You might also like
- Honda FRC800 Tiller Owners ManualDocument68 pagesHonda FRC800 Tiller Owners Manualmszimm7100% (1)
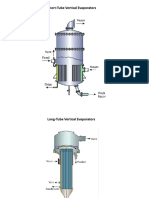
- EvaporatorsDocument9 pagesEvaporatorshiuNo ratings yet
- Ardisam TillerDocument40 pagesArdisam TillerMoses Dalton100% (1)
- Kenmore 385.17822 Sewing Machine Instruction ManualDocument135 pagesKenmore 385.17822 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Alpak Induction MotorsDocument38 pagesAlpak Induction Motorsd3xterNo ratings yet
- Whitepaper: Fire & Explosion ProtectionDocument10 pagesWhitepaper: Fire & Explosion ProtectionSrinivas PandaNo ratings yet
- Gengas Exp SuecaDocument344 pagesGengas Exp SuecaSebaNo ratings yet
- Design of Solar Water SplitterDocument108 pagesDesign of Solar Water SplitterGashaw MinayeNo ratings yet
- Spinacia Oleracea: SpinachDocument24 pagesSpinacia Oleracea: SpinachWaseem KhanNo ratings yet
- ChainsDocument52 pagesChainsShariq KhanNo ratings yet
- SEM-12093 Crucifer Disease Guide 072313Document51 pagesSEM-12093 Crucifer Disease Guide 072313Decebal ChituNo ratings yet
- Chapter 09 Vacuum ValvesDocument45 pagesChapter 09 Vacuum ValvesTututSlengeanTapiSopanNo ratings yet
- 7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010Document9 pages7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010starykltNo ratings yet
- GKMOSS Wood Boiler System BrochureDocument8 pagesGKMOSS Wood Boiler System BrochureJose Lorenzo Toral100% (1)
- Chilled BeamsDocument1 pageChilled BeamsrkibNo ratings yet
- Installation, Operation and Maintenance Manual: Type II Type IDocument36 pagesInstallation, Operation and Maintenance Manual: Type II Type ITorus EngenhariaNo ratings yet
- Central GeothermalDocument48 pagesCentral GeothermalНиколай ШипочкиNo ratings yet
- Majestic Outdoor Fireplace ManualDocument20 pagesMajestic Outdoor Fireplace Manualdenizen27No ratings yet
- Central Heating - Space For HeatDocument52 pagesCentral Heating - Space For HeatahmedaborashedNo ratings yet
- Gravity Sedimentation (Thickeners) -محولDocument14 pagesGravity Sedimentation (Thickeners) -محولمروان الشباليNo ratings yet
- Be Main Project 19 FinalDocument75 pagesBe Main Project 19 Finaljuned shaikhNo ratings yet
- Steam and Hot Water BoilerDocument29 pagesSteam and Hot Water Boilerraymart caluagNo ratings yet
- Deep Fat FryingDocument2 pagesDeep Fat FryingalinawidagdoNo ratings yet
- PelletDocument26 pagesPelletkoapNo ratings yet
- An Illustrated History of Cattle Feeding in AlbertaDocument215 pagesAn Illustrated History of Cattle Feeding in Albertamisteryo10No ratings yet
- Liquor PumpsDocument4 pagesLiquor Pumpsrogandatambunan100% (1)
- The Radiant Time Series Cooling Load Calculation Procedure PDFDocument14 pagesThe Radiant Time Series Cooling Load Calculation Procedure PDFdavid0775No ratings yet
- Manufacturing Process of Potato FlakesDocument5 pagesManufacturing Process of Potato FlakesandreaNo ratings yet
- Robitic WeldingDocument23 pagesRobitic Weldingkhaled osmanNo ratings yet
- Bucklin Buildings Offers Cost Effective and Efficient Grain StorageDocument5 pagesBucklin Buildings Offers Cost Effective and Efficient Grain StorageMeiyarasi reddyNo ratings yet
- Fundamentals of Induction HeatingDocument3 pagesFundamentals of Induction HeatingautomuthuNo ratings yet
- FM Global Property Loss Prevention Data Sheets: Wood Processing and Woodworking FacilitiesDocument33 pagesFM Global Property Loss Prevention Data Sheets: Wood Processing and Woodworking FacilitieshhNo ratings yet
- Anaerobic Methane Biodigester (Tulum Limpio EN)Document10 pagesAnaerobic Methane Biodigester (Tulum Limpio EN)Antonio Found100% (1)
- Unofficial Companion Guide To The Rocket OvenDocument20 pagesUnofficial Companion Guide To The Rocket OvenSUAGILI22No ratings yet
- Meat Processing Technology For Small - To Medium-Scale Producers PDFDocument470 pagesMeat Processing Technology For Small - To Medium-Scale Producers PDFJoseph Medina100% (1)
- Estimating Freezing Time For FoodsDocument6 pagesEstimating Freezing Time For Foodspaco23No ratings yet
- Pilot-Scale Pyrolysis of Scrap Tires in A Continuous Rotary Kiln ReactorDocument13 pagesPilot-Scale Pyrolysis of Scrap Tires in A Continuous Rotary Kiln ReactorAlexanderRodriguezGamboaNo ratings yet
- Kata Log 2011Document12 pagesKata Log 2011Erwin Bimo Leksono100% (1)
- B&G Hydronics Manual - How System Components Really WorkDocument36 pagesB&G Hydronics Manual - How System Components Really WorkrjcantwellNo ratings yet
- Covered Housing Systems: Feedlot Design and ConstructionDocument14 pagesCovered Housing Systems: Feedlot Design and ConstructionPortgas D AnneNo ratings yet
- Portable AutoclaveDocument7 pagesPortable AutoclaveLolongOmega Lomocso100% (1)
- Engineering Visit Report: ObjectiveDocument8 pagesEngineering Visit Report: ObjectiveSergio HernandezNo ratings yet
- The Ultimate Wood StoveDocument34 pagesThe Ultimate Wood StoveUmbisa Moses GwehonaNo ratings yet
- (Updated) Solar Dehydrator Project Report-1Document58 pages(Updated) Solar Dehydrator Project Report-1Rj Prudhvi RajNo ratings yet
- Vertical Shaft Brick KIln Technology VSBDocument53 pagesVertical Shaft Brick KIln Technology VSBDragos NojeaNo ratings yet
- Airiusfans BrochureDocument7 pagesAiriusfans Brochurecentauro64No ratings yet
- Elec Floor Heating HandbookDocument60 pagesElec Floor Heating HandbookNavanee KrishnanNo ratings yet
- Design and Performance Analysis of Water PDFDocument7 pagesDesign and Performance Analysis of Water PDFDiyar NezarNo ratings yet
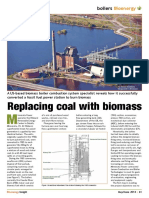
- Article From Coal To Biomass at MN PowerDocument3 pagesArticle From Coal To Biomass at MN PowerCory LukerNo ratings yet
- Hydronic Radiant-Floor HeatingDocument8 pagesHydronic Radiant-Floor Heatingkasandra01No ratings yet
- Growing The Potato Crop (PDFDrive)Document394 pagesGrowing The Potato Crop (PDFDrive)macaco logoNo ratings yet
- PF Furnace'12 PDFDocument4 pagesPF Furnace'12 PDFsen_subhasis_58No ratings yet
- StovesDocument5 pagesStovesElsa LaminNo ratings yet
- Pardo Seal ADocument154 pagesPardo Seal Abradu09No ratings yet
- #5 Chimneys: The Engine of The SystemDocument4 pages#5 Chimneys: The Engine of The Systemईशान्त शर्मा100% (1)
- Evaporative CoolingDocument68 pagesEvaporative Coolingshivas34regal100% (1)
- Greenhouse Technical Specifications PDFDocument10 pagesGreenhouse Technical Specifications PDFMahmoud Abd El-kareemNo ratings yet
- Boiler Heat Transfer Theory-02Document18 pagesBoiler Heat Transfer Theory-02Sai SwaroopNo ratings yet
- Block 3 Module 1Document8 pagesBlock 3 Module 1Sandra FerrellNo ratings yet
- Food Process Engineering Lab 3. BOILER OPERATIONDocument22 pagesFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiNo ratings yet
- Enerpower SeriesDocument1 pageEnerpower SeriesJuan Domingo OrlandiniNo ratings yet
- BA Generator PMG10 2 E PDFDocument30 pagesBA Generator PMG10 2 E PDFJuan Domingo OrlandiniNo ratings yet
- Datasheet FN2070 e 55Document4 pagesDatasheet FN2070 e 55Juan Domingo OrlandiniNo ratings yet
- Banco de CondensadoresDocument12 pagesBanco de CondensadoresJuan Domingo OrlandiniNo ratings yet
- Electro ValvulasDocument89 pagesElectro ValvulasJuan Domingo OrlandiniNo ratings yet
- SleevesDocument6 pagesSleevesJuan Domingo OrlandiniNo ratings yet
- Characteristics of Spent Coffee Ground As A Fuel and Combustion Test in A Small Boiler PDFDocument15 pagesCharacteristics of Spent Coffee Ground As A Fuel and Combustion Test in A Small Boiler PDFMJundiNo ratings yet
- Biomass Instal. ScottlandDocument47 pagesBiomass Instal. ScottlandCoevicNo ratings yet
- Biomass Energy PDFDocument20 pagesBiomass Energy PDFhugoj98No ratings yet
- Biomass Heating Project Model: Retscreen Is Available Free-Of-Charge atDocument8 pagesBiomass Heating Project Model: Retscreen Is Available Free-Of-Charge atMaria PapadopoulouNo ratings yet
- DP Clean Tech BrochureDocument16 pagesDP Clean Tech BrochurebhasinbNo ratings yet
- Biomass Boiler DesignDocument23 pagesBiomass Boiler DesignMatias Mancilla100% (1)
- Moldova Renewable Energy Promotion enDocument2 pagesMoldova Renewable Energy Promotion enSergiu xerxeNo ratings yet
- Bwe Boilers: Best Available TechnologyDocument16 pagesBwe Boilers: Best Available Technologydeepdaman18891No ratings yet
- For Biomass 2 LRDocument20 pagesFor Biomass 2 LRJuan Domingo OrlandiniNo ratings yet
- Research Study Diesel To BiomassDocument9 pagesResearch Study Diesel To BiomassDarrel MagnoNo ratings yet
- Biomass Sizing Tool WorkshopDocument109 pagesBiomass Sizing Tool WorkshopHartono PrayitnoNo ratings yet
- SAV Delta T Design GuideDocument40 pagesSAV Delta T Design GuideAlbertoNo ratings yet
- 10-01 European Wood Heating Technology SurveyDocument157 pages10-01 European Wood Heating Technology SurveySteve DarmonNo ratings yet
- CASE STUDY - Waste To Energy 4MWDocument2 pagesCASE STUDY - Waste To Energy 4MWAli BariNo ratings yet
- Thermal Storage Vessel Sizing: This Is A Free Article Provided byDocument18 pagesThermal Storage Vessel Sizing: This Is A Free Article Provided byMokrani JaberNo ratings yet
- Ashwell Biomass, A Pellet Boiler Installation CompanyDocument2 pagesAshwell Biomass, A Pellet Boiler Installation Companymkeven44No ratings yet
- A Novel Method Evaluating The Real-Life Performance of Firewood Roomheaters in EuropeDocument35 pagesA Novel Method Evaluating The Real-Life Performance of Firewood Roomheaters in EuropeJonatanNo ratings yet
- Boiler and Burners Directory: Industrial Fire Protection Changing The World ofDocument3 pagesBoiler and Burners Directory: Industrial Fire Protection Changing The World ofGeorge SheytanovNo ratings yet
- Biomass BoilersDocument57 pagesBiomass BoilersBinh NgoNo ratings yet
- Solar District Heating GuidlineDocument151 pagesSolar District Heating GuidlineFlorian_AngererNo ratings yet
- Proca: Risk Assessment For Bio Mass Wood Pellet BoilerDocument8 pagesProca: Risk Assessment For Bio Mass Wood Pellet BoilerNaveenkumar KuppanNo ratings yet
- KPI v0Document4 pagesKPI v0sersehNo ratings yet
- Biomass Boiler - Buyers GuideDocument7 pagesBiomass Boiler - Buyers GuideMathias LeonNo ratings yet
- An Overview of CFD Modelling of Small-Scale Fixed-Bed Biomass Pellet Boilers With Preliminary Results From A Simplified Approach - NORWAY - RAZVANDocument8 pagesAn Overview of CFD Modelling of Small-Scale Fixed-Bed Biomass Pellet Boilers With Preliminary Results From A Simplified Approach - NORWAY - RAZVANJoao MinhoNo ratings yet
- Chapter Three 3. Project Title (Case Study) Assessing The Advantage of Using Biomass As Fuel Over Furnace Oil To Produce Steam in BoilerDocument8 pagesChapter Three 3. Project Title (Case Study) Assessing The Advantage of Using Biomass As Fuel Over Furnace Oil To Produce Steam in BoileretayhailuNo ratings yet
- Biomass Heating SlidesDocument6 pagesBiomass Heating SlidesHimanshu1712No ratings yet
- Energy Technology Product List 2 July 2015 PDFDocument630 pagesEnergy Technology Product List 2 July 2015 PDFerwin ktaNo ratings yet
- Biomass Feasibility StudyDocument51 pagesBiomass Feasibility StudySalli MarindhaNo ratings yet
- Green Steam Supply ITC Munger Dairy DivisionDocument2 pagesGreen Steam Supply ITC Munger Dairy DivisionAyush TandonNo ratings yet
- Biomass Operations and Maintenance GuideDocument31 pagesBiomass Operations and Maintenance GuideCosmic GateNo ratings yet