You might also like
- Industrial Piping BOQ - Compressed AirDocument5 pagesIndustrial Piping BOQ - Compressed Airsachin smadhravalli100% (4)
- Mitutoyo Rockwell Hardness TesterDocument6 pagesMitutoyo Rockwell Hardness TesterArdian ArdianNo ratings yet
- The Sheet Metal Deep DrawnDocument3 pagesThe Sheet Metal Deep DrawnjoaopedrosousaNo ratings yet
- The Scanning Electron MicroscopeDocument65 pagesThe Scanning Electron MicroscopeCORE Materials67% (3)
- Kubota 1505 Workshop ManualDocument124 pagesKubota 1505 Workshop Manualsolserengsa85% (13)
- 4 Deep DrawingDocument26 pages4 Deep Drawingmck_medo100% (1)
- Deep Drawing - ProjectDocument112 pagesDeep Drawing - ProjectideepujNo ratings yet
- Deep Draw Technology 02Document40 pagesDeep Draw Technology 02joseprf6180No ratings yet
- Deep Drawing Is One of The Most Crucial and Widely Used Practices of Metal Forming. It IsDocument1 pageDeep Drawing Is One of The Most Crucial and Widely Used Practices of Metal Forming. It IsgauravNo ratings yet
- 7 CeramicsDocument32 pages7 CeramicsSaurabh TripathiNo ratings yet
- Sand Casting and Other Casting ProcessesDocument74 pagesSand Casting and Other Casting ProcessesRashid KareemNo ratings yet
- Powder Metallurgy, Processing of Ceramics and CermetsDocument59 pagesPowder Metallurgy, Processing of Ceramics and CermetsDiego Fernando Arana RojasNo ratings yet
- Powder Metallurgy Process PDFDocument28 pagesPowder Metallurgy Process PDFAravindhan AnbalaganNo ratings yet
- Deep Drawing Literature ReviewDocument37 pagesDeep Drawing Literature ReviewS T100% (3)
- Resistance WeldingDocument5 pagesResistance WeldingJoel BrasilBorgesNo ratings yet
- Deep Drawing Process PDFDocument34 pagesDeep Drawing Process PDFCADCAM CAENo ratings yet
- Powder MetallurgyDocument18 pagesPowder MetallurgyCristian IakabNo ratings yet
- Deep DrawingDocument4 pagesDeep DrawingSsk RogueNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldingkarthik100% (4)
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 pagesCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNo ratings yet
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocument7 pagesMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNo ratings yet
- Deep Drawing: Process DefinitionDocument14 pagesDeep Drawing: Process DefinitionVivek ThakkarNo ratings yet
- Theory of Metal CuttingDocument24 pagesTheory of Metal CuttingOmkar BedadeNo ratings yet
- Spot WeldingDocument8 pagesSpot Weldingtoyota952No ratings yet
- Key Design Principles For Successful Deep DrawingDocument93 pagesKey Design Principles For Successful Deep Drawingshahzad afzal100% (5)
- Arcelor Deep Draw MaterialDocument7 pagesArcelor Deep Draw MaterialJayDadrassNo ratings yet
- Forging Drawing ProcessesDocument5 pagesForging Drawing ProcessesSanam PuriNo ratings yet
- Deep DrawingDocument29 pagesDeep DrawingRafael Jose Perez Pizarro100% (1)
- Die Casting GuidelinesDocument12 pagesDie Casting Guidelinesstalinb618No ratings yet
- Metal FormingDocument49 pagesMetal FormingtejasNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Injection Molding AssignmentDocument8 pagesInjection Molding AssignmentaakshusabhNo ratings yet
- Powder Metallurgy PDFDocument43 pagesPowder Metallurgy PDFJubin SuranaNo ratings yet
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingSujit MishraNo ratings yet
- Zinc DIE CASTINGDocument10 pagesZinc DIE CASTINGFrancisco BocanegraNo ratings yet
- Powder Additives and Mixing PDFDocument13 pagesPowder Additives and Mixing PDFumar100% (1)
- HPDCdesign Basic PrinciplesDocument9 pagesHPDCdesign Basic PrinciplesGanesan ThangasamyNo ratings yet
- U BendingDocument31 pagesU BendingbabutyNo ratings yet
- Sheet Metal Form Vinay 1226927986919169 9Document83 pagesSheet Metal Form Vinay 1226927986919169 9Nhan LeNo ratings yet
- Powder Injection MouldingDocument45 pagesPowder Injection MouldingAmritanshu SharmaNo ratings yet
- SHEARINGDocument6 pagesSHEARINGanmol6237No ratings yet
- Deep Drawing UhuyyyyDocument20 pagesDeep Drawing UhuyyyyeltonNo ratings yet
- Casting ProcessesDocument20 pagesCasting ProcessesVv4HNo ratings yet
- Rapid Manufacturing Sheet Metal DesignDocument18 pagesRapid Manufacturing Sheet Metal Designniloy_67No ratings yet
- Fine Blanking TechnologyDocument30 pagesFine Blanking TechnologyEngineer100% (2)
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Metal Stamping DiesDocument7 pagesMetal Stamping DiesedpsousaNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- Experiment N04-Cup DrawDocument5 pagesExperiment N04-Cup DrawRandhir KyNo ratings yet
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 pagesME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNo ratings yet
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- Brochure For HPDC ProcessDocument4 pagesBrochure For HPDC Processramaswamykama786No ratings yet
- Die-Casting Process: Types, Applications & LimitationsDocument24 pagesDie-Casting Process: Types, Applications & LimitationssoorajNo ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitNo ratings yet
- Isostatic PressingDocument4 pagesIsostatic PressingBelma HasanovicNo ratings yet
- Ceramic OsDocument5 pagesCeramic OsBlank FajardoNo ratings yet
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- Durability of MaterialsDocument72 pagesDurability of MaterialsCORE Materials100% (2)
- Equations in Materials ScienceDocument25 pagesEquations in Materials ScienceCORE Materials86% (7)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- The Transmission Electron MicroscopeDocument73 pagesThe Transmission Electron MicroscopeCORE MaterialsNo ratings yet
- Microscopy With Light and ElectronsDocument36 pagesMicroscopy With Light and ElectronsCORE Materials100% (1)
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDocument26 pagesTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 5203: Anodizing of AluminiumDocument27 pagesTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDocument20 pagesTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocument13 pagesTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNo ratings yet
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocument9 pagesTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNo ratings yet
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Document24 pagesIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNo ratings yet
- 4102Document14 pages4102henrychtNo ratings yet
- TALAT Lecture 4500: Resistance WeldingDocument23 pagesTALAT Lecture 4500: Resistance WeldingCORE MaterialsNo ratings yet
- TALAT Lecture 4400: Introduction To Friction, Explosive and Ultrasonic Welding Processes of AluminiumDocument11 pagesTALAT Lecture 4400: Introduction To Friction, Explosive and Ultrasonic Welding Processes of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 4101: Definition and Classification of Mechanical Fastening MethodsDocument19 pagesTALAT Lecture 4101: Definition and Classification of Mechanical Fastening MethodsCORE MaterialsNo ratings yet
- Válvulas A Solenoide - JeffersonDocument126 pagesVálvulas A Solenoide - JeffersondgarciabNo ratings yet
- Plant Growth RegulatorsDocument55 pagesPlant Growth RegulatorsXimena Libano0% (1)
- Ua Single 200 Blt00062 eDocument4 pagesUa Single 200 Blt00062 eCriiiiislNo ratings yet
- KefirDocument19 pagesKefirCheryl Benson100% (3)
- Level of Organisation of Protein StructureDocument18 pagesLevel of Organisation of Protein Structureyinghui94No ratings yet
- 7.1 Covalent Bonding (1C) QPDocument13 pages7.1 Covalent Bonding (1C) QPSrijita RoyNo ratings yet
- Effects of Cigarette Smoke On Plants - Panes - RegenciaDocument9 pagesEffects of Cigarette Smoke On Plants - Panes - RegenciaRahul GuptaNo ratings yet
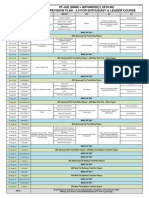
- IIT-JEE (MAIN + ADVANCED) (2019-20) Guided Revision Plan - 3.0 For Enthusiast & Leader CourseDocument1 pageIIT-JEE (MAIN + ADVANCED) (2019-20) Guided Revision Plan - 3.0 For Enthusiast & Leader Coursesup100% (1)
- Catalog Dry DisconnectsDocument52 pagesCatalog Dry DisconnectsCristopher PatricioNo ratings yet
- Membrane PotentialsDocument7 pagesMembrane PotentialsJessica Leika MatibagNo ratings yet
- chuẩn bị lab 4Document4 pageschuẩn bị lab 4Maria Anh Thư33% (3)
- As 4862-2000 Lead and Lead Alloys - Determination of Impurities and Alloying Elements - Atomic Emission SpectDocument6 pagesAs 4862-2000 Lead and Lead Alloys - Determination of Impurities and Alloying Elements - Atomic Emission SpectSAI Global - APAC100% (1)
- Physical Science Model Question PaperDocument8 pagesPhysical Science Model Question PaperSreekanthGannamarajuNo ratings yet
- Brazing Tips Lucas MilhauptDocument13 pagesBrazing Tips Lucas MilhauptasastreNo ratings yet
- NCERT Line by LineDocument162 pagesNCERT Line by LineAyushi Chandel 12-C,530% (1)
- Muschen BroekDocument24 pagesMuschen BroekArdy25No ratings yet
- Differences Between Galvalume and Galvanized in Metal RoofingDocument2 pagesDifferences Between Galvalume and Galvanized in Metal RoofingPPM100% (1)
- Xi Salt Analysis em PDFDocument3 pagesXi Salt Analysis em PDFvvn natrajNo ratings yet
- Traditional Lesson Plan ScienceDocument8 pagesTraditional Lesson Plan ScienceJojit GarciaNo ratings yet
- Marine Operations Notes Part 2Document32 pagesMarine Operations Notes Part 2Ekiyo PiusNo ratings yet
- United States v. Algon Chemical Inc., A Corporation, and Edward Latinsky, An Individual, 879 F.2d 1154, 3rd Cir. (1989)Document18 pagesUnited States v. Algon Chemical Inc., A Corporation, and Edward Latinsky, An Individual, 879 F.2d 1154, 3rd Cir. (1989)Scribd Government DocsNo ratings yet
- Mpeg 750Document2 pagesMpeg 750sudhir5441No ratings yet
- Disinfectant Floor CleanerDocument2 pagesDisinfectant Floor CleanerRafique PNo ratings yet
- Ethyl Chloride c2h5cl Safety Data Sheet Sds p4597 PDFDocument9 pagesEthyl Chloride c2h5cl Safety Data Sheet Sds p4597 PDFIstiqomah Asmawati ShafiyahNo ratings yet
- Kajian Hukum Peran "Apoteker" Dalam Saintifikasi JamuDocument6 pagesKajian Hukum Peran "Apoteker" Dalam Saintifikasi JamuPetrisyia ReyvhonniNo ratings yet
- Exercises of Mole Concept (Basic) - SolDocument7 pagesExercises of Mole Concept (Basic) - Solsfkwong100% (1)
- Part List Checkpoint 1250 Series - 1-2 Inch - P25B15C3QL34-Rev06Document11 pagesPart List Checkpoint 1250 Series - 1-2 Inch - P25B15C3QL34-Rev06Zainuddin CIENo ratings yet
- Biofouling Management Plans AUGUST 2019: Guidance Notes OnDocument13 pagesBiofouling Management Plans AUGUST 2019: Guidance Notes OnMichael melendezNo ratings yet