You might also like
- Wittig PDFDocument38 pagesWittig PDFProf YoupaNo ratings yet
- BAUER Ductile PilesDocument8 pagesBAUER Ductile PilesRui TerrasNo ratings yet
- Dsi Usa Dywi-Drill Instruction Us 01Document32 pagesDsi Usa Dywi-Drill Instruction Us 01suvraNo ratings yet
- DSI DYWIDAG Z 34.11 225 Permanent Bar Anchors enDocument20 pagesDSI DYWIDAG Z 34.11 225 Permanent Bar Anchors enjeff_56No ratings yet
- 10 37 00 1110 NS 1 A4 WatermarkedDocument7 pages10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Global Manuf of FRP Rebar 2017Document13 pagesGlobal Manuf of FRP Rebar 2017Gabriel N GonzalezNo ratings yet
- XRVS 1000 1550 Plus CD Leaflet USA PDFDocument4 pagesXRVS 1000 1550 Plus CD Leaflet USA PDFGuptaNo ratings yet
- Bauer Review - 42 - en PDFDocument44 pagesBauer Review - 42 - en PDFDudee Daryan100% (1)
- Probe WassaraDocument2 pagesProbe WassaraY.EbadiNo ratings yet
- Installation of Megabolts As Primary SupportsDocument20 pagesInstallation of Megabolts As Primary SupportsJhan CabelloNo ratings yet
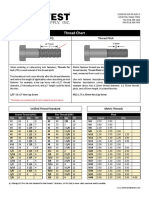
- Unc Unf Metric Thread Chart Northwest FastenerDocument1 pageUnc Unf Metric Thread Chart Northwest FastenerthailanNo ratings yet
- 11X5kDoubleRamBOPManual-ShafferType 20220630183343.148 XDocument29 pages11X5kDoubleRamBOPManual-ShafferType 20220630183343.148 XJuan Felipe Garza GNo ratings yet
- Jib CranesDocument12 pagesJib CranesGloria RomicNo ratings yet
- Stacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureDocument27 pagesStacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureKeshav Pujeri100% (1)
- 2mm Vs 8mm Charpy Striker Edge RadiusDocument26 pages2mm Vs 8mm Charpy Striker Edge RadiusErick EaxNo ratings yet
- Titan Micros Jan2009Document16 pagesTitan Micros Jan2009Anonymous Q7ELJ5TNo ratings yet
- Casing Data SheetDocument43 pagesCasing Data SheetAbdelfatteh MKAOUAR100% (1)
- Rotary Drilling Products Raise Bore PDFDocument3 pagesRotary Drilling Products Raise Bore PDFIng del PeleNo ratings yet
- Admix Load CellDocument6 pagesAdmix Load Cellmanil_5No ratings yet
- Aisi 4140Document3 pagesAisi 4140BayuPrasetyaPutraNo ratings yet
- Hydril Blowout Preventers Ram AssembliesDocument2 pagesHydril Blowout Preventers Ram AssembliesJIN WANGNo ratings yet
- JFE CasingDocument40 pagesJFE CasingezrawongNo ratings yet
- 3.0 Foam Drilling: 3.1 Make Up 3.2 Generation 3.3 Disposal 3.4 Drilling Practices 3.5 ProblemsDocument16 pages3.0 Foam Drilling: 3.1 Make Up 3.2 Generation 3.3 Disposal 3.4 Drilling Practices 3.5 ProblemsShahin KhanNo ratings yet
- Sucker Rod Pump and Accessories-Huaming EnergyDocument9 pagesSucker Rod Pump and Accessories-Huaming EnergyKevin XuNo ratings yet
- Cameron - DL-Annular BopDocument1 pageCameron - DL-Annular BopAnonymous 48jYxR1CNo ratings yet
- TorqueDocument2 pagesTorquestaedtlerpNo ratings yet
- Nuts and Washers DetailsDocument0 pagesNuts and Washers DetailsfastenersworldNo ratings yet
- S 003 Coiled Tubing TowerDocument2 pagesS 003 Coiled Tubing TowerAkhil JoseNo ratings yet
- Manual Do BOP IEDocument18 pagesManual Do BOP IEandre vidalNo ratings yet
- Mobile Cylinder Div.: Quick Reference GuideDocument242 pagesMobile Cylinder Div.: Quick Reference GuideDiego PacheNo ratings yet
- Wire Rope (Trawl Rope) - Galvanized, Bright, Stainless, IWRC, Fillerwire & RDocument6 pagesWire Rope (Trawl Rope) - Galvanized, Bright, Stainless, IWRC, Fillerwire & RralishNo ratings yet
- Hydril Blowout Preventers Ram Seal KitsDocument1 pageHydril Blowout Preventers Ram Seal KitsJIN WANGNo ratings yet
- Manufacturing Procedure For Coil MILLDocument40 pagesManufacturing Procedure For Coil MILLVishal Hirde100% (1)
- Weatherford: Drill Pipe SpecificationsDocument1 pageWeatherford: Drill Pipe SpecificationsEduardo GuajardoNo ratings yet
- 2015 European Product Applications To Field Drilling AppsDocument11 pages2015 European Product Applications To Field Drilling AppsPeter LeanoNo ratings yet
- Cup Type TesterDocument1 pageCup Type TesterJohnsNo ratings yet
- ABB CatalogueDocument6 pagesABB CatalogueNavneet SinghNo ratings yet
- Armador Bored Piling Tools 2010 PDFDocument30 pagesArmador Bored Piling Tools 2010 PDFjovanangelssNo ratings yet
- Borehole (Slurry) Mining of Coal, Uraniferous Sandstone, Oil Sands, and Phosphate OreDocument44 pagesBorehole (Slurry) Mining of Coal, Uraniferous Sandstone, Oil Sands, and Phosphate OreB1No ratings yet
- Swing Check Valve (DN350) Meson 305072 PDFDocument1 pageSwing Check Valve (DN350) Meson 305072 PDFKunal KapoorNo ratings yet
- Quick UnionsDocument1 pageQuick UnionsRefisal BonnetNo ratings yet
- Rig SpecificationsDocument5 pagesRig SpecificationsNova ArifienNo ratings yet
- Control Bop Ideal-NovDocument25 pagesControl Bop Ideal-NovpabloNo ratings yet
- GeoDocument5 pagesGeoRizal AdyNo ratings yet
- Wire Rope PDFDocument31 pagesWire Rope PDFMuhammad Zefrian SyahputraNo ratings yet
- Bolt CapacityDocument2 pagesBolt CapacityMoonzeNo ratings yet
- Your Complete Raise Boring Solutions PDFDocument6 pagesYour Complete Raise Boring Solutions PDFIng del PeleNo ratings yet
- IHC Hydrohammer Gold Training Rev1-2Document37 pagesIHC Hydrohammer Gold Training Rev1-2Ehab Gamal Eldin Barakat100% (1)
- S Speed Loc ClampsDocument3 pagesS Speed Loc ClampsAdrian PetrascuNo ratings yet
- Swell Packer UpdateDocument26 pagesSwell Packer UpdateLinNo ratings yet
- Drilling MC ManualDocument3 pagesDrilling MC ManualKS Rajawat100% (1)
- MR86L - Drilling MontageDocument1 pageMR86L - Drilling MontageGabriel PlazasNo ratings yet
- Hague Fasteners Studbolt Size Table For FlangesDocument1 pageHague Fasteners Studbolt Size Table For Flangesn1ghtfallNo ratings yet
- TUBACEX Power Generation 10Document12 pagesTUBACEX Power Generation 10walitedisonNo ratings yet
- SH 3405-96Document11 pagesSH 3405-96Iveel PurevdorjNo ratings yet
- Steel Wire, Music Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Music Spring Quality: Standard Specification ForJosé Ramón Gutierrez100% (1)
- Seamless Copper Water Tube (Metric) : Standard Specification ForDocument7 pagesSeamless Copper Water Tube (Metric) : Standard Specification ForCarlos VegaNo ratings yet
- Pipe Schedule-Thickness Chart PDFDocument3 pagesPipe Schedule-Thickness Chart PDFSozhanSureshkumar86% (7)
- Bondstrand 2400 SeriesDocument20 pagesBondstrand 2400 SeriesTommytoo BernalNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Semi Rig Capability Parameter List PDFDocument2 pagesSemi Rig Capability Parameter List PDFyapsguanNo ratings yet
- Dalian Developer WebDocument6 pagesDalian Developer WebyapsguanNo ratings yet
- CostManagementBook Excerpt 3Document0 pagesCostManagementBook Excerpt 3yapsguanNo ratings yet
- Norsok Z-002-DP (Norwegian Coding System)Document38 pagesNorsok Z-002-DP (Norwegian Coding System)vcilibertiNo ratings yet
- OSAP User's GuideDocument218 pagesOSAP User's GuideyapsguanNo ratings yet
- Vibration MeasurementDocument42 pagesVibration MeasurementChockkalingam Subramanian100% (2)
- Estimation of Shipmotions Using Closed-Form Expressions: Jørgen Juncher Jensen, Alaa E. Mansour, Anders SmærupolsenDocument25 pagesEstimation of Shipmotions Using Closed-Form Expressions: Jørgen Juncher Jensen, Alaa E. Mansour, Anders SmærupolsenyapsguanNo ratings yet
- 3D Functional Tolerancing and Annotation PDFDocument154 pages3D Functional Tolerancing and Annotation PDFLuis Angel GonzálezNo ratings yet
- SPCDocument19 pagesSPCAmandeep SinghNo ratings yet
- Coupling Adapter Marca Tschan Tipo Nor MexDocument18 pagesCoupling Adapter Marca Tschan Tipo Nor MexhectorNo ratings yet
- Schindler 3300 AP Planning Data MRL: RemarksDocument4 pagesSchindler 3300 AP Planning Data MRL: RemarksLong PhungNo ratings yet
- Design and Drafting StandardsDocument25 pagesDesign and Drafting StandardsSrinath Sai100% (1)
- Course SyllabimechDocument144 pagesCourse SyllabimechJoshua ClarkNo ratings yet
- Steel Sheet PilesDocument6 pagesSteel Sheet PilesavckumaraNo ratings yet
- ASTM B88-2003 Copper TubingDocument7 pagesASTM B88-2003 Copper TubingSagar KadamNo ratings yet
- En Fahrzeug 06Document72 pagesEn Fahrzeug 06jigmasterNo ratings yet
- Types of Fits - Clearance Fit, Transition Fit, Interference Fit (PDF)Document8 pagesTypes of Fits - Clearance Fit, Transition Fit, Interference Fit (PDF)RanendraRoyNo ratings yet
- Astm A 521Document10 pagesAstm A 521Mohammad SahmoudNo ratings yet
- Construction Quality RequirementsDocument20 pagesConstruction Quality RequirementsTAHER AMMAR100% (2)
- Metrics For MechanicsDocument63 pagesMetrics For MechanicsAntónio FernandesNo ratings yet
- Liebherr Slewing Bearings Product Catalogue en Imperial WebDocument158 pagesLiebherr Slewing Bearings Product Catalogue en Imperial WebHà LầuNo ratings yet
- CMT 2011 Catalogue EngDocument299 pagesCMT 2011 Catalogue EngВладимирКовалевскийNo ratings yet
- Indian Standard Carbon Steel Billets, Blooms, Slabs Bars For Forgings - Specu3Catio'N (Fifih Revision)Document13 pagesIndian Standard Carbon Steel Billets, Blooms, Slabs Bars For Forgings - Specu3Catio'N (Fifih Revision)jbt1311No ratings yet
- BR3 001 - Rex 2000,3000,5000,9000 Series Roller BearDocument5 pagesBR3 001 - Rex 2000,3000,5000,9000 Series Roller BearRodrigo Jechéla BarriosNo ratings yet
- Iso11922 1 1997Document17 pagesIso11922 1 1997Ayman S. Ashour0% (1)
- BS497-1 1976Document17 pagesBS497-1 1976researchtemp3100% (2)
- 10Document14 pages10radiobrunoNo ratings yet
- Sliding Pr-26 Profilco: JANUARY - 2006Document47 pagesSliding Pr-26 Profilco: JANUARY - 2006ОлегNo ratings yet
- Is 1444 1989 PDFDocument11 pagesIs 1444 1989 PDFDipak BudhaNo ratings yet
- Dry Dial Single Jet Water Meter: Application Main CharacteristicsDocument4 pagesDry Dial Single Jet Water Meter: Application Main CharacteristicsDavid NeiraNo ratings yet
- Japanese Quality InnovatorsDocument3 pagesJapanese Quality InnovatorsJennifer SamaniegoNo ratings yet
- GD & T Stack Up Analysis PDFDocument12 pagesGD & T Stack Up Analysis PDFANILNo ratings yet
- SPC 10001Document16 pagesSPC 10001Deepa DhilipNo ratings yet
- Is 613 - 1984 Specifications of Copper & Bars For Electrical PurposeDocument24 pagesIs 613 - 1984 Specifications of Copper & Bars For Electrical Purposepranab_ghosh4500100% (5)
- l19146 Xa02uen E1 CombinedDocument41 pagesl19146 Xa02uen E1 CombinedErik HansonNo ratings yet
- Process Capability Analysis Made Simple ThroughDocument11 pagesProcess Capability Analysis Made Simple ThroughMitulNo ratings yet
- Iso Plain BearingsDocument6 pagesIso Plain BearingsJinto A JNo ratings yet