You might also like
- Optimization of Vertical Raw Mill OperationDocument32 pagesOptimization of Vertical Raw Mill OperationNael93% (40)
- Kiln Heat and Mass Balance September 2010Document20 pagesKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Ericsson KPI CountersDocument4 pagesEricsson KPI Counterspankajjangra4100% (2)
- VP - 10 - Ball Cement Mill Monitoring, Inspection & EvaluationDocument41 pagesVP - 10 - Ball Cement Mill Monitoring, Inspection & Evaluationrecai92% (13)
- Ball Mill PresentationDocument34 pagesBall Mill PresentationISLAM I. Fekry100% (18)
- 1 Ball Mills 1Document106 pages1 Ball Mills 1BharaniChirsabesan100% (3)
- Factors Influencing The Grinding EfficiencyDocument27 pagesFactors Influencing The Grinding Efficiencynoelbaba71100% (2)
- Ball Mill Audit and OptimizationDocument82 pagesBall Mill Audit and Optimizationanrulo100% (4)
- VRM PresentationDocument49 pagesVRM PresentationMKPashaPasha100% (4)
- 03 Ball Mill EDMDocument47 pages03 Ball Mill EDMVishnu Vardhan . C92% (13)
- Mill Testing Optimisation and TargetingDocument134 pagesMill Testing Optimisation and TargetingArtemMirra90% (10)
- Vertical Mill CalculationsDocument11 pagesVertical Mill CalculationsSai Sricharan Reddy84% (19)
- The Selection and Design of Mill LinersDocument11 pagesThe Selection and Design of Mill Linersluis martinezNo ratings yet
- IESNA LM-80-08 Guide To Evaluating LED Lumen MaintenanceDocument2 pagesIESNA LM-80-08 Guide To Evaluating LED Lumen MaintenanceAlex SantiagoNo ratings yet
- GATE UsersGuide - v5.0.0 PDFDocument225 pagesGATE UsersGuide - v5.0.0 PDFAlejandraGomezNo ratings yet
- Auto Full Vehicle Durability Using Abaqus Standard 11Document4 pagesAuto Full Vehicle Durability Using Abaqus Standard 11TimNo ratings yet
- Ball Mill Testingjune99Document29 pagesBall Mill Testingjune99Shakil Ahmad83% (6)
- Ball Mill Optimization PDFDocument82 pagesBall Mill Optimization PDFJackson Vu100% (2)
- Ball Mill Checking (Compatibility Mode)Document33 pagesBall Mill Checking (Compatibility Mode)Nael100% (9)
- Grinding Course: Ball Charge Design MethodsDocument12 pagesGrinding Course: Ball Charge Design MethodsVishnu Vardhan . C100% (12)
- Process Train Ball MillDocument28 pagesProcess Train Ball MillvvijaybhanNo ratings yet
- 8 - 9 - Mill Optimisation Part 1 and 2Document82 pages8 - 9 - Mill Optimisation Part 1 and 2bulentbulutNo ratings yet
- 3 - Ball Mill GrindingDocument78 pages3 - Ball Mill GrindingMega Purnama Zainal91% (11)
- Grinding TechnologiesDocument41 pagesGrinding TechnologiesJoseph Leveque100% (10)
- D3 2 100701 Kiln Mec Behav Patroller PDFDocument30 pagesD3 2 100701 Kiln Mec Behav Patroller PDFbulentbulut100% (3)
- Ball Charge in Ball MillDocument11 pagesBall Charge in Ball MillRanu Yadav0% (1)
- Ball Mill OptimizationDocument7 pagesBall Mill OptimizationWael Fanous100% (1)
- 41 Vertical Mills - V2-0Document56 pages41 Vertical Mills - V2-0Sai Sricharan Reddy86% (14)
- Blaine Vs ResiduesDocument3 pagesBlaine Vs ResiduesVisnu Sankar100% (2)
- BALL MILL - Ball Charge Composition Piece Weight & Specific SurfaceDocument1 pageBALL MILL - Ball Charge Composition Piece Weight & Specific Surfacevvijaybhan100% (2)
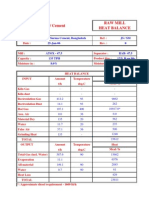
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Ball Charge Design - VDocument11 pagesBall Charge Design - VKaran_Agarwal_4807100% (2)
- V5 Process Technology 3Document449 pagesV5 Process Technology 3RRHH100% (1)
- Max Ball Size With Respect To Mill Feed SizeDocument3 pagesMax Ball Size With Respect To Mill Feed Sizevvijaybhan100% (1)
- 04 05 08Document55 pages04 05 08taghdirim100% (5)
- Ball MillDocument14 pagesBall MillLaxman Kumar100% (1)
- Cement Process Engineering Vade-Mecum: 3. QualityDocument22 pagesCement Process Engineering Vade-Mecum: 3. QualityRaúl Marcelo Veloz100% (1)
- KilnDocument26 pagesKilnVishnu Vardhan . C100% (4)
- Grinding Media Pattern & Charge CalcDocument1 pageGrinding Media Pattern & Charge CalcJayaram SudhakarNo ratings yet
- Ball Mill Vs VRMDocument15 pagesBall Mill Vs VRMvvananth0% (2)
- Ball Mill Grinding MediaDocument47 pagesBall Mill Grinding Mediamahreza189100% (3)
- Vertical Raw Mill Heat Balance - SolutionDocument3 pagesVertical Raw Mill Heat Balance - SolutionSai Sricharan Reddy80% (5)
- Verticalrawmill Pradeepkumar 130515030859 Phpapp02Document88 pagesVerticalrawmill Pradeepkumar 130515030859 Phpapp02Sai Sricharan Reddy50% (2)
- Grinding Mills Optimisation: Magotteaux / Slegten / Sturtevant SolutionsDocument44 pagesGrinding Mills Optimisation: Magotteaux / Slegten / Sturtevant Solutionsshani5573100% (1)
- Blaine Reference Blaine Required e KDocument4 pagesBlaine Reference Blaine Required e KNael100% (4)
- Cement Tech BooksDocument7 pagesCement Tech Booksrat12345No ratings yet
- 16 High Efficiency Separator LG 2005-02-02 DGLDocument23 pages16 High Efficiency Separator LG 2005-02-02 DGLRobson DE Freitas WerlingNo ratings yet
- Ball Mill VS VRMDocument26 pagesBall Mill VS VRMKhurram Shahzad50% (2)
- Heat Balance of Kilns and Coolers and Related Topics PDFDocument62 pagesHeat Balance of Kilns and Coolers and Related Topics PDFAli HüthütNo ratings yet
- Clinker FormationDocument120 pagesClinker FormationDragos PlaesuNo ratings yet
- V6 EngineeringDocument330 pagesV6 EngineeringRRHHNo ratings yet
- Clinker CoolersDocument74 pagesClinker CoolersMuhammed EmamiNo ratings yet
- Cement Mill NotebookDocument32 pagesCement Mill NotebookNael92% (50)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Cement Separator & Ball Mill OptimizationDocument29 pagesCement Separator & Ball Mill OptimizationAdelezzat OmranNo ratings yet
- 04 MillingDocument21 pages04 MillingMKPashaPasha100% (1)
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text BookTrang Anh ToànNo ratings yet
- Chapter IDocument36 pagesChapter Ihùng nguyễnNo ratings yet
- Design and Fabrication of Mould ForDocument20 pagesDesign and Fabrication of Mould Forajaysurya9245No ratings yet
- Design and Fabrication of Mould ForDocument20 pagesDesign and Fabrication of Mould Forajaysurya9245No ratings yet
- Abrasive Jet MachiningDocument25 pagesAbrasive Jet MachiningAjay BhaleraoNo ratings yet
- Lev's Presentation, US-Russia Symposium English Only PDFDocument50 pagesLev's Presentation, US-Russia Symposium English Only PDFJulio César ChávezNo ratings yet
- Factors Influencing The Grinding EfficiencyDocument27 pagesFactors Influencing The Grinding Efficiencygrameshkreddy2013No ratings yet
- UAS Manajemen Pemasaran MembuatDocument4 pagesUAS Manajemen Pemasaran MembuatfarahNo ratings yet
- User Guide Terrameter LSDocument114 pagesUser Guide Terrameter LSJuventino Montoya GandaraNo ratings yet
- MediaDocument10 pagesMediaVusale MirzeyevaNo ratings yet
- Universal Music GroupDocument6 pagesUniversal Music GroupImad SalhaNo ratings yet
- Cjenm Ir Book 202204Document46 pagesCjenm Ir Book 202204backup tringuyenNo ratings yet
- World Buddhist Association Headquarers Objection To Las Vegas Monorail BankruptcyDocument9 pagesWorld Buddhist Association Headquarers Objection To Las Vegas Monorail BankruptcyToohoolNo ratings yet
- Recycled Aggregates Paper PresentationDocument26 pagesRecycled Aggregates Paper PresentationManoj Prince100% (2)
- Allama Iqbal Open UniversityDocument2 pagesAllama Iqbal Open UniversityNiamatNo ratings yet
- Vibrating Wire Strain GaugesDocument9 pagesVibrating Wire Strain Gaugessannan azizNo ratings yet
- Fintech, The New Era of Financial Services: Studies and ArticlesDocument11 pagesFintech, The New Era of Financial Services: Studies and ArticlesPily CorroNo ratings yet
- Sky-Remit PGL - 10m ProjectDocument9 pagesSky-Remit PGL - 10m ProjectRichie BensonNo ratings yet
- Frequency of Plumbing Fixture UseDocument30 pagesFrequency of Plumbing Fixture UseZiyad AwaliNo ratings yet
- MANIPAL 2013 - List of Roll Nos of Candidates Shortlisted For InterviewDocument14 pagesMANIPAL 2013 - List of Roll Nos of Candidates Shortlisted For InterviewBooma JegarajaNo ratings yet
- Full Operations Management 6Th Edition Test Bank Nigel Slack PDF Docx Full Chapter ChapterDocument23 pagesFull Operations Management 6Th Edition Test Bank Nigel Slack PDF Docx Full Chapter Chaptersuavefiltermyr62100% (30)
- Anu 2Document3 pagesAnu 2anuNo ratings yet
- 312 EXP 1 IntroductionDocument4 pages312 EXP 1 IntroductionSamiul TashbirNo ratings yet
- The Management Accountant-October, 2013Document124 pagesThe Management Accountant-October, 2013sundeepcwaNo ratings yet
- SVKM'S Nmims School of Distance Learning: InstructionsDocument2 pagesSVKM'S Nmims School of Distance Learning: InstructionsAnees MerchantNo ratings yet
- Financial Statements and Ratio Analysis NEWDocument108 pagesFinancial Statements and Ratio Analysis NEWDina Adel DawoodNo ratings yet
- First Phil. Intl Bank vs. CADocument2 pagesFirst Phil. Intl Bank vs. CAchaNo ratings yet
- IE 6840 Week 6 HW - 5 GY2876 PDFDocument3 pagesIE 6840 Week 6 HW - 5 GY2876 PDFBharat DarsiNo ratings yet
- The Impact of Digital Media and Technology On The Marketing MixDocument37 pagesThe Impact of Digital Media and Technology On The Marketing MixJhagantini PalaniveluNo ratings yet
- Easton, McAnally, Sommers y Zhang. Financial Statement Analysis & Valuation. Módulo 2 - Páginas 2-32 A 2-33 (C, D y E)Document2 pagesEaston, McAnally, Sommers y Zhang. Financial Statement Analysis & Valuation. Módulo 2 - Páginas 2-32 A 2-33 (C, D y E)Rafael Ernesto Ponce PérezNo ratings yet
- Inspection & Test Plan For Piping Systems: Doc. No.: Rev No.: 0Document5 pagesInspection & Test Plan For Piping Systems: Doc. No.: Rev No.: 0심판자No ratings yet
- Electronic Reservation Slip (ERS) : 6854762884 13018/ganadevta Exp AC Chair Car (CC)Document2 pagesElectronic Reservation Slip (ERS) : 6854762884 13018/ganadevta Exp AC Chair Car (CC)SYEDA MYSHA ALINo ratings yet
- 3CO02 Assessment Guidance 2022Document5 pages3CO02 Assessment Guidance 2022Gabriel ANo ratings yet