You might also like
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- Alcolor DampeningDocument30 pagesAlcolor DampeningSaranovicu Krsto100% (3)
- Roving FrameDocument8 pagesRoving FrameSyed Inamullah Shah0% (1)
- VatDocument7 pagesVatFaisal HossainNo ratings yet
- Astm D4400 Anti SagDocument4 pagesAstm D4400 Anti SagJose Guerrero100% (1)
- Chapter 5 Graphic Communication p70-87Document28 pagesChapter 5 Graphic Communication p70-87api-152132438No ratings yet
- 06PLA50Document17 pages06PLA50pradip kothekarNo ratings yet
- Process Parameters in DrawDocument5 pagesProcess Parameters in DrawTemesgen RegassaNo ratings yet
- A2 RefDocument4 pagesA2 RefAlya WorkerNo ratings yet
- Choosing A StencilDocument7 pagesChoosing A Stencilsuresh2711991No ratings yet
- Coating PaperDocument14 pagesCoating PaperdanceNo ratings yet
- Unit IV Coating of Technical Textiles Coating TechniquesDocument55 pagesUnit IV Coating of Technical Textiles Coating TechniquesPandurang Pawar100% (1)
- An Overview of The Use of Rheology For Adhesive ManufacturersDocument8 pagesAn Overview of The Use of Rheology For Adhesive ManufacturersCublktigressNo ratings yet
- Working Process of Jigger Dyeing MachineDocument10 pagesWorking Process of Jigger Dyeing MachineKhushaLNo ratings yet
- Drawframe 180127102625 PDFDocument103 pagesDrawframe 180127102625 PDFSantoshNo ratings yet
- Process Parameters in SimplexDocument3 pagesProcess Parameters in SimplexTanvir Alam100% (5)
- Introdusction To Flexographic PrintDocument77 pagesIntrodusction To Flexographic PrintTamas RaduNo ratings yet
- Choosing The Right Emulsion For Your ApplicationDocument6 pagesChoosing The Right Emulsion For Your ApplicationMichel GarciaNo ratings yet
- Coating ProcessDocument4 pagesCoating ProcessK.s. RameshNo ratings yet
- Stencil Printing - WikipediaDocument31 pagesStencil Printing - WikipediaLKMs HUBNo ratings yet
- Laser Writer - Overview of Different Process Steps at IISc CeNSEDocument14 pagesLaser Writer - Overview of Different Process Steps at IISc CeNSEprashant_scribdNo ratings yet
- Process Parameters in Draw FrameDocument3 pagesProcess Parameters in Draw FrameYogeshkumar j joshiNo ratings yet
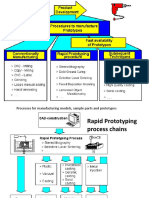
- Processes For Manufacturing Models, Sample Parts and PrototypesDocument39 pagesProcesses For Manufacturing Models, Sample Parts and PrototypesPRATIK JADHAVNo ratings yet
- Presented by Shrikant Athavale On 12 TH March 2010Document59 pagesPresented by Shrikant Athavale On 12 TH March 2010Binh Minh PackagingNo ratings yet
- Heidelberg CoatingDocument36 pagesHeidelberg CoatingAlexander Diaz100% (3)
- 139157-882132 Smt2p2lentztonyDocument8 pages139157-882132 Smt2p2lentztonybhf_86No ratings yet
- Stencil TechnologyDocument15 pagesStencil TechnologyVinceDeSilvaNo ratings yet
- H-Hiding Power Charts and Micrometer Adjustable Film ApplicatorDocument7 pagesH-Hiding Power Charts and Micrometer Adjustable Film Applicatoranon_532167705No ratings yet
- Petar Petrovic 85-94Document10 pagesPetar Petrovic 85-94Raden Hadi Subroto WilokisworoNo ratings yet
- Adhesion TestingDocument4 pagesAdhesion Testingmehul2011No ratings yet
- Crowning Benefits - Paper, Film & Foil ConverterDocument3 pagesCrowning Benefits - Paper, Film & Foil ConverteravgpaulNo ratings yet
- How To Manage Pressure Loss in Injection MoldingDocument3 pagesHow To Manage Pressure Loss in Injection MoldingpriyankaNo ratings yet
- Doctor Blade TechniqueDocument4 pagesDoctor Blade Techniquearunbalaji86No ratings yet
- Autoleveller in Drawframe and Fabric StructureDocument37 pagesAutoleveller in Drawframe and Fabric StructureAbel TayeNo ratings yet
- Particle ReviewerDocument7 pagesParticle ReviewermarneljollyfranciscoNo ratings yet
- The Pull-Off Adhesion Series 8. Measuring The Pull-Off Adhesion of Coatings On ConcreteDocument3 pagesThe Pull-Off Adhesion Series 8. Measuring The Pull-Off Adhesion of Coatings On ConcretealokaNo ratings yet
- Advanced Manufacturing Processes, Pune University, BEDocument21 pagesAdvanced Manufacturing Processes, Pune University, BESachin KumbharNo ratings yet
- Tech TipsDocument7 pagesTech TipsPetchi MuthuNo ratings yet
- Method Statement-KccDocument10 pagesMethod Statement-KccSyerifaizal Hj. Mustapha100% (1)
- ConyevorsDocument9 pagesConyevorsRohan MalkarNo ratings yet
- Assignment Yarn IIDocument9 pagesAssignment Yarn IISohag TexbartaNo ratings yet
- Rice PolisherDocument3 pagesRice Polishercumpio425428No ratings yet
- Gradation of AggregatesDocument3 pagesGradation of AggregatesVictoriaNo ratings yet
- Injection Molding DesignDocument17 pagesInjection Molding DesignprasathbalaNo ratings yet
- Aggregate Lab-Report (Repaired)Document66 pagesAggregate Lab-Report (Repaired)h100% (1)
- Oksd Icwh 1993 RoisumDocument40 pagesOksd Icwh 1993 RoisumKamalam CloudsoftNo ratings yet
- Airblas Tips: Wheel Blast Cleaning SystemsDocument7 pagesAirblas Tips: Wheel Blast Cleaning SystemsOtta KannanNo ratings yet
- Sizing (Slashing)Document46 pagesSizing (Slashing)Nikhil Nani100% (1)
- Impression in PrintingDocument46 pagesImpression in PrintingKeerthanaNo ratings yet
- Ring FrameDocument9 pagesRing FrameArabinda ChandNo ratings yet
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- Industrial Screening RecentDocument39 pagesIndustrial Screening RecentIsrarulHaque100% (1)
- Spinning Prepretory - II 18-19Document51 pagesSpinning Prepretory - II 18-19Sushil Mali100% (4)
- 11 A CalendaringDocument49 pages11 A Calendaringshreeghadage7100% (1)
- Super Finishing ProcessDocument14 pagesSuper Finishing ProcessKumarChirraNo ratings yet
- Best Practices in WeavingDocument12 pagesBest Practices in WeavingRajesh RamanNo ratings yet
- Solder Paste Printing ProcessDocument7 pagesSolder Paste Printing ProcesshillaryNo ratings yet
- Ring FrameDocument5 pagesRing FrameMoinamotiNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorDocument7 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorSIMONENo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- LMG Polyurethane Resins For LPDocument8 pagesLMG Polyurethane Resins For LPLeso Sasa DamljanovicNo ratings yet
- Chemnitz Print 2007 PDFDocument255 pagesChemnitz Print 2007 PDFStanescu AndreiNo ratings yet
- BonsaaaiDocument3 pagesBonsaaaiAnnDelaCruzNo ratings yet
- Confectionary SuppliersDocument15 pagesConfectionary SuppliersrajivkunalNo ratings yet
- Varied Printing ProcessesDocument7 pagesVaried Printing ProcessesChe HindsNo ratings yet
- BMJ CORPORATE - Company Profile - 1642756427Document39 pagesBMJ CORPORATE - Company Profile - 1642756427MuhdIqbalNo ratings yet
- AGV Magic - Proof - & - Print - Control - Users - Guide PDFDocument22 pagesAGV Magic - Proof - & - Print - Control - Users - Guide PDFAgv DesignNo ratings yet
- History of Printing Press: First Stage: Woodblock PrintingDocument7 pagesHistory of Printing Press: First Stage: Woodblock PrintingAnjali GuptaNo ratings yet
- VASCHE AD ULTRASUONI GB LowDocument16 pagesVASCHE AD ULTRASUONI GB Lowkaka punNo ratings yet
- The Photographic Industry 1Document65 pagesThe Photographic Industry 1HagosMebrahtuNo ratings yet
- Pollution-Free Printing InksDocument2 pagesPollution-Free Printing InksKashif JavedNo ratings yet
- Flexo Printing GlosseryDocument58 pagesFlexo Printing GlosseryMansour Soliman100% (1)
- 13 WallpapersDocument32 pages13 WallpapersAmlan KarNo ratings yet
- Process For Gravure Printing With A Water-Based InkDocument12 pagesProcess For Gravure Printing With A Water-Based InkSyed Mujtaba Ali BukhariNo ratings yet
- Wide - Web - Brochure - 20201127 (WEB)Document44 pagesWide - Web - Brochure - 20201127 (WEB)Quý Đình Mai MaiNo ratings yet
- Best Printing Inks Manufacturers in IndiaDocument4 pagesBest Printing Inks Manufacturers in Indiadigital dicNo ratings yet
- Printed Electronics Assignment (Unit 4)Document7 pagesPrinted Electronics Assignment (Unit 4)Rutuja MahindrakarNo ratings yet
- D Ulrich MoosheimerDocument36 pagesD Ulrich Moosheimer331623468No ratings yet
- Printing Ink Project ProfileDocument8 pagesPrinting Ink Project Profilepraveen4ppkNo ratings yet
- 2.2 Gravure Printing: 2.2.1 ProcessDocument39 pages2.2 Gravure Printing: 2.2.1 ProcessDang Thi Ngoc LieuNo ratings yet
- SONGWON - Highlight - Leaflet - HI THANE Innovative Polyurethane Ink Binder Solutions - V3Document4 pagesSONGWON - Highlight - Leaflet - HI THANE Innovative Polyurethane Ink Binder Solutions - V3denisety94No ratings yet
- Technical Report On Student S IndustrialDocument41 pagesTechnical Report On Student S IndustrialChinwuba Samuel EbukaNo ratings yet
- CV GaneDocument61 pagesCV GaneMarko Brkic100% (1)
- Rotogravure Printing Learn MoreDocument15 pagesRotogravure Printing Learn Moreumangashling100% (1)
- Capsule Printing MachineDocument10 pagesCapsule Printing MachineNimrah MughalNo ratings yet
- Nyloprint Techn Data enDocument2 pagesNyloprint Techn Data enpatavioNo ratings yet
- Azad Singh Job HaryanDocument3 pagesAzad Singh Job HaryanhimanshuNo ratings yet
- Content 9789380772035Document97 pagesContent 9789380772035eiribooks50% (8)
- What Is The Difference Between Typograph and LithographDocument25 pagesWhat Is The Difference Between Typograph and LithographalkisNo ratings yet