You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Decoction MashingDocument4 pagesDecoction MashingBaldev SinghNo ratings yet
- 3.3 Hole CleaningDocument28 pages3.3 Hole CleaningRasya RefanNo ratings yet
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
- Cennini The Use of GlairDocument4 pagesCennini The Use of GlairAnonymous Y2qwEuA100% (2)
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- Coke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceDocument13 pagesCoke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceINDRAJIT SAO0% (1)
- AOAC Official Method 942.06 Alcohol by Volume in Distilled Liquors Pycnometer Method PDFDocument1 pageAOAC Official Method 942.06 Alcohol by Volume in Distilled Liquors Pycnometer Method PDFGabrielaPilar50% (2)
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNo ratings yet
- Tỷ số air-fuel lý tưởng (14.7)Document9 pagesTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNo ratings yet
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNo ratings yet
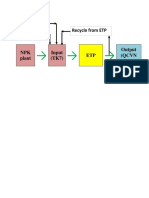
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNo ratings yet
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNo ratings yet
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhNo ratings yet
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocument7 pagesE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhNo ratings yet
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhNo ratings yet
- Application of Excel in Psychrometric AnalysisDocument20 pagesApplication of Excel in Psychrometric AnalysisVinh Do ThanhNo ratings yet
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNo ratings yet
- MCCM 69 3 s192-197 KrauseDocument6 pagesMCCM 69 3 s192-197 KrauseVinh Do ThanhNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNo ratings yet
- 8D Problem Solving Worksheet: AQDEF.406Document8 pages8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhNo ratings yet
- CHAP 1 Yellow Book PharchemDocument9 pagesCHAP 1 Yellow Book PharchemFaye CortezNo ratings yet
- Form 1 Science Chapter 5 Part 1Document21 pagesForm 1 Science Chapter 5 Part 1qq235100% (1)
- MSDS 41025Document2 pagesMSDS 41025EliasNo ratings yet
- VWR Ultrasonic CleanerDocument28 pagesVWR Ultrasonic CleanerFrancisco LópezNo ratings yet
- Metals 10 00218 PDFDocument11 pagesMetals 10 00218 PDFVysakh VasudevanNo ratings yet
- Img 0003Document3 pagesImg 0003Ashish SharmaNo ratings yet
- Ingredient For Anti-Pollution PDFDocument131 pagesIngredient For Anti-Pollution PDFAkash SharmaNo ratings yet
- Worksheet No. 14 - HLB Value-1Document3 pagesWorksheet No. 14 - HLB Value-1CRISANTO JR. MABANTANo ratings yet
- 312349en GDocument22 pages312349en GAF VMNo ratings yet
- CBLM Oap Detailed CBLMDocument37 pagesCBLM Oap Detailed CBLMReynole DulaganNo ratings yet
- 1 s2.0 S0379073823002256 MainDocument10 pages1 s2.0 S0379073823002256 MainRodeo CrabNo ratings yet
- Thermo Cond ManualDocument11 pagesThermo Cond ManualJashon BatchNo ratings yet
- O M Study Guide AnswerkeyDocument2 pagesO M Study Guide Answerkeyapi-237676607No ratings yet
- Air Cooled Condensing Units - C, D & E Line - CopelamticDocument20 pagesAir Cooled Condensing Units - C, D & E Line - CopelamticHumaid ShaikhNo ratings yet
- Trilliumflow Brochure - Formerly Weir GlobalDocument7 pagesTrilliumflow Brochure - Formerly Weir GlobalAndry HermawanNo ratings yet
- Agricultural DevelopmentDocument14 pagesAgricultural DevelopmentSyeda Tooba KazmiNo ratings yet
- Elongation Requirements For RebarDocument13 pagesElongation Requirements For RebarKhairil Fajri IndragaNo ratings yet
- Tubing Inspection Technique SelectionDocument1 pageTubing Inspection Technique SelectionDiki yunikaNo ratings yet
- Izvještaj o StijenamaDocument80 pagesIzvještaj o StijenamaAnelNo ratings yet
- Dubai CentreDocument20 pagesDubai CentreArbi811No ratings yet
- Formation of Soap Foaming Capacity of SoapDocument17 pagesFormation of Soap Foaming Capacity of SoapRay KumarNo ratings yet
- Journal of Drug Delivery and Therapeutics: Role of Naturally Isolated Pear Starch On The Bioavailability of FamotidineDocument6 pagesJournal of Drug Delivery and Therapeutics: Role of Naturally Isolated Pear Starch On The Bioavailability of FamotidineyunitaknNo ratings yet
- NMR QuizDocument5 pagesNMR QuizAsrina RoslanNo ratings yet
- Ion Exchange Chromatography SeminarDocument17 pagesIon Exchange Chromatography SeminarRahul YadavNo ratings yet
- Loperamide MHRADocument29 pagesLoperamide MHRAimakantisNo ratings yet