You might also like
- Revision Booklet Unit 4 Chemistry EdexcelDocument25 pagesRevision Booklet Unit 4 Chemistry EdexcelFaisal AR75% (4)
- Decanter TheoryDocument20 pagesDecanter Theorypuracsinteses100% (1)
- Azenkot A. Irrigation DesignDocument86 pagesAzenkot A. Irrigation DesignJay MartinNo ratings yet
- Physics Quest HW 2bDocument3 pagesPhysics Quest HW 2bFuriFuriNo ratings yet
- Bio PhotonsDocument18 pagesBio PhotonsReginald L. Goodwin100% (1)
- Chapt4 FlocculationDocument16 pagesChapt4 FlocculationNgoni MukukuNo ratings yet
- Coagulation and Floculation - 062 - Part 2Document18 pagesCoagulation and Floculation - 062 - Part 2Joce8888100% (1)
- Rapid Mixing and Flocculation: Environmental Engineering II Date: 26/09/2020 by S ChakrabortyDocument12 pagesRapid Mixing and Flocculation: Environmental Engineering II Date: 26/09/2020 by S ChakrabortyTushar GautamNo ratings yet
- Flocculation BasinDocument10 pagesFlocculation BasinImran GoharNo ratings yet
- MODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Document23 pagesMODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Kyle Dela CruzNo ratings yet
- Lectures Nos. 3 and 4 Physical Unit OperationsDocument12 pagesLectures Nos. 3 and 4 Physical Unit OperationsAlwyne ReyesNo ratings yet
- WT - Coa & Floc - Prof EvrenDocument23 pagesWT - Coa & Floc - Prof EvrenUzzal KumarNo ratings yet
- MUCLecture 2021 111657848Document6 pagesMUCLecture 2021 111657848Bun RongNo ratings yet
- Coagulation and Flocculation-1Document30 pagesCoagulation and Flocculation-1Jomer Levi PortuguezNo ratings yet
- Tank Rapid MixDocument5 pagesTank Rapid MixvicdejoNo ratings yet
- FlocculationDocument13 pagesFlocculationTimto1984No ratings yet
- Submerged Jet Flocculation ThesisDocument48 pagesSubmerged Jet Flocculation ThesisDileep GopalNo ratings yet
- Heat Exchanger Impingement Plate RequirementDocument2 pagesHeat Exchanger Impingement Plate RequirementPankaj AdhikariNo ratings yet
- Economic Surge Tank DesignDocument6 pagesEconomic Surge Tank DesigncsimsekNo ratings yet
- Topic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentDocument12 pagesTopic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentSasitharan MNo ratings yet
- Mixing Mixing: ENVE 301 Environmental Engineering Unit OperationsDocument47 pagesMixing Mixing: ENVE 301 Environmental Engineering Unit OperationsTaha ZiaNo ratings yet
- WTP Design 3.12 MLDDocument21 pagesWTP Design 3.12 MLDSandeep VaishnavNo ratings yet
- Experiments On Stilling Basins For Dam Outlets: A. GoelDocument4 pagesExperiments On Stilling Basins For Dam Outlets: A. GoeljcasafrancaNo ratings yet
- EAT 207 Lecture 7 Chapter 4 - Primary Treatment (Flocculation ProcessDocument31 pagesEAT 207 Lecture 7 Chapter 4 - Primary Treatment (Flocculation ProcessChung Sing PingNo ratings yet
- Agitation DevicesDocument5 pagesAgitation DevicesPassmore DubeNo ratings yet
- Scrubbing Line PaperDocument8 pagesScrubbing Line PaperAndiNo ratings yet
- 5.5 Twister Supersonic Separator: Brouwer Et Al., 2004 Okimoto and Brouwer (2002) Brouwer and Epsom (2003)Document3 pages5.5 Twister Supersonic Separator: Brouwer Et Al., 2004 Okimoto and Brouwer (2002) Brouwer and Epsom (2003)himanth suggulaNo ratings yet
- How To Calculate The Specific Capacity of A Well - Ground WaterDocument13 pagesHow To Calculate The Specific Capacity of A Well - Ground WaterSATVINDAR SINGHNo ratings yet
- FlocculationDocument23 pagesFlocculationyash shahNo ratings yet
- (Jurnal) Flow Throttling in Surge Tanks Using Porous StructuresDocument26 pages(Jurnal) Flow Throttling in Surge Tanks Using Porous StructuresPutraga jaya MicoNo ratings yet
- Hydraulic Design of DesiltersDocument7 pagesHydraulic Design of DesiltersRajpNo ratings yet
- Flow EqualizationDocument9 pagesFlow EqualizationhaymedeleonNo ratings yet
- Chapt8 Sprinklerirrigationsystem PDFDocument15 pagesChapt8 Sprinklerirrigationsystem PDFgladNo ratings yet
- Slug Catcher SizingDocument11 pagesSlug Catcher Sizingsohail06100% (2)
- BS 5 CentrifugationDocument69 pagesBS 5 CentrifugationAllyana Marie TiemsimNo ratings yet
- FlocculationDocument54 pagesFlocculationSudhir JadhavNo ratings yet
- Swimming Pool Ric TayatayDocument39 pagesSwimming Pool Ric TayatayRENZZ IRVIN DELA TORRENo ratings yet
- Annex 31 Tool Design Extended AerationDocument5 pagesAnnex 31 Tool Design Extended AerationAnonymous QiMB2lBCJLNo ratings yet
- Pulsed Cleanout and Stimulation Tool: HydroblastDocument6 pagesPulsed Cleanout and Stimulation Tool: HydroblastsuifengniliuNo ratings yet
- Formula PT PapermakingDocument48 pagesFormula PT Papermakingsivakumar100% (1)
- CIVE3610HW5Document5 pagesCIVE3610HW5leviathanNo ratings yet
- Experiment 4-Unit OpsDocument5 pagesExperiment 4-Unit OpsZeny NaranjoNo ratings yet
- 5 Heuristics 2020 PDFDocument17 pages5 Heuristics 2020 PDFTanmay PatelNo ratings yet
- Ass1 (WT) PDFDocument3 pagesAss1 (WT) PDFsami0% (1)
- Coulson& Richardson - Cap.10 Liquid-Liquid SeparationDocument7 pagesCoulson& Richardson - Cap.10 Liquid-Liquid SeparationayyatullhusnaaNo ratings yet
- Geotechnical Notes and Problems NotesDocument131 pagesGeotechnical Notes and Problems NotesNarcisa RudnicNo ratings yet
- Hydraulics Experiment 7Document9 pagesHydraulics Experiment 7Allen Jesse Alfonso AtanacioNo ratings yet
- Chapt9 Plate SettlersDocument9 pagesChapt9 Plate Settlersdave tafadzwa kuyeri100% (1)
- Lecture Notes Clarification, Filtration, Adsorption (Activated Carbon, and Water Stability CEG8103Document22 pagesLecture Notes Clarification, Filtration, Adsorption (Activated Carbon, and Water Stability CEG8103yusufNo ratings yet
- Separator Design Basics.Document58 pagesSeparator Design Basics.Shijumon KpNo ratings yet
- Waste Water Treatment Assignment 1Document12 pagesWaste Water Treatment Assignment 1ashe zinabNo ratings yet
- Scale Up of Clay Slurry Flocculation in An Agitated Tank: Chemical and Process Engineering 2009, 30, 443-451Document9 pagesScale Up of Clay Slurry Flocculation in An Agitated Tank: Chemical and Process Engineering 2009, 30, 443-451saulomonNo ratings yet
- ECK Rainage Esign: B D A - O 2006Document20 pagesECK Rainage Esign: B D A - O 2006HundeejireenyaNo ratings yet
- LECTURE 8 Grit ChamberDocument31 pagesLECTURE 8 Grit ChamberG. Prasanna50% (2)
- Coagulation-Flocculation: (Water and Wastewater Treatment)Document28 pagesCoagulation-Flocculation: (Water and Wastewater Treatment)Shamsa KanwalNo ratings yet
- Kawamura1975 PART 3Document4 pagesKawamura1975 PART 3Jesus PerezNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Acer Veriton X4610GDocument2 pagesAcer Veriton X4610GJayce Teo Wei WenNo ratings yet
- Acer Veriton X490GDocument2 pagesAcer Veriton X490GJayce Teo Wei WenNo ratings yet
- Lenovo ThinkPad X230Document4 pagesLenovo ThinkPad X230Jayce Teo Wei WenNo ratings yet
- Lenovo ThinkPad X230Document4 pagesLenovo ThinkPad X230Jayce Teo Wei WenNo ratings yet
- Interpol Global ComplexDocument174 pagesInterpol Global ComplexJayce Teo Wei WenNo ratings yet
- Verification Audit ChecklistDocument51 pagesVerification Audit ChecklistJayce Teo Wei WenNo ratings yet
- Standard Cpus Standard Cpus Standard Cpus Standard Cpus - Cpu 315 Cpu 315 Cpu 315 Cpu 315 - 2 PN/DP 2 PN/DP 2 PN/DP 2 PN/DPDocument11 pagesStandard Cpus Standard Cpus Standard Cpus Standard Cpus - Cpu 315 Cpu 315 Cpu 315 Cpu 315 - 2 PN/DP 2 PN/DP 2 PN/DP 2 PN/DPJayce Teo Wei WenNo ratings yet
- Tender - Files Labelling KipDocument12 pagesTender - Files Labelling KipJayce Teo Wei WenNo ratings yet
- AE 550 IAQ F2012 Homework 3Document1 pageAE 550 IAQ F2012 Homework 3Jayce Teo Wei WenNo ratings yet
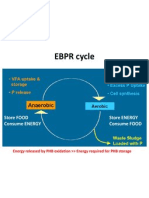
- EBPR CycleDocument1 pageEBPR CycleJayce Teo Wei WenNo ratings yet
- CV2001 - Engineering Probability & Statistics: - Tutorial 1Document8 pagesCV2001 - Engineering Probability & Statistics: - Tutorial 1Jayce Teo Wei WenNo ratings yet
- Clinical Trials With Crystal Growth Conditioning As An Alternative To Acid-Etch Enamel PretreatmentDocument8 pagesClinical Trials With Crystal Growth Conditioning As An Alternative To Acid-Etch Enamel PretreatmentJegan KumarNo ratings yet
- Apsley-Turbulence Modelling in CFDDocument17 pagesApsley-Turbulence Modelling in CFDjuanarcos_778612No ratings yet
- Mechanics of Materials 1 PDFDocument2 pagesMechanics of Materials 1 PDFEj ApeloNo ratings yet
- 1 MA2161 - Mathematics - IIDocument3 pages1 MA2161 - Mathematics - IIBIBIN CHIDAMBARANATHANNo ratings yet
- 9702 s04 QP 4Document16 pages9702 s04 QP 4api-3706826100% (1)
- Ec306 DDocument2 pagesEc306 DneenakaNo ratings yet
- EC402 NanoelectronicsDocument3 pagesEC402 NanoelectronicspakkiausNo ratings yet
- Vestergaard Light Scattering PDFDocument26 pagesVestergaard Light Scattering PDFMónica LedesmaNo ratings yet
- Definition ModulusDocument6 pagesDefinition ModulusAhmad MuazzamNo ratings yet
- Tancet MathematicsDocument4 pagesTancet Mathematicsveguruprasad50% (2)
- Koretsky Thermodynamic Solutions For Fugacity, VLEDocument11 pagesKoretsky Thermodynamic Solutions For Fugacity, VLEjgrav667No ratings yet
- Lecture 08 - Diffusion in Solids PDFDocument23 pagesLecture 08 - Diffusion in Solids PDFicagayle VNo ratings yet
- CH6701 Chemical Reaction Engineering - II Cycle Test Iii - QuestionsDocument2 pagesCH6701 Chemical Reaction Engineering - II Cycle Test Iii - QuestionsThirunavuk KarasuNo ratings yet
- Microsoft PowerPoint - Eurocode 9 Brussels 2008 Torsten HoglundDocument79 pagesMicrosoft PowerPoint - Eurocode 9 Brussels 2008 Torsten HoglundBoon FuiNo ratings yet
- C-2 Limit State Design of Beams For Flexure Chap2Document58 pagesC-2 Limit State Design of Beams For Flexure Chap2Boopathi YoganathanNo ratings yet
- Yukio Saito - Statistical Physics of Crystal Growth-World Scientific (1996)Document185 pagesYukio Saito - Statistical Physics of Crystal Growth-World Scientific (1996)PhongNo ratings yet
- Ph501 Electrodynamics Problem Set 2: Princeton UniversityDocument30 pagesPh501 Electrodynamics Problem Set 2: Princeton UniversityDavidSuarezNo ratings yet
- Prigogine 84Document30 pagesPrigogine 84Satish BindumadhavanNo ratings yet
- NTA Based JEE Main Practice Question Bank PHYSICSDocument476 pagesNTA Based JEE Main Practice Question Bank PHYSICStwin masters100% (1)
- Lab ReportDocument7 pagesLab ReportMuhammed Zahir XoshnawNo ratings yet
- CANDU & Differences With PWRDocument19 pagesCANDU & Differences With PWRTenali AmareswarNo ratings yet
- Vivekanand College, Kolhapur (Autonomous) : Bridge Course SyllabusDocument8 pagesVivekanand College, Kolhapur (Autonomous) : Bridge Course Syllabusraj kavinNo ratings yet
- Nuclear Chemistry Upper LevelDocument42 pagesNuclear Chemistry Upper LevelGroverNo ratings yet
- 5 1 (Compression Members)Document30 pages5 1 (Compression Members)yugoingNo ratings yet
- Symmetry and Reduction TableDocument9 pagesSymmetry and Reduction TableDiepNo ratings yet
- Atomic Structure WorksheetDocument3 pagesAtomic Structure Worksheetmaryum.gaming48No ratings yet