You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CGC Fouling CheckDocument19 pagesCGC Fouling CheckAnonymous KpVxNXs100% (1)
- Astm B 865Document6 pagesAstm B 865arifin rizalNo ratings yet
- Installation of Geosynthetic Clay Liners: Standard Guide ForDocument7 pagesInstallation of Geosynthetic Clay Liners: Standard Guide FormithileshNo ratings yet
- Tanning Operations in DetailDocument37 pagesTanning Operations in DetailHarish Chander100% (2)
- As 2738-2000Document29 pagesAs 2738-2000Sherry PorlayaganNo ratings yet
- Coefficients of FrictionDocument7 pagesCoefficients of Frictionswordprinces100% (1)
- FINAL SEMESTER INDUSTRIAL TRAINING REPORT Alpine Home'sDocument37 pagesFINAL SEMESTER INDUSTRIAL TRAINING REPORT Alpine Home'sSanjeevKumarNo ratings yet
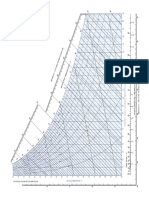
- Psychrometric ChartDocument1 pagePsychrometric ChartJawBone YtNo ratings yet
- Skintec Price List 2019Document2 pagesSkintec Price List 2019Melieza Melody Ampan100% (1)
- Heat TreatmentDocument13 pagesHeat Treatmentmissing wonderNo ratings yet
- The Effect of Application of Vermicompost and NPS Fertilizer On Selected Soil Properties and Yield of Maize (Zea May L.) at Toke Kutaye, EthiopiaDocument11 pagesThe Effect of Application of Vermicompost and NPS Fertilizer On Selected Soil Properties and Yield of Maize (Zea May L.) at Toke Kutaye, EthiopiaminasNo ratings yet
- Pharmaceutical Binders and Their Function in Directly Compressed TabletsDocument62 pagesPharmaceutical Binders and Their Function in Directly Compressed TabletsDr. Gunjan SarkarNo ratings yet
- PAPERIIDocument93 pagesPAPERIIavijayakumar_1964No ratings yet
- Column Design 165Document25 pagesColumn Design 165Anonymous nwByj9LNo ratings yet
- Post-Combustion CO2 Capture With Chemical Absorption: A State-Of-The-Art ReviewDocument16 pagesPost-Combustion CO2 Capture With Chemical Absorption: A State-Of-The-Art ReviewKatipot InkongNo ratings yet
- Electrochemical Reactivation (EPR) For Detecting Sensitization of AISI Type 304 and 304L Stainless SteelsDocument9 pagesElectrochemical Reactivation (EPR) For Detecting Sensitization of AISI Type 304 and 304L Stainless SteelsJORGE ARTURO TORIBIO HUERTANo ratings yet
- SugaNate 160NCDocument2 pagesSugaNate 160NCmndmattNo ratings yet
- Nptel Phase 2 - CoursesDocument2 pagesNptel Phase 2 - CoursesSri PuduNo ratings yet
- BSN 1 A Group 3 Slides For Biochemistry Oral ReportDocument72 pagesBSN 1 A Group 3 Slides For Biochemistry Oral ReportApple MendozaNo ratings yet
- Ideal Dilute and Real SolutionsDocument9 pagesIdeal Dilute and Real SolutionsJksgNo ratings yet
- giraud2007 пороупруг анизотропDocument17 pagesgiraud2007 пороупруг анизотропJ AbrNo ratings yet
- Reference Notes - Tests For ConcreteDocument21 pagesReference Notes - Tests For ConcreteMitali KhedkarNo ratings yet
- Review Polyesteres FDCA-2016-bisDocument28 pagesReview Polyesteres FDCA-2016-bisdddNo ratings yet
- Electrometallurgy: Electrochemical, Economic and Environmental (3e) AspectsDocument11 pagesElectrometallurgy: Electrochemical, Economic and Environmental (3e) AspectsEdon BediNo ratings yet
- Glove Chemical Resistance ChartDocument2 pagesGlove Chemical Resistance ChartChris March100% (1)
- 9701 w15 QP 12 PDFDocument16 pages9701 w15 QP 12 PDFAl BeruniNo ratings yet
- Anti BubblesDocument17 pagesAnti BubblesAnonymous RDEyXEMntdNo ratings yet
- Volhard PDFDocument4 pagesVolhard PDFAdrian Murgoci33% (3)
- Cement Chemistry Notation and Mineral NamesDocument2 pagesCement Chemistry Notation and Mineral NamesAfqan B-vNo ratings yet
- FEMA P-320 2014-ConstructionPlans 508Document12 pagesFEMA P-320 2014-ConstructionPlans 508Don FreemanNo ratings yet