You might also like
- Bridge Design Practice 4th Edition CaltrDocument1,151 pagesBridge Design Practice 4th Edition CaltrRodrigo Medina AngelNo ratings yet
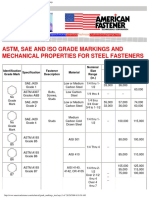
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- B 912-02 Passivation of Stainless Steels Using ElectropolishingDocument4 pagesB 912-02 Passivation of Stainless Steels Using ElectropolishingminhphuongphamNo ratings yet
- Manual Beam DesignDocument14 pagesManual Beam DesignRonald Kaaku50% (2)
- (J. Gilbert Kaufman) Parametric Analyses of High-T (BookFi) PDFDocument170 pages(J. Gilbert Kaufman) Parametric Analyses of High-T (BookFi) PDFLiviu BadeaNo ratings yet
- Surface Prep App GuideDocument16 pagesSurface Prep App GuideKalaiyazhagan ElangeeranNo ratings yet
- Steel Structure, Their Analysis and DesignDocument27 pagesSteel Structure, Their Analysis and Designnabinniraula100% (1)
- Material Equivalent STD PDFDocument1 pageMaterial Equivalent STD PDFANIL100% (1)
- Application Guide Sludge Mixers en Rev 1Document8 pagesApplication Guide Sludge Mixers en Rev 1gazwang478No ratings yet
- BS 5163-1-2004Document14 pagesBS 5163-1-2004Udit Kumar SarkarNo ratings yet
- Jis To Other STDDocument2 pagesJis To Other STDtedfdfeNo ratings yet
- Laser Cladding Surface TreatmentDocument129 pagesLaser Cladding Surface TreatmentAbhijit Kumar100% (1)
- TGN 1 25 Introduction To FatigueDocument2 pagesTGN 1 25 Introduction To FatigueMuhammad ImranNo ratings yet
- EagleBurgmann Catalog Compression Packings en 26.11.2015Document30 pagesEagleBurgmann Catalog Compression Packings en 26.11.2015Anh Võ ĐứcNo ratings yet
- Practical Data For MetallurgistsDocument154 pagesPractical Data For MetallurgistsGuillermo Cordero100% (1)
- Noreva Valve Cat - 2018 Online Download PDFDocument46 pagesNoreva Valve Cat - 2018 Online Download PDFSirvan HomaNo ratings yet
- Industrial Shaft Seals PDFDocument308 pagesIndustrial Shaft Seals PDFFabiano RogérioNo ratings yet
- Sa 193&sa 193M PDFDocument18 pagesSa 193&sa 193M PDFGabriel RodríguezNo ratings yet
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- Seals and Sealing Systems For PressesDocument334 pagesSeals and Sealing Systems For PressesMykola TitovNo ratings yet
- RCDocument179 pagesRCAngel Engutan100% (1)
- DU Sliding Material SpecificationsDocument55 pagesDU Sliding Material SpecificationsMichał AmborNo ratings yet
- e PDFDocument42 pagese PDFNicolás González GuerreroNo ratings yet
- Iso 7789Document32 pagesIso 7789Fabio Stui100% (1)
- Satorp TR Interview Questionnar (Welding)Document21 pagesSatorp TR Interview Questionnar (Welding)abyNo ratings yet
- Numerical ModelingDocument41 pagesNumerical Modelingntuten88No ratings yet
- Understanding Acoustic Emission Testing - Reading 1 Part A-ADocument172 pagesUnderstanding Acoustic Emission Testing - Reading 1 Part A-ARamakrishnan AmbiSubbiah100% (1)
- Customer Presentation LEWA EcoflowDocument35 pagesCustomer Presentation LEWA EcoflowMohammed ShallabyNo ratings yet
- Forces Acting On Restorations LD / Orthodontic Courses by Indian Dental AcademyDocument95 pagesForces Acting On Restorations LD / Orthodontic Courses by Indian Dental Academyindian dental academyNo ratings yet
- Kingsbury Leg ComponentsDocument3 pagesKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Up-Stream Pumping - Presentation1Document46 pagesUp-Stream Pumping - Presentation1Chozha RajanNo ratings yet
- SULZER CastMaterials - E00510Document5 pagesSULZER CastMaterials - E00510nhirpara1No ratings yet
- Materials For Rolling Bearing TechnologyDocument29 pagesMaterials For Rolling Bearing TechnologyWayuNo ratings yet
- CPT Chemical End Suction Pump BrochureDocument14 pagesCPT Chemical End Suction Pump BrochureFedi SNo ratings yet
- Current Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988From EverandCurrent Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988Y. H. KabilNo ratings yet
- EPRI-R-3002010332-MRP-418 Use of Master Curve For Pressure-Retaining MaterialsDocument114 pagesEPRI-R-3002010332-MRP-418 Use of Master Curve For Pressure-Retaining MaterialsOtso CronvallNo ratings yet
- MSS SP-121 (1997)Document20 pagesMSS SP-121 (1997)adprimNo ratings yet
- Welding Catalogue ESABDocument294 pagesWelding Catalogue ESABVinayak Bajpai100% (4)
- Rotary Seal Design GuideDocument434 pagesRotary Seal Design GuideBhargav Suvagiya100% (3)
- MSS SP 85-1994 PDFDocument12 pagesMSS SP 85-1994 PDFJohnny CcanchiNo ratings yet
- Hydrodynamic Simulation of Horizontal Slurry Pipeline Flow Using ANSYS-CFXDocument39 pagesHydrodynamic Simulation of Horizontal Slurry Pipeline Flow Using ANSYS-CFXAvinash VasudeoNo ratings yet
- PDFDocument16 pagesPDFdang2172014No ratings yet
- Finite Element Analysis of Unreinforced Masonry Walls: MahammedDocument14 pagesFinite Element Analysis of Unreinforced Masonry Walls: MahammedSaad HneidiNo ratings yet
- MSS SP-88 (1993)Document15 pagesMSS SP-88 (1993)jothishNo ratings yet
- Int J Metal Casting 2015 Defect ClassificationDocument13 pagesInt J Metal Casting 2015 Defect ClassificationDouglas RodriguesNo ratings yet
- BS 5160Document29 pagesBS 5160surangaNo ratings yet
- Astm 1.05Document3 pagesAstm 1.05asprclms durgapurNo ratings yet
- Hermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKDocument16 pagesHermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKADITYA_PATHAKNo ratings yet
- Casting HandbookDocument18 pagesCasting HandbookGaurav NarulaNo ratings yet
- Compression Packing Selection Guide: Sealing Products For IndustryDocument13 pagesCompression Packing Selection Guide: Sealing Products For IndustryAdverNo ratings yet
- European Steel and Alloy Grades: S235JRG2 (1.0038)Document2 pagesEuropean Steel and Alloy Grades: S235JRG2 (1.0038)farshid KarpasandNo ratings yet
- Alp - Sizer InfoDocument13 pagesAlp - Sizer InfoLê Quang DuyNo ratings yet
- 붙임 - 3-1. 천연가스용 볼밸브 표준규격Document25 pages붙임 - 3-1. 천연가스용 볼밸브 표준규격윤병택No ratings yet
- Ductile Iron SpecificationsDocument12 pagesDuctile Iron SpecificationsDouglas BooyensNo ratings yet
- Sulzer Vertical Turbine PumpDocument6 pagesSulzer Vertical Turbine PumpJericho Parulian SitumorangNo ratings yet
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDocument2 pagesHot-Dip Galvanizing Vs Continuous Sheet GalvanizingSreedhar Patnaik.M100% (1)
- UNS R30006 Steel GradesDocument3 pagesUNS R30006 Steel GradesRatnakar PatilNo ratings yet
- 00 AWWA StandardsDocument3 pages00 AWWA Standardsliviu_dovaNo ratings yet
- Reep 001Document17 pagesReep 001Suruttaiyan SuruNo ratings yet
- CpkoDocument24 pagesCpkoDeepak SparkleNo ratings yet
- ARTY - Aubert Et Duval - Produits - Longs - GB PDFDocument6 pagesARTY - Aubert Et Duval - Produits - Longs - GB PDFScott_B4UNo ratings yet
- Non-Oriented Fully Process Electrical Steel - ASTMDocument28 pagesNon-Oriented Fully Process Electrical Steel - ASTMhpham2005No ratings yet
- Inspection & Testing of Elastic Rail Clips PDFDocument5 pagesInspection & Testing of Elastic Rail Clips PDFvivek adNo ratings yet
- X52Document16 pagesX52cj_kamNo ratings yet
- TriMarkCatalog Filler MaterialDocument50 pagesTriMarkCatalog Filler MaterialSuphi YükselNo ratings yet
- MQP 2Document10 pagesMQP 2prithvirajd20No ratings yet
- C1e 010Document9 pagesC1e 010Agung SumargoNo ratings yet
- Equotip 3Document6 pagesEquotip 3raveeceeNo ratings yet
- Pipeliner 16P: Typical Applications Key FeaturesDocument2 pagesPipeliner 16P: Typical Applications Key FeaturesWanto SitinjakNo ratings yet
- Crom Plated BarsDocument24 pagesCrom Plated BarschonubobbyNo ratings yet
- Standard Terminology Relating To Fatigue and Fracture TestingDocument25 pagesStandard Terminology Relating To Fatigue and Fracture TestingMAURO MORESCONo ratings yet
- Machin AbilityDocument7 pagesMachin AbilityAshok KumarNo ratings yet
- Senior Welding Inspector: Multiple Choice Questions Paper 1: Name: . . DateDocument6 pagesSenior Welding Inspector: Multiple Choice Questions Paper 1: Name: . . DateFuaz SukaryaNo ratings yet
- TP114HEP Reexaminations FewerLocations HigherConfidenceDocument14 pagesTP114HEP Reexaminations FewerLocations HigherConfidenceKurt CobainNo ratings yet
- Stroitelni KonstruksiiDocument40 pagesStroitelni Konstruksiiexcaliber4No ratings yet
- J-Integral and VCCT (MSC Marc)Document2 pagesJ-Integral and VCCT (MSC Marc)nunchakuNo ratings yet
- Cyclic Behavior of Steel Shear Links Used in Replaceable Coupling BeamsDocument11 pagesCyclic Behavior of Steel Shear Links Used in Replaceable Coupling BeamsJay PadamaNo ratings yet
- Mechanical Method To Evaluate Safety Factors in Buried PipesDocument8 pagesMechanical Method To Evaluate Safety Factors in Buried Pipesle phuongNo ratings yet
- BMC1.Basic Building MaterialsDocument44 pagesBMC1.Basic Building MaterialsMeenu Priya100% (1)
- Metals: Mechanical Behavior of High-Strength, Low-Alloy SteelsDocument2 pagesMetals: Mechanical Behavior of High-Strength, Low-Alloy SteelsNiken ApriliaNo ratings yet
- An Overview of The API Section 10Document18 pagesAn Overview of The API Section 10api-3855165100% (1)
- Strengthening of Shear Wall With High PerformanceDocument9 pagesStrengthening of Shear Wall With High PerformanceOğuzhan OdbayNo ratings yet
- CHAPTER - 1 PavementDocument98 pagesCHAPTER - 1 PavementRina DedefoNo ratings yet
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocument1 page3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikNo ratings yet
- 4.classification of Tensometry MethodsDocument3 pages4.classification of Tensometry MethodsМурад ГусейнзадеNo ratings yet
- Creep Deformation and Rupture Behaviour of P92 Steel at 923 KDocument6 pagesCreep Deformation and Rupture Behaviour of P92 Steel at 923 KD P RAO PALAPARTINo ratings yet
- Ebeling-Chapter 8Document36 pagesEbeling-Chapter 8Muhammad FajriNo ratings yet
- Are They Pour Lines or Cold Joints - tcm45-348413Document4 pagesAre They Pour Lines or Cold Joints - tcm45-348413محمد كاشف جاويدNo ratings yet
- Ma2018 - Controlled Formation of Coherent Cuboidal Nanoprecipitates inDocument13 pagesMa2018 - Controlled Formation of Coherent Cuboidal Nanoprecipitates inuristerinNo ratings yet
- Patent LeatherDocument10 pagesPatent LeathervinothjohnnashNo ratings yet