You might also like
- CBLMDocument60 pagesCBLMfelicity lincuna100% (2)
- School Base Training Facilities: Layout Prepare Trial BalanceDocument6 pagesSchool Base Training Facilities: Layout Prepare Trial BalanceBranny OrtegaNo ratings yet
- WIS 10 Interp ExeDocument67 pagesWIS 10 Interp Exelembugs100% (1)
- Calibration CertificateDocument1 pageCalibration Certificateadeoye_okunoye100% (1)
- Wps Time 3g Smaw Eh36 (Practical Aws)Document16 pagesWps Time 3g Smaw Eh36 (Practical Aws)Nurul Atikah OmarNo ratings yet
- Sto. Niño 3 Skills Training and Assessment CenterDocument19 pagesSto. Niño 3 Skills Training and Assessment CenterEmmerNo ratings yet
- Maintain Training Facilities: Template #1Document22 pagesMaintain Training Facilities: Template #1DALISAY GINGCO100% (1)
- Tm1 PresentationDocument27 pagesTm1 PresentationSam Louis LepitenNo ratings yet
- Maintain Training FacilitiesDocument10 pagesMaintain Training FacilitiesAngelica CablinanNo ratings yet
- Self - Assessment Guide: Shielded Metal Arc Welding (Smaw) NC Ii Weld Carbon Steel Plates and Pipes Using SmawDocument1 pageSelf - Assessment Guide: Shielded Metal Arc Welding (Smaw) NC Ii Weld Carbon Steel Plates and Pipes Using SmawAJ AcuñaNo ratings yet
- Course Design Cookery NC IIDocument11 pagesCourse Design Cookery NC IIGerard DistorNo ratings yet
- Introduction To Arc WeldingDocument36 pagesIntroduction To Arc WeldingJo ShNo ratings yet
- Template - Institutional AssessmentDocument13 pagesTemplate - Institutional AssessmentrobNo ratings yet
- A Portfolio Submitted To The TrainerDocument107 pagesA Portfolio Submitted To The TrainerBHE JERLYN VLOGSNo ratings yet
- Competency Assessment AgreementDocument2 pagesCompetency Assessment AgreementDyril Kleine DacanayNo ratings yet
- Maintain Training Facilities TemplateDocument8 pagesMaintain Training Facilities TemplateCami Lyn LigmayoNo ratings yet
- Integrated-CLM CORE SMAWDocument3 pagesIntegrated-CLM CORE SMAWMICHELLE BITALASNo ratings yet
- CBLMDocument30 pagesCBLMrowell ramosNo ratings yet
- Maintain - Training - Facilities Muah MuahDocument19 pagesMaintain - Training - Facilities Muah MuahSalvador MiraNo ratings yet
- Competency - Based Learning Materials: Sector: Qualification Title: Unit of Competency: Module TitleDocument14 pagesCompetency - Based Learning Materials: Sector: Qualification Title: Unit of Competency: Module TitleJoven RoqueNo ratings yet
- Fls ScriptDocument2 pagesFls ScriptPau SavirraNo ratings yet
- SAG - Housekeeping NC IIDocument9 pagesSAG - Housekeeping NC IIEden Joy GalindezNo ratings yet
- List of Instructional Materials/Library HoldingsDocument2 pagesList of Instructional Materials/Library HoldingsRommel SelgaNo ratings yet
- CBC - Smaw NC IDocument56 pagesCBC - Smaw NC ILeo Loquinario Jr.No ratings yet
- F11 - CBC Auto NC-1Document46 pagesF11 - CBC Auto NC-1Ait BiñanNo ratings yet
- BARDocument2 pagesBARShallimar AlcarionNo ratings yet
- CBLM Practicing Occupational Health and Safety ProcedureDocument46 pagesCBLM Practicing Occupational Health and Safety ProcedureErlene LinsanganNo ratings yet
- Form 1.1 Self-Assessment Checklist Instructions: Can I ?Document14 pagesForm 1.1 Self-Assessment Checklist Instructions: Can I ?redant21ltdNo ratings yet
- Training Activity Matrix SMAW NC I-COREDocument52 pagesTraining Activity Matrix SMAW NC I-COREEugenio Mates Jr.No ratings yet
- CBC Driving NC II - N. BantigueDocument70 pagesCBC Driving NC II - N. BantigueLeigh AfableNo ratings yet
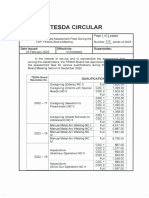
- TESDA Circular No. 009-2019 - Pipefitting (Metallic) NC2Document7 pagesTESDA Circular No. 009-2019 - Pipefitting (Metallic) NC2Valcy MadzNo ratings yet
- Utpras Smaw NC II Tesda Sop Tsdo 01 f02Document1 pageUtpras Smaw NC II Tesda Sop Tsdo 01 f02zonge cruzNo ratings yet
- CBLM Basic 4. Practice Occupational Health and SafetyDocument57 pagesCBLM Basic 4. Practice Occupational Health and SafetyJeanManabatNo ratings yet
- Unit of Competency 1Document66 pagesUnit of Competency 1Jonathan Po CaasiNo ratings yet
- Trainers Record Book TRBDocument9 pagesTrainers Record Book TRBQueen Realyn AlmirezNo ratings yet
- f01 Training Activity MatrixDocument2 pagesf01 Training Activity MatrixEmmer100% (1)
- CBC Blank FormatDocument3 pagesCBC Blank FormatJayson BarteNo ratings yet
- TM SmawDocument1 pageTM SmawKynneza UniqueNo ratings yet
- TESDA-OP-CO-01-F13 List of Equipment - EDITDocument2 pagesTESDA-OP-CO-01-F13 List of Equipment - EDITRobelyn Fababier VeranoNo ratings yet
- Sag Eim NciiDocument2 pagesSag Eim NciiBon CalderonNo ratings yet
- Letter of Intent (Tesda Assesor)Document2 pagesLetter of Intent (Tesda Assesor)marlon caliwagNo ratings yet
- Uc1-Participate in A Workplace CommunicationDocument60 pagesUc1-Participate in A Workplace CommunicationErethro CytesNo ratings yet
- TESDA Circular No. 081-2020Document21 pagesTESDA Circular No. 081-2020Aileen K. LigmayoNo ratings yet
- Maintain Tools and EquipmentDocument23 pagesMaintain Tools and EquipmentrayNo ratings yet
- Technology Plan and Infrastructure Plan (SMAW NC I)Document5 pagesTechnology Plan and Infrastructure Plan (SMAW NC I)Diverfied CorporationNo ratings yet
- Module Title: Learning Outcomes:: Unit of Competency: Practice Occupational Health and Safety ProceduresDocument2 pagesModule Title: Learning Outcomes:: Unit of Competency: Practice Occupational Health and Safety ProceduresArman SantiagoNo ratings yet
- Breakdown Repair ReportDocument1 pageBreakdown Repair ReportTimothy John Natal MandiaNo ratings yet
- How To Use This Learning GuideDocument53 pagesHow To Use This Learning GuideEmmerNo ratings yet
- TR - Rigid Off-Highway Dump Truck NC IIDocument77 pagesTR - Rigid Off-Highway Dump Truck NC IIBhebe LemojelNo ratings yet
- Housekeeping NC II Providing HousekeepinDocument67 pagesHousekeeping NC II Providing HousekeepinEric Del PilarNo ratings yet
- FLS Presentation MAUDocument25 pagesFLS Presentation MAUCupido Jr. SabatinNo ratings yet
- INSTRUCTION: Put A Tick ( ) Mark On The Appropriate Column. Write YourDocument3 pagesINSTRUCTION: Put A Tick ( ) Mark On The Appropriate Column. Write YourGejel MondragonNo ratings yet
- Data Gathering Instrument For Trainee's Characteristics: InstructionDocument21 pagesData Gathering Instrument For Trainee's Characteristics: InstructionFrancis D. AlvarNo ratings yet
- Learning Guide: Ethiopian TVET-SystemDocument20 pagesLearning Guide: Ethiopian TVET-SystemOliver Sy100% (1)
- Script For Conduct of AssessmentDocument8 pagesScript For Conduct of AssessmentDeocares MarkdaveNo ratings yet
- MTF 11-Forms JOSEPH OKDocument12 pagesMTF 11-Forms JOSEPH OKSamantha Saunders100% (1)
- Utilize Script Tm1Document1 pageUtilize Script Tm1Nica ManlugonNo ratings yet
- Data Gathering Instrument For TraineeDocument6 pagesData Gathering Instrument For TraineeRinalyn G. CanetesNo ratings yet
- Self-Assessment Guide Trainers Methodology Level I (In-Company Trainer)Document2 pagesSelf-Assessment Guide Trainers Methodology Level I (In-Company Trainer)Michelle Seno Son GonzalesNo ratings yet
- CBC Barbering NC IIDocument94 pagesCBC Barbering NC IINovalyn PaguilaNo ratings yet
- TESDA-CIRCULAR Irr Sil PDFDocument24 pagesTESDA-CIRCULAR Irr Sil PDFFrinces MarvidaNo ratings yet
- Manual Metal Arc WeldingDocument35 pagesManual Metal Arc Weldingperlan1234No ratings yet
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- Non Destructive Examination 2Document148 pagesNon Destructive Examination 2adeoye_okunoyeNo ratings yet
- AKT ProjectDocument1 pageAKT Projectadeoye_okunoyeNo ratings yet
- DC-Voltage Gradient (DCVG) Surveys Using MCM's Integrated Pipeline Survey Test Equipment and Database Management PackageDocument60 pagesDC-Voltage Gradient (DCVG) Surveys Using MCM's Integrated Pipeline Survey Test Equipment and Database Management Packageadeoye_okunoyeNo ratings yet
- Radiographic Interpreter Weld DefectDocument22 pagesRadiographic Interpreter Weld Defectadeoye_okunoyeNo ratings yet
- UT PCN NotesDocument113 pagesUT PCN NotesThiru Raja95% (20)
- 9 77 Pages Mutiple Questions For CSWIP Question Answers Solved Past Papers Cswip 3.1Document77 pages9 77 Pages Mutiple Questions For CSWIP Question Answers Solved Past Papers Cswip 3.1Umah SangarNo ratings yet
- DCVGDocument8 pagesDCVGadeoye_okunoyeNo ratings yet
- CIPSDocument6 pagesCIPSadeoye_okunoyeNo ratings yet
- Tds Handy Cap Rev1 Aug13Document2 pagesTds Handy Cap Rev1 Aug13adeoye_okunoyeNo ratings yet
- B P S L: Redero Ipeline Ervices ImitedDocument4 pagesB P S L: Redero Ipeline Ervices Imitedadeoye_okunoyeNo ratings yet
- k2s-Ng01007551-Gen-ra7754-00004 Specification For Line Pipe Protective Coating RepairDocument15 pagesk2s-Ng01007551-Gen-ra7754-00004 Specification For Line Pipe Protective Coating Repairadeoye_okunoyeNo ratings yet
- Ng22 180 Cat ZBJ 000017 PCP Design NTDocument22 pagesNg22 180 Cat ZBJ 000017 PCP Design NTadeoye_okunoyeNo ratings yet
- Ceramapure Repair ProcedureDocument1 pageCeramapure Repair Procedureadeoye_okunoyeNo ratings yet
- Application Instruction & Data Sheet - Bitutape PrimerDocument2 pagesApplication Instruction & Data Sheet - Bitutape Primeradeoye_okunoyeNo ratings yet
- NE EFH 650 Cathodic Protection Maintenance Testing Pgs6-34g-kDocument5 pagesNE EFH 650 Cathodic Protection Maintenance Testing Pgs6-34g-kadeoye_okunoyeNo ratings yet
- TESDA Circular No. 010-2023Document7 pagesTESDA Circular No. 010-2023Ime De la CruzNo ratings yet
- International Conference On "Advances in Energy Management" (ICAEM-2019)Document14 pagesInternational Conference On "Advances in Energy Management" (ICAEM-2019)Bikash GuinNo ratings yet
- Research Bretz LeoncioDocument18 pagesResearch Bretz LeoncioLoren Marie Lemana AceboNo ratings yet
- Stock Pointer: Ador Welding LTDDocument16 pagesStock Pointer: Ador Welding LTDgiridesh3No ratings yet
- Advanced GMAW Process For Pipe Welding Applications PDFDocument48 pagesAdvanced GMAW Process For Pipe Welding Applications PDFmhinojosatNo ratings yet
- Basic Welding Filler Metal Technology: Lesson Ii Common Electric Arc Welding ProcessesDocument38 pagesBasic Welding Filler Metal Technology: Lesson Ii Common Electric Arc Welding ProcessesPrabhakar KattulaNo ratings yet
- Equipcat EngDocument144 pagesEquipcat Engbatka2No ratings yet
- Celada 1Document3 pagesCelada 1Felix Mar G. FernandezNo ratings yet
- 6 77 0001 Rev - 4 PDFDocument40 pages6 77 0001 Rev - 4 PDFRam Kadam0% (1)
- Chapter 5 Steel (23-24)Document41 pagesChapter 5 Steel (23-24)nyankyalps5No ratings yet
- Pre Qualified Weld DesginationDocument33 pagesPre Qualified Weld DesginationSumit patilNo ratings yet
- Technicalupdate MaintenanceWeldingofAluminiumDocument22 pagesTechnicalupdate MaintenanceWeldingofAluminiumABINASH BEHERANo ratings yet
- Welding and Heat Treatment Requirements For Equipment and PipingDocument27 pagesWelding and Heat Treatment Requirements For Equipment and PipingHarmanNo ratings yet
- Section 8 - Arc Equipment & Processes266 - 27344Document36 pagesSection 8 - Arc Equipment & Processes266 - 27344dbircs2010No ratings yet
- Preparation and Tack UpDocument5 pagesPreparation and Tack UpCarmelo AlejandrinoNo ratings yet
- Saep 1101Document50 pagesSaep 1101mathew.genesis.inspNo ratings yet
- Shielded Metal Arc WeldingDocument14 pagesShielded Metal Arc WeldingBernadette Araneta SusvillaNo ratings yet
- Welding Shop Manual 27112020Document12 pagesWelding Shop Manual 27112020Jeevan MandalaNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- SMAW7 Mod4 Evaluate Hazards and Risks Version3Document30 pagesSMAW7 Mod4 Evaluate Hazards and Risks Version3Ronel Suan100% (2)
- Welding IntroDocument183 pagesWelding IntroDeepak KumarNo ratings yet
- Shielded Metal Arc Welding: What's The Difference Between GMAW, GTAW and Smaw?Document10 pagesShielded Metal Arc Welding: What's The Difference Between GMAW, GTAW and Smaw?Krizzie Jade CailingNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaNo ratings yet
- Pemilihan Material PipaDocument37 pagesPemilihan Material PipaSeptian FirdausNo ratings yet
- 1.c Heat Flow and Temperature Distribution in Welding PDFDocument45 pages1.c Heat Flow and Temperature Distribution in Welding PDFMukhlis Adam0% (1)
- Eddie SorianoDocument3 pagesEddie SorianoHarry DemeterioNo ratings yet
- Final Welder CTS NSQF 4 16.01.17 10th - Pass PDFDocument51 pagesFinal Welder CTS NSQF 4 16.01.17 10th - Pass PDFerparshotam0% (2)
- Kobelco Welding Special Stainless Steel SingleDocument44 pagesKobelco Welding Special Stainless Steel SingleAhmed Gamal100% (1)
- NG22 282 CST PSL 100020 - Revc0Document19 pagesNG22 282 CST PSL 100020 - Revc0Theophilus OrupaboNo ratings yet