is
complete with a microporous separator. The primary difference between a pasted plate
element for a flooded lead-acid battery and the pasted plate element for sealed lead acid
battery is that the element that is used in the sealed lead-acid battery is positive limited. The
other key difference is that the sealed lead-acid battery is constructed with a relief valve rather
than with a flash arrestor.
In the AGM version, the positive limited element is constructed without the microporous
separator. Instead, the positive plates are separated from the adjoining negative plates by a
fiberglass mat. The fiberglass mat absorbs the liquid electrolyte so that no free liquid exists
inside of the battery. The very fine micro fiber construction of the mat and its relatively thin
(approximately 1/8 inch) construction results in a very low internal cell impedance. Because
of the AGM version's construction, it is generally smaller, lighter, and more energy-efficient
for short discharge periods than the gelled electrolyte version. However, the AGM version is
more prone to plate shorting as a result of small lead filaments bridging the thin glass mat
separator.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 14
The following are the major advantages and disadvantages of sealed lead-acid batteries:
Advantages Disadvantages
Long service life (15 to 20 years) in float
service.
High cost.
No maintenance. Short service life (< 10 years) in cycling
service.
Reduced battery room/ventilation
requirements.
Moderate self-discharge rates (3%/month).
Vertical or horizontal mounting. Not suitable for deep or frequent
discharges.
The development of sealed lead-acid batteries for large stationary storage applications is a
relatively recent (within the last ten years) technology and, as such, these batteries are more
expensive than their lead calcium and lead antimony flooded cell counterparts. The cost of
sealed lead-acid batteries is similar to the cost of Plante lead-acid batteries.
Because most sealed lead-acid batteries for stationary storage applications use a lead calcium
grid, their cyclic performance is similar to the cyclic performance of the flooded lead calcium
batteries that were previously discussed. Sealed lead acid batteries do not perform well in
frequent or deep cycle application; these batteries should only be used in float charge, shallow
cycle applications.
Nickel-Cadmium Batteries
The nickel-cadmium battery also is a group of electrochemical cells that are connected in
series to generate a nominal dc voltage that would supply power to a suitably connected
electrical load. The number of cells that are connected in series determines the nominal
voltage rating of the battery. The amount of active material that is contained in an
individual cell is the factor that determines the discharge capacity rating of the cell; the rated
capacity of the individual cells is the rated capacity of the entire battery. Connecting the
individual cells in series does not increase the capacity rating of the battery.
The electrochemical couple that is used to form nickel-cadmium cells is configured through
placement of a nickel hydroxide positive electrode and a metallic cadmium negative electrode
in a dilute potassium hydroxide electrolyte. This electrochemical couple produces a nominal
cell voltage of approximately 1.2 volts.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 15
The following types of nickel-cadmium stationary storage batteries will be discussed in this
section:
Pocket Plate
Sintered Plate
Pocket Plate
Pocket plate nickel-cadmium batteries get their name from the "pocket" strip that holds the
active material of the plates. The pockets are made from very thin, finely perforated strips of
steel that are formed into shallow "U" channels as shown in Figure 5. The positive active
material, which consists of hydrates of nickel oxide and graphite, and the negative active
material, which consists of cadmium oxide and a small amount of iron oxide, are placed into
the open "U" channel. The open "U" channel is then covered with a similar strip of perforated
steel and the two strips are crimped together to form a perforated pocket.
A number of these perforated pockets are interlocked edge-to-edge and then cut to the
approximate finished plate width. The interlocked pockets are then rolled to compress the
active material and to form longitudinal indentations in the plate. Each plate group is then
bolted or welded together. The two (positive and negative) plate groups are interleaved and
insulated with plastic rod or mat separators that are inserted into the longitudinal grooves of
the plates. The insulated plate group or element is then inserted into a plastic container or jar.
After the mechanical assembly is complete, the cells are put through an electrochemical
formation process to convert the active materials to their charged condition.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 16
Pocket Plate Construction
Figure 5
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 17
Figure 6 shows a cutaway view of a typical pocket plate nickel-cadmium battery. The
following components are identified in Figure 6:
Vent Cap/Flame Arrestor
Cell Container or Jar
Plate Tab
Plate Group Bus
Separating Grids
Plate Frame
Plate
Typical Pocket Plate Nickel-Cadmium Battery
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 18
Figure 6
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 19
The vent cap/flame arrestor allows the gases that are generated during normal charging and
discharging to escape from the battery, but it prevents the entry of sparks and foreign
material. The vent cap/flame arrestor can be removed to allow access to the interior of the
cell.
The cell container or jar is made out of translucent polypropylene. The cell container or jar is
the enclosure that holds the individual components of the cell and that contains the liquid
potassium hydroxide (KOH) electrolyte.
The plate tabs are spot welded to the plate frame and to the upper edge or the pocket plates.
The plate tabs provide the electrical connection between the plates and the plate group bus.
The plate group bus connects the plate tabs to the terminal posts of the battery. The plate tabs
and the terminal posts are welded to opposite sides of the plate group bus.
The separating grids separate the plates and insulate the plate frames from each other. The
separating grids are porous, and they allow the free circulation of the KOH electrolyte
between the plates.
The plate frames seal the plate pockets, and they serve as current collectors. The plates in this
particular battery have horizontal pockets of double-perforated steel strips.
Most manufacturers make three general pocket plate designs: thin plates, medium plates, and
thick plates. The thin plate design has a low internal resistance, and it is used in high rate,
short duration (less than 30 minutes) discharge cells. The medium plate design has an internal
resistance that is similar to the internal resistance of general purpose lead-acid cells. This
plate design is used in median rate, median duration (from 30 minutes to 2 hours) discharge
cells. The thick plate design has a high internal resistance, and it is used in very low rate,
long duration (more than two hours) discharge cells.
All vented nickel-cadmium batteries have several general advantages over their flooded lead
acid counterparts. One of these advantages stems from the KOH electrolyte that is used in
nickel-cadmium batteries. The freezing point of KOH electrolyte with a typical specific
gravity of 1.190 is -32
o
C (-25
o
F). Because the specific gravity of the electrolyte in a nickel-
cadmium battery remains relatively constant from the fully charged state to the fully
discharged state, the freezing point also remains relatively constant. In contrast, the freezing
point of a fully discharged lead-acid battery essentially is the same as the freezing point of
water or 0
o
C (32
o
F); therefore, lead acid batteries are much more likely to freeze than nickel-
cadmium batteries. Nickel-cadmium batteries also make a significantly higher percentage of
their current available at lower temperatures than lead-acid batteries.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 20
Another general advantage of nickel-cadmium batteries is that they require much less
maintenance than flooded lead-acid batteries. Nickel-cadmium batteries can go years without
being watered, and they will not deteriorate when they are left in a discharged condition.
Nickel-cadmium batteries have successfully been returned to service after being left "on-the-
shelf" for 10 to 15 years.
The other general advantages of nickel-cadmium batteries include a more rugged and durable
construction (i.e., relatively immune to vibration, shock, and overcharge currents), a long
cycle life, and minimal gas generation on charge and discharge. Also, the gaseous vapors that
are emitted from nickel-cadmium batteries are not corrosive to ferrous metals.
The only general disadvantage of nickel-cadmium batteries to flooded lead-acid batteries is
the high cost of nickel-cadmium batteries. The cost (dollars/kilowatt-hour) of nickel-
cadmium batteries is four to ten times the cost of flooded lead-acid batteries. Also, because
cadmium is more difficult and expensive to recycle and/or dispose of than lead, the disposal
cost of expended nickel-cadmium batteries is higher than it is for expended lead-acid
batteries. In North America, large nickel-cadmium storage batteries are actually being phased
out of production as a result of the disposal issues that surround cadmium.
The advantages of pocket plate nickel-cadmium batteries over sintered-plate nickel-cadmium
batteries are that pocket plate nickel-cadmium batteries have a lower cost, they have a long
cycle life, and they do not suffer a "memory" effect on shallow discharges. The major
disadvantage of pocket plate nickel-cadmium batteries is that they only have about 50% of the
energy density of sintered-plate nickel-cadmium batteries.
In contrast to flooded stationary lead-acid batteries, pocket plate nickel-cadmium batteries
have a long cycle life in addition to a long calendar life. Under normal operating conditions,
pocket plate nickel-cadmium batteries can deliver as many as 2000 equivalent full charge
cycles. The calendar life of pocket plate nickel-cadmium batteries ranges from 15 to 25
years. Because of the large number of cycles that this battery can withstand (more than 80
equivalent full charge cycles per year over a 25 year calendar service life), cycling has little or
no effect on the calendar service life of pocket plate nickel-cadmium batteries.
Sintered-Plate
Because Saudi Aramco does not permit the use of sintered-plate nickel-cadmium batteries,
this section is intended only for general information purposes. The primary applications of
sintered-plate nickel-cadmium batteries are those that require high-power discharge service in
a lightweight compact package such as aircraft turbine engine starting circuits.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 21
Sintered-plate nickel-cadmium batteries are constructed similarly to pocket plate nickel-
cadmium batteries. The major difference between the two batteries is the way in which the
electrodes (positive and negative plates) are designed. In the sintered-plate design, the active
materials are impregnated into a porous nickel coating that is applied to an iron grid or charge
collector.
Sintered-plate nickel-cadmium batteries have nickel oxyhydroxide positive plates and
cadmium hydroxide negative plates. The plates are separated by non-conductive, porous
materials that act as a gas barrier and an electrical separator. The electrolyte is a dilute KOH
solution, and it completely covers the plates and separators.
Figure 7 shows the construction of a typical sintered-plate nickel-cadmium battery. The
battery consists of a plate pack that contains the positive plates, the negative plates, and the
separators. A terminal comb is placed over the negative plate tabs to connect the negative
plates. A separate terminal comb is placed over the positive plate tabs to connect the positive
plates. The assembled plate pack is then placed in the cell container. A cell cover is placed
on top of the cell container, and it is sealed to the container. A terminal is connected to the
positive terminal comb and to the negative terminal comb. The terminals are used to connect
the battery to the external load. The removable vent cap allows excess gases to escape and a
means to add electrolyte.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 22
Typical Sintered-Plate Nickel-Cadmium Battery
Figure 7
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 23
The advantages and disadvantages of sintered-plate nickel-cadmium batteries are shown in
Figure 8.
Advantages and Disadvantages of Sintered-Plate Nickel-Cadmium Batteries
Figure 8
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 24
As was noted in Figure 8, the sintered-plate nickel-cadmium battery is more expensive than
the vented pocket plate battery and many times more expensive than the sealed lead-acid
battery.
The average calendar life of a sintered-plate nickel-cadmium battery ranges from three to ten
years, and the cycle life ranges from 500 to 2000 equivalent full charge cycles. The cycle life
and calendar life are strongly influenced by the method of operation, the ambient temperature
conditions, and the depth of discharge. The best battery life performance is obtained from
operation at normal temperatures and at moderate (50% average) discharge depths. The life
of sintered-plate nickel-cadmium batteries drops when the battery is subjected to frequent
deep or shallow discharges.
Operational Characteristics
Each type (lead-acid or nickel-cadmium) of battery has a unique set of operational
characteristics that are based on the construction and configuration of the electrochemical
couple that is used in the battery. The following operational characteristics of batteries will be
discussed in this section:
Electrochemical Reaction
Charge Discharge Characteristics
Effects of Temperature on Battery Life and Capacity
Electrochemical Reaction
The electrical energy that secondary batteries are capable of delivering is derived from the
electrochemical reaction that occurs between two electrically dissimilar metals or metallic
compounds. In the case of lead-acid batteries, the electrolyte also takes part in the
electrochemical reaction. The electrochemical reaction is essentially reversible and electrical
energy is consumed to restore the battery to a charged condition. The sections that follow
provide an explanation of the electrochemical reactions that occur during the discharge and
charge of the following types of secondary storage batteries:
Lead-Acid
Nickel-Cadmium
Lead-Acid - In a fully charged lead-acid battery, the positive electrode material is lead dioxide
(PbO
2
), the negative electrode material is pure sponge lead (Pb), and the electrolyte is a
mixture of sulfuric acid (H
2
SO
4
) and water (H
2
O). As the battery is discharged, both of the
electrodes are converted to lead sulfate (PbSO
4
) and the electrolyte is consumed, which
produces water; the process reverses when the battery is charged. This electrochemical
reaction is called the "double-sulfate" reaction.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 25
Figure 9 shows the discharge electrochemical reaction that occurs in a lead-acid battery. The
initial reaction that occurs on discharge is an ionization process. The 2H
2
SO
4
breaks down
into 2SO
2-
4
and 4H
+
through the ionization process. The PbO
2
breaks down to 4OH
-
and
Pb
4+
. After the ionization process, the current producing process begins to produce usable
electric current. The Pb of the negative electrode reacts with the SO
2-
4
ions that are in the
electrolyte. The product of this reaction is Pb
2+
and 2e; the Pb
2+
then combines with the
SO
2-
4
ions to produce PbSO
4
. PbSO
4
is the discharged composition of the negative
electrode.
At the positive electrode, the Pb
4+
combines with the SO
2-
4
ions that are in the electrolyte
and with 2e from the load to produce PbSO
4
. PbSO
4
also is the discharged composition of
the positive electrode. The 4OH
-
ions from the positive electrode combine with the 4H
+
ions
that are in the electrolyte to produce 4H
2
O. This discharge reaction continues until the active
materials are effectively depleted.
Discharge Electrochemical Reaction
Figure 9
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 26
After the battery is discharged, a reverse polarity electric current must be applied to the
battery to reverse the electrochemical reaction, which restores the battery to a charged
condition. Figure 10 shows a graphical representation of the electrochemical reaction
that occurs inside of a lead-acid cell during a battery charge.
When a reverse polarity current is applied to the electrodes, the PbSO
4
that comprises
both electrodes ionizes to form Pb
2+
ions and SO
2-
4
ions. Also, the water (4H
2
O)
that is in the electrolyte ionizes to form 4H
+
ions and 4OH
-
ions. After ionization
occurs, the Pb
2+
ions of the negative electrode absorb 2e, which converts the negative
electrode back to Pb. The SO
2-
4
ions from both of the electrodes combine with the
4H
+
ions that are in the electrolyte, which forms 2H
2
SO
4
. The Pb
2+
ions of the
positive electrode combine with the 4OH
-
ions that are in the electrolyte, which
converts the positive electrode back to PbO
2
and forms 2H
2
O. This charge reaction
continues until the previously depleted active materials are returned to their original
composition. The following is the overall discharge/charge equilibrium equation for
lead-acid batteries:
Pb + PbO
2
+ 2H
2
SO
4
_ 2PbSO
4
+ 2H
2
O + 2e
Electrochemical Reaction During a Battery Charge
Figure 10
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 27
When a lead-acid battery approaches its full charge condition, the majority of the
PbSO
4
has been converted to Pb or PbO
2
, which causes the battery voltage on charge
to rise above the gassing voltage. The overcharge reactions then begin. The
overcharge reactions result in the production of hydrogen and oxygen (i.e., gassing)
and the resultant loss of water. The following are the equations for the overcharge
reactions:
Negative Electrode Reaction: 2H
+
+ 2e _ H
2
Positive Electrode Reaction: H
2
O - 2e _ 1/2O
2
+ 2H
+
Overall Reaction: H
2
O _ H
2
+ 1/2O
2
In sealed lead-acid batteries, the above reactions are controlled by design to prevent
hydrogen evolution and the loss of water through recombination of the evolved
oxygen with the negative plate.
Nickel-Cadmium- In a fully charged nickel-cadmium battery, the positive electrode
material is nickel oxyhydroxide (NiOOH), the negative electrode material is cadmium
(Cd), and the electrolyte is a mixture of potassium hydroxide (KOH) and water. When
nickel-cadmium batteries are discharged, the active materials that are contained in the
electrodes change in oxidation with no deterioration in the physical state. The active
materials are present only as solids that are highly insoluble in the KOH electrolyte.
Also, the KOH electrolyte does not participate in the electrochemical reaction; the
electrolyte only acts as a current carrying medium.
During a discharge, the cadmium metal of the negative electrode oxidizes to cadmium
hydroxide (Cd(OH)
2
) and releases electrons to the external circuit. This portion of the
electrochemical reaction is shown in the following equation:
Cd + 2OH
-
_ Cd(OH)
2
+ 2e
At the positive electrode, the NiOOH is reduced to the lower valence state of nickel
hydroxide (Ni(OH)
2
) by accepting electrons from the external circuit. This portion of
the electrochemical reaction is shown in the following equation:
2NiOOH + 2H
2
O + 2e _ 2Ni(OH)
2
+ 2OH
-
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 28
After the battery is discharged, a reverse polarity electric current must be applied to the
battery to reverse the electrochemical reaction, which restores the battery to a charged
condition. When a reverse polarity current is applied to the electrodes, the Cd(OH)
2
of the negative plate accepts electrons and returns to its original state as shown by the
following equation:
Cd(OH)
2
+ 2e _ Cd + 2OH
-
At the positive electrode, the 2Ni(OH)
2
is oxidized back to the its original higher
valence state of NiOOH as shown by the following equation:
2Ni(OH)
2
+ 2OH
-
_ NiOOH + 2H
2
O + 2e
The following is the overall discharge/charge equilibrium equation for nickel-cadmium
batteries:
Cd + 2NiOOH + 2H
2
O _ Cd(OH)
2
+ 2Ni(OH)
2
Charge/Discharge Characteristics
Figure 11 shows the way in which the following lead-acid battery characteristics change
during a constant current discharge and subsequent charge:
Specific gravity
Ampere-hours discharged/charged
Volts per cell
When a lead-acid battery is discharged at a constant, the specific gravity linearly decreases in
proportion to the number of ampere-hours that are discharged. In contrast, the volts per cell
remain relatively constant at the beginning of the discharge and then the volts per cell
decrease at an increased rate as the voltage approaches the end voltage of 1.75 volts. When
the battery reaches its end voltage, the discharge should be stopped and the battery should be
recharged.
When a lead-acid battery is placed on a constant rate (current) charge, the volts per cell have
an initial step jump increase, and then the volts per cell gradually rise and level off toward the
end of the charge. The specific gravity increase during the battery charge is not linear and it
lags behind the number of ampere-hours charged. The reason that the specific gravity
increase lags the number of ampere-hours charged is because complete mixing of the
electrolyte does not occur until gassing begins. Once gassing begins, the specific gravity
quickly rises to its full charge level.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 29
Lead-Acid Battery Charge/Discharge Characteristic Curves
Figure 11
Figure 12 shows a typical charge/discharge characteristic curve for a vented nickel-cadmium
battery. When a constant current discharge is placed on a fully charged nickel-cadmium
battery, the battery voltage initially drops as it begins to supply current to the load. After the
initial drop in voltage, the voltage remains essentially constant until about 90% to 95% of the
ampere-hours have been discharged. At this point, the volts per cell quickly drop to the final
voltage of 1.1 volts. When the battery reaches its end voltage, the discharge should be
stopped and the battery should be recharged.
When a vented nickel-cadmium battery is charged at a constant rate, the volts per cell have an
initial step jump increase and then gradually rise and level off toward the end of the charge.
The charge curve for a vented nickel-cadmium battery is similar to the charge curve for a
lead-acid battery except that the volts per cell values are lower.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 30
Because the specific gravity of a nickel-cadmium battery remains essentially constant from
fully charged to fully discharged, the curve for the specific gravity of a nickel-cadmium
battery is not shown in Figure 12.
Nickel-Cadmium Battery Charge/Discharge Characteristic Curves
Figure 12
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 31
Effects of Temperature on Battery Capacity and Service Life
The temperature at which a lead-acid battery is operated has a definite effect on its capacity
and its service life. Figure 13 shows the effects of temperature on the capacity of a lead-acid
battery at several different discharge rates. For each discharge rate that is shown (3 to 8 hour
rate, 0.5 to 3 hour rate, and 0.5 hour rate), the battery delivers its rated capacity (100%) at an
electrolyte temperature of 25
o
C, which is the optimum operating temperature for a lead-acid
storage battery. As the operating temperature drops below 25
o
C, the % rated capacity of the
battery also decreases. The decrease is due to reduced chemical activity and to increased
internal resistance.
As the operating temperature rises above 25
o
C, the % rated capacity of the battery also
increases; however, such operation should be avoided as the high temperatures also cause a
severe reduction in service life. Operation of a lead-acid storage at an electrolyte temperature
of 35
o
C reduces the service life by 50%.
Effect of Temperature on Lead-Acid Battery Capacity
Figure 13
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 32
High and/or low electrolyte temperatures have a much smaller effect on nickel-cadmium
batteries than they do on lead-acid batteries. Pocket plate nickel-cadmium storage batteries
that contain standard electrolyte concentrations can be used at temperatures as low as -20
o
C
with little loss of capacity. Batteries that contain concentrated electrolyte can be used at
temperatures as low as -50
o
C.
Pocket plate nickel-cadmium storage batteries can also be continuously operated at elevated
temperatures with little or no loss of service life. Generally, these batteries can operate with
electrolyte temperatures that range from 45 to 50
o
C with no long term detrimental effects.
Battery Applications
A number of factors must be considered to select the best battery for a particular application.
No single battery provides optimum performance under all operating conditions. The
characteristics of each available battery must be weighed against the total equipment
requirements, and the battery that is selected must best fill these requirements. Generally, the
following factors are considered in the selection process:
Ambient temperature
Life cycle cost
Required ampere-hour capacity and duty cycle
Frequency of required maintenance
Available space
Because of the effects of electrolyte temperature on the capacity and the life of lead-acid
batteries, the ambient temperature of the battery installation site must be considered in the
battery selection process. If the battery will be required to operate in low ambient
temperatures, a lead-acid battery may still be satisfactory; however, a larger cell size would be
required to make up for the decreased ampere-hour capacity of lead-acid batteries at low
temperatures. If the battery will be required to operate in high ambient temperatures, a nickel-
cadmium battery may be the only acceptable choice because of the severe service life
reduction that is suffered by lead-acid batteries when they are operated in high ambient
temperatures.
The life cycle cost of the different batteries that could be used in a given installation must be
determined to realistically compare the cost of different battery types. The life cycle cost of a
given battery is the initial capital cost of the battery plus the anticipated cost of maintenance
over the battery's anticipated service life, divided by the anticipated calendar service life or
number of equivalent full charge cycles, whichever is applicable.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 33
The required ampere-hour capacity and duty cycle must be known to determine the required
cell size for the application. This topic is discussed in more detail in the next section of this
Module ("Determining Battery Size for use in Typical Saudi Aramco Applications").
The frequency of required maintenance must be considered from the standpoint of both cost
and practicality. If a battery is going to be installed in a remote, unmanned location, a high
capital cost battery that requires minimal maintenance may have a lower overall cost and be
more practical than a low capital cost, high maintenance battery.
The amount of space that is available must be considered to ensure that the chosen battery
will fit in the installation. If the installation space is limited, the additional cost of a compact,
high-performance battery is justified.
The following are typical examples of applications in which each type of battery might be
used:
Plante lead-acid batteries are used for UPS installations that have air
conditioned battery rooms. This is one of the few applications in which
the long service life of the Plante battery justifies its cost.
Lead calcium batteries are used in air conditioned applications in which
the battery is only expected to be subjected to infrequent and shallow
discharges. Lead calcium batteries are not suitable for frequent and/or
deep discharge services. Lead-calcium batteries are suitable for many
UPS installations, emergency lighting installations, and telephone
exchanges.
Lead antimony batteries are used in air conditioned applications in
which the battery is expected to be subjected to frequent and/or deep
discharges but also in which the high cost of Plante batteries cannot be
justified.
Sealed lead-acid batteries are used in applications that require no
maintenance or that require the battery to be installed in other than a
horizontal configuration.
Because nickel-cadmium batteries are generally more expensive than a
comparable lead-acid battery, they should not be used in air conditioned
spaces. Because the temperature has only a small effect on the nickel-
cadmium battery's life and capacity, the nickel-cadmium battery is ideal
for installation in high temperature, remote locations.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 34
DETERMINING BATTERY SIZE FOR USE IN TYPICAL SAUDI ARAMCO
APPLICATIONS
After a specific type of battery is selected for a particular application, the size of the battery
must be determined. Determination of the proper size will ensure that the battery can supply
power to the connected load for the specified duration of time. This section provides
information on the following topics that are pertinent to determining the correct battery size:
Load Criteria
Duty Cycle
Battery Voltage
Determining Battery Capacity
Load Criteria
Accurate specification of battery size depends on an accurate definition of the system's load.
The following data must be considered for each item of connected electrical equipment to
accurately define the system's load:
Voltage Range (Window)
Current or kW Draw
Load Classification (Duration of Operation)
Frequency of Use
Voltage Range (Window)
Stationary battery systems can be designed to meet almost any desired voltage rating. Most
dc-powered electrical equipment falls within one of the following major dc voltage groups:
6/12 volts (emergency lighting units)
24 volts (alarm systems, engine cranking, communications systems)
32 volts (emergency lighting systems, engine cranking, electric clock
systems)
48 volts (switchgear systems, telephone systems, microwave systems,
engine cranking)
120 volts (switchgear systems, emergency lighting systems, boiler flame
control, communication systems, telemetering, supervisory control
systems, fire alarm systems, UPS systems, large engine cranking)
240 volts (switchgear systems, UPS systems, large engine cranking)
Higher voltages (UPS systems)
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 35
The battery system voltage is based on the number of cells that are connected in series and the
nominal voltage of each cell; however, battery systems are normally maintained at voltages
that are higher than the nominal voltage of the system. For example, a battery system that has
a nominal system voltage of 120 volts is normally operated at 130 to 135 volts. This higher
voltage is due to the fact that most battery systems are always operated in a float charge
condition, and the float charge voltage is always higher than the nominal system voltage.
Most dc-powered equipment items are designed to operate on a fairly broad range of dc
supply voltages for the following reasons:
To accommodate the gradual decline of battery voltage as the battery
discharges.
To accommodate the voltage increases that occur when the battery is on
charge.
The minimum and the maximum voltage that is permissible for each item of connected
electrical equipment must be known to properly size the battery in terms of voltage. The
actual determination of battery voltage is discussed in more detail later in this module.
Current or kW Draw
Each item of electrical equipment is assigned a nominal current rating (ampere rating) or a
kW rating by its manufacturer. If the equipment is assigned a nominal current rating, this
rating can be used as the equipment's contribution to the overall load on the battery for the
period of time that the equipment operates. If the equipment is assigned a nominal kW rating,
this rating must be divided by the battery system voltage to determine the equipment's
contribution to the overall load on the battery for the period of time that the equipment
operates. When making this calculation, the engineer must note that, as the battery voltage
decreases during the discharge, the current load must increase to maintain the same kW.
In addition to the normal ampere rating, some electrical equipment has another current factor
that is seldom rated by the manufacturer but that is vitally important to battery size. This
factor is the temporary high ampere demand or inrush current that is imposed on the power
source (battery) when equipment such as electric motors are started. Inrush demands must be
determined or estimated on the high side to ensure that the battery voltage does not drop
below its specified minimum value during the inrush.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 36
Load Classification (Duration of Operation)
For Saudi Aramco installations, the individual dc loads that are supplied by a battery are
classified as follows:
Continuous loads
Essential loads
Momentary loads
Continuous loads are indicating lights, alarm systems, and other devices that are necessary for
personnel safety. The following are the minimum continuous load durations that must be
provided:
Twelve hours for the continuous loads that are located in attended
substations or other similar locations.
Eighteen hours for the continuous loads that are located in unattended
substations in on-shore locations.
Twenty-four hours for the continuous loads that are located in
unattended off-shore locations.
Essential loads are critical motors, emergency lighting, selected communication equipment,
emergency shutdown systems (ESD), and any loads that are determined to be life critical by
the Loss Prevention Department. Regardless of the location of the load, the minimum
essential load duration that must be provided is three hours.
Momentary loads are random, short duration loads that are considered coincident with the
highest load requirement. Generally, momentary loads provide close or trip power for
switchgear and generator field flashing. UPS systems may also require a momentary load at
the end of the discharge to furnish power for ESD systems to energize motor operated valves.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 37
The design duration of momentary loads is different for lead-acid and nickel-cadmium
batteries. Because of the time that is required for the battery to respond to an abrupt load
change, the momentary loads for lead-acid batteries system have a design duration of one
minute. The design duration for nickel-cadmium batteries is one second. The faster response
of nickel-cadmium batteries can result in smaller ampere-hour ratings.
The loads that are included in the three listed categories are not a comprehensive list of all the
possible dc loads at a given installation. The Electrical Engineer must carefully analyze each
system to be sure that all possible loads and load variations have been included.
Frequency of Use
Because some of the electrical equipment that is supplied by the battery may be energized
more than once during the battery discharge, the anticipated frequency of such usage must be
specified. If the frequency of use varies dependent on equipment positions or status when the
battery discharge begins, the maximum number of possible operations should instead be
specified. Such a specification is necessary to ensure that the battery will have sufficient
capacity to handle a worst-case situation.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 38
Duty Cycle
The duty cycle of a battery is defined as the load currents that a battery is expected to supply
for specified periods of time. Accurate information about the anticipated duty cycle of a new
battery is needed to properly size the battery.
Selection of the proper size of battery depends not only on the nominal current rating or the
kW draw and the duration of each load (i.e., the duty cycle), but it also depends on the
sequence in which the load are energized. Careful scheduling of the load sequence in the
duty cycle helps keep the required cell size to a minimum and reduces the cost of the
installation.
Most stationary battery installations are multi-load systems rather than single-load systems.
When a variety of loads are connected to a battery, sudden increases and decreases in current
demands are imposed on the battery. If the high-current loads can be scheduled to energize at
the beginning of the duty cycle rather than at the end of the duty cycle, a smaller sized battery
can be used. However, if the load is random in nature and could occur at any time during the
duty cycle, the best practice is to assume that the load will energize at the most limiting point
in the duty cycle when its effect will be the most severe.
A duty cycle diagram is a tool that aids in the analysis of the duty cycle and in the
determination of the required battery capacity. A duty cycle diagram shows the total required
battery current at any given time in the duty cycle. To prepare such a diagram, all of the loads
that are expected during the duty cycle are tabulated along with their anticipated start and stop
times.
The loads that have known start and stop times are plotted on the duty cycle diagram as they
would occur. The remainder of the loads should be plotted through use of the following
guidelines:
If the start time for a load is known but the stop time is indefinate, the
load is assumed to be continuous for the remainder of the duty cycle.
If the load can occur at random, the load is assumed to occur at the most
critical point in the duty cycle to simulate the worst-case condition. The
most critical point in the duty cycle is the point that controls the size of
the battery that is needed.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 39
Figure 14 shows an example of the duty cycle diagram that would be plotted from the
following hypothetical loads:
L
1
represents 50 amps of continouus emergency lighting load for three
hours.
L
2
represents 100 amps of momentary switchgear operations load and
250 amps of momentary motor starting load.
L
3
represents 50 amps of noncontinuous motor load for one and a half
hours.
L
4
represents 100 amps of noncontinuous load that starts after 30
minutes and stops after one hour of operation.
L
5
represents 50 amps of momentary switchgear operations load that
occurs during the last minute of the duty cycle.
L
6
represents four 25 amp random momentary loads that can occur at
any time during the duty cycle.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 40
Duty Cycle Diagram
Figure 14
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 41
Battery Voltage
The voltage at which a battery system operates is not constant; rather, it fluctuates between
minimum and maximum fixed values dependent on the state of charge. The range of voltages
that lies between the minimum system voltage and the maximum system voltage is the
voltage operating "window" for the battery system. The size (number of cells) of the battery
must be selected to ensure that the battery operates inside of the voltage window.
For batteries that supply dc systems, the minimum and the maximum battery system voltages
are based on the voltage rating of the most limiting load. The minimum system voltage is
selected to ensure that sufficient voltage is available to operate the loads at the end of the
battery duty cycle. The maximum system voltage is selected to ensure that the voltage rating
of the loads will not be exceeded when the battery is being recharged. The following are the
minimum and the maximum battery system voltages for Saudi Aramco dc systems:
Nominal System Voltage Minimum System Voltage Maximum System Voltage
12 vdc 10.5 vdc 15.5 vdc
24 vdc 21.0 vdc 30.0 vdc
48 vdc 42.0 vdc 58 vdc
120/125 vdc 105 vdc 143 vdc
240/250 vdc 210 vdc 286 vdc
360/375 vdc 315 vdc 429 vdc
For batteries that supply UPS systems, the minimum and the maximum battery system
voltages are based on the allowable dc input voltage ratings of the UPS system. The
allowable dc input voltage ratings are specified by the manufacturer of the UPS system.
For batteries that supply a combined dc and UPS system load, the minimum and the
maximum system voltages for dc systems should be used.
Because the battery system voltage is the product of the individual cell voltages and the
number of cells that are connected in series, the minimum and the maximum battery system
voltage values are used to determine the minimum and the maximum number of cells that can
be used in a battery installation. The following equation (included in Work Aid 2) can be
used to calculate the minimum number of cells that can be used in an installation:
For most applications, the final volts per cell for lead-acid batteries is 1.75, and the final volts
per cell for nickel-cadmium batteries is 1.1 volts. If justified by valid engineering and
economic reasons, other final volts per cell values could be used.
The following equation (included in Work Aid 2) can be used to calculate the maximum
number of cells that can be used in an installation:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 42
The maximum cell voltage on charge for lead-acid batteries is the equalizing voltage that is
recommended by the manufacturer. If the manufacturer's data are not available, a value of
2.33 volts per cell can be assumed. The maximum cell voltage on charge for nickel-cadmium
batteries is the charging voltage that is recommended by the manufacturer. If the
manufacturer's data are not available, a value of 1.55 volts per cell can be assumed.
After the minimum and the maximum number of cells are known, the actual number of cells
can be specified. The actual number of cells that are specified can be any number that lies
between the minimum and the maximum number. For consistency and ease of specification,
SAES-P-103 contains the following information that lists the number of lead-acid or nickel-
cadmium cells that should be specified for various nominal battery system voltages:
Nominal Battery
System Voltage
(vdc)
Number of Cells
Lead-Acid Nickel-Cadmium
12 6 10
24 12 19
48 24 37
120/125 60 92
240/250 120 184
360/375 180 276
The equations serve as a second check to verify that the number of cells that are listed is
correct for the application.
For example, if a new lead-acid battery is needed to supply emergency power for a dc system
with a nominal voltage of 120 vdc, the number of cells that are required is determined as
follows:
From the table that is in SAES-P-103, 60 lead-acid cells are required for
a nominal battery system voltage of 120 vdc.
The number of cells that were determined from the table can be verified as follows:
The above calculations verify that 60 lead-acid cells are adequate for this installation.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 43
Determining Battery Capacity
The capacity of a secondary storage battery is usually expressed in amperes and time. For
example, a battery capacity can be expressed as 42.5A for eight hours or 340 ampere-hours
(Ah) at the eight hour rate. Because the temperature of the electrolyte and the minimum
allowable cell voltage also affect the number of Ah's that a given battery can deliver, these
values must also be included as part of the battery's capacity rating. For example, a
completely defined battery capacity is 42.5A for eight hours at an electrolyte temperature of
25
o
C to a final cell voltage of 1.75 vdc. The following is a summary of relationships that
exist between the various elements of a battery capacity rating:
As the discharge rate (amperes) of a battery increases above the
standard rate, the length of time that elapses before the final cell voltage
is reached decreases.
As the discharge rate (amperes) of a battery decreases below the
standard rate, the length of time that elapses before the final cell voltage
is reached increases.
If the electrolyte temperature is less than the standard rated electrolyte
temperature and the battery is still discharged at its standard rate, the
final cell voltage rating will be reached before the standard rated time
elapses.
If the final cell voltage that is allowed increases, the number of amps
that the battery can deliver for the standard rated time period decreases
or the length of time that the battery can deliver its standard rated amps
decreases.
If the final cell voltage that is allowed decreases, the number of amps
that the battery can deliver for the standard rated time period increases
or the length of time that the battery can deliver its standard rated amps
increases.
Each stationary storage battery manufacturer generally designs more than one series of cell
types that vary in plate thickness and separation, in the number of plates, and in the size of the
current carrying parts. These variances result in large differences in the performance of
different cells that have similar nominal Ah capacities. For example, the following list shows
six different commercially available cells from different manufacturers:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 44
Discharge in Amperes at 25
o
C to 1.75 v/c
(Lead-Acid) and 1.10 v/c (Nickel-Cadmium)
Ah Capacity
for 8 Hours 8 Hours 3 Hours 1 Hour 1 Minute
Plante 760 95 190 330 500
Lead-Calcium 752 94 188 369 910
Lead-Antimony 752 94 202 411 964
Nickel-Cadmium (L) 760 95 237 454 1140
Nickel-Cadmium (M) 736 92 232 540 1780
Nickel-Cadmium (H) 744 93 241 666 3180
The list shows that although all of the batteries have similar Ah capacities at the eight hour
rate, the batteries have very different ampere capabilities for shorter duration discharges. If
one of the batteries from the table was specified for a given application solely on the basis of
its Ah rating at the eight hour rate, the battery could be too small or too large for the
application by a factor of two.
Because of all of the variables that can affect the ability of a battery to deliver a given amount
of amps for a given period of time, the required battery capacity should not be determined
solely on the basis of the Ah capacity that is required. Determining the required battery
capacity really involves determining the specific type of cell from a given manufacturer that is
capable of meeting all of the requirements of the duty cycle for which it is intended.
A variety of methods can be used to determine the required battery capacity for a given
application. The most common method of determining the required battery capacity for the
following Saudi Aramco applications will be discussed in this section:
DC Systems
UPS Systems
DC Systems
This section uses an example to explain a method that can be used to determine the required
capacity of a battery for a dc system. The actual procedural steps and technical requirements
for determining the required capacity of a battery for a dc system are located in Work Aid 2A.
The Participant should refer to Work Aid 2A as necessary during this discussion.
Before Work Aid 2A can be used to determine the required capacity of a battery for a dc
system, the following aspects of the duty cycle diagram that were previously shown in Figure
14 must be defined:
Period
Section
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 45
A period is an interval of time in the battery duty cycle during which the current is assumed to
be constant for the purpose of cell sizing calculations. A section is an interval of time from
the beginning of the duty cycle to the end of a period. A simple duty cycle that contains a
single continuous load has one period and one section. A complex duty cycle has multiple
periods and multiple sections. Figure 15 identifies the periods and the sections of the duty
cycle diagram that were previously shown in Figure 14. Figure 15 shows that this particular
duty cycle has five periods and five sections.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 46
Periods and Sections of a Duty Cycle Diagram
Figure 15
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 47
To determine the required battery capacity for a dc system, the following data concerning the
installation must be obtained:
The type (lead-acid or nickel-cadmium) of battery that is to be installed.
The nominal dc voltage of the system.
A list of all of the loads (including, for each load, the electrical ratings
and the anticipated start and stop times) that are to be powered by the
battery.
The lowest anticipated electrolyte temperature.
The battery manufacturer's technical literature.
The following data are used in the example capacity determination:
The type of battery is lead-acid.
The nominal voltage is 120 vdc.
The lowest anticipated electrolyte temperature is 10
o
C.
The typical manufacturer's technical literature from Work Aid 2A is
used in the example.
The following loads are to be powered by the battery:
Load Type Voltage Range Current Draw Start Time Stop Time
Continuous 96-150 vdc 50 A o min 180 min
Momentary 96-150 vdc 350 A 0 min 1 min
Noncontinuous 96-150 vdc 50 A 1 min 90 min
Noncontinuous 96-150 vdc 100 A 30 min 90 min
Momentary 96-150 vdc 50 A 179 min 180 min
Random 96-150 vdc 100 A --- ---
Step 1 of the procedure that is in Work Aid 2A is to determine the minimum and the
maximum allowable dc voltage for the example system. The nominal dc voltage of the
example system is 120 vdc; therefore, from the table that is in the Technical Requirements
section of Work Aid 2A, the minimum voltage for the example system is 105 vdc and the
maximum voltage for the example system is 143 vdc.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 48
Step 2 of the procedure that is in Work Aid 2A is to verify that the system loads are designed
to operate within the minimum and the maximum voltage limits. Because the given data state
that all of the loads are designed to operate on dc voltages that range from 96 to 150 vdc and
the actual voltage range will be from 105 to 143 vdc, all of the loads can operate within the
minimum and the maximum voltage limits of the example system.
Step 3 of the procedure that is in Work Aid 2A is to determine the number of cells that are
required in the example system. The nominal dc voltage of the example system is given as
120 vdc; therefore, from the table that is in the Technical Requirements section of Work Aid
2A, the required number of cells for the example system is 60 cells.
Step 4 of the procedure that is in Work Aid 2A is to verify that the number of cells is correct
for the application. The calculations for this verification were previously explained in the
section titled "Battery Voltage".
Step 5 of the procedure that is in Work Aid 2A is to tabulate the load information into a duty
cycle diagram. An explanation of this step was previously provided in the section titled "Duty
Cycle Diagram". The duty cycle diagram for the example system is the same as the duty
cycle diagram that was previously shown in Figure 15.
Step 6 of the procedure that is in Work Aid 2A is to use the duty cycle diagram and the Cell
Sizing Work Sheet to determine the appropriate cell size for the example system. The Cell
Sizing Work Sheet provides a convenient format for performing and recording the
calculational data. The completed Cell Sizing Work Sheet for this example is shown in
Figure 16. The remainder of this discussion covers the substeps that are involved in
completing the Cell Sizing Work Sheet.
Substep 6a of the procedure that is in Work Aid 2A is to fill in the information that is at the
top of the work sheet. All of this information can be directly transferred from the given data
except for the minimum cell voltage. The minimum cell voltage must be calculated through
use of the information that was determined in step 1 and step 3 of the procedure. The
minimum cell voltage is calculated as follows:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 49
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 50
Example Cell Sizing Work Sheet
Figure 16
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 51
Substep 6b of the procedure that is in Work Aid 2A is to fill in the load amperes that are
required for each period of the duty cycle. The load amperes for each period of the duty cycle
diagram (Figure 15) are recorded in the appropriate block of column (2) in the work sheet
(Figure 16). For example, Figure 15 showed that the load for period 1 is 400 amperes;
therefore, 400 is written in each of the blocks of column (2) of the work sheet that contains
A1. The "A" designates amperes, and the "1" designates period 1. Because the duty cycle
diagram only contains five sections, only the first five sections of the work sheet are used.
Also, because the amperes of period 3 (A3) are greater than the amperes of period 2 (A2) and
because the amperes of period 5 (A5) are greater than the amperes for period 4 (A4), only
sections 1, 3, and 5 of the work sheet need to be filled out.
Substep 6c of the procedure that is in Work Aid 2A is to fill in the duration (minutes) of each
period of the duty cycle. The duration of each period of the duty cycle diagram (Figure 15) in
minutes is recorded in the appropriate block of column (4) of the work sheet (Figure 16). For
example, Figure 15 showed that the duration of period 1 is one minute; therefore, 1 is written
in each of the block of column (4) of the work sheet that contains M1. The "M" designates
minutes and the "1" designates period 1.
Substep 6d of the procedure that is in Work Aid 2A is to perform the calculations that are
indicated in column (3) of the work sheet (Figure 16). The results of the calculations should
be recorded as positive or as negative values. As an example, the following are the
calculations that are performed for section 3 of the work sheet:
A1 - 0 = Change in Load for Period 1
400 - 0 = Change in Load for Period 1
400 = Change in Load for Period 1
A2 - A1 = Change in Load for Period 2
100 - 400 = Change in Load for Period 2
-300 = Change in Load for Period 2
A3 - A2 = Change in Load for Period 3
200 - 100 = Change in Load for Period 3
100 = Change in Load for Period 3
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 52
Substep 6e of the procedure that is in Work Aid 2A is to perform the calculations that are
indicated in column (5) of the work sheet (Figure 16). The times (T) that are being calculated
are the times from the beginning of the period to the end of the section. As an example, the
following are the calculations that are performed for section 3 of the work sheet:
T = M1 + M2 + M3
T = 1 + 29 + 60
T = 90
T = M2 + M3
T = 29 + 60
T = 89
T = M3
T = 60
Substep 6f of the procedure that is in Work Aid 2A is to record the battery capacity factor (R
T
or K
T
from the manufacturer's literature) in column (6) of the work sheet (Figure 16) for each
of the discharge times that were calculated in substep 6e. For this example, the typical R
T
curves for a lead-acid battery that are located in the Technical Requirements section of Work
Aid 2A are used to complete this substep. The typical R
T
curves are used as follows:
The curve that corresponds to the time that is indicated in column (5) of
the work sheet (Figure 16) must be located.
The time curve is followed to the left until it intersects the curve for the
minimum cell voltage, which is the 1.75 volt curve for the example
system.
An imaginary line that is perpendicular to the x-axis is then drawn
through the point of intersection of the time curve and the minimum cell
voltage curve such that it intersects the x-axis.
The point at which the imaginary line intersects the x-axis is the
capacity factor (R
T
or amps per positive plate) for that discharge time.
Substep 6g of the procedure that is in Work Aid 2A is to calculate and record the cell size that
is required for each period of the duty cycle as indicated in column (7) of the work sheet
(Figure 16). The results of the calculation that are positive numbers should be recorded in the
positive values column, and the results that are negative numbers should be recorded in the
negative values column. As an example, the following are the calculations that are performed
for section 3 of the work sheet:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 53
(3) / (6) = # of Positive Plates Required
400 / 59 = # of Positive Plates Required
6.78 = # of Positive Plates Required
(3) / (6) = # of Positive Plates Required
-300 / 59 = # of Positive Plates Required
-5.08 = # of Positive Plates Required
(3) / (6) = # of Positive Plates Required
100 / 73 = # of Positive Plates Required
1.37 = # of Positive Plates Required
Substep 6h of the procedure that is in Work Aid 2A is to calculate the algebraic totals and
subtotals for each section of the duty cycle and to record the sums in column (7) of the work
sheet (Figure 16). The results for each section are as follows:
Section 1 total is 2.27 positive plates
Section 2 total is 3.07 positive plates
Section 3 total is 2.82 positive plates
Substep 6i of the procedure that is in Work Aid 2A is to record the maximum section size that
is indicated in column (7) of the work sheet (Figure 16) on line (8) of the work sheet and to
record the random section size on line (9) of the work sheet. These two values are then added
together and their sum is recorded on lines (10) and (11) of the work sheet.
Substep 6j of the procedure that is in Work Aid 2A is to select and record the appropriate cell
size temperature correction factor on line (12) of the work sheet (Figure 16). The table of cell
size temperature correction factors is located in the Technical Requirements section of Work
Aid 2A. Because the lowest anticipated electrolyte temperature for the example system is
10
o
C, the cell size temperature correction factor is 1.19.
Substeps 6k and 6l of the procedure that is in Work Aid 2A are to respectively record the
design margin and the aging factor on lines (13) and (14) of the work sheet (Figure 16). The
design margin and the aging factor are stated in the Technical Requirements section of Work
Aid 2A. The design margin is 110% and the aging factor is 125%.
Substep 6m of the procedure that is in Work Aid 2A is to calculate the product of lines (11),
(12), (13), and (14) and to enter this value on line (15) of the work sheet (Figure 16). This
calculation is performed as follows:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 54
Line (15) = (11) x (12) x (13) x (14)
Line (15) = 3.64 x 1.19 x 1.10 x 1.25
Line (15) = 5.96
Substep 6n of the procedure that is in Work Aid 2A is to round the fractional number of
positive plates that are indicated on line (15) of the work sheet (Figure 16) up to the next
higher integer. This value is then recorded on line (16) of the work sheet. The next higher
integer for the example system is six.
Substep 6o of the procedure that is in Work Aid 2A is to calculate the total number of plates
that are required. This calculation is performed as follows:
Total Number of Plates = 2 (Number of Positive Plates) + 1
Total Number of Plates = 2 (6) + 1
Total Number of Plates = 13
Once the total number of plates is known, the manufacturer's typical standard cell data that are
in the Technical Requirements section of Work Aid 2A can be used to determine the specific
type of cell that is required for the example system. Because the example system requires a
cell that has 13 plates, the type of TCCX-825 cell should be used. This cell is rated to deliver
825 Ah at the eight hour rate at an electrolyte temperature of 25
o
C to a final cell voltage of
1.75 vdc.
UPS System
Because the only load that should be connected to a UPS system is the UPS system inverter,
determining the capacity of UPS system batteries is less involved than determining the
capacity of dc system batteries that supply complex duty cycles. For the purpose of
determining the required capacity of a UPS system battery, the UPS system is treated as a
single continuous load with a duration that is equal to the specified battery protection period.
The specified battery protection period for most Saudi Aramco UPS systems is 15 minutes or
30 minutes.
The remainder of this section explains a method that can be used to determine the required
capacity of a UPS system battery through use of an example. The actual procedural steps and
technical requirements for determining the required capacity of UPS system batteries are
located in Work Aid 2B. The Participant should refer to Work Aid 2B as necessary during
this discussion.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 55
To determine the required capacity of a UPS system battery, the following data concerning
the installation must be obtained:
The type (lead-acid or nickel-cadmium) of battery that is to be installed.
The nominal ac load voltage and the number of phases.
The kVA rating of the UPS system.
The power factor of the critical ac load.
The efficiency of the inverter.
The design battery protection period.
The lowest anticipated electrolyte temperature.
The battery manufacturer's technical literature.
The following data are used in the example capacity determination:
The type of battery is nickel-cadmium.
The nominal ac load voltage is 120 vac, single phase.
The kVA rating of the UPS system is 30 kVA.
The power factor of the critical ac load is .90.
The efficiency of the inverter is 80%.
The design battery protection period is 15 minutes.
The lowest anticipated electrolyte temperature is 25
o
C.
The typical manufacturer's technical literature from Work Aid 2B is
used in the example.
Step 1 of the procedure that is in Work Aid 2B is to determine the minimum battery voltage
and the number of cells that are required based on the nominal ac load voltage. The nominal
ac load voltage is 120 vac; therefore, from the table that is in the Technical Requirements
section of Work Aid 2B, the minimum battery voltage for the example system is 105 vdc and
the number of cells that are required for the example system is 92.
Step 2 of the procedure that is in Work Aid 2B is to calculate the required battery kW for the
example system, using the formula that is provided in the Technical Requirements section of
Work Aid 2B. This calculation is performed as follows:
Step 3 of the procedure that is in Work Aid 2B is to calculate the minimum required battery
current for the example system, using the formula that is provided in the Technical
Requirements section of Work Aid 2B. This calculation is performed as follows:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 56
Step 4 of the procedure that is in Work Aid 2B is to multiply the battery current that was
calculated in step 3 by the applicable cell size temperature correction factor, the design
margin, and the aging factor, which are located in the Technical Requirements section of
Work Aid 2B. The product is calculated as follows:
Actual Battery Current = 321 amps x 1 x 110% x 125%
Actual Battery Current = 441 amps
Step 5 of the procedure that is in Work Aid 2B is to use the battery manufacturer's standard
cell capacity table, the design protection period (15 minutes for the example system), and the
actual battery current that was calculated in step 4 to determine the specific type of cell that is
needed for this application. The typical standard cell capacity table that is provided in the
Technical Requirements section of Work Aid 2B is used to complete this step. The following
is an explanation of how to use the standard cell capacity table to determine the specific type
of cell that is needed.
The time column that corresponds to the design protection period of the
system must be located at the top of the table. If the design protection
time falls between two of the standard periods, the higher standard time
column is used.
This time column is followed down to the row that contains the required
battery current. If the required battery current falls between two of the
standard currents, the higher standard current is used.
The row that contains the required current is followed to the far left
column of the table. The far left column of the table shows the specific
type of cell that is needed for the system.
The specific type of cell that is needed for the example system is type SBH 230. This cell is
rated to deliver 449 amps for 15 minutes at an electrolyte temperature of 25
o
C to a final cell
voltage of 1.10 vdc.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 57
DETERMINING BATTERY CHARGER SIZE FOR USE IN TYPICAL SAUDI
ARAMCO APPLICATIONS
A properly sized battery charger is essential in order for a dc system or a UPS system to
properly operate. This section of the Module provides information on the following topics
that are pertinent to determining the battery charger size for typical Saudi Aramco
applications:
Types
Current and Voltage Ratings
Operational Requirements
Environmental Ratings
Sizing
Types
The battery chargers for Saudi Aramco dc/UPS systems should be constant-potential, semi-
conductor, static-type chargers that are designed to simultaneously supply dc power to a float-
type battery and to the connected dc loads. The following general designs are acceptable:
Static Plate Rectifier
Solid State Rectifier
Static Plate Rectifier
Figure 17 shows a single-unit static plate rectifier. The static plate rectifier can contain
selenium discs or a group of copper or aluminum discs that contain oxidized selenium or
silicon on one side. The discs are clamped together and have electrical connections on both
sides. The discs are supported on an insulated shaft that is secured by insulator clamps at
each end. The static plate rectifier is mounted in the battery charger housing through use of a
mounting clasp that is connected at the ends of the static plate rectifier.
The static plate rectifier converts an ac input to a dc output. The static plate rectifier
accomplishes this conversion by allowing current to flow only in one direction. When an ac
voltage is applied to the static plate rectifier, current can flow from the oxidized side of the
disc to the adjacent copper or aluminum side but cannot flow in the opposite direction. This
rectification principle is known as half-wave rectification.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 58
Static Plate Rectifier
Figure 17
Figure 18 shows two possible ways that static plate rectifiers can be configured to produce a
dc output. Figure 18A is a half-wave rectifier circuit. In this circuit, an ac voltage (E
AC
) is
applied to the circuit through the transformer secondary winding. The static plate rectifier
only allows current to flow in one direction through the load. The voltage that is applied to
the load will only occur during one half of the applied ac sinewave; therefore, the shape of the
resultant E
DC
is a series of half peaks and flat spots.
Figure 18B shows a full-wave rectifier circuit. The full-wave rectifier also receives ac power
from a transformer secondary winding; however, two static plate rectifiers are connected in
this circuit. The load is connected between the static plate rectifiers and a center tap of the
transformer. The two static plate rectifiers are electrically connected so that one rectifier
conducts on the positive half-cycle of the ac supply voltage and so that the other rectifier
conducts on the negative half of the ac supply voltage. The output (E
DC
) to the dc load is a
full-wave voltage.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 59
Static Plate Rectifier Operation
Figure 18
The static plate rectifier replaced the old motor-generator systems. Because a static plate
rectifier has no moving parts, it is smaller and requires less maintenance than the motor-
generator systems. One disadvantage of the static plate rectifier is the heat that is generated
from the flow of current through the resistance of the oxide layer. This heat decreases the
efficiency and increases the cost of operating static plate rectifiers.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 60
Solid State Rectifier
The solid state rectifier type of battery charger uses power diodes and/or silicon controlled
rectifiers (SCR's) to convert ac to dc. Figure 19 shows a simplified diagram of a solid state
rectifier. The operation of the solid state rectifier is very similar to the operation of the static
plate rectifier. The diodes that make up the solid state rectifier only allow current flow in one
direction. The diodes are arranged to provide a path for current flow during each half cycle of
the input ac sinewave. The input ac sinewave is supplied to the solid state rectifier from the
multi-tap transformer secondary. Multi-tap transformer secondaries permit a coarse
mechanical adjustment of the voltage that is supplied to the dc load.
During the positive half of the ac sinewave, diodes D1 and D4 conduct, which allows current
flow to the system battery from negative to positive. During the negative half of the ac
sinewave, diodes D2 and D3 conduct, which also allows current flow to the system battery
from negative to positive. The diode pairs alternately conduct as long as an ac sinewave is
applied, which maintains dc current flow to the system battery from negative to positive. The
resultant output wave shape that is supplied to the system battery is also shown in Figure 19.
The major advantages of the solid state rectifier are that it is smaller and more efficient than
the static plate rectifier. The main disadvantage of the solid state rectifier is that it costs more
than the static plate rectifier.
Current and Voltage Ratings
The standard continuous-duty direct current output ratings of Saudi Aramco battery chargers
should be one of the following values:
1A, 3A, 6A, 12A, 15A, 20A, 25A, 35A, 50A, 75A, 100A, 150A, 200A
Battery chargers that are larger than 200A should be rated in 100A increments.
The ac input voltage ratings are based on the available ac voltage and the required system
output voltage. The following are the nominal ac input voltages for Saudi Aramco battery
chargers:
120 vac 208 vac
240 vac 480 vac
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 61
Solid State Rectifier
Figure 19
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 62
The output voltage ratings of a battery charger are dictated by the type of battery that the
charger is intended to charge. The output voltage ratings of the battery charger are based on
the float, equalizing, and final volts per cell of the battery to which it is connected. The
maximum voltage output of the battery charger is equal to the following:
Battery charger maximum output voltage = Equalizing voltage per cell x number of cells
Figure 20 shows the typical volts per cell ratings for different types of batteries. The float,
equalizing, and final volts per cell ratings are multiplied by the number of cells that are in the
battery to determine the necessary battery charger output voltage rating.
Typical Volts Per Cell Ratings for Different Battery Types
Figure 20
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 63
Operational Requirements
The operational requirements for Saudi Aramco battery chargers fall into the following
categories:
Output Regulation
Controls
Filters
Output Regulation
The voltage output of a battery charger must be regulated to ensure that the proper charge
voltages are applied to the battery. Charge voltages that are outside of the tolerances of the
battery could cause excessive gassing in the cells. The exact amount of output voltage control
that is required depends on the rated size of the battery charger and the type of charge that is
being performed. The following are the output voltage regulation requirements for Saudi
Aramco battery chargers:
Battery Charger
Size
Float Operation
Mode
Recharge (Equalize) Operation
Mode
< 10 kW +/- 1% +/- 2%
> 10 kW +/- 1% +/- 1%
Battery charger output regulation also refers to the battery charger's ability to maintain the
rated output during operation of the battery charger. A battery charger must be able to
maintain nominal rated voltage output during load changes, battery removal, and variations in
the input voltage. The battery charger output voltage must return to within the previously
mentioned limits within two seconds when the load is changed or when the battery is
removed, and no voltage variation should result in exceeding the rated output voltage. The
battery charger also must maintain an output voltage that is within the specified voltage
tolerances during variations in the battery charger input voltage.
Controls
Separate and independent controls are required for the adjustment of the float and recharge or
equalizing voltage. The battery charger should provide the following ranges of float voltage
output control at its nominal ac input voltage and half load:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 64
Adjustment Range Per Cell
Lead-Acid Cells 2.15 - 2.25 VPC
Nickel-Cadmium 1.40 - 1.47 VPC
The battery charger should also provide the following ranges of equalizing voltage control at
its nominal ac input voltage and half load:
Adjustment Range Per Cell
Lead-Acid Cells 2.25 - 2.40 VPC
Nickel-Cadmium 1.50 - 1.65 VPC
The following formula is used to calculate the required float and equalizing voltage control
ranges for battery chargers:
Charger Output Voltage = VPC x Number of Cells
For example, the required float and equalizing voltage control range for a 60-cell lead-acid
battery are calculated as follows:
Float Voltage Adjustment Range:
Minimum Charger Output Voltage = VPC x Number of Cells
= 2.15V x 60
= 129V
Maximum Charger Output Voltage = VPC x Number of Cells
= 2.25V x 60
= 135V
Equalizing Voltage Adjustment Range:
Minimum Charger Output Voltage = VPC x Number of Cells
= 2.25V x 60
= 135V
Maximum Charger Output Voltage = VPC x Number of Cells
= 2.40V x 60
= 144V
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 65
The battery charger must also have an input circuit breaker and an output circuit breaker or
disconnect switch. The input circuit breaker should have an interrupting capacity that is equal
to or greater than the available short-circuit current. The minimum capacity is 14,000
symmetrical rms amps. Current-limiting fuses may also be provided to meet the short-circuit
current requirements. The output circuit breaker or disconnect switch must be able to
simultaneously disconnect both output lines.
Supervisory Controls
The battery charger should be equipped with the following supervisory controls:
End of Discharge Relay
Ground Detection Relay
Equalizing Timer
Low Voltage Relay
Overvoltage Relay
Charger Failure Relay
Low Current Relay
End of Discharge Relay - The end of discharge relay senses the battery bus voltage and
actuates when the battery has discharged to a predetermined level. The end of
discharge relay should activate when the battery voltage equals 1.75 vpc for lead-acid
batteries and 1.10 vpc for nickel-cadmium batteries. The setpoint of the relay should
be adjustable from +5% to -5%. Operation of this relay indicates that the battery needs
to be charged.
Ground Detection Relay - The ground detection relay senses ground faults on the positive
or the negative battery bus. Operation of this relay indicates the presence of a ground
fault.
Equalizing Timer - The equalizing timer allows unsupervised control of the equalizing
charge. The timer is manually set to the desired equalizing time period. When the
battery charger is placed in the equalize charge mode, the timer automatically returns
the battery charger to the float charge mode after the preset time has elapsed.
Low Voltage Relay - The low voltage relay provides an indication that the dc output
voltage has dropped below a preset value. This relay must be adjustable to allow for
field settings of the minimum battery output voltage.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 66
Overvoltage Relay - The overvoltage relay provides an indication that the dc output
voltage has increased above a preset value. The relay must be adjustable to allow for
field setting of the maximum battery output voltage.
Charger Failure Relay - The charger failure relay provides an indication of a loss of the
charger's dc output. The battery charger failure relay actuates on a charger output
failure regardless of the cause. The charger failure relay is intended to alert the
operator that the charger is no longer in operation, but it does not provide an exact
indication as to the cause of charger output failure.
Low Current Relay - The low current relay provides an indication that the dc output
current of the battery charger has dropped to a value that is less than two percent of the
rated output.
Filters
Filters are placed on the output of a battery charger to reduce the ac ripple that is in the dc
power that is supplied to the system load. The filter requirements for Saudi Aramco battery
chargers vary dependent on the size of the battery charger and the type of dc load.
The ac ripple voltage of battery chargers that are rated for 10 kW or less should be filtered to
a maximum of 30 mV rms or 100 mV rms dependent on the requirements of the connected
load. The ac ripple voltage of battery chargers that are rated for more than 10 kW should be
filtered to 100 mV rms. All battery chargers that supply UPS systems also should be filtered
at the 100 mV rms level. The battery chargers that supply dc systems that are dedicated to
only emergency lighting systems do not require filters.
Environmental Ratings
Battery chargers normally are operated inside of buildings that are air-conditioned to 25
o
C
(77
o
F). However, in the event of a loss of air conditioning, the battery chargers must be rated
to operate for a period of eight hours in the following environment:
Ambient temperatures that range from 0
o
C (32
o
F) to 50
o
C (122
o
F).
Relative humidity up to 100%.
Sand, salt, and dust-laden atmosphere.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 67
Sizing
Proper sizing of a battery charger is important to help ensure that the dc/UPS system in which
the charger is installed operates properly over its designed life. Proper sizing of a battery
charger requires consideration of the following:
Load Criteria
Voltage Rating
Calculate Current Rating
Load Criteria
The magnitude of the system load that is supplied from the battery charger must be
considered in order to determine the proper size of the battery charger. The type of load,
whether a dc system or a UPS system, must also be considered when sizing the battery
charger.
A battery charger in a dc system can supply many different loads at the same time. The
battery charger of a dc system must be large enough to provide power to all of the loads and
must still be able to charge the battery.
A battery charger in a UPS system must be large enough to operate the inverter and still be
able to charge the battery. The battery charger and battery of a UPS system should be
dedicated to the operation of the UPS inverter; the battery and charger should not supply any
other dc loads. If a particular UPS installation has necessary dc loads that cannot be supplied
from a separate battery, these loads can be connected to the UPS battery provided that the
loads do not exceed 10% of the battery's total Ah capacity.
Voltage Rating
Determination of the required battery charger output voltage is accomplished by
multiplication of the equalizing voltage and the float voltage by the number of cells that are in
the battery. The exact equalizing voltage and float voltage that are required are determined by
the battery manufacturer.
For example, the required float voltage and equalizing voltage ratings of a battery charger for
a battery with 60 cells, a float voltage of 2.2 vpc, and an equalize voltage of 2.33 vpc is
determined as follows:
Float Voltage Rating = 60 cells x 2.2 vpc
= 132 volts
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 68
Equalizing Voltage Ratings = 60 cells x 2.33 vpc
= 140 volts
Calculate Current Rating
The method that is used to calculate the current rating of battery chargers for dc systems is
different than the method that is used to calculate the current rating of battery chargers for
UPS systems. This sections explain both methods.
DC Systems- The current output rating of a battery charger for a dc system is calculated
through use of the following equation:
where: A = Ampere rating of charger
S.F. = Service factor: 1.1
L = DC system continuous load
BIF = Battery inefficiency factor: 1.15 for lead-acid batteries
and 1.4 for nickel-cadmium batteries
Ah = Ampere-hours removed during a discharge period
RT = Recharge time
K(t) = Temperature compensation: 0.83 for operation at 41 to 50
degrees C and 1.0 for operation at or below 40
degrees C
As an example, it is assumed that a dc system has the following parameters:
Battery - 60 lead-acid cells
Load - 100 ampere-continuous
Discharge cycle - 300 Ah
Recharge time - 8h
Battery Room Temperature - 40
o
C (104
o
F)
Through use of the assumed dc system parameters, the battery charger current rating is
calculated as follows:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 69
In this example, the battery charger requires a minimum output current rating of 153
amperes to simultaneously supply the load and charge the battery. Because the
calculation indicates a non-standard output current rating (153 amperes), the 200
ampere standard size unit should be used.
UPS System - The current output rating of a battery charger for a UPS system is based
on the kilowatts (kW) that are required for the inverter. The following equations are
used to calculate the current rating of battery chargers for UPS systems:
where: kW = Inverter Load
PF = Power Factor
where: E(L) = Minimum input battery voltage (also the battery final
discharge voltage)
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 70
Sizing (Cont'd)
As an example, assume that a UPS system has the following parameters:
Battery - 60 lead-acid cells
Battery Minimum Voltage - 1.75 VPC
Inverter Load - 30.0 kVA
Power Factor - 0.80
Discharge Cycle - 200 Ah
Recharge Time - 8h
Efficiency - 0.70
Temperature - 40
o
C
Through use of the assumed UPS system parameters, the battery charger current rating
is calculated as follows:
In this example, the battery charger requires a minimum output current rating of 356 amperes
to simultaneously supply the inverter and charge the battery. Because the calculation
indicates a non-standard output current rating (356A), the 400 ampere standard unit should be
used.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 71
WORK AID 1: PROCEDURE AND TECHNICAL AND ECONOMIC
REQUIREMENTS FROM SADP-P-103 AND ESTABLISHED
ENGINEERING PRACTICES FOR DETERMINING THE TYPE OF
BATTERY FOR USE IN TYPICAL SAUDI ARAMCO
APPLICATIONS
Work Aid 1A: Procedure
1. Review the cyclic performance of each type of battery. Determine which battery types
can meet the needs of the installation.
2. Review the effects of temperature on each type of battery. Determine which battery
types can successfully operate in the expected ambient temperature of the installation.
3. Review the maintenance requirements of each type of battery. Determine which
battery types are suitable for the installation based on the anticipated manpower and
logistics of the installation.
4. Review the service life of each type of battery. Determine which battery types can
meet the planned life of the installation.
5. Review the relative cost of each type of battery. Select the lowest cost battery type
that meets all of the technical requirements of the installation.
Work Aid 1B: Technical and Economic Requirements
Cyclic Performance:
Plante Lead-Acid - Will withstand frequent cycling.
Lead Calcium - Will not withstand frequent cycling.
Lead Antimony - Will withstand frequent cycling.
Nickel-Cadmium - Will withstand frequent cycling.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 72
Effects of Temperature:
All lead acid batteries suffer a 50% reduction in service life for each 10
o
C temperature
rise above 25
o
C.
Nickel-cadmium batteries suffer little or no loss in service life due to elevated
temperatures.
Maintenance Requirements:
Plante Lead-Acid - Medium maintenance required.
Lead Calcium - Medium maintenance required.
Lead Antimony - High maintenance required.
Nickel-Cadmium - Low maintenance required.
Service Life
Plante Lead-Acid - 20 to 25 years
Lead Calcium - 12 to 15 years
Lead Antimony - 10 to 12 years
Nickel-Cadmium - 15 to 25 years
Relative Capital Cost
Plante Lead-Acid - High capital cost
Lead Calcium - Medium capital cost
Lead Antimony - Lowest capital cost
Nickel-Cadmium - Highest capital cost
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 73
WORK AID 2: PROCEDURE AND TECHNICAL REQUIREMENTS FROM SADP-
P-103 AND ESTABLISHED ENGINEERING PRACTICES FOR
DETERMINING THE SIZE OF BATTERY FOR USE IN TYPICAL
SAUDI ARAMCO APPLICATIONS
Work Aid 2A: Procedure and Technical Requirements for Determining the
Appropriate Size of Battery for Use in a Typical Saudi Aramco
DCS
Procedure
1. Determine the minimum and the maximum allowable dc voltages for the system, using
the table that is provided in the Technical Requirements section of this Work Aid.
2. Verify that all of the system loads are designed to operate within the minimum and the
maximum voltage limits.
3. Determine the number of cells that are required, using the table that is provided in the
Technical Requirements section of this Work Aid.
4. Verify that the number of cells is correct for the application, using the formulas that
are provided in the Technical Requirements section of this Work Aid.
5. Tabulate the load information into a duty cycle diagram.
6. Use the duty cycle diagram and the Cell Sizing Work Sheet that is shown in Figure 23
to determine the appropriate cell size for the application.
6a. Fill in the necessary information that is at the top of the Cell Sizing Work Sheet.
6b. Fill in the amperes that are required for each period of the duty cycle in column (2) of
the work sheet, using the information from the duty cycle diagram that was tabulated
in step 5.
6c. Fill in the duration (minutes) of each period of the duty cycle in column (4) of the
work sheet, using the information from the duty cycle diagram that was tabulated in
step 5.
6d. Calculate and record the changes in amperes as indicated in column (3) of the work
sheet. Also record whether the changes are positive or negative.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 74
6e. Calculate and record the times from the start of each period of the duty cycle to the
end of the section of the duty cycle as indicated in column (5) of the work sheet.
6f. Record the cell capacity factor (R
T
or K
T
from the manufacturer's literature) in
column (6) of the work sheet for each discharge time that was calculated in column
(5).
Note: Most battery manufacturers provide curves that show R
T
(amps per
positive plate) rather than K
T
(ratio of rated ampere-hour capacity to the amperes that
can be supplied for a given number of minutes). Also, the curves are different for each
type of cell that a given manufacturer produces. The actual manufacturer's curves
should be obtained to perform an actual size determination; however, for the purposes
of this Exercise, use the typical curves that are provided in Figure 24 in the Technical
Requirements section of this Work Aid.
6g. Calculate and record the cell size that is required for each period of the duty cycle in
column (7) of the work sheet. Note that a separate column is provided for positive and
negative values.
6h. Calculate and record the algebraic subtotals and totals for each section of the duty
cycle in column (7) of the work sheet.
6i. Record the maximum section size (i.e., the largest total) from column (7) on line (8),
record the random section size on line (9), and record the uncorrected size (US) on
lines (10) and (11).
6j. Select the appropriate cell size temperature correction factor from the Technical
Requirements section of this Work Aid and record this value on line (12) of the work
sheet.
6k. Record the design margin from the Technical Requirements section of this Work Aid
on line (13) of the work sheet.
6l. Record the aging factor from the Technical Requirements section of this Work Aid on
line (14) of the work sheet.
6m. Calculate the product of lines (11), (12), (13), and (14), and enter this value on line
(15) of the work sheet.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 75
6n. If the capacity factor R
T
was used to make the calculations in the work sheet, the
value that is on line (15) indicates the number of positive plates that are required for
this application. When line (15) indicates a fractional number of positive plates, the
value should be rounded up to the next higher integer and this rounded value should
be recorded on line (16) of the work sheet.
If the capacity factor K
T
was used to make the calculations in the work sheet,
the value that is on line (15) indicates the required cell size in ampere-hours. If the
number of ampere-hours that are indicated on line (15) does not match the capacity of
one of the manufacturer's standard cell sizes, the next larger standard size cell is
required.
Note: The battery manufacturer's literature contains tables that show all of the
standard cells that the manufacturer produces and the capacity of each cell. In the case
of lead-acid cells, the tables also show the number of plates that are in each of the
standard cells. The actual manufacturer's tables should be obtained to perform an
actual size determination; however, for the purposes of this Exercise, use the typical
table that is shown in Figure 25 in the Technical Requirements section of this Work
Aid.
6o. If the value that is on line (16) indicates the number of positive plates that are required,
use this value to calculate the total number of plates that are required (Total Number of
Plates = 2[Number of Positive Plates] + 1). Use the actual number of plates that are
required and the manufacturer's table to determine the specific type of cell that is
required for this application. Record this type on line (17) of the work sheet.
If the value that is on line (16) indicates the ampere-hour capacity that is
required, use this value and the manufacturer's table to determine the specific type of
cell that is required for this application. Record this type on line (17) of the work
sheet.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 76
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 77
Cell Sizing Work Sheet
Figure 23
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 78
Technical Requirements
Table of Minimum and Maximum Allowable dc System Voltages:
Nominal System Voltage Minimum System Voltage Maximum System Voltage
12 vdc 10.5 vdc 15.5 vdc
24 vdc 21.0 vdc 30.0 vdc
48 vdc 42.0 vdc 58 vdc
120/125 vdc 105 vdc 143 vdc
240/250 vdc 210 vdc 286 vdc
360/375 vdc 315 vdc 429 vdc
Table of Required Number of Cells:
Nominal Battery
System Voltage
(vdc)
Number of Cells
Lead-Acid Nickel-Cadmium
12 6 10
24 12 19
48 24 37
120/125 60 92
240/250 120 184
360/375 180 276
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 79
Formulas for Calculating the Minimum and Maximum Number of Cells:
Typical Manufacturer's R
T
Curves:
Typical R
T
Curves for a Lead-Acid Battery
Figure 24
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 80
Table of Cell Size Temperature Correction Factors:
Electrolyte
Temperature
C (F)
Cell Size Correction Factor
Lead-Acid Nickel-Cadmium
-1.1 (30)
4.4 (40)
10 (50)
18.3 (65)
25 (77)
1.43
1.30
1.19
1.08
1.00
1.30
1.20
1.14
1.02
1.00
Design Margin:
To compensate for load growth, a 110% design margin should be included in the size
of all Saudi Aramco batteries.
Aging Factor:
To compensate for the anticipated normal capacity loss over the life of a battery
installation, a 125% aging factor should be included in the size of all Saudi Aramco
batteries.
Typical Table of Battery Manufacturer's Standard Cell Data:
Typical Standard Cell Data
Figure 25
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 81
Work Aid 2B: Procedure and Technical Requirements for Determining the
Appropriate Size of Battery for Use in a Typical Saudi Aramco UPS
System
Procedure
1. Determine the minimum battery voltage and the number of cells that are required
based on the nominal ac load voltage, using the table that is provided in the Technical
Requirements section of this Work Aid.
2. Calculate the required battery kW, using the formula that is in the Technical
Requirements section of this Work Aid.
3. Calculate the minimum required battery current, using the formula that is provided in
the Technical Requirements section of this Work Aid.
4. Multiply the battery current that was calculated in step 3 by the applicable temperature
correction factor, the design margin, and the aging factor that are provided in the
Technical Requirements section of this Work Aid. This product is the actual amount
of current that is required.
5. Use the manufacturer's standard cell capacity tables, the design protection period for
the installation, and the current that was calculated in step 4 to determine the specific
type of cell that is needed for this application.
Note: The battery manufacturer's literature contains tables that show all of the standard
cells that the manufacturer produces and the capacity of each cell. The actual
manufacturer's tables should be obtained to perform an actual size determination;
however, for the purposes of this Exercise, use the typical table that is shown in Figure
26 in the Technical Requirements section of this Work Aid.
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 82
Technical Requirements
Battery Voltages and Required Number of Cells for UPS Systems:
AC Load
Voltage
VAC
Number
Phases
Circuit
Wires
Min
Battery
Voltage
Max
Battery
Voltage
Lead-Acid
No. Cells
Nickel-Cadmium
No. Cells
120
240
120/208
1_
1_
3_
2
3
4
105
210
182
143
286
248
60
120
90
92
184
160
Formula for Calculating Battery kW:
Formula for Calculating Battery Current:
Table of Cell Size Temperature Correction Factors:
Electrolyte
Temperature
C (F)
Cell Size Correction Factor
Lead-Acid Nickel-Cadmium
-1.1 (30)
4.4 (40)
10 (50)
18.3 (65)
25 (77)
1.43
1.30
1.19
1.08
1.00
1.30
1.20
1.14
1.02
1.00
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 83
Design Margin:
To compensate for load growth, a 110% design margin should be included in the size
of all Saudi Aramco batteries.
Aging Factor:
To compensate for the anticipated normal capacity loss over the life of a battery
installation, a 125% aging factor should be included in the size of all Saudi Aramco
batteries.
Typical Table of Battery Manufacturer's Standard Cell Data:
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 84
Figure 26. Typical Standard Cell Capacity Table
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 85
WORK AID 3: PROCEDURE, TECHNICAL REQUIREMENTS, AND FORMULAS
FROM SADP-P-103 AND ESTABLISHED ENGINEERING
PRACTICES FOR DETERMINING THE SIZE OF A BATTERY
CHARGER FOR USE IN TYPICAL SAUDI ARAMCO
APPLICATIONS
Work Aid 3A: Procedure
Use this procedure to determine the appropriate size of a battery charger.
1. Determine the required float voltage output rating.
2. Determine the required equalizing voltage output rating.
3. Determine the required current output rating.
Work Aid 3B: Technical Requirements and Formulas for Determining Battery
Charger Voltage Ratings
Volts per cell requirements:
Battery Type
Float Volts
Per Cell
Equalize Volts
Per Cell
Final Volts
Per Cell
Plante Lead-Acid 2.15 to 2.25 2.25 - 2.40 1.75
Lead Antimony 2.15 to 2.25 2.25 - 2.40 1.75
Lead Calcium 2.15 to 2.25 2.25 - 2.40 1.75
Nickel-Cadmium 1.40 to 1.47 1.50 - 1.65 1.10
Float Voltage Output Rating:
Float Voltage = Number of Cells x Required Float Volts Per Cell
Equalizing Voltage Output Rating:
Equalize Voltage = Number of Cells x Required Equalize Volts Per Cell
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 86
Work Aid 3C: Technical Requirements and Formula for Determining Battery
Charger Current Ratings for dc Systems
Service Factor (S.F.):
The service factor is 1.1
Battery Inefficiency Factor:
1.15 for lead-acid batteries
1.40 for nickel-cadmium batteries
Nominal Battery Recharge Time for Different Applications:
Battery Applications Recharge Hours
Essential Loads
Manned Substations
Unattended Substations
Uninterrupted Power Systems
8
16
16
8
Temperature Compensation Factor:
0.83 for operation between 41
o
C and 50
o
C
1.0 for operation at or below 40
o
C
where : S.F. = Service factor
BIF = Battery inefficiency factor
Ah = Ampere-hours removed during discharge
RT = Recharge time
K(t) = Temperature compensation
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 87
Technical Requirements and Formulas for Determining Battery Charger Current
Ratings for UPS Systems
Battery Inefficiency Factor:
1.15 for lead-acid batteries
1.40 for nickel-cadmium batteries
Nominal Battery Recharge Time for Different Applications:
Battery Applications Recharge Hours
Essential Loads
Manned Substations
Unattended Substations
Uninterrupted Power Systems
8
16
16
8
Temperature Compensation Factor:
0.83 for operation between 41
o
C and 50
o
C
1.0 for operation at or below 40
o
C
where: PF = Power factor
E(L) = Minimum battery voltage
BIF = Battery inefficiency factor
Ah = Ampere-hours removed during discharge
period
RT = Recharge time
K
t
= Temperature compensation factor
Engineering Encyclopedia Electrical
Batteries and Battery Chargers
Saudi Aramco DeskTop Standards 88
GLOSSARY
acid A soluable material that has a pH of less than 7.
alkaline A soluble material that has a pH of greater than 7.
c-rate The discharge current for a cell. The c-rate is calculated through use of
values of cell capacity in Ah at N-hour divided by hours of discharge.
cell The basic electrochemical unit (characterized by an anode, cathode, and
an electrolyte) that is used to receive, store, and deliver electrical
energy.
cycle life The amount of equivalent full charge cycles that a battery can withstand
before reaching the end of its useful life.
duty cycle The load current a battery is expected to supply for specified time
periods.
electrolyte A conducting medium in which the flow of current takes place through
the migration of ions and anions.
gassing The evolution of gasses from one or more of the electrodes during
electrolysis.
period An interval of time in the battery duty cycle during which the current is
assumed to be constant for purposes of cell sizing calculations.
section An interval of time from the beginning of a battery duty cycle to the end
of a period.
self-discharge The tendency of a battery to discharge while in storage or not in service.
separator A spacer that is employed to prevent metallic contact between plates of
opposite polarity in a battery cell.
sponge lead Highly-reactive, porous, metallic lead.
sulfuric acid A heavily corrosive, oily, dibasic acid (H
2
SO
4
) that is commonly used
as the electrolyte in lead-acid batteries.
watering The act of adding make-up water to the cells of a battery.
You might also like
- Commissioning Systems, Batteries and Battery ChargerDocument67 pagesCommissioning Systems, Batteries and Battery Chargerbookbum100% (8)
- Motor-Control Centers Project Specification for HVACDocument15 pagesMotor-Control Centers Project Specification for HVACSoumojit SamantaNo ratings yet
- SECTION 26 3213 Engine Generators Part 1 General 1.01 Section IncludesDocument31 pagesSECTION 26 3213 Engine Generators Part 1 General 1.01 Section IncludesMarcos FernandezNo ratings yet
- Transformer Accessories GuideDocument44 pagesTransformer Accessories Guidehajimak100% (2)
- O & M of DC & UPS SystemsDocument65 pagesO & M of DC & UPS SystemshajimakNo ratings yet
- Energy Efficiency Battery Charger System Test ProcedureDocument32 pagesEnergy Efficiency Battery Charger System Test Procedureeng_mhassan1No ratings yet
- Calculation Short Circuit LengkapDocument80 pagesCalculation Short Circuit LengkapInsan AzizNo ratings yet
- EEX10303 Designing LV Motor CircuitDocument156 pagesEEX10303 Designing LV Motor CircuitHonesto BautistaNo ratings yet
- 17 Samss 502Document25 pages17 Samss 502umerNo ratings yet
- GroundingDocument74 pagesGroundingabdulkadhir100% (4)
- Saes T 887Document15 pagesSaes T 887Eagle SpiritNo ratings yet
- Ups 3Document32 pagesUps 3abdulkadhir100% (1)
- Electrical SpecificationsDocument108 pagesElectrical SpecificationsLuis Gabriel BautistaNo ratings yet
- 15-90 kW Modular UPS Tender SpecsDocument11 pages15-90 kW Modular UPS Tender SpecsdhruvNo ratings yet
- Designing Low Voltage Feeder CircuitsDocument86 pagesDesigning Low Voltage Feeder Circuitscoopen100% (4)
- Ground System TestingDocument31 pagesGround System TestingJellyn BaseNo ratings yet
- Earthing DesignDocument90 pagesEarthing Designabdulkadhir83% (6)
- UPS Battery Selection GuideDocument43 pagesUPS Battery Selection Guideagulechha100% (1)
- Overview of IEEE Color BooksDocument9 pagesOverview of IEEE Color Bookssalsa222100% (1)
- Grounding 4 PDF FreeDocument74 pagesGrounding 4 PDF FreeShiaTVfanNo ratings yet
- Earthing Design PDFDocument90 pagesEarthing Design PDFfarooq_whizkidNo ratings yet
- EEX10602 Protection OverviewDocument40 pagesEEX10602 Protection OverviewHonesto Bautista100% (1)
- Electrical Requirements SummaryDocument10 pagesElectrical Requirements Summaryfarooq929No ratings yet
- Instrument Earthing Systems: Electrical, Instrument & Intrinsically SafeDocument6 pagesInstrument Earthing Systems: Electrical, Instrument & Intrinsically SafeMagoroku D. YudhoNo ratings yet
- 11 kV 12.5 kA Outdoor Switchgear SpecificationDocument48 pages11 kV 12.5 kA Outdoor Switchgear SpecificationMekonnen ShewaregaNo ratings yet
- Electric Wires and CablesDocument9 pagesElectric Wires and Cableswafikmh4No ratings yet
- 16 Samss 503Document43 pages16 Samss 503Florante Nobleza100% (2)
- Eex10601 PDFDocument29 pagesEex10601 PDFcvg ertd100% (1)
- Design CRITERIA Report SAUDDocument13 pagesDesign CRITERIA Report SAUDahmed fouadNo ratings yet
- Presentation Slides Understanding NECDocument48 pagesPresentation Slides Understanding NECMarcosGodoyPereyraNo ratings yet
- ABB Lightning Protection GuideDocument43 pagesABB Lightning Protection GuideLaurentiu Catalin100% (1)
- EIG A Electrical DesignDocument20 pagesEIG A Electrical DesignMahmoud FakhereddinNo ratings yet
- UPSDocument36 pagesUPSabdulkadhir100% (3)
- NEW CHAPTER 7 NEC Requirements and Coordination BasicsDocument42 pagesNEW CHAPTER 7 NEC Requirements and Coordination BasicsOsman AhmedNo ratings yet
- Notifier Battery Calculations-Readme PDFDocument13 pagesNotifier Battery Calculations-Readme PDFvictorNo ratings yet
- Cahier Technique: The Neutral: A Live and Unique ConductorDocument32 pagesCahier Technique: The Neutral: A Live and Unique ConductorIoan DanutNo ratings yet
- Electrical MotorDocument55 pagesElectrical Motorabdulkadhir100% (1)
- Trouble Shooting Transformers ProblemsDocument14 pagesTrouble Shooting Transformers Problemshajimak100% (1)
- Eex10506 Fund of Hazardous LocationsDocument52 pagesEex10506 Fund of Hazardous LocationsHonesto BautistaNo ratings yet
- Electrical Load Estimation - Part Four Electrical KnowhowDocument7 pagesElectrical Load Estimation - Part Four Electrical KnowhowRon Nombri100% (1)
- The Panama Canal: Third Set of Locks ProjectDocument33 pagesThe Panama Canal: Third Set of Locks Projectomar_cohen_1No ratings yet
- Electrical Design CourseDocument4 pagesElectrical Design CoursesathyasonyNo ratings yet
- Introduction To Electrical System and Equipment CommissioningDocument26 pagesIntroduction To Electrical System and Equipment Commissioningbookbum100% (3)
- Specification For Distribution TransformersDocument18 pagesSpecification For Distribution TransformersDanish MohammedNo ratings yet
- Voltage Drop Calculations For Engineers - Beginners GuideDocument6 pagesVoltage Drop Calculations For Engineers - Beginners GuideAbdul Rawoof ShaikNo ratings yet
- Short-Circuit Calculation MethodsDocument5 pagesShort-Circuit Calculation MethodsMind of BeautyNo ratings yet
- 16 Samss 521Document8 pages16 Samss 521Eagle SpiritNo ratings yet
- Brain Filler Design GuideDocument37 pagesBrain Filler Design GuideNick ChristakesNo ratings yet
- Etap Validation Cases and Comparison Results: Load FlowDocument68 pagesEtap Validation Cases and Comparison Results: Load FlowMahfudz FauziNo ratings yet
- Designing An Uninterruptible Power SupplyDocument30 pagesDesigning An Uninterruptible Power SupplyHans De Keulenaer100% (10)
- Ground TestingDocument31 pagesGround TestingabdulkadhirNo ratings yet
- Division 16 - Electrical WorkDocument326 pagesDivision 16 - Electrical WorknawajhaNo ratings yet
- UNIT 1 Moodle Lecture 1Document9 pagesUNIT 1 Moodle Lecture 1aryanNo ratings yet
- Battery Construction & Maintenance GuideDocument29 pagesBattery Construction & Maintenance GuideSeth yakoheneNo ratings yet
- Lead-Acid Battery Research Article SummaryDocument18 pagesLead-Acid Battery Research Article SummaryRadhe ShamNo ratings yet
- Aircraft BatteriesDocument26 pagesAircraft BatteriesDaniel MkandawireNo ratings yet
- Automotive Battery Presentations (Part I): Lead Acid Construction and TypesDocument32 pagesAutomotive Battery Presentations (Part I): Lead Acid Construction and TypesGR ShakuniNo ratings yet
- Automobile Electrical and Electronics NotesDocument72 pagesAutomobile Electrical and Electronics NotesManoj Shanmugam100% (2)
- Amplifier Design Hand BookDocument41 pagesAmplifier Design Hand BookhajimakNo ratings yet
- Addc Checklist For Drawing ApprovalDocument7 pagesAddc Checklist For Drawing ApprovalhajimakNo ratings yet
- Fire Alarm Installation-Guide PDFDocument4 pagesFire Alarm Installation-Guide PDFhajimakNo ratings yet
- The Seven Earths 299 enDocument5 pagesThe Seven Earths 299 enhajimakNo ratings yet
- Normal Earth-Earth Fault Current &csa TableDocument37 pagesNormal Earth-Earth Fault Current &csa TableAbraham JyothimonNo ratings yet
- Abb Furse Earthing BrochureDocument8 pagesAbb Furse Earthing Brochurehajimak100% (1)
- Guide InternationalDocument76 pagesGuide InternationalRosibel Rios RenteriaNo ratings yet
- Fault Detection in Power Distribution SystemsDocument118 pagesFault Detection in Power Distribution Systemsbubo28No ratings yet
- CCTV Products& IP Solutions 2013 Version 2 - 8Document20 pagesCCTV Products& IP Solutions 2013 Version 2 - 8dahuatech1227No ratings yet
- Bs 1881 Part 111 Concrete TestingDocument8 pagesBs 1881 Part 111 Concrete TestinghajimakNo ratings yet
- Bs 1881-Part-109 Concrete Making Test Beams From Fresh ConDocument7 pagesBs 1881-Part-109 Concrete Making Test Beams From Fresh Conhajimak100% (1)
- BS 1881-PART-111 CONCRETE Method Forn Normal Curing of TestDocument4 pagesBS 1881-PART-111 CONCRETE Method Forn Normal Curing of Testhajimak100% (1)
- Bs 1881-125 Concrete Mixing and Sampling of Fresh ConcreteDocument10 pagesBs 1881-125 Concrete Mixing and Sampling of Fresh ConcretehajimakNo ratings yet
- BS 1881-119 CONRETE Method For Determination of CompressivDocument8 pagesBS 1881-119 CONRETE Method For Determination of CompressivhajimakNo ratings yet
- BS 1881-115 CONCRETE Specifications of Testing Mechine FoDocument12 pagesBS 1881-115 CONCRETE Specifications of Testing Mechine Fohajimak33% (3)
- Bs 1881-117 Concrete Dtermination of Tensile Splitting STRDocument12 pagesBs 1881-117 Concrete Dtermination of Tensile Splitting STRhajimak100% (1)
- BS 1881-114 CONCRETE Density of CocreteDocument12 pagesBS 1881-114 CONCRETE Density of CocretehajimakNo ratings yet
- Battery Installation Requirements for Saudi AramcoDocument27 pagesBattery Installation Requirements for Saudi Aramcohajimak100% (1)
- BS 1881-110 CONCRETE Making Test Cylinders From Fresh ConDocument12 pagesBS 1881-110 CONCRETE Making Test Cylinders From Fresh ConhajimakNo ratings yet
- Evaluation Voltage Excitation TestsDocument34 pagesEvaluation Voltage Excitation Testshajimak100% (2)
- Bs 1881 Part 111 Concrete TestingDocument8 pagesBs 1881 Part 111 Concrete TestinghajimakNo ratings yet
- Bs 1881-5 Testing of Concrete Other Than StrengthDocument14 pagesBs 1881-5 Testing of Concrete Other Than Strengthhajimak100% (1)
- Commissioning of DC & UPS SystemsDocument61 pagesCommissioning of DC & UPS Systemshajimak100% (2)
- Evaluatiing Circuit Resistance TestsDocument59 pagesEvaluatiing Circuit Resistance TestshajimakNo ratings yet
- O & M of DC & UPS SystemsDocument65 pagesO & M of DC & UPS SystemshajimakNo ratings yet
- Trouble Shooting Transformers ProblemsDocument14 pagesTrouble Shooting Transformers Problemshajimak100% (1)
- Section 02800 - Irrigation SystemsDocument58 pagesSection 02800 - Irrigation Systemshajimak67% (3)
- Telephone Specifications - ETISALAT PDFDocument231 pagesTelephone Specifications - ETISALAT PDFhajimakNo ratings yet