You might also like
- Dimension Transport Skid For 13 58 BOPDocument2 pagesDimension Transport Skid For 13 58 BOPAdhie WaelacxhNo ratings yet
- Case Study VR Lubricator ToolDocument2 pagesCase Study VR Lubricator ToolVictorNo ratings yet
- RB T 100 en 905 730 2Document4 pagesRB T 100 en 905 730 2Poro ChanNo ratings yet
- Engineering Services Shear Study Finds Drill Pipe Challenges BOP CapabilitiesDocument16 pagesEngineering Services Shear Study Finds Drill Pipe Challenges BOP CapabilitiesJosé Luis Párraga QuispeNo ratings yet
- Temporary Liquid Mud PlantDocument117 pagesTemporary Liquid Mud PlantAhmedNo ratings yet
- NOV Anson - M95 Plug ValvesDocument23 pagesNOV Anson - M95 Plug ValvesRafael Perez100% (1)
- Specifications: Section 1 - Mast Raise CylindersDocument1 pageSpecifications: Section 1 - Mast Raise CylindersNelsonParedesNo ratings yet
- Operating Instructions: User Manual No.: T4854-Z-Ma-001, Rev. 0 Equipment: Hydraracker X-Y 1 of 89Document89 pagesOperating Instructions: User Manual No.: T4854-Z-Ma-001, Rev. 0 Equipment: Hydraracker X-Y 1 of 89ayhamNo ratings yet
- DominatorDocument4 pagesDominatorPeter AllisonNo ratings yet
- Wellsite Gas Watch - Wireless Portable Monitor 100Document50 pagesWellsite Gas Watch - Wireless Portable Monitor 100YoshizatoNo ratings yet
- AgitatorsDocument1 pageAgitatorsanhlhNo ratings yet
- The IADC Roller Bit Classification SystemDocument18 pagesThe IADC Roller Bit Classification SystemDavid KlinkenbergNo ratings yet
- George E. Failing Company's SPEED STAR 185K Drilling RigDocument2 pagesGeorge E. Failing Company's SPEED STAR 185K Drilling RigCarlos Galvez100% (1)
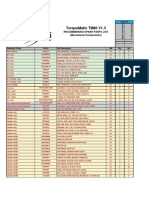
- TM80 V1.3 Recommended Spare Parts ListDocument2 pagesTM80 V1.3 Recommended Spare Parts ListAlejandra Noguera GiraldoNo ratings yet
- Saudi Aramco CT Standards 2014-3.2Document182 pagesSaudi Aramco CT Standards 2014-3.2Ahmad Taher100% (1)
- Drilling Equipment and Hand Tools (Revised)Document72 pagesDrilling Equipment and Hand Tools (Revised)Wai HtutNo ratings yet
- EnidineDocument88 pagesEnidineapi-26356646No ratings yet
- Drilling Engineering Calculations Archives - Drilling Formulas and Drilling CalculationsDocument8 pagesDrilling Engineering Calculations Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Top DriveDocument6 pagesTop DriveRenny Gracezifa BandasoNo ratings yet
- TD MPI Inspection StandardDocument97 pagesTD MPI Inspection StandardMohamed BadranNo ratings yet
- Parts & Service Manual WTD-00550Document1 pageParts & Service Manual WTD-00550Marcos UlissesNo ratings yet
- SD-DD - BHA and Drillstring - Standard Components PDFDocument4 pagesSD-DD - BHA and Drillstring - Standard Components PDFНик ЕлисееваNo ratings yet
- Dsi Usa Dywi-Drill Instruction Us 01Document32 pagesDsi Usa Dywi-Drill Instruction Us 01suvraNo ratings yet
- Diamond Driller'S Guide To Reaming ShellsDocument9 pagesDiamond Driller'S Guide To Reaming ShellsNelson de la RosaNo ratings yet
- Casing Advancements 2014Document62 pagesCasing Advancements 2014Elgi Zacky ZachryNo ratings yet
- Lesson 4 Air, Gas, Mist DrillingDocument82 pagesLesson 4 Air, Gas, Mist DrillingSerkan CenberlitasNo ratings yet
- 1.8.1.1.11.2.3 Titan C Service Manual (NEW)Document70 pages1.8.1.1.11.2.3 Titan C Service Manual (NEW)WayneNo ratings yet
- Wittig PDFDocument38 pagesWittig PDFProf YoupaNo ratings yet
- 2012 PetroSkills Exploration&Production Training GuideDocument92 pages2012 PetroSkills Exploration&Production Training Guidepetro_man448444No ratings yet
- Data Sheet Brake MalacateDocument10 pagesData Sheet Brake MalacateAnonymous ciu3QEjuS100% (1)
- Elgin Separation Solutions Kemtron-Mud Tank 33Ft: Ltr. CapacityDocument2 pagesElgin Separation Solutions Kemtron-Mud Tank 33Ft: Ltr. CapacitytrunsinNo ratings yet
- Roller Cone Design ApplicationDocument60 pagesRoller Cone Design Applicationamin peyvandNo ratings yet
- CDSEZ RC2.23mtr AustraliaDocument33 pagesCDSEZ RC2.23mtr AustraliaElgi Zacky ZachryNo ratings yet
- 50 20 PDFDocument68 pages50 20 PDFLuis Eduardo Albarracin RugelesNo ratings yet
- JPT November 2023Document108 pagesJPT November 2023Yovaraj KarunakaranNo ratings yet
- PTC VR Lubricator Tool: Safest & Most Versatile for Wellhead InterventionDocument2 pagesPTC VR Lubricator Tool: Safest & Most Versatile for Wellhead InterventionChrisNo ratings yet
- Shear Ram Capabilities StudyDocument61 pagesShear Ram Capabilities StudyAnshul JainNo ratings yet
- 2015 European Product Applications To Field Drilling AppsDocument11 pages2015 European Product Applications To Field Drilling AppsPeter LeanoNo ratings yet
- Pre-Read Well Control CourseDocument20 pagesPre-Read Well Control CourseWilliamNo ratings yet
- Top HoleDocument2 pagesTop HoleArdalan FezziNo ratings yet
- TDS 9 SpecificationsDocument3 pagesTDS 9 SpecificationsKhaled El-FaramawyNo ratings yet
- Torq-Matic Automated Floor Wrench: Preventive Maintenance Guide (Model TM120-110/125)Document1 pageTorq-Matic Automated Floor Wrench: Preventive Maintenance Guide (Model TM120-110/125)Alejandra Noguera GiraldoNo ratings yet
- TM 80 Daily and Weekly Inspection and Maintenance TasksDocument25 pagesTM 80 Daily and Weekly Inspection and Maintenance TasksAlejandra Noguera GiraldoNo ratings yet
- BOP Chamber Volume & Dimensions: No Equipment Size & Rating Manufacture TypeDocument14 pagesBOP Chamber Volume & Dimensions: No Equipment Size & Rating Manufacture TypeBoedi SyafiqNo ratings yet
- Downhole Instrumentation Qualification RPDocument4 pagesDownhole Instrumentation Qualification RPabinadi1230% (1)
- Chapter 09 Air and Gas DrillingDocument55 pagesChapter 09 Air and Gas DrillingAbrar HassanNo ratings yet
- Coiled Tubing Unit Operations and EquipmentDocument90 pagesCoiled Tubing Unit Operations and EquipmentArdita S IrwanNo ratings yet
- Rig Crew TM Maintenance Training RevisedDocument10 pagesRig Crew TM Maintenance Training RevisedAlejandra Noguera GiraldoNo ratings yet
- Spec Top DriveDocument85 pagesSpec Top DriveahnafNo ratings yet
- 4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Document1 page4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Ahmed Elwany100% (1)
- 3.2 Pipe Handling Equip General ArrangementDocument101 pages3.2 Pipe Handling Equip General Arrangementdanielra85No ratings yet
- 03 - Functions of Drilling Fluids BMS 2013Document27 pages03 - Functions of Drilling Fluids BMS 2013Slim.BNo ratings yet
- SDP Services Limited: MT-102-HP Trailer-Mounted Fracturing Blender UnitDocument126 pagesSDP Services Limited: MT-102-HP Trailer-Mounted Fracturing Blender UnitAklesh kumarNo ratings yet
- IADC Safety Alert Mud Pumps GDDocument1 pageIADC Safety Alert Mud Pumps GDlucas ronaldo coronel mendozaNo ratings yet
- Bop Es406 15K WeatherfordDocument53 pagesBop Es406 15K WeatherfordWill CastellanosNo ratings yet
- TMK Up™: Field ManualDocument84 pagesTMK Up™: Field Manualcorsini999No ratings yet
- Foam Chamber Model F PDFDocument6 pagesFoam Chamber Model F PDFDylan RamasamyNo ratings yet
- Foam Chamber Model FC PDFDocument6 pagesFoam Chamber Model FC PDFFadhila Ahmad AnindriaNo ratings yet
- BJ SqueezecementingDocument77 pagesBJ SqueezecementingAbdullahAliNo ratings yet
- Gladiator: MID-RANGE 500, 750, 1000 OR 1250 GPM Foam/Water NozzleDocument2 pagesGladiator: MID-RANGE 500, 750, 1000 OR 1250 GPM Foam/Water NozzleJavier Hinojosa Garrido LeccaNo ratings yet
- Unit 2 58Document63 pagesUnit 2 58Suresh Babu DNo ratings yet
- عقلةDocument2 pagesعقلةShahin KhanNo ratings yet
- Paper Sat SteamDocument10 pagesPaper Sat SteamShahin KhanNo ratings yet
- The World Bank: Document ofDocument63 pagesThe World Bank: Document ofShahin KhanNo ratings yet
- Dall Integrating 2017 PDFDocument150 pagesDall Integrating 2017 PDFrpr013279No ratings yet
- Frac Acidizing TechniquesDocument30 pagesFrac Acidizing TechniquesShahin KhanNo ratings yet
- The World Bank: Document ofDocument63 pagesThe World Bank: Document ofShahin KhanNo ratings yet
- Unit 2 58Document63 pagesUnit 2 58Suresh Babu DNo ratings yet
- Fracture Acidizing: Mechanisms, Design Considerations, and Conductivity EnhancementDocument21 pagesFracture Acidizing: Mechanisms, Design Considerations, and Conductivity EnhancementShahin KhanNo ratings yet
- The World Bank: Document ofDocument63 pagesThe World Bank: Document ofShahin KhanNo ratings yet
- ProposalDocument1 pageProposalShahin KhanNo ratings yet
- Lecture 8 Sampaling of Mine AirDocument9 pagesLecture 8 Sampaling of Mine AirDennise ShughniNo ratings yet
- Combined Cycle Systems for UtilitiesDocument22 pagesCombined Cycle Systems for UtilitiesAli Bari100% (1)
- Project Document For WP (Part 2)Document2 pagesProject Document For WP (Part 2)Shahin KhanNo ratings yet
- Gasified Liquids (1-50)Document50 pagesGasified Liquids (1-50)Shahin KhanNo ratings yet
- ESP DesignDocument28 pagesESP DesignShahin KhanNo ratings yet
- 2.0 Air Drilling: 2.1 Hole Cleaning 2.2 Equipment 2.3 Drilling Practices 2.4 Problems 2.5 Gas Type 2.6 Mist DrillingDocument33 pages2.0 Air Drilling: 2.1 Hole Cleaning 2.2 Equipment 2.3 Drilling Practices 2.4 Problems 2.5 Gas Type 2.6 Mist DrillingShahin Khan100% (1)
- Drilling Fluids Guide: Functions, Rheology, Testing & OptimizationDocument2 pagesDrilling Fluids Guide: Functions, Rheology, Testing & OptimizationShahin KhanNo ratings yet
- Gas Analysis: - Anaerobic Sludge Digestion & - Anaerobic Treatment of High BOD Containing Wastes ( 1500mg/L)Document21 pagesGas Analysis: - Anaerobic Sludge Digestion & - Anaerobic Treatment of High BOD Containing Wastes ( 1500mg/L)Shahin KhanNo ratings yet
- Thermoelectric Effects ExplainedDocument5 pagesThermoelectric Effects ExplainedShahin KhanNo ratings yet
- Heat Transfer 2 PDFDocument8 pagesHeat Transfer 2 PDFVeena ParthanNo ratings yet
- The Most Important Functions AreDocument5 pagesThe Most Important Functions AreShahin KhanNo ratings yet
- FnoxdocDocument57 pagesFnoxdocSanchit Pravin ChitreNo ratings yet
- Fuels and CombustionDocument48 pagesFuels and CombustionVelzaeroNo ratings yet
- Introduction To Engineering Heat TransferDocument74 pagesIntroduction To Engineering Heat Transferpkpnitian_152297088No ratings yet
- انتقال الحرارةDocument79 pagesانتقال الحرارةزهديابوانسNo ratings yet
- انتقال الحرارةDocument79 pagesانتقال الحرارةزهديابوانسNo ratings yet
- Compensation Management (Prof. Tanuja Sharma)Document3 pagesCompensation Management (Prof. Tanuja Sharma)Mukesh KumarNo ratings yet
- Scarcity and Choice NotesDocument54 pagesScarcity and Choice Notessirrhouge100% (1)
- Rafia American Dream Project GradeDocument1 pageRafia American Dream Project Gradeapi-240829440No ratings yet
- From Structure To Chaos Understanding Marketing StrategyDocument20 pagesFrom Structure To Chaos Understanding Marketing Strategyঅদ্ভুতপাগলীNo ratings yet
- Moving Surface Boundary-Layer Control: A ReviewDocument37 pagesMoving Surface Boundary-Layer Control: A ReviewsalmanNo ratings yet
- Faye Schmidt Teacher Candidate ResumeDocument2 pagesFaye Schmidt Teacher Candidate Resumeapi-452540533No ratings yet
- Dorais 2Document16 pagesDorais 2miindsurferNo ratings yet
- Oracle Database 10g: Implement and Administer a Data Warehouse AppendicesDocument38 pagesOracle Database 10g: Implement and Administer a Data Warehouse AppendicesHafiyyan Faza SantosoNo ratings yet
- Forms of ReasoningDocument28 pagesForms of ReasoningBeatrice AquinoNo ratings yet
- RSS Cheat SheetDocument1 pageRSS Cheat SheetSneetsher CrispyNo ratings yet
- Contoh Teaching OutlineDocument4 pagesContoh Teaching OutlineNorazzah AbdullahNo ratings yet
- H.O.P.E. 4 Module 4Document11 pagesH.O.P.E. 4 Module 4Rye IsshNo ratings yet
- OralcomDocument8 pagesOralcomFrancis CalubayanNo ratings yet
- Canopus - Portable Planetarium SystemDocument4 pagesCanopus - Portable Planetarium SystemBoris Petrovic0% (1)
- Experiment 4 TitleDocument13 pagesExperiment 4 TitleMeha ArshadNo ratings yet
- Data Charts Infographics: Here Is Where Your Presentation StartsDocument33 pagesData Charts Infographics: Here Is Where Your Presentation Startscm consultorialsNo ratings yet
- Verbal Ability TestDocument10 pagesVerbal Ability TestvennelaNo ratings yet
- Laertes Diagnosed WithDocument10 pagesLaertes Diagnosed Withapi-356693509No ratings yet
- Budget of Work g8 3rd QTR 2022 2023Document2 pagesBudget of Work g8 3rd QTR 2022 2023Aljohn Beltran NerzaNo ratings yet
- Vertical Velocities in a Thunderstorm Gust Front and OutflowDocument8 pagesVertical Velocities in a Thunderstorm Gust Front and OutflowDerek FongNo ratings yet
- Effects of Group and Situation Factors On Pre-Adolescent Children's Attitudes To School BullyingDocument8 pagesEffects of Group and Situation Factors On Pre-Adolescent Children's Attitudes To School BullyingPAWAT ASAVAPOTIPHANNo ratings yet
- Start of Postmodernity Essay (Scream 1996)Document6 pagesStart of Postmodernity Essay (Scream 1996)msmall123No ratings yet
- Sony HCD-GNZ55D Service Manual v1.1Document100 pagesSony HCD-GNZ55D Service Manual v1.1Alver Tuiza75% (4)
- Ann Archer Beasley Resume March 2016Document1 pageAnn Archer Beasley Resume March 2016api-313513539No ratings yet
- English Quiz 1 Q 3 WordDocument2 pagesEnglish Quiz 1 Q 3 WordMelinda RafaelNo ratings yet
- Evolution of Maintenance StrategiesDocument10 pagesEvolution of Maintenance StrategiesmusaveerNo ratings yet
- Surat Rekomendasi - Muhammad Hamzah FansuriDocument3 pagesSurat Rekomendasi - Muhammad Hamzah FansuriMas Hamzah FansuriNo ratings yet
- A Study ON Consumer Perception Towards Ethenic Wear: Synopsis Bachelor of Business Administration (2016-2017)Document13 pagesA Study ON Consumer Perception Towards Ethenic Wear: Synopsis Bachelor of Business Administration (2016-2017)Raj KumarNo ratings yet
- Spectroscopy of Ruby FluorescenceDocument7 pagesSpectroscopy of Ruby FluorescenceWan AizuddinNo ratings yet
- MATH Q1 Lesson 4 Reading and Writing Numbers Up To 100 000 ... MarvietblancoDocument12 pagesMATH Q1 Lesson 4 Reading and Writing Numbers Up To 100 000 ... MarvietblancoAnnaliza QuidangenNo ratings yet