You might also like
- AAR M201 SpecificationDocument8 pagesAAR M201 Specificationigormetaldata67% (3)
- Journal of Pressure Vessel Technology VolumeDocument4 pagesJournal of Pressure Vessel Technology VolumeMukil DevNo ratings yet
- A322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDocument4 pagesA322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDiego Egoávil Méndez100% (1)
- Handbook of Spring Design Part 1Document51 pagesHandbook of Spring Design Part 1Anonymous jByA78100% (3)
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- CuniDocument32 pagesCunikampit100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Titanium Guide PDFDocument48 pagesTitanium Guide PDFthanghanvicoNo ratings yet
- Corrosion Roche Arkhangelsk Part 4 CP2 CoatingsDocument71 pagesCorrosion Roche Arkhangelsk Part 4 CP2 CoatingsAdel ChelbaNo ratings yet
- Stainless Steels: and Specialty Alloys For Pulp, Paper and Biomass ConversionDocument144 pagesStainless Steels: and Specialty Alloys For Pulp, Paper and Biomass ConversionIndra NainggolanNo ratings yet
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- Welding of Ni Alloy-IraqDocument17 pagesWelding of Ni Alloy-Iraqkhairy2013No ratings yet
- Austenitic High Temperature 153MA 253MA Stainless BrochureDocument16 pagesAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNo ratings yet
- Experience With Lined and Clad PipelinesDocument17 pagesExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- Hydrotest Blind PDFDocument9 pagesHydrotest Blind PDFManu Jojo100% (1)
- Wet H2S Service - Total's RequirementsDocument7 pagesWet H2S Service - Total's Requirementsm5416100% (2)
- Materials For LNG ServicesDocument10 pagesMaterials For LNG ServicesSung Hyun TakNo ratings yet
- Design Consideration For Internal Welding Attachments in Clad Pressure VesselsDocument6 pagesDesign Consideration For Internal Welding Attachments in Clad Pressure VesselsJose ManuelNo ratings yet
- CorrosionResistantAlloysintheOilandGasIndustrySelectionGuidelinesUpdate 10073Document12 pagesCorrosionResistantAlloysintheOilandGasIndustrySelectionGuidelinesUpdate 10073digecaNo ratings yet
- Nickel and Nickel Alloys: Weldability and Joining of MaterialsDocument4 pagesNickel and Nickel Alloys: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- Anode For RC8-RC9 Oil PipelineDocument11 pagesAnode For RC8-RC9 Oil PipelineĐiệnBiênNhâmNo ratings yet
- Deep Subsea Applications PDFDocument5 pagesDeep Subsea Applications PDFRolando Nuñez MonrroyNo ratings yet
- Corrosion Application Library ManualDocument230 pagesCorrosion Application Library ManualMiguel Angel Holguin MontañoNo ratings yet
- Lecture 1 WeldingDocument4 pagesLecture 1 WeldingSreejith MenonNo ratings yet
- Artilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertiesDocument8 pagesArtilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertieswholenumberNo ratings yet
- Hydrogen Attack A516 G70Document83 pagesHydrogen Attack A516 G70Kuppuraj ParamsivamNo ratings yet
- Cladding 2520 TechnologyDocument59 pagesCladding 2520 TechnologySaxonj167% (3)
- Blast Loads Analyis For OffshoreDocument14 pagesBlast Loads Analyis For OffshoreWaseem HakeemNo ratings yet
- Alsco: Chemical Resistance GuideDocument55 pagesAlsco: Chemical Resistance GuidejcndNo ratings yet
- Implications of NORSOK M-650 Standard in The OffshoreDocument15 pagesImplications of NORSOK M-650 Standard in The OffshoreBehroozNo ratings yet
- An Overview of Sensitization Dynamics in Ferritic Stainless Steel WeldsDocument9 pagesAn Overview of Sensitization Dynamics in Ferritic Stainless Steel Weldssayed mahdyNo ratings yet
- The NEW Company ProfileDocument26 pagesThe NEW Company ProfilewisandhaNo ratings yet
- CASTI Practical Guide To Corrosion ControlDocument1 pageCASTI Practical Guide To Corrosion ControllambtranNo ratings yet
- PV Newsletter April2021Document32 pagesPV Newsletter April2021Tushar MangratiNo ratings yet
- Materials Selection For Petroleum Refineries and GatheringDocument210 pagesMaterials Selection For Petroleum Refineries and GatheringHortencia Noronha0% (1)
- Flexible Steel Pipe Applications: Dana FraserDocument15 pagesFlexible Steel Pipe Applications: Dana FraseraishahNo ratings yet
- Neptune - NEPSYS Underwater Repair - Information Feb 2011Document33 pagesNeptune - NEPSYS Underwater Repair - Information Feb 2011Antoni Muhammad100% (1)
- Lunch & Learn: Structural Steel SelectionDocument17 pagesLunch & Learn: Structural Steel Selectionanuj SinghNo ratings yet
- INE 150 Instructor PDFDocument51 pagesINE 150 Instructor PDFKumar RNo ratings yet
- Nyborg (2008) - Kjeller Field DataDocument5 pagesNyborg (2008) - Kjeller Field DataCharlyBoeingNo ratings yet
- Nuclear Weld ConditionsDocument130 pagesNuclear Weld ConditionsAdrian DavidNo ratings yet
- CorrosionDocument79 pagesCorrosionAnonymous zTUWsMNo ratings yet
- TSADocument44 pagesTSAdraj1875977No ratings yet
- MQ SP I 7015 PDFDocument66 pagesMQ SP I 7015 PDFJaseelKanhirathinkalNo ratings yet
- The Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuDocument9 pagesThe Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuSamuel JohnNo ratings yet
- 885F Embrittlement of Duplex Stainless SteelDocument4 pages885F Embrittlement of Duplex Stainless Steeljaymin444No ratings yet
- Steel Catenary Risers InstallationDocument30 pagesSteel Catenary Risers InstallationseantbtNo ratings yet
- Convexity Aws PDFDocument4 pagesConvexity Aws PDFHJ SJNo ratings yet
- 9% Nickel Steel WeldingDocument11 pages9% Nickel Steel WeldingSridharan ChandranNo ratings yet
- MTO - Cathodic Protection - Temporary Systems and Below Ground Items - GreeceDocument5 pagesMTO - Cathodic Protection - Temporary Systems and Below Ground Items - Greeceyameg100% (1)
- Simon Frost 2011Document23 pagesSimon Frost 2011bluemasNo ratings yet
- AMEC Specification For Titanium 01Document9 pagesAMEC Specification For Titanium 01cenkturkerNo ratings yet
- Chloride Stress Corrosion Cracking of 300 Series Stainless SteelDocument5 pagesChloride Stress Corrosion Cracking of 300 Series Stainless SteelhboodhaiNo ratings yet
- OTC 23177 Frontier Subsea TechnologiesDocument11 pagesOTC 23177 Frontier Subsea TechnologiesRasheed YusufNo ratings yet
- Heat Treatment RequirementsDocument7 pagesHeat Treatment RequirementsarunradNo ratings yet
- Approved Weld Procedure SpecificationsDocument38 pagesApproved Weld Procedure SpecificationsJohan0001No ratings yet
- ASME Impact Test RequirementDocument5 pagesASME Impact Test RequirementAriq FauzanNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Hydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseFrom EverandHydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- UTEX UPAK Injectable PackingDocument7 pagesUTEX UPAK Injectable PackingUNIISCRIBDNo ratings yet
- Acme ThreadsDocument3 pagesAcme ThreadsUNIISCRIBDNo ratings yet
- AC Motor GuideDocument20 pagesAC Motor GuideboyetcincoNo ratings yet
- GAGESDocument156 pagesGAGESUNIISCRIBDNo ratings yet
- NASA Fastener Design ManualDocument100 pagesNASA Fastener Design ManualAaron D. MillerNo ratings yet
- S-Box, WIRE LINE ACCESSORIESDocument2 pagesS-Box, WIRE LINE ACCESSORIESUNIISCRIBDNo ratings yet
- Wireline Manual PDFDocument11 pagesWireline Manual PDFminchanmonNo ratings yet
- Parker Hyd MotorDocument44 pagesParker Hyd MotorUNIISCRIBDNo ratings yet
- Pipe Riser Anchor, Guide and Isolation ProductsDocument4 pagesPipe Riser Anchor, Guide and Isolation ProductsUNIISCRIBDNo ratings yet
- API Purchasing Guide GenericDocument24 pagesAPI Purchasing Guide Genericsajjadn9No ratings yet
- Tri Can HandbookDocument407 pagesTri Can HandbookIMEDHAMMOUDA100% (1)
- Hydro TestDocument14 pagesHydro TestUNIISCRIBDNo ratings yet
- Best SwivelDocument3 pagesBest SwivelUNIISCRIBDNo ratings yet
- Vam Tubular StandardsDocument84 pagesVam Tubular StandardsMAHAN4231100% (9)
- CSG Guide Shoes Sect06 - CeDocument4 pagesCSG Guide Shoes Sect06 - CeUNIISCRIBDNo ratings yet
- Craver Uni BoltDocument3 pagesCraver Uni BoltUNIISCRIBDNo ratings yet
- Corrosion Problems in The Oil IndustryDocument8 pagesCorrosion Problems in The Oil IndustryUNIISCRIBDNo ratings yet
- Velan Valve SpecDocument3 pagesVelan Valve SpecUNIISCRIBDNo ratings yet
- OMB Valve TechDocument24 pagesOMB Valve TechUNIISCRIBDNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentSomnath DeyNo ratings yet
- Mechanical Properties and HardenabilityDocument32 pagesMechanical Properties and Hardenabilitydharlanuctcom100% (1)
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Advanced High Strength SteelsDocument24 pagesAdvanced High Strength SteelsPrasanth SoundappanNo ratings yet
- ThyssenKrupp Electrical Steel Product Catalog October 2013 PDFDocument28 pagesThyssenKrupp Electrical Steel Product Catalog October 2013 PDFJuanDavidVelásquezNo ratings yet
- Nitriding SteelDocument40 pagesNitriding SteelkaoblekstenaNo ratings yet
- OSMB Technical Handbook Iss3Document92 pagesOSMB Technical Handbook Iss3halder_kalyan9216No ratings yet
- Astm A106 Ts EnglDocument4 pagesAstm A106 Ts EnglxaviereduardoNo ratings yet
- 280 - 1978 PDFDocument13 pages280 - 1978 PDFravichandra100% (1)
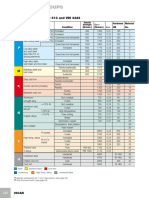
- Material Groups: According To DIN / ISO 513 and VDI 3323Document1 pageMaterial Groups: According To DIN / ISO 513 and VDI 3323edvinas dubinskasNo ratings yet
- 1018 SteelDocument4 pages1018 SteelAleeFloresNo ratings yet
- Acroni PDFDocument15 pagesAcroni PDFIgor GrujićNo ratings yet
- A 484 - A 484m - 03Document16 pagesA 484 - A 484m - 03etwcNo ratings yet
- 2 Sheet Metal StructuresDocument98 pages2 Sheet Metal StructuresSteph AicoNo ratings yet
- Strengthening The Mechanical Properties of 20MnCr5 Steel by Developing Martensite Structure Through Deep Cryogenic TreatmentDocument3 pagesStrengthening The Mechanical Properties of 20MnCr5 Steel by Developing Martensite Structure Through Deep Cryogenic TreatmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 055Document28 pages055Mohamed WahidNo ratings yet
- High Speed Steels PDFDocument72 pagesHigh Speed Steels PDFJatin BangaliNo ratings yet
- Astm 469Document4 pagesAstm 469JOSEPH REFUERZONo ratings yet
- Additivefertigung English PDFDocument76 pagesAdditivefertigung English PDFMayank PatelNo ratings yet
- Lecture09 - Hubert - Annealing and TemperingDocument72 pagesLecture09 - Hubert - Annealing and TemperingPaviter SinghNo ratings yet
- Modified Jominy Test For Determining The Critical Cooling Rate For Intercritically Annealed Dual Phase SteelsDocument18 pagesModified Jominy Test For Determining The Critical Cooling Rate For Intercritically Annealed Dual Phase Steelsbmcpitt0% (1)
- Nasa SP 8025Document110 pagesNasa SP 8025pmfornerisNo ratings yet
- ALC 10029C AlcoTec Technical GuideDocument20 pagesALC 10029C AlcoTec Technical Guidetuna61No ratings yet
- Fluting Vs Non-Fluting Steel Technical Bulletin V14.0Document3 pagesFluting Vs Non-Fluting Steel Technical Bulletin V14.0Đình Khoa PhanNo ratings yet
- A 943 - A 943M - 00 Qtk0my0wmaDocument6 pagesA 943 - A 943M - 00 Qtk0my0wmasachinguptachdNo ratings yet
- Machine Design Examination 10Document5 pagesMachine Design Examination 10SYBRELLE CRUZNo ratings yet