You might also like
- Generator 250 Hour Service Sheet TemplateDocument3 pagesGenerator 250 Hour Service Sheet TemplateAmon Kiay67% (9)
- Weld Defects TrainingDocument77 pagesWeld Defects TrainingQC apollohx100% (1)
- TWI Welding TrainingDocument31 pagesTWI Welding TrainingNavneet Singh67% (3)
- Welding PresentationDocument33 pagesWelding PresentationHosam Ahmed100% (1)
- Undercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedDocument27 pagesUndercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAANo ratings yet
- Flexibility Analysis of High Temperature Piping SystemDocument33 pagesFlexibility Analysis of High Temperature Piping SystemAnonymous 9pjUI6No ratings yet
- CSWIP Welding Inspection Notes and Questions PDFDocument115 pagesCSWIP Welding Inspection Notes and Questions PDFrahim_335162856100% (3)
- Quality Level BDocument17 pagesQuality Level BUgonnaNo ratings yet
- Joint Fit Up and Alignment - StudentDocument22 pagesJoint Fit Up and Alignment - StudentSankar KrishnanNo ratings yet
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalNo ratings yet
- Weld DefectsDocument45 pagesWeld DefectsEhigiator Joseph100% (5)
- BE YCAL Chiller Specs-2Document106 pagesBE YCAL Chiller Specs-2Diegol ErnestoNo ratings yet
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument6 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsAnonymous vU7CuPNo ratings yet
- UKOOA FPSO Design Guidance NotesDocument176 pagesUKOOA FPSO Design Guidance Notesnazwan14100% (5)
- Welding ProcessesDocument7 pagesWelding ProcessesTridib DeyNo ratings yet
- Welding DefectsDocument68 pagesWelding DefectsRahulKumarNo ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- Welding Symbols Dy Weldingcoordinator 2021Document92 pagesWelding Symbols Dy Weldingcoordinator 2021Subramanian RNo ratings yet
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Welding PresentationDocument163 pagesWelding PresentationtonykptonyNo ratings yet
- Welding Defects, Causes & Correction: Leigh BaughurstDocument3 pagesWelding Defects, Causes & Correction: Leigh BaughurstankNo ratings yet
- Welding Defects - Causes and RemediesDocument51 pagesWelding Defects - Causes and Remediesmilind94% (18)
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Asme 19.23 1980 PDFDocument86 pagesAsme 19.23 1980 PDFPopescu AlinNo ratings yet
- WPS & PQR Training PDFDocument316 pagesWPS & PQR Training PDFamini_mohiNo ratings yet
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDocument12 pagesAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555No ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- WIS5 - Appendix 2Document86 pagesWIS5 - Appendix 2Reza Fakhrizal100% (1)
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- Introduction To Composite MaterialsDocument74 pagesIntroduction To Composite Materialsswordprinces100% (1)
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Weld DefectsDocument43 pagesWeld Defectsraju100% (1)
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- Weld DefectsDocument45 pagesWeld Defectsanon_256154377No ratings yet
- 03-Symbols Mock ExamDocument5 pages03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDocument11 pagesWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 pagesShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelNo ratings yet
- Welding R1Document49 pagesWelding R1proxywarNo ratings yet
- Weld Penetration Procedure NewDocument4 pagesWeld Penetration Procedure NewJm VenkiNo ratings yet
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioNo ratings yet
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Cswip Exams 1 PDFDocument65 pagesCswip Exams 1 PDFFethi BELOUISNo ratings yet
- Domestic Heating/MMA Welding Unit 3 - Manual Arc WeldingDocument68 pagesDomestic Heating/MMA Welding Unit 3 - Manual Arc WeldingcfcshakerNo ratings yet
- Service Manual: Chassis & Mast MC/FCDocument9 pagesService Manual: Chassis & Mast MC/FCyojar apazaNo ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- Collission RickmersDubaiDocument88 pagesCollission RickmersDubaiBinh Pham100% (1)
- Welding Current & Welding VoltageDocument9 pagesWelding Current & Welding VoltageAbhishek AnandNo ratings yet
- ILLCDocument44 pagesILLCBinh Pham100% (1)
- Otc19607 About API RP 2skDocument12 pagesOtc19607 About API RP 2skBinh PhamNo ratings yet
- Sten A Voyager ReportDocument45 pagesSten A Voyager ReportBinh PhamNo ratings yet
- Ecdis Enc 08 ReportDocument53 pagesEcdis Enc 08 ReportBinh Pham100% (1)
- Ecdis Enc 08 ReportDocument53 pagesEcdis Enc 08 ReportBinh Pham100% (1)
- MooringDocument38 pagesMooringBinh Pham100% (1)
- Gas Metal Arc Welding (GMAW)Document16 pagesGas Metal Arc Welding (GMAW)Akmal Bin Saipul AnuarNo ratings yet
- Zerospeed Active StabilizerDocument7 pagesZerospeed Active StabilizerBinh PhamNo ratings yet
- DY-300 Men Accommodation Work BargeDocument21 pagesDY-300 Men Accommodation Work BargeBinh PhamNo ratings yet
- Welding ParametersDocument34 pagesWelding ParametersmilindNo ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- Murex Tig Poster 2008 PDFDocument1 pageMurex Tig Poster 2008 PDFPCNo ratings yet
- (EW-512-6) - Nondestructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik) PDFDocument37 pages(EW-512-6) - Nondestructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik) PDFbruarNo ratings yet
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 pagesMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhNo ratings yet
- Weld GaugesDocument15 pagesWeld GaugessojeckNo ratings yet
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocument26 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasNo ratings yet
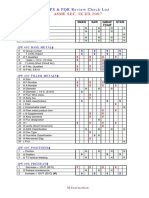
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- WC515Document1 pageWC51555312714No ratings yet
- SIRIM-AWS Certified Welding Engineer (CWEng.) Brochure 2013Document2 pagesSIRIM-AWS Certified Welding Engineer (CWEng.) Brochure 2013sutimankemin100% (1)
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Defects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Document4 pagesDefects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Aris WicaksonoNo ratings yet
- Handbook - Weld Defects 05Document1 pageHandbook - Weld Defects 05Danilova SonjaNo ratings yet
- Welding DefectsDocument38 pagesWelding DefectsvvpvarunNo ratings yet
- MAIB - Collision Due To Anchor DragDocument16 pagesMAIB - Collision Due To Anchor DragBinh Pham100% (1)
- Technical Investigation Accident Twin Crane LiftDocument6 pagesTechnical Investigation Accident Twin Crane LiftBinh PhamNo ratings yet
- Dutch NavigatorDocument66 pagesDutch NavigatorBinh Pham100% (1)
- Tie-In Spool - A Verification Study (MSC)Document213 pagesTie-In Spool - A Verification Study (MSC)Binh PhamNo ratings yet
- 406 Lesson 9bDocument41 pages406 Lesson 9bBinh PhamNo ratings yet
- Coffee Kiosk Sample Business Plan StrategyDocument8 pagesCoffee Kiosk Sample Business Plan StrategyBinh PhamNo ratings yet
- Mr. Munaf Hoka: Iqbal KeruwalaDocument4 pagesMr. Munaf Hoka: Iqbal KeruwalaLalit NagarNo ratings yet
- EMUB Alarms PatchingDocument11 pagesEMUB Alarms PatchingEjaz Bashir100% (1)
- Kimia PolimerDocument53 pagesKimia PolimerLailatul BadriyahNo ratings yet
- Piping Stress Handbook - by Vi 1Document121 pagesPiping Stress Handbook - by Vi 1Med RjebNo ratings yet
- 2cwse PDFDocument2 pages2cwse PDFOrlando Rojas PintoNo ratings yet
- 1 s2.0 S0924013621001412 MainDocument12 pages1 s2.0 S0924013621001412 MainUsman AhmadNo ratings yet
- Excel ChemistryDocument14 pagesExcel ChemistrySumathi GanasenNo ratings yet
- La 78041Document0 pagesLa 78041miltoncgNo ratings yet
- Car Relay PDFDocument4 pagesCar Relay PDFadrianNo ratings yet
- Ethiopia's Industrial Parks: A Data Pack On Recent PerformanceDocument6 pagesEthiopia's Industrial Parks: A Data Pack On Recent PerformanceGeremew Kefale GobenaNo ratings yet
- Aluminium and Related ProductsDocument3 pagesAluminium and Related ProductsAJEET KUMARNo ratings yet
- Silt Density Index - SDI Membrane Fouling ControlDocument5 pagesSilt Density Index - SDI Membrane Fouling ControlSergioNo ratings yet
- Blending Behavior of Cotton and Polyester Fibers On Different Spinning Systems in Relation To Physical Properties of Blended YarnsDocument11 pagesBlending Behavior of Cotton and Polyester Fibers On Different Spinning Systems in Relation To Physical Properties of Blended YarnsijsretNo ratings yet
- ODI-TOX SILVER (Toxin Binder) MSDSDocument4 pagesODI-TOX SILVER (Toxin Binder) MSDSTazia DuldulNo ratings yet
- Sheet Metal Forming PDFDocument8 pagesSheet Metal Forming PDFAlpha WolfNo ratings yet
- 117BH - Ceramic Science and Technology PDFDocument8 pages117BH - Ceramic Science and Technology PDFvenkiscribd444No ratings yet
- Delta Mks (Zinc Flake) - Pea ProjectDocument32 pagesDelta Mks (Zinc Flake) - Pea ProjectTAEWARAT RAKRUANGNo ratings yet
- Design and Synthesis of Hydrogenated TiO2-Polyaniline Nanorods For Flexible High-Performance SupercapacitorsDocument1 pageDesign and Synthesis of Hydrogenated TiO2-Polyaniline Nanorods For Flexible High-Performance SupercapacitorsCharles Powell100% (1)
- 10 9Document20 pages10 9limlianpengNo ratings yet
- United States Patent (19) : Attorney-Harry M. Saragovitz, Edward J. Kelly, HerDocument7 pagesUnited States Patent (19) : Attorney-Harry M. Saragovitz, Edward J. Kelly, Herwilly dwinovNo ratings yet
- Nano System Process Guide: ContentsDocument12 pagesNano System Process Guide: ContentsGustavo ReyNo ratings yet
- Osisense XCC Xcc1510ps10yDocument2 pagesOsisense XCC Xcc1510ps10ylucianNo ratings yet
- Star S07FS32DR Water Softener Repair PartsDocument1 pageStar S07FS32DR Water Softener Repair PartsBillNo ratings yet