You might also like
- Modern PetrochemicalsDocument179 pagesModern PetrochemicalsHani Kirmani100% (9)
- Safe Flare System Design: John Zink CompanyDocument10 pagesSafe Flare System Design: John Zink CompanyAniket S Jadhav100% (4)
- Analyzing Series-Parallel CircuitsDocument29 pagesAnalyzing Series-Parallel CircuitsMurtaza Magsi100% (1)
- Cheat Sheet For E-FieldDocument2 pagesCheat Sheet For E-FieldKok Soon ChongNo ratings yet
- TC of GGBS For Week No 1 28 Days - 2015Document1 pageTC of GGBS For Week No 1 28 Days - 2015Ramkumar KNo ratings yet
- Methanol Injection CalculationDocument3 pagesMethanol Injection CalculationHani Kirmani100% (1)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- Architrail Technical Trail FeaturesDocument12 pagesArchitrail Technical Trail FeaturesOky MahendraNo ratings yet
- Norsok Process Design P100 Edition 3Document42 pagesNorsok Process Design P100 Edition 3angry_granNo ratings yet
- Safety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Document4 pagesSafety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Alexander EspinozaNo ratings yet
- Toxic Gas Detection H2SDocument34 pagesToxic Gas Detection H2SHani KirmaniNo ratings yet
- Highpressure - UK HSEDocument36 pagesHighpressure - UK HSEkhaiseah9225No ratings yet
- Firing Petcoke - Vanadium AspectDocument21 pagesFiring Petcoke - Vanadium AspectAnand Gupta100% (1)
- Hazop Training GuideDocument9 pagesHazop Training GuideAli RizviNo ratings yet
- 49 CFR Ch. I (10-1-04 Edition) 180.205: 180.205 General Requirements For Re-Qualification of CylindersDocument4 pages49 CFR Ch. I (10-1-04 Edition) 180.205: 180.205 General Requirements For Re-Qualification of CylindersjohnneracalNo ratings yet
- HAZOP MethodologyDocument2 pagesHAZOP Methodologyhwang2No ratings yet
- Correct Hazid ChecklisterDocument16 pagesCorrect Hazid ChecklisterAkintoye AsaoluNo ratings yet
- EGPC PSM Competency MatrixDocument17 pagesEGPC PSM Competency MatrixAhmed HassanNo ratings yet
- Assessing ALARP and Acceptable Risk (CAP2220) PDFDocument11 pagesAssessing ALARP and Acceptable Risk (CAP2220) PDFousama aklanNo ratings yet
- Common Mistakes in HazopsDocument4 pagesCommon Mistakes in HazopsbrounietaNo ratings yet
- GEST 79 79 Edition 4 (Transfer of Liquid Chlorine by Padding With A Chlorine Compressor)Document15 pagesGEST 79 79 Edition 4 (Transfer of Liquid Chlorine by Padding With A Chlorine Compressor)Anonymous 20VAruNo ratings yet
- Practical Framework For Process Safety ManagementDocument13 pagesPractical Framework For Process Safety ManagementSubhi El Haj SalehNo ratings yet
- Recognizing Catastrophic Incident Warning Signs in the Process IndustriesFrom EverandRecognizing Catastrophic Incident Warning Signs in the Process IndustriesNo ratings yet
- Chemical Engineering October 2013Document76 pagesChemical Engineering October 2013Hani KirmaniNo ratings yet
- 22 - Ap 2Document34 pages22 - Ap 2Ademilson JuniorNo ratings yet
- Milestone 2 - HAZOP & HAZAN (Final Completed PDFDocument76 pagesMilestone 2 - HAZOP & HAZAN (Final Completed PDFAneesch PreethaNo ratings yet
- HCLDocument34 pagesHCLKrushit PatelNo ratings yet
- Journal of Loss Prevention in The Process IndustriesDocument12 pagesJournal of Loss Prevention in The Process IndustriesPredrag RaskovicNo ratings yet
- Cleanroom Catalgos 2019 PDFDocument104 pagesCleanroom Catalgos 2019 PDFleechulmiuNo ratings yet
- Amine Best Practices GuideDocument63 pagesAmine Best Practices GuideJerold100% (3)
- TA Chemicals Guide en LRDocument24 pagesTA Chemicals Guide en LRYehor HorbatkoNo ratings yet
- Domino Effects in the Process Industries: Modelling, Prevention and ManagingFrom EverandDomino Effects in the Process Industries: Modelling, Prevention and ManagingRating: 3 out of 5 stars3/5 (1)
- Msds - Auto I.T KeroseneDocument6 pagesMsds - Auto I.T KeroseneCharith LiyanageNo ratings yet
- Three Phase Horizontal SeparatorDocument6 pagesThree Phase Horizontal SeparatorHani KirmaniNo ratings yet
- HAZOPDocument34 pagesHAZOPMohammed100% (1)
- Hazard IdentificationDocument2 pagesHazard IdentificationSultanNo ratings yet
- HAZOP-Training PresentationDocument47 pagesHAZOP-Training PresentationReda MashalNo ratings yet
- Relief Design For Laboratories and Pilot PlantsDocument3 pagesRelief Design For Laboratories and Pilot PlantsNattapong Pongboot100% (1)
- Chemical HazardsDocument24 pagesChemical HazardsSameer Nurejamil PatelNo ratings yet
- Fta Oil+gasdistilcolumn PDFDocument7 pagesFta Oil+gasdistilcolumn PDFPrasanna GNo ratings yet
- '11 CCPScatalogDocument12 pages'11 CCPScatalogpemburu bukuNo ratings yet
- 5 - GEST 10 362 Edition 4 - Corrosion Behaviour of Carbon Steel in Wet and Dry ChlorineDocument41 pages5 - GEST 10 362 Edition 4 - Corrosion Behaviour of Carbon Steel in Wet and Dry ChlorineAdemilson JuniorNo ratings yet
- GEST 94 216 Edition 2 PDFDocument10 pagesGEST 94 216 Edition 2 PDFJosé Juan Jiménez AlejandroNo ratings yet
- 6.1.2 Gasification ReactorDocument2 pages6.1.2 Gasification ReactorShemzinhoNo ratings yet
- HAZOP Tutorial: Figure 1. Select Equipment and Process ParameterDocument9 pagesHAZOP Tutorial: Figure 1. Select Equipment and Process ParameterRangarirai MuswereNo ratings yet
- HAZOPDocument8 pagesHAZOPShimalaa ShanmugamNo ratings yet
- Risk Assessment - Chapter 6Document19 pagesRisk Assessment - Chapter 6Bayu Yoni SetyoNo ratings yet
- HAZOPDocument8 pagesHAZOPMandar PhadkeNo ratings yet
- Seveso Directive Guide InspectionsDocument26 pagesSeveso Directive Guide InspectionsLau ZamNo ratings yet
- Diagram For Exercise 2: CoolerDocument6 pagesDiagram For Exercise 2: CoolerJoão AlegretiNo ratings yet
- A Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachDocument9 pagesA Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachSteven100% (1)
- Acetone Latest Capstone 2018Document93 pagesAcetone Latest Capstone 2018SanjeevNo ratings yet
- Method 13a - DeterminationDocument30 pagesMethod 13a - DeterminationShakti MohapatraNo ratings yet
- Piping and Instrumentation DiagramsDocument34 pagesPiping and Instrumentation DiagramsIngeniero InstrumentacionNo ratings yet
- HAZOPDocument15 pagesHAZOPakshitppe11No ratings yet
- Hazop Record Form: Condensate Lines From The Condensers To The Holding TankDocument3 pagesHazop Record Form: Condensate Lines From The Condensers To The Holding Tanksajni123No ratings yet
- Air Pollution Meteorology II - 020210Document42 pagesAir Pollution Meteorology II - 020210Alon MandelNo ratings yet
- Case Study Human Factors - Alarm Failure - Risk ReductionDocument8 pagesCase Study Human Factors - Alarm Failure - Risk ReductionMuhammad TaufikNo ratings yet
- Painting A Clear Picture of Suspension RheologyDocument2 pagesPainting A Clear Picture of Suspension RheologyDanielNo ratings yet
- Dow Fire & Explosion Index PresentationDocument13 pagesDow Fire & Explosion Index Presentationm_seyedNo ratings yet
- Aluminum Hydroxide MSDSDocument9 pagesAluminum Hydroxide MSDSSeyit AvcuNo ratings yet
- SCANDPOWER Human ResistanceDocument88 pagesSCANDPOWER Human ResistanceaNo ratings yet
- Firetrace Report in The Line of FireDocument18 pagesFiretrace Report in The Line of FireJaam Noman ShafqatNo ratings yet
- Piper AlphaDocument6 pagesPiper AlphaAhmed Eldeeb100% (1)
- Nioec SP 47 29Document33 pagesNioec SP 47 29Shahram GhassemiNo ratings yet
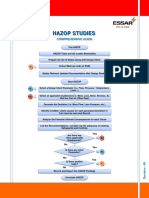
- HAZOP Studies GuideDocument4 pagesHAZOP Studies GuideMRITYUNJOY GUPTANo ratings yet
- Hazop - Net PDFDocument9 pagesHazop - Net PDFPalash DeyNo ratings yet
- SGL PT Brochure Systems OverviewDocument24 pagesSGL PT Brochure Systems OverviewCésarSánchezRosasNo ratings yet
- 161che572 L115 HazopDocument24 pages161che572 L115 HazopMalak HindiNo ratings yet
- Adipic AcidDocument4 pagesAdipic Acidbnar jNo ratings yet
- UL 58-1998 Steel Underground Tanks For Flammable and Combustible Liquids - Redacted - Part2Document20 pagesUL 58-1998 Steel Underground Tanks For Flammable and Combustible Liquids - Redacted - Part2Hani KirmaniNo ratings yet
- UL1709Document2 pagesUL1709Hani KirmaniNo ratings yet
- Index For StandardsDocument74 pagesIndex For StandardsHani KirmaniNo ratings yet
- Pakistan - Code Mines Act 1923Document38 pagesPakistan - Code Mines Act 1923Hani KirmaniNo ratings yet
- VU 20 20 CalculatorDocument3 pagesVU 20 20 CalculatorHani KirmaniNo ratings yet
- Problemas Resueltos PipephaseDocument15 pagesProblemas Resueltos PipephasealixheraNo ratings yet
- Equipment Sizes For 125MMSCFD Amine UnitDocument1 pageEquipment Sizes For 125MMSCFD Amine UnitHani KirmaniNo ratings yet
- Design-II Samples Tutorial PDFDocument385 pagesDesign-II Samples Tutorial PDFHani Kirmani100% (1)
- Down SyndromeDocument5 pagesDown SyndromeSheena CabrilesNo ratings yet
- Bone Loss and Patterns of Bone DestructionDocument21 pagesBone Loss and Patterns of Bone Destructionsonika selvarajNo ratings yet
- Internship Log Sheet Form 2023-W2Document1 pageInternship Log Sheet Form 2023-W2amglna2020No ratings yet
- Leopard Hills of India - Jawai SenaDocument2 pagesLeopard Hills of India - Jawai SenaKrisha ShahNo ratings yet
- Technological Forecasting & Social Change: Ngo Thai HungDocument15 pagesTechnological Forecasting & Social Change: Ngo Thai HungI Gede IWAN SuryadiNo ratings yet
- Chapter - 4: - .Chemical Kinetics (1 Mark Questions)Document7 pagesChapter - 4: - .Chemical Kinetics (1 Mark Questions)sakshiNo ratings yet
- "The Fall of The House of Usher": Edgar Allan Poe - 1839Document13 pages"The Fall of The House of Usher": Edgar Allan Poe - 1839Ponso PelaezNo ratings yet
- Plaxis ManualDocument0 pagesPlaxis Manualburntbread90No ratings yet
- Ìwòrì ÒsáDocument15 pagesÌwòrì ÒsáOmorisha ObaNo ratings yet
- Vertical Car Parking System: October 2019Document7 pagesVertical Car Parking System: October 2019Nandar KPMNo ratings yet
- Embedded RTOS Automotive Material 2020Document277 pagesEmbedded RTOS Automotive Material 2020Mohankumarglmanu MohankumarglmanuNo ratings yet
- Flipkart Invoice 25 Aug 2023-11-06Document14 pagesFlipkart Invoice 25 Aug 2023-11-06Doms DomsNo ratings yet
- Acer E1572p V5we2ea Eg La9532p Laptop SchematicDocument42 pagesAcer E1572p V5we2ea Eg La9532p Laptop Schematicglauberedif50% (2)
- SediaBena Builders SDN BHD ProfileDocument23 pagesSediaBena Builders SDN BHD ProfileADEM SHOWNo ratings yet
- Laboratory Exercise No. 1 AggregatesDocument11 pagesLaboratory Exercise No. 1 AggregatesFrancis Marc AlcantaraNo ratings yet
- Marriage AnkitDocument13 pagesMarriage AnkitManish PawarNo ratings yet
- 8696Document3 pages8696Mohd Mohsin KhanNo ratings yet
- Rice Industry Outlook CARE 211113Document4 pagesRice Industry Outlook CARE 211113gerabharat87No ratings yet
- Your Best FriendDocument174 pagesYour Best FriendChandan RitvikNo ratings yet
- Building & Construction 2008Document8 pagesBuilding & Construction 2008firephoxNo ratings yet
- The Problem and Its Background The Dairy Industry Is A Vast Sector of The Food Industry Such That It Covers A Variety ofDocument47 pagesThe Problem and Its Background The Dairy Industry Is A Vast Sector of The Food Industry Such That It Covers A Variety ofJun Valmonte LabasanNo ratings yet
- API676 DatasheetDocument2 pagesAPI676 DatasheetLuvys Garcia MartinezNo ratings yet
- 1.behavior of Eccentrically Loaded Circular Tubed Steel-Reinforced Concrete Short Columns Using High-Strength ConcreteDocument12 pages1.behavior of Eccentrically Loaded Circular Tubed Steel-Reinforced Concrete Short Columns Using High-Strength ConcreteSakib 31No ratings yet
- Chapter 9 AnswersDocument3 pagesChapter 9 AnswersJose PopoffNo ratings yet
- Sandringham Foreshore Association 'Protecting Bayside's Coast, Natural and Cultural Heritage'Document33 pagesSandringham Foreshore Association 'Protecting Bayside's Coast, Natural and Cultural Heritage'Anonymous jQb7I1No ratings yet
- M-C3 User Manual EngDocument17 pagesM-C3 User Manual EngValerie Ilari MartiniNo ratings yet
- Top Ten Killer QuestionsDocument4 pagesTop Ten Killer Questionsmike abdonNo ratings yet