You might also like
- Inspired Star Block Quilts: 12 Projects Using Traditional and Modern BlocksFrom EverandInspired Star Block Quilts: 12 Projects Using Traditional and Modern BlocksNo ratings yet
- 3 CoatingDocument17 pages3 CoatingChau NhiNo ratings yet
- A2 RefDocument4 pagesA2 RefAlya WorkerNo ratings yet
- Heidelberg CoatingDocument36 pagesHeidelberg CoatingAlexander Diaz100% (3)
- 139157-882132 Smt2p2lentztonyDocument8 pages139157-882132 Smt2p2lentztonybhf_86No ratings yet
- Choosing The Right Emulsion For Your ApplicationDocument6 pagesChoosing The Right Emulsion For Your ApplicationMichel GarciaNo ratings yet
- Choosing A StencilDocument7 pagesChoosing A Stencilsuresh2711991No ratings yet
- Stencil Printing - WikipediaDocument31 pagesStencil Printing - WikipediaLKMs HUBNo ratings yet
- VatDocument7 pagesVatFaisal HossainNo ratings yet
- Coating PaperDocument14 pagesCoating PaperdanceNo ratings yet
- Roller Coating Application TechniquesDocument4 pagesRoller Coating Application TechniquesAnujNo ratings yet
- Introdusction To Flexographic PrintDocument77 pagesIntrodusction To Flexographic PrintTamas RaduNo ratings yet
- An Overview of The Use of Rheology For Adhesive ManufacturersDocument8 pagesAn Overview of The Use of Rheology For Adhesive ManufacturersCublktigressNo ratings yet
- Laser Writer - Overview of Different Process Steps at IISc CeNSEDocument14 pagesLaser Writer - Overview of Different Process Steps at IISc CeNSEprashant_scribdNo ratings yet
- GravureDocument17 pagesGravureGopi NathNo ratings yet
- Photoresist CoatingDocument2 pagesPhotoresist CoatinglongsadforNo ratings yet
- Stencil TechnologyDocument15 pagesStencil TechnologyVinceDeSilvaNo ratings yet
- Unit IV Coating of Technical Textiles Coating TechniquesDocument55 pagesUnit IV Coating of Technical Textiles Coating TechniquesPandurang Pawar100% (1)
- Injection Molding DesignDocument17 pagesInjection Molding DesignprasathbalaNo ratings yet
- Procedure Structural Repair 10 2011Document8 pagesProcedure Structural Repair 10 2011Dye ArNo ratings yet
- Tech TipsDocument7 pagesTech TipsPetchi MuthuNo ratings yet
- Characteristics - of Solder - PasteDocument10 pagesCharacteristics - of Solder - PasteselvakumarNo ratings yet
- Solder Paste Printing ProcessDocument7 pagesSolder Paste Printing ProcesshillaryNo ratings yet
- Printing Ink Problems-Causes and RemediesDocument21 pagesPrinting Ink Problems-Causes and Remediestiga_blas100% (3)
- Alcolor DampeningDocument30 pagesAlcolor DampeningSaranovicu Krsto100% (3)
- Surface Sizing BasicsDocument4 pagesSurface Sizing BasicsPeter de ClerckNo ratings yet
- Solder Paste Printing ProcessDocument8 pagesSolder Paste Printing ProcessShooting StarNo ratings yet
- Method Statement-KccDocument10 pagesMethod Statement-KccSyerifaizal Hj. Mustapha100% (1)
- Roving FrameDocument8 pagesRoving FrameSyed Inamullah Shah0% (1)
- Presented by Shrikant Athavale On 12 TH March 2010Document59 pagesPresented by Shrikant Athavale On 12 TH March 2010Binh Minh PackagingNo ratings yet
- Stability of Photo Resist Coating Performance of Small DispenseDocument11 pagesStability of Photo Resist Coating Performance of Small Dispensefreddy.jeronimoNo ratings yet
- SizingDocument7 pagesSizingghosh7171No ratings yet
- Technical Bulletin #10: Trap Rating Process InksDocument3 pagesTechnical Bulletin #10: Trap Rating Process Inksmzai2003No ratings yet
- A Quick Tutorial On The Flow Behavior of Spray Coatings For PharmaceuticalsDocument5 pagesA Quick Tutorial On The Flow Behavior of Spray Coatings For Pharmaceuticalsdepardieu1973No ratings yet
- How To Manage Pressure Loss in Injection MoldingDocument3 pagesHow To Manage Pressure Loss in Injection MoldingpriyankaNo ratings yet
- Autoleveller in Drawframe and Fabric StructureDocument37 pagesAutoleveller in Drawframe and Fabric StructureAbel TayeNo ratings yet
- L13 070314Document10 pagesL13 070314Srikanth BatnaNo ratings yet
- Spin Coating MethodDocument9 pagesSpin Coating MethodMahabub Alam MoonNo ratings yet
- Working Process of Jigger Dyeing MachineDocument10 pagesWorking Process of Jigger Dyeing MachineKhushaLNo ratings yet
- Surface Sizing Basics PDFDocument4 pagesSurface Sizing Basics PDFPeter de ClerckNo ratings yet
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFNo ratings yet
- Aqueous Coating GuideDocument16 pagesAqueous Coating GuideKC Kiew100% (1)
- Gradation of AggregatesDocument3 pagesGradation of AggregatesVictoriaNo ratings yet
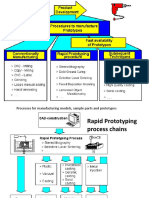
- Processes For Manufacturing Models, Sample Parts and PrototypesDocument39 pagesProcesses For Manufacturing Models, Sample Parts and PrototypesPRATIK JADHAVNo ratings yet
- Wafer GrindingDocument13 pagesWafer GrindingGrinding Dicing CompanyNo ratings yet
- Musa R. Kamal - The Plasticating System For Injection Molding MachinesDocument39 pagesMusa R. Kamal - The Plasticating System For Injection Molding MachinesStarchyLittleOleMeNo ratings yet
- SizingDocument16 pagesSizingDev Narayan KushwahaNo ratings yet
- H-Hiding Power Charts and Micrometer Adjustable Film ApplicatorDocument7 pagesH-Hiding Power Charts and Micrometer Adjustable Film Applicatoranon_532167705No ratings yet
- Fibres & FilamentsDocument13 pagesFibres & FilamentsAnonymous PHCzwD8eAONo ratings yet
- Doctor Blade TechniqueDocument4 pagesDoctor Blade Techniquearunbalaji86No ratings yet
- The Application of Modified Starches at The Size PressDocument18 pagesThe Application of Modified Starches at The Size PressPeter de Clerck100% (1)
- Premilling Explained by Kady InternationalDocument10 pagesPremilling Explained by Kady Internationaldevang asherNo ratings yet
- The Process of Making Stepped StencilDocument7 pagesThe Process of Making Stepped StenciljackNo ratings yet
- A New High Speed Glue MachineDocument3 pagesA New High Speed Glue MachineRitesh PatelNo ratings yet
- Plug Surface Preparation and Mold Surface Maintenance Al Gel Coats ApplicationDocument15 pagesPlug Surface Preparation and Mold Surface Maintenance Al Gel Coats ApplicationNelson Aguirre BravoNo ratings yet
- Design of Machine Elements: MEPC24Document18 pagesDesign of Machine Elements: MEPC24Joe AllanNo ratings yet
- Paste Thickening Iron Ore TailingsDocument8 pagesPaste Thickening Iron Ore TailingsAlejandra Vega Avilez100% (1)
- Spray Up ProcessDocument2 pagesSpray Up ProcessVinayak KumbarNo ratings yet
- Plastics Packaging (Hanser)Document477 pagesPlastics Packaging (Hanser)pradip kothekarNo ratings yet
- TZ 21Document16 pagesTZ 21nachi1984No ratings yet
- Is.1963.2004 MeshDocument16 pagesIs.1963.2004 Meshpradip kothekarNo ratings yet
- Astm-F88 F88M 2015 319024881572Document11 pagesAstm-F88 F88M 2015 319024881572UshaniNo ratings yet
- Projects & Resource Mapping: Projects Lipstick - Hourglass - NPD Project Timelines in MonthsDocument6 pagesProjects & Resource Mapping: Projects Lipstick - Hourglass - NPD Project Timelines in Monthspradip kothekarNo ratings yet
- PKGDocument14 pagesPKGpradip kothekarNo ratings yet
- AE403 Fasson ®: PP Top White - S692N-Bg40WhDocument2 pagesAE403 Fasson ®: PP Top White - S692N-Bg40Whpradip kothekarNo ratings yet
- Type Mao Type Mbo Type Mci: W.AriyaratneDocument1 pageType Mao Type Mbo Type Mci: W.AriyaratneLeon ZhouNo ratings yet
- HVAC Design-Manual-2012Document12 pagesHVAC Design-Manual-2012lheo cayabasNo ratings yet
- An Overview of Cathodic Protection Potential MeasurementDocument7 pagesAn Overview of Cathodic Protection Potential MeasurementKhanh DTNo ratings yet
- Packing ListDocument1 pagePacking ListanuNo ratings yet
- 8 - CE 511 - Welded ConnectionsDocument32 pages8 - CE 511 - Welded ConnectionsVictor Czar AustriaNo ratings yet
- 1000 Bolted JointsDocument3 pages1000 Bolted JointsMahmoud FawzyNo ratings yet
- Tender Document - TechnicalDocument37 pagesTender Document - TechnicalSujithkumar100% (1)
- EZ Clean 1500Document4 pagesEZ Clean 1500sebasalinashjNo ratings yet
- RS-540SH-7520|MABUCHI MOTOR CO., LTD. Product SearchDocument2 pagesRS-540SH-7520|MABUCHI MOTOR CO., LTD. Product Searchjoroma58No ratings yet
- K 5 Premium Full Control Plus: Operating InstructionsDocument84 pagesK 5 Premium Full Control Plus: Operating Instructionsronald DNo ratings yet
- A Detergent Made From TalahibDocument3 pagesA Detergent Made From TalahibAllan BesaNo ratings yet
- Chemical Composition, Mechanical, Physical and Environmental Properties of SAE 1536, Steel Grades, Carbon SteelDocument1 pageChemical Composition, Mechanical, Physical and Environmental Properties of SAE 1536, Steel Grades, Carbon SteelKuldeep SinghNo ratings yet
- Sheet Rolling Machine - SynopsisDocument8 pagesSheet Rolling Machine - SynopsisTanviNo ratings yet
- IR231 ManualDocument27 pagesIR231 Manualharleystroker2No ratings yet
- Concertina CoilDocument4 pagesConcertina CoilvklsNo ratings yet
- SurtecDocument7 pagesSurtecbrahymNo ratings yet
- Ductless Fume Hood Brochure - FEB19Document2 pagesDuctless Fume Hood Brochure - FEB19Musz MusaNo ratings yet
- 1.1 System Overview 1.2 FunctionDocument8 pages1.1 System Overview 1.2 FunctionNwachukwu UmehNo ratings yet
- Salmson Pompen NeoSys LRL-JRL PDFDocument20 pagesSalmson Pompen NeoSys LRL-JRL PDFAbdulSattarNo ratings yet
- 01CB1S01Document5 pages01CB1S01raobabar21No ratings yet
- Tranportation All ExperimentDocument55 pagesTranportation All ExperimentMaiwand KhanNo ratings yet
- Non-Cycling Refrigerated Dryer 200-800 SCFMDocument24 pagesNon-Cycling Refrigerated Dryer 200-800 SCFMCarlos Jiménez100% (1)
- Materials Chemistry and Physics: Jure Zigon, Matja Z Pavli C, Marko Petri C, Sebastian DahleDocument12 pagesMaterials Chemistry and Physics: Jure Zigon, Matja Z Pavli C, Marko Petri C, Sebastian DahleAromoNo ratings yet
- Project Report On GearsDocument40 pagesProject Report On Gearsjai70% (27)
- Powder 1Document84 pagesPowder 1Nyanda MadiliNo ratings yet
- Advera 401PS PDFDocument1 pageAdvera 401PS PDFkishanptlNo ratings yet
- CSA C22 No.131Document1 pageCSA C22 No.131metin yurtseverNo ratings yet
- 3 Oxidation and ReductionDocument25 pages3 Oxidation and ReductiondonutNo ratings yet
- Especificacion Dresser Series 1900Document2 pagesEspecificacion Dresser Series 1900Juan Pablo TordoyaNo ratings yet
- Brochure D-R 290 enDocument1 pageBrochure D-R 290 enDandy Harris FirdiandaNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansFrom EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansRating: 4 out of 5 stars4/5 (8)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (26)