You might also like
- Heller System PPT 3 Cooling SystemsDocument34 pagesHeller System PPT 3 Cooling SystemsShrey DattaNo ratings yet
- 2017 Fall General Physics 1 - Ch.10 Recommended Problems (Quiz TA. Song, Hohyun)Document4 pages2017 Fall General Physics 1 - Ch.10 Recommended Problems (Quiz TA. Song, Hohyun)nomio12No ratings yet
- AFBC BoilerDocument12 pagesAFBC BoilerNaman Sharma0% (1)
- HRSG1 (终版)Document120 pagesHRSG1 (终版)Atif KhanNo ratings yet
- Predicting EmissivitiesDocument4 pagesPredicting EmissivitiesFranny CasasolaNo ratings yet
- Steam Jet EjectorDocument9 pagesSteam Jet Ejectoraravind100% (1)
- Boiler Design Step 2Document2 pagesBoiler Design Step 2Amad TaupiqNo ratings yet
- BOILER Losses: Loss Due To Unburnt CarbonDocument5 pagesBOILER Losses: Loss Due To Unburnt CarbonVenkateswara Rao DoodalaNo ratings yet
- Sliding Pressure OperationDocument5 pagesSliding Pressure Operationknsaravana100% (1)
- Boiler Drum Level Control Pid ControlDocument10 pagesBoiler Drum Level Control Pid ControlrajishrrrNo ratings yet
- Air Cooled Condenser ACC PDFDocument3 pagesAir Cooled Condenser ACC PDFHoney TiwariNo ratings yet
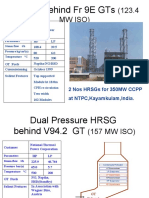
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Document20 pagesHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- Ansaldo Steam Turbines PDFDocument8 pagesAnsaldo Steam Turbines PDFMuhamadMa'arifNo ratings yet
- Steam GeneratorDocument8 pagesSteam GeneratorFrancesco CordellaNo ratings yet
- 3194 PDF PDFDocument7 pages3194 PDF PDFdillipsh123No ratings yet
- The Impact of Air Cooled Condensers On Plant Design and OperationsDocument12 pagesThe Impact of Air Cooled Condensers On Plant Design and Operationsandi_babyNo ratings yet
- HEI Standards For Air Cooled Condensers - Dave Sanderlin SPIG USADocument8 pagesHEI Standards For Air Cooled Condensers - Dave Sanderlin SPIG USASyed Hafeez100% (1)
- Design Life of Thermal Power PlantDocument2 pagesDesign Life of Thermal Power Plantdnageshm4n244100% (2)
- LP Turbine Exhaust Loss CurveDocument1 pageLP Turbine Exhaust Loss CurveShameer Majeed100% (1)
- Explosion e Implosion CalderasDocument2 pagesExplosion e Implosion CalderasAntonio Ramon100% (1)
- Nooter Eriksen PresentationDocument72 pagesNooter Eriksen Presentationahmadarya100% (4)
- Dong Fang HistoryDocument55 pagesDong Fang Historyramnadh803181No ratings yet
- Condensing Economizer ArticleDocument4 pagesCondensing Economizer ArticleErhan KayabaşıNo ratings yet
- Condenser SimulationDocument8 pagesCondenser SimulationAmir AbbaszadehNo ratings yet
- HRSGDocument24 pagesHRSGsathishsggsNo ratings yet
- Surface Condensers PDFDocument7 pagesSurface Condensers PDFing_julio_siviraNo ratings yet
- A Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat LossesDocument9 pagesA Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat Lossespriyajit sahooNo ratings yet
- How To Calculate Turbine Heat RateDocument2 pagesHow To Calculate Turbine Heat RateGeorge AniborNo ratings yet
- FD Fan Sizing CalculationDocument3 pagesFD Fan Sizing CalculationkumarananyarupeshNo ratings yet
- MHPS Jac GTDocument7 pagesMHPS Jac GTkp pkNo ratings yet
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersArunNo ratings yet
- Thermal Performance Assessment of Steam Surface CondenserDocument8 pagesThermal Performance Assessment of Steam Surface CondenserJeeEianYannNo ratings yet
- Air PreheaterDocument8 pagesAir Preheateranup_nairNo ratings yet
- Glaxo Vol IDocument164 pagesGlaxo Vol IPrakash WarrierNo ratings yet
- MD1 0 V 111 01 00003 BDocument5 pagesMD1 0 V 111 01 00003 Btvpham1230% (1)
- Retrofitting Duct Burners For CO ControlDocument7 pagesRetrofitting Duct Burners For CO ControlarjmandquestNo ratings yet
- Gas Turbine PerformanceDocument55 pagesGas Turbine PerformanceChidiebere Samuel OkogwuNo ratings yet
- Training Session4 - Heat Recovery Steam GeneratorsDocument34 pagesTraining Session4 - Heat Recovery Steam GeneratorsarianaseriNo ratings yet
- Steam Turbines For Waste To EnergyDocument4 pagesSteam Turbines For Waste To EnergyJennifer GomezNo ratings yet
- Steam Blowing: Technical BulletinDocument3 pagesSteam Blowing: Technical BulletinCartila MawratiNo ratings yet
- CHE Facts - Industrial Gas Burners - July 2016Document1 pageCHE Facts - Industrial Gas Burners - July 2016John UrdanetaNo ratings yet
- End CorrosionDocument4 pagesEnd Corrosiondafteri11No ratings yet
- Feasibility Study Report (1) ESPDocument32 pagesFeasibility Study Report (1) ESPrajanarsuNo ratings yet
- Supercritical Benson BoilerDocument18 pagesSupercritical Benson BoilerJerry Mateo100% (2)
- Air Heater Powermag 101 - CoalDocument36 pagesAir Heater Powermag 101 - CoalmasgrahaNo ratings yet
- Water Treatment CCPPDocument7 pagesWater Treatment CCPPtsrinivasan5083No ratings yet
- Over Water WingDocument7 pagesOver Water WingtsaipeterNo ratings yet
- Gas Turbine Fuels - System Design, Combustion and OperabilityDocument0 pagesGas Turbine Fuels - System Design, Combustion and OperabilityUzair Suhud100% (1)
- Measurements in A Pulsating FlowDocument13 pagesMeasurements in A Pulsating Flowusebio64No ratings yet
- Surface Condenser HEIDocument7 pagesSurface Condenser HEIJesús Santiago QuijadaNo ratings yet
- CondensersDocument35 pagesCondensersbibobib100% (1)
- 6 Field ExperienceDocument9 pages6 Field ExperiencescribdkhatnNo ratings yet
- Instrumentation For Fired Heaters IP 15-1-1: ScopeDocument14 pagesInstrumentation For Fired Heaters IP 15-1-1: ScopeLuis Alonso Aguirre LopezNo ratings yet
- HRSG DescriptionDocument25 pagesHRSG DescriptionFahim Kazmi100% (2)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Review of Waste Heat Recovery Boiler Operation in A Coke Oven PlantDocument31 pagesReview of Waste Heat Recovery Boiler Operation in A Coke Oven Plantparthi20065768No ratings yet
- Recover Heat From Waste Inciniration PDFDocument4 pagesRecover Heat From Waste Inciniration PDFcvolkan1100% (1)
- Efficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerDocument5 pagesEfficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerijsretNo ratings yet
- HRSG Understand The BasicsDocument14 pagesHRSG Understand The BasicsMazen Darwish100% (1)
- Optimize Energy Efficiency of HRSGDocument5 pagesOptimize Energy Efficiency of HRSGfaanilasaaniNo ratings yet
- 2020-Science-Thermosensitive-crystallization Boosted Liquid Thermocells For Low-Grade Heat HarvestingDocument6 pages2020-Science-Thermosensitive-crystallization Boosted Liquid Thermocells For Low-Grade Heat Harvesting王阳No ratings yet
- Thermal Conductivity - WikipediaDocument13 pagesThermal Conductivity - WikipediaDomagoj ButumovićNo ratings yet
- Work Power & EnergyDocument32 pagesWork Power & EnergyPiyush Vidyarthi100% (3)
- Mavhungc 1Document440 pagesMavhungc 1Stacy HardyNo ratings yet
- Chem 152 Number 3asdsdfgsfdgDocument16 pagesChem 152 Number 3asdsdfgsfdgjosh17% (18)
- Resume Oceanography Chapter 10 Geostrophic Currents: Nama: Elvira Rosa Megarani NRP: 03311840000010Document5 pagesResume Oceanography Chapter 10 Geostrophic Currents: Nama: Elvira Rosa Megarani NRP: 03311840000010elvira megaraniNo ratings yet
- Factores de Conversion Gas NaturalDocument10 pagesFactores de Conversion Gas NaturalIvan SarmientoNo ratings yet
- Homi Bhabha Std.6 2009 Q PaperDocument11 pagesHomi Bhabha Std.6 2009 Q PapersakharamlokhandeaiNo ratings yet
- Mix Design Guide: ACI NEDUET Students ChapterDocument10 pagesMix Design Guide: ACI NEDUET Students ChapterAsad AshfaqNo ratings yet
- 0510 - s17 - QP - 23 Exercise 2Document2 pages0510 - s17 - QP - 23 Exercise 2jufdeNo ratings yet
- Nuclear EnergyDocument2 pagesNuclear EnergyAiman FarhanNo ratings yet
- Human - Influences - On - Ecosystems - 4 QPDocument5 pagesHuman - Influences - On - Ecosystems - 4 QPkatise1794No ratings yet
- Buddhist Approach To Protect The Environment in Perspective of Green Buddhism.Document13 pagesBuddhist Approach To Protect The Environment in Perspective of Green Buddhism.Rudy SusantoNo ratings yet
- Significance of Solar InvertersDocument10 pagesSignificance of Solar Invertershedonist81No ratings yet
- Manual On FC Planning PDFDocument134 pagesManual On FC Planning PDFEdhz AmbalesNo ratings yet
- Recycling Waste Automotive Engine Oil As Alternative Fuel For Diesel EngineDocument5 pagesRecycling Waste Automotive Engine Oil As Alternative Fuel For Diesel EngineblaNo ratings yet
- Steam Cycles Important QuestionsDocument16 pagesSteam Cycles Important QuestionsPranjal GaurNo ratings yet
- EDC: Inauguration of Nasulo Power PlantDocument2 pagesEDC: Inauguration of Nasulo Power PlantBusinessWorldNo ratings yet
- Gen Bio 2 Module 6Document4 pagesGen Bio 2 Module 6Kimberly MercadoNo ratings yet
- Ceramics International: A B A A ADocument10 pagesCeramics International: A B A A AM Fahad BhopalNo ratings yet
- Impact of Social and Economic Changes in EducationDocument7 pagesImpact of Social and Economic Changes in Educationarchana vermaNo ratings yet
- Modules 1 and 2Document58 pagesModules 1 and 2Glory UsoroNo ratings yet
- Introduction To BioenergeticsDocument30 pagesIntroduction To BioenergeticsShahabNo ratings yet
- Hutchinson 2004Document5 pagesHutchinson 2004MD RubelNo ratings yet
- Worksheet15 Imf KeyDocument4 pagesWorksheet15 Imf KeyBill alfonsoNo ratings yet
- Lesson Exemplar in Science 8 Week 3Document6 pagesLesson Exemplar in Science 8 Week 3Joyce PerezNo ratings yet
- Nanoceria ESNPerspecitve1finalDocument17 pagesNanoceria ESNPerspecitve1finalJyoti NagpalNo ratings yet
- Glowbal WarmingDocument34 pagesGlowbal Warmingvidhya_yogNo ratings yet
- Aktibidad - PolicyDocument7 pagesAktibidad - PolicyJudy Grace AbdonNo ratings yet