You might also like
- Isuzu Trooper Workshop ManualDocument3,573 pagesIsuzu Trooper Workshop Manualvit otio89% (19)
- Lab Report Fluid Mixing (Compile)Document28 pagesLab Report Fluid Mixing (Compile)Nor Elina Ahmad100% (1)
- Solution - Bejan.Convection Heat Transfer - Third Edition PDFDocument280 pagesSolution - Bejan.Convection Heat Transfer - Third Edition PDFHugo Leonardo Leao91% (11)
- Bs-Iso 12241Document61 pagesBs-Iso 12241juninho7050% (2)
- Optimisation of Spray Drying ProcessDocument8 pagesOptimisation of Spray Drying ProcessKusal Kanushka SuraweeraNo ratings yet
- Spray Dryer ExperimentDocument17 pagesSpray Dryer Experimentdrami94100% (7)
- Spray Dryer ExperimentDocument17 pagesSpray Dryer Experimentthurgah100% (1)
- Design of Spray Dryer Used in Milk Industries - Process Equipment and DesignDocument27 pagesDesign of Spray Dryer Used in Milk Industries - Process Equipment and DesignKhalil KallangodanNo ratings yet
- Spray Dryer Design UPDATED3Document17 pagesSpray Dryer Design UPDATED3Isaiah Paul G. Sacramento100% (1)
- Heat and Mass Transfer in Spray Drying.Document188 pagesHeat and Mass Transfer in Spray Drying.Sorica Cristian100% (1)
- Spray Dryer DesignDocument38 pagesSpray Dryer DesignKamal Deshapriya96% (48)
- Cooling Tower Lab ReportDocument9 pagesCooling Tower Lab ReportDinesh Kumar Vijeyan100% (6)
- Discussion Tray DryerDocument3 pagesDiscussion Tray DryerIskandar ZulkarnainNo ratings yet
- Acetone DiffusionDocument15 pagesAcetone DiffusionArmaan Hussain40% (5)
- Fluidized Bed Dryer, Mass TransferDocument12 pagesFluidized Bed Dryer, Mass TransferSaswiny RitchieNo ratings yet
- Mini-Lab Investigating Gas LawsDocument2 pagesMini-Lab Investigating Gas Lawsapi-307565882No ratings yet
- Study of Spray DryingDocument18 pagesStudy of Spray DryingMahe Rukh100% (2)
- Tall Form Spray Dryer by RichiezDocument34 pagesTall Form Spray Dryer by RichiezRichard Obinna100% (1)
- Lab Report Spray DryerDocument4 pagesLab Report Spray DryerOh Hui XuanNo ratings yet
- Effects of Particle Size On DryingDocument4 pagesEffects of Particle Size On DryingAshley Perida50% (2)
- Spray Drier Lab ManualDocument11 pagesSpray Drier Lab ManualJay Wong100% (1)
- Spray DryingDocument48 pagesSpray DryingKantilal Narkhede100% (3)
- Spray DryerDocument30 pagesSpray Dryerrajesh kumar100% (1)
- Spray DryingDocument23 pagesSpray DryingclenglimNo ratings yet
- Spray DryingDocument13 pagesSpray Dryingraviralagiri02No ratings yet
- Tray DryerDocument16 pagesTray Dryermirdza94No ratings yet
- 328916782-Spray-Dryer-Design-UPDATED3 جدا جداDocument14 pages328916782-Spray-Dryer-Design-UPDATED3 جدا جداeidNo ratings yet
- Fluid MixingDocument36 pagesFluid MixingNurtasha Atikah100% (4)
- Lab 2 Full Report PDFDocument20 pagesLab 2 Full Report PDFmuhammad ilyas100% (1)
- Rising Film EvaporatorsDocument10 pagesRising Film EvaporatorsPelin Yazgan BirgiNo ratings yet
- Drying of Solids (Sand)Document15 pagesDrying of Solids (Sand)Mahe Rukh75% (4)
- Dryer CatalogueDocument4 pagesDryer Cataloguekumar100% (1)
- Spray Dryer DesignDocument12 pagesSpray Dryer Designashish24294100% (1)
- Tray Drying Report PDFDocument10 pagesTray Drying Report PDFJoson Chai100% (2)
- .Lab Report Tray DryerDocument22 pages.Lab Report Tray Dryernajwasyafiqah_1No ratings yet
- Tray Drying ExperimentDocument13 pagesTray Drying ExperimentSrinyanavel ஸ்ரீஞானவேல்75% (4)
- Single Effect Evaporator 2Document22 pagesSingle Effect Evaporator 2Shailesh Lohare100% (1)
- Spray Dryer PerryDocument5 pagesSpray Dryer PerryLucas LopesNo ratings yet
- 6877 DryingDocument53 pages6877 DryingSiri NalNo ratings yet
- RESULT Discussion Spray DryerDocument7 pagesRESULT Discussion Spray Dryersyazaismail100% (1)
- Lecture Note SprayDryerDocument25 pagesLecture Note SprayDryerRiki Biswas100% (3)
- Report On Multi Effect Evaporators (Part - 2)Document32 pagesReport On Multi Effect Evaporators (Part - 2)Utkarsh Jain33% (3)
- CPB 20104 Mass Transfer 2 UniKL MICET Experiment 1: Cooling TowerDocument20 pagesCPB 20104 Mass Transfer 2 UniKL MICET Experiment 1: Cooling TowerSiti Hajar Mohamed100% (6)
- Fluidization Post Laboratory ReportDocument25 pagesFluidization Post Laboratory ReportGail100% (1)
- Report Tray DryerDocument15 pagesReport Tray DryerSharing Caring75% (4)
- Apparatus, Procedure, Recommendation Tray DryerDocument4 pagesApparatus, Procedure, Recommendation Tray DryerillyzlNo ratings yet
- Cooling Tower LabDocument33 pagesCooling Tower Labkeckstand100% (2)
- MSG CrystallizerDocument22 pagesMSG CrystallizerRonel MendozaNo ratings yet
- Spray DryingDocument3 pagesSpray DryingDeepak ChachraNo ratings yet
- Sedimentation Studies ApparatusDocument30 pagesSedimentation Studies Apparatuskang1995No ratings yet
- Spray DryerDocument12 pagesSpray DryerFais Ziad Zainuddin100% (1)
- CHE504 - Lab Report On Distillation ColuDocument27 pagesCHE504 - Lab Report On Distillation ColuMuhammad Irfan MalikNo ratings yet
- Batch Reactor ExpDocument12 pagesBatch Reactor ExpJack AndreasNo ratings yet
- Report Tray DryerDocument21 pagesReport Tray DryeramirulNo ratings yet
- Single Effect EvaporatorDocument5 pagesSingle Effect Evaporatorprakashom01880% (5)
- Experiment 2 - Study of Packed Column DistillationDocument7 pagesExperiment 2 - Study of Packed Column DistillationAdawiyah Az-zahra100% (1)
- Spray TowerDocument10 pagesSpray TowerAkmal AimanNo ratings yet
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringFrom EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Hal 00895375Document12 pagesHal 00895375muyodi yahayaNo ratings yet
- Heat and Mass Transfer Study in The Spray Drying of Tomato JuiceDocument6 pagesHeat and Mass Transfer Study in The Spray Drying of Tomato Juicefatemeh afariNo ratings yet
- Theoretical and Experimental Analysis of Drying Various Geometrical Forms of Red PepperDocument5 pagesTheoretical and Experimental Analysis of Drying Various Geometrical Forms of Red PepperAnonymous 4SIk3AdnNo ratings yet
- Influence of Environmental Conditions On Drying Efficiency and Heat Pump Performance in Closed and Open Loop Drying of PaddyDocument15 pagesInfluence of Environmental Conditions On Drying Efficiency and Heat Pump Performance in Closed and Open Loop Drying of PaddyRackelyne UrbinoNo ratings yet
- Chemical EngineerDocument2 pagesChemical EngineersundharNo ratings yet
- HCL Treatment - DDPSDocument2 pagesHCL Treatment - DDPSsundharNo ratings yet
- The Source of The Vacancy) - I Have All The Experience and Expertise That You HaveDocument1 pageThe Source of The Vacancy) - I Have All The Experience and Expertise That You HavesundharNo ratings yet
- Day Supervisors (Ethylene) - 19/GG3608 (5 - 7 Yrs.) : Register and Apply Registered User ApplyDocument1 pageDay Supervisors (Ethylene) - 19/GG3608 (5 - 7 Yrs.) : Register and Apply Registered User ApplysundharNo ratings yet
- HCL ScrubberDocument2 pagesHCL Scrubbersundhar100% (2)
- Employment Newspaper Fourth Week of March 2019 PDFDocument32 pagesEmployment Newspaper Fourth Week of March 2019 PDFsundharNo ratings yet
- HCP 8c PDFDocument2 pagesHCP 8c PDFsundharNo ratings yet
- The Heat Capacity of Gaseous and Liquid Polychlorinated Biphenyls, Polychlorinated Dibenzo-N-Dioxins and DibenzofuransDocument9 pagesThe Heat Capacity of Gaseous and Liquid Polychlorinated Biphenyls, Polychlorinated Dibenzo-N-Dioxins and DibenzofuranssundharNo ratings yet
- What You Need To Know About Vinyl Chloride (VC)Document6 pagesWhat You Need To Know About Vinyl Chloride (VC)sundharNo ratings yet
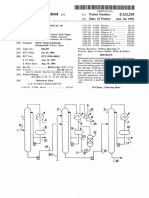
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Document7 pagesC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNo ratings yet
- Chloro PreneDocument98 pagesChloro PrenesundharNo ratings yet
- Antione Constants: For Each Compound, Enter Data in The Blue Columns. VP Will Be Calculated in Column JDocument8 pagesAntione Constants: For Each Compound, Enter Data in The Blue Columns. VP Will Be Calculated in Column JsundharNo ratings yet
- United States Patent (191 (111 4 060 460: Smalley Et Al. (45) Nov. 29, 1977Document5 pagesUnited States Patent (191 (111 4 060 460: Smalley Et Al. (45) Nov. 29, 1977sundharNo ratings yet
- Energy Efficiency Best Practices Handbook For SMEsDocument30 pagesEnergy Efficiency Best Practices Handbook For SMEssundharNo ratings yet
- SKO SpecificationDocument1 pageSKO SpecificationsundharNo ratings yet
- Chemical Engineering 12th Feb 2017 180 100: Question Paper Name: Subject Name: Duration: Total MarksDocument22 pagesChemical Engineering 12th Feb 2017 180 100: Question Paper Name: Subject Name: Duration: Total MarkssundharNo ratings yet
- Introduction To MetrologyDocument55 pagesIntroduction To MetrologyVishnuPSVichuNo ratings yet
- Paramagnetism: Physics Dep., University College CorkDocument6 pagesParamagnetism: Physics Dep., University College Corkazzam almosaNo ratings yet
- AASHTO T-250 Thermoplastic Traffic Line Material - Test MethodsDocument13 pagesAASHTO T-250 Thermoplastic Traffic Line Material - Test MethodsAn Trang100% (3)
- SC RE Chap5-GasesDocument49 pagesSC RE Chap5-Gasesweldsv0% (1)
- Practical Thermal Design of Shell-And-Tube Heat ExchangersDocument243 pagesPractical Thermal Design of Shell-And-Tube Heat Exchangerswasp14989100% (11)
- Punto de Congelación Catálogo EngDocument1 pagePunto de Congelación Catálogo EngJorge EpbNo ratings yet
- Modular&Packaged Air Cooled Water Chiller: Shandong Vicot Air Conditioning Co.,LtdDocument20 pagesModular&Packaged Air Cooled Water Chiller: Shandong Vicot Air Conditioning Co.,LtdLeman SihotangNo ratings yet
- Technical Guide York PDFDocument104 pagesTechnical Guide York PDFGladilu Dira100% (1)
- Engineering Data Book: Specifications 2Document21 pagesEngineering Data Book: Specifications 2cronnin20044967No ratings yet
- Emsd - Gov.hk-Application Guide To Variable Speed Drives VSD PDFDocument7 pagesEmsd - Gov.hk-Application Guide To Variable Speed Drives VSD PDFVinit JoryNo ratings yet
- GDL Handout 15 Cooling Load CalculationsDocument11 pagesGDL Handout 15 Cooling Load CalculationsPiet100% (3)
- Cooling Load Calculation: (Aircon Lab)Document24 pagesCooling Load Calculation: (Aircon Lab)matthew ocampoNo ratings yet
- Magnetic Work and Adiabatic CoolingDocument17 pagesMagnetic Work and Adiabatic CoolingsNo ratings yet
- A Summary of Thermodynamic FundamentalsDocument11 pagesA Summary of Thermodynamic Fundamentalslockas222No ratings yet
- Kinetic Molecular TheoryDocument25 pagesKinetic Molecular Theoryroseanneflorete100% (1)
- MitDocument361 pagesMitrsiddharth2008No ratings yet
- OMS Documento Técnico de Mapeo de TemeraturasDocument28 pagesOMS Documento Técnico de Mapeo de Temeraturasgbra80No ratings yet
- Module 7: Activity No. 3: Q KJ Min T T COPDocument4 pagesModule 7: Activity No. 3: Q KJ Min T T COPLeyzer MalumayNo ratings yet
- BY-CY Series PDFDocument36 pagesBY-CY Series PDFAnwar Syed0% (1)
- Speed of Sound: LabquestDocument3 pagesSpeed of Sound: LabquestMary Rose BantogNo ratings yet
- AC Star Rating 1.5 Ton June 23 2009Document3 pagesAC Star Rating 1.5 Ton June 23 2009Harpal ParmarNo ratings yet
- Pump Performance MonitoringDocument3 pagesPump Performance MonitoringSteven A McMurrayNo ratings yet
- Caldon LEFM 200 Modbus User ManualDocument46 pagesCaldon LEFM 200 Modbus User ManualMauro BolpatoNo ratings yet
- Heatcraft Engineering ManualDocument44 pagesHeatcraft Engineering ManualAbdiel Martínez100% (2)
- What Is Solar Air ConditionerDocument7 pagesWhat Is Solar Air ConditionerSurendra VermaNo ratings yet
- Air PressureDocument21 pagesAir PressureNoredah JamiaanNo ratings yet