You might also like
- Lear-75-GM Quality System Basics Audit FormDocument12 pagesLear-75-GM Quality System Basics Audit FormalexrferreiraNo ratings yet
- Computer Simulation of Induction HeatingDocument4 pagesComputer Simulation of Induction HeatingvertauldNo ratings yet
- JisDocument706 pagesJisHenry Poudel48% (25)
- Hardness Conversion ChartDocument34 pagesHardness Conversion ChartAshutosh SinghNo ratings yet
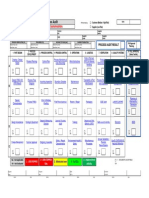
- Process AuditDocument15 pagesProcess Auditdesurkarb100% (2)
- JEE Advanced 2013 Analysis by ResonanceDocument7 pagesJEE Advanced 2013 Analysis by ResonanceArpit JainNo ratings yet
- The Basic of Electric Process HeatingDocument8 pagesThe Basic of Electric Process HeatingAmir AmkaNo ratings yet
- Cross Reference of Steel StandardsDocument4 pagesCross Reference of Steel StandardsNugroho Adhi SaputroNo ratings yet
- High Frequency Induction HeatingDocument14 pagesHigh Frequency Induction HeatingEd Seward100% (3)
- 5480 2Document40 pages5480 2Ashutosh Singh80% (10)
- Excel Gantt v4Document14 pagesExcel Gantt v4PMPNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Engineerweb PDFDocument35 pagesEngineerweb PDFyassine633No ratings yet
- Electrical Interview Questions Part 14Document13 pagesElectrical Interview Questions Part 14Veera RagavanNo ratings yet
- How To Read PWHTchartDocument10 pagesHow To Read PWHTchartAkhilesh Kumar100% (3)
- Generac - Gen Insulation ClassDocument4 pagesGenerac - Gen Insulation Class6609503100% (1)
- Spline Program Ver 1.1Document6 pagesSpline Program Ver 1.1Ashutosh SinghNo ratings yet
- Types of Forging OperationsDocument6 pagesTypes of Forging OperationsAshutosh SinghNo ratings yet
- Piezoelectric Actuators: Vector Control Method: Basic, Modeling and Mechatronic Design of Ultrasonic DevicesFrom EverandPiezoelectric Actuators: Vector Control Method: Basic, Modeling and Mechatronic Design of Ultrasonic DevicesNo ratings yet
- Energy-Efficient Ceramic Infrared Heater SimulationDocument6 pagesEnergy-Efficient Ceramic Infrared Heater SimulationAgustinus Simbolon100% (1)
- GH IA Induction Heating GuideDocument12 pagesGH IA Induction Heating GuidetsrforfunNo ratings yet
- Ee Room VentilationDocument7 pagesEe Room VentilationNiong DavidNo ratings yet
- IATF 16949 Transition Preparing for the TransitionDocument34 pagesIATF 16949 Transition Preparing for the TransitionquycoctuNo ratings yet
- Technical Skill Matrix EnggDocument19 pagesTechnical Skill Matrix EnggAshutosh Singh100% (1)
- Shrink FittingDocument26 pagesShrink FittingmaheshkbandariNo ratings yet
- Current Ratings of Power Semiconductors and Thermal DesignDocument9 pagesCurrent Ratings of Power Semiconductors and Thermal DesignIuro NascimentoNo ratings yet
- Heat Transfer in High-Voltage Surge ArrestersDocument4 pagesHeat Transfer in High-Voltage Surge Arresterscik_sya87No ratings yet
- Fundamentals of Induction HeatingDocument3 pagesFundamentals of Induction HeatingautomuthuNo ratings yet
- Criterions For Selection of Volume Induction Heating ParametersDocument23 pagesCriterions For Selection of Volume Induction Heating ParametersVidhuPandeyNo ratings yet
- Induction Heating - What It Is, How It WorksDocument3 pagesInduction Heating - What It Is, How It WorksSushant ChhotrayNo ratings yet
- Thermal Analysis of Motors and BearingsDocument7 pagesThermal Analysis of Motors and BearingsViria ClaviosNo ratings yet
- Thermo AcousticDocument6 pagesThermo AcousticAshwin VargheseNo ratings yet
- Nikitin 2020Document6 pagesNikitin 2020AndresTafurNo ratings yet
- Hts Engineering ManualDocument10 pagesHts Engineering ManualkarthikumarNo ratings yet
- Plugin EFD CorporateDocument22 pagesPlugin EFD CorporateskluxNo ratings yet
- Intel - Thermal Design For Embedded AppsDocument28 pagesIntel - Thermal Design For Embedded Appsbrownbag80No ratings yet
- Experimental Investigation On Thermal Performance of Copper With AluminiumDocument6 pagesExperimental Investigation On Thermal Performance of Copper With AluminiumRameshNo ratings yet
- Open-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface HeatingDocument7 pagesOpen-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface Heatingu18348794No ratings yet
- Current Rating For SemiconductorsDocument8 pagesCurrent Rating For SemiconductorsAnonymous akwRljJvYNo ratings yet
- Thermal Analysis and Design in Electronic CircuitsDocument6 pagesThermal Analysis and Design in Electronic CircuitseramangoelNo ratings yet
- Envirable: Induction Heater CatalogDocument23 pagesEnvirable: Induction Heater CatalogAamirMalikNo ratings yet
- How To Select A Heat Sink - Electronics CoolingDocument16 pagesHow To Select A Heat Sink - Electronics CoolingKamran KhanNo ratings yet
- 399icrre 111 PDFDocument6 pages399icrre 111 PDFDave ChaudhuryNo ratings yet
- How Induction Heating Works PDFDocument3 pagesHow Induction Heating Works PDFpichaidvNo ratings yet
- Electronic Product Design Heat SinkDocument12 pagesElectronic Product Design Heat SinkSreyas UnniNo ratings yet
- Arlon Thermal MGMT GuideDocument20 pagesArlon Thermal MGMT Guidewhy_struggleNo ratings yet
- Li 2015Document6 pagesLi 2015Amr KamelNo ratings yet
- Numerical Simulation of Induction Through-Heater in Dynamic Operation ModeDocument4 pagesNumerical Simulation of Induction Through-Heater in Dynamic Operation Modetrubaduru222000No ratings yet
- Design of An Active CPU Cooler Incorporating A Heat SpreaderDocument7 pagesDesign of An Active CPU Cooler Incorporating A Heat SpreaderVikram HegdeNo ratings yet
- Heat Sink Seminar on Computer & Electronics CoolingDocument24 pagesHeat Sink Seminar on Computer & Electronics CoolingRohit HajareNo ratings yet
- Ieee Conference Paper - 01Document9 pagesIeee Conference Paper - 01Asha PatilNo ratings yet
- Ohmite-What Is A Heatsink-StageDocument7 pagesOhmite-What Is A Heatsink-StagemilitiamonNo ratings yet
- Inductor Loss Calcs VishayDocument12 pagesInductor Loss Calcs VishayealbinNo ratings yet
- Evaluating Heat Exchanger Performance ResearchDocument9 pagesEvaluating Heat Exchanger Performance ResearchMohamed RagabNo ratings yet
- Thermistor: Temperature-Sensitive ResistorDocument9 pagesThermistor: Temperature-Sensitive Resistormzaid sk100% (1)
- Power Electronics Thermal Limits and How To Not Exceed ThemDocument14 pagesPower Electronics Thermal Limits and How To Not Exceed ThemRodrigo Aguilar VillasecaNo ratings yet
- LHC Air Oil Coolers for Mobile and Industrial UseDocument10 pagesLHC Air Oil Coolers for Mobile and Industrial UseSandipTakalikarNo ratings yet
- Radio Frequency Heating and Post BakingDocument5 pagesRadio Frequency Heating and Post BakingtonykoralNo ratings yet
- RDA Induction Heating 4 PageDocument4 pagesRDA Induction Heating 4 Pageนภดล สินธุแปงNo ratings yet
- Design and Analysis of Processor CoolingDocument4 pagesDesign and Analysis of Processor Coolingharsh rikameNo ratings yet
- Using Phase Change Material in Heat Sinks To Cool Electronics Devices With Intermittent UsageDocument19 pagesUsing Phase Change Material in Heat Sinks To Cool Electronics Devices With Intermittent UsagekaushikNo ratings yet
- Int Conf ICETECHDocument7 pagesInt Conf ICETECHIrna Farikhah100% (1)
- Thermoelectric Cooling SystemsDocument26 pagesThermoelectric Cooling SystemsPrabhat Sharma100% (2)
- Температура ЕЕАDocument13 pagesТемпература ЕЕААнастасия ФилимоненкоNo ratings yet
- Application of Power El. - Induction HeatingDocument12 pagesApplication of Power El. - Induction HeatingParthNo ratings yet
- Energies 13 03655 PDFDocument22 pagesEnergies 13 03655 PDFNavamani PrakashNo ratings yet
- Solve Electrical Problems With Thermal ImagingDocument4 pagesSolve Electrical Problems With Thermal ImagingUdit AgrawalNo ratings yet
- Design, Installation and Maintenance Manual: Industrial Electric Heat Tracing SystemsDocument24 pagesDesign, Installation and Maintenance Manual: Industrial Electric Heat Tracing SystemsMekaNo1DNo ratings yet
- Midas NFX Thermal AnalysisDocument15 pagesMidas NFX Thermal AnalysisGanesh MandpeNo ratings yet
- Lec16 PDFDocument17 pagesLec16 PDFAshutosh SinghNo ratings yet
- Quality Manual PDFDocument21 pagesQuality Manual PDFAshutosh SinghNo ratings yet
- Is 2473-1975 - Norma Furos de CentroDocument8 pagesIs 2473-1975 - Norma Furos de CentroEduardo Lopes100% (1)
- NSEZ Unit Details - 310516Document45 pagesNSEZ Unit Details - 310516Anonymous 9AnxnHaW3D0% (1)
- Coal India Sample Question Paper MT 2012Document9 pagesCoal India Sample Question Paper MT 2012Ashutosh SinghNo ratings yet
- GATE AnalysisDocument2 pagesGATE AnalysisAshutosh SinghNo ratings yet
- Gantt Chart Template STDFDocument1 pageGantt Chart Template STDFAshutosh SinghNo ratings yet
- Cahrc HR ManualDocument15 pagesCahrc HR ManualAce Thor YaheeNo ratings yet
- Coal India Sample Question Paper MT 2011Document10 pagesCoal India Sample Question Paper MT 2011Ashutosh SinghNo ratings yet
- Hardness Conversion ChartDocument10 pagesHardness Conversion ChartAshutosh SinghNo ratings yet
- JD FormatDocument4 pagesJD FormatAshutosh SinghNo ratings yet
- OEEDocument1 pageOEEAshutosh SinghNo ratings yet
- 10 0ProjectScorecard PDFDocument6 pages10 0ProjectScorecard PDFvesgacarlosNo ratings yet
- 10 0ProjectScorecard PDFDocument6 pages10 0ProjectScorecard PDFvesgacarlosNo ratings yet
- The Digestive System: by Seth and RobinDocument9 pagesThe Digestive System: by Seth and RobinAshutosh SinghNo ratings yet
- Choosing an Induction Hardening InstallationDocument9 pagesChoosing an Induction Hardening InstallationAshutosh SinghNo ratings yet
- To Date: 25.08.2014 HR Manager XXX: XXXXXXXXDocument1 pageTo Date: 25.08.2014 HR Manager XXX: XXXXXXXXAshutosh SinghNo ratings yet
- Life ProcessesDocument140 pagesLife ProcessesAshutosh SinghNo ratings yet