Professional Documents
Culture Documents
Gia Cong Co Khi Nang Cao Voi ProE
Uploaded by
Nhatanh NguyenCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Gia Cong Co Khi Nang Cao Voi ProE
Uploaded by
Nhatanh NguyenCopyright:
Available Formats
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
TRNG CAO NG NGH NHA TRANG
KHOA C KH
GIO TRNH M UN :
Gio vin bin son : Nguyn Hu Thn
n v cng tc
: B mn Ch To My
Khnh Ha, thng 7 nm 2013
Lu hnh ni b
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
1
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cc ngnh kinh t ni chung v ngnh c kh ni ring lun lun i hi cc cng
nhn c kh v cn b k thut c kh c o to ra phi c kin thc c bn tht vng.
ng thi h phi bit vn dng nhng kin thc gii quyt nhng vn c th
thng gp trong sn xut, sa cha v c kh nng hi nhp quc t.
M un GIA CNG C KH VI PRO/ENGINEER CREO 1.0 c v tr rt quan
trng trong chng trnh o to cng nhn v cn b k thut c kh v thit k, c bit
l trong vic ch to cc chi tit m my vn nng hay cc phn mn trn my CNC
khng th thc hin c.
Mc tiu ca m un ny l to iu kin cho ngi hc nm vng v vn dng c
hiu qu cc kin thc nhm p ng yu cu v tay ngh ca x hi v hi nhp quc t
Gio trnh GIA CNG C KH VI PRO/ENGINEER CREO 1.0 (l gio trnh
nng cao v c tm quan trng trong ngnh ct gt kim loi v cc ngnh t ng ha.
Hin nay trn th trng, cc u sch lin quan n lnh vc ny th nhiu nhng cha
st vi chng trnh khung v cha thc tin vi cc my CNC c th ti xng CTM :
my phay CNC 635V Standard, my phy CNC 635V eco, my Tin CNC CTX 310,
my tin CNC Kamioka v mi my c 1 h iu hnh v cch lin kt khc nhau. iu
ny gy kh khn cho cc gio vin, sinh vin ging dy v hc mn ny.
Gio trnh ny gm c 8 bi:
Chng 1: Tng quan CAD/CAM/CNC
Chng 2: Gii thiu chung v phn mm Pro/engineer.
Chng 3: Cc lnh v 2D
Chng 4: Cc lnh v 3D
Chng 5: Bi tp thit k mu
Chng 6: M phng gia cng trn my Phay 3 trc
Chng 7: M phng gia cng trn my Tin
Chng 8: Kt ni v iu khin my cng c CNC
Gio trnh c dng lm ti liu ging dy v hc tp cho sinh vin ngnh Ct
gt kim loi trnh Cao ng ngh ti trng Cao ng ngh Nha Trang .
Chng ti rt mong nhn c cc kin ca bn c v cc bn ng nghip
cun gio trnh ny trong ln ti bn sau c hon chnh hn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
2
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cc kin ng gp xin gi v b mn CTM_Khoa C Kh_Trng Cao ng
ngh Nha Trang.
Ngh Ct Gt Kim Loi
Tc gi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
3
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Trang
Li ni u
Mc lc
Thut ng ting anh
Chng 1: Tng quan CAD/CAM/CNC
Chng 2: Gii thiu chung v phn mm Pro/engineer.
13
Chng 3: Cc lnh v 2D
26
Chng 4: Cc lnh v 3D
49
Chng 5: Bi tp thit k mu
82
Chng 6: M phng gia cng trn my Phay 3 trc
116
Chng 7: M phng gia cng trn my Tin
148
Chng 8: Kt ni v iu khin my cng c CNC
178
Ti liu tham kho
193
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
4
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
THUT NG TING ANH TRONG PRO/ENGINEER CREO 1.0
Design
Creo Parametric Foundation Thit k 3D - Part / solid
Creo Parametric Advanced Assembly Lp rp Asembly / design
Creo Parametric Interactive Surface Design Thit k mt tng tc - Part / solid / Tap
model-Surfaces
Creo Parametric Behavioral Modeling Thit k phn tch m hnh - Part / solid / Tap
Analysis
Creo Parametric Expert Framework Thit k kt cu dng khung - a CD
Creo Parametric Piping and Cabling Thit k dng ng v cp - Asembly/ design /
Tap Applications
Creo Parametric Advanced Rendering X l hnh nh Mi trng Part hay
Asembly / Tap Render
Simulation
Creo Parametric Tolerance Analysis Phn tch dung sai - Mi trng Part hay
Asembly / Tap Analysis
Creo Parametric Mechanism Dynamics
Creo Parametric Mechanica
M phng ng lc, c cu myAsembly / design / Tap
Applications / Mechanism
Creo Parametric Advanced Mechanica
Creo Parametric Fatigue Advisor Phn tch bn mi - Mi trng Part hay Asembly /
Tap Analysis / Simulate
Creo Parametric Manikin
Creo Parametric Manikin Analysis
Thit k, phn tch chuyn ng ngi /
Asembly / design /Tap Manikin
Creo Parametric Plastic Advisor Phn tch dng chy nh_a Mi trng Part hay
Asembly - File / Save as / Plastic Advisor
Manufacturing
Creo Parametric Tool Design Option Thit k khun ( Ty chn )
Creo Parametric Expert Moldbase
Thit k khun / Manufacturing /
Creo Parametric Complete Mold Design
Mold cavity
Creo Parametric Progressive Die
Creo Parametric Prismatic & Multi-surface Milling
Creo Parametric Production Machining
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
5
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Creo Parametric Complete Machining
Lp trnh gia cng phay 3 trc /
Creo Parametric Computer-Aided Verification
Manufacturing / NC Assembly
Creo Parametric NC Sheetmetal Gia cng kim loi tm - Manufacturing / NC
Sheetmetal
Productivity
Creo Parametric TOOLKIT Customization API B cng c ty chnh API a CD
Interoperability
ECAD - MCAD Collaboration Kt hp ECAD MCAD - Asembly / design / Tap
Applications
Visualization
Creo Simulate (Creo Elements/View) Xem m hnh 3D
Explicit CAD
NEW! Creo Elements/Direct Thit k linh hot 2D 3D trc tip
Mathcad Engineering calculation software
Mathcad Tnh ton - Mi trng Part hay Asembly / Tap Analysis
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
6
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 1: TNG QUAN V CNG NGH CAD/CAM/CNC
Kin thc:
-
Hiu c bn v cng ngh CAD/CAM/CNC.
Hiu v mi trng lm vic vi my cng ngh mi.
Thi :
-
Cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
iu khin s (Numerical Control) ra i vi mc ch iu khin cc qu trnh
cng ngh gia cng ct gt trn cc my cng c. V thc cht, y l mt qu trnh t
ng iu khin cc hot ng ca my (nh cc my ct kim loi, robot, bng ti vn
chuyn phi liu hoc chi tit gia cng, cc kho qun l phi v sn phm...) trn c s
cc d liu c cung cp l dng m s nh nguyn bao gm cc ch s, s thp phn,
cc ch ci v mt s k t c bit to nn mt chng trnh lm vic ca thit b hay h
thng.
Ngy nay, vi vic ng dng cc thnh qu tin b ca Khoa hc - Cng ngh,
nht l trong lnh vc iu khin s v tin hc cho php cc nh Ch to my nghin
cu a vo my cng c cc h thng iu khin cho php thc hin cc qu trnh gia
cng mt cch linh hot hn, thch ng vi nn sn xut hin i v mang li hiu qu
kinh t cao hn.
Lch s pht trin ca NC bt ngun t cc mc ch v qun s v hng khng v
tr khi m yu cu cc ch tiu v cht lng ca cc my bay, tn la, xe tng...l cao
nht (c chnh xc v tin cy cao nht, c bn v tnh hiu qu khi s dng
cao...). Ngy nay, lch s pht trin NC tri qua cc qu trnh pht trin khng ngng
cng vi s pht trin trong lnh vc vi x l t 4 bit, 8bit... cho n nay t n 32 bit
v cho php th h sau cao hn th h trc v mnh hn v kh nng lu tr v x l.
T cc my CNC ring l (CNC Machines - Tools) cho n s pht trin cao hn l cc
trung tm gia cng CNC (CNC Engineering - Centre) c cc cha dao ln ti hng trm
v c th thc hin nhiu nguyn cng ng thi hoc tun t trn cng mt v tr g t.
Cng vi s pht trin ca cng ngh truyn s liu, cc mng cc b v lin thng pht
trin rt nhanh to iu kin cho cc nh cng nghip ng dng kt ni s hot
ng ca nhiu my CNC di s qun l ca mt my tnh trung tm DNC (Directe
Numerical Control) vi mc ch khai thc mt cch c hiu qu nht nh b tr v sp
xp cc cng vic trn tng my, t chc sn xut v qun l cht lng sn phm...
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
7
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
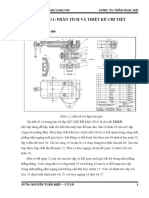
Hnh 1-1: M hnh iu khin DNC
Hin nay, lnh vc sn xut t ng trong ch to c kh pht trin v t n
trnh rt cao nh cc phn xng t ng sn xut linh hot v t hp CIM (Computer
Integrated Manufacturing) vi vic trang b thm cc robot cp phi liu v vn chuyn,
cc h thng o lng v qun l cht lng tin tin, cc kiu nh kho hin i c
a vo p dng mang li hiu qu kinh t rt ng k.
1 My tin CNC
2. My phay CNC
3. Robot v rnh trt.
4. Nh kho phi liu.
5. T iu khin.
6. H thng o lng
7. Phm dy hc robot.
8. My tnh ch
Hnh 1-2: M hnh iu khin sn xut t hp CIM
V thc cht th cc my iu khin theo chng trnh s c nguyn l chuyn
ng to hnh v c bn khng khc g vi my cng c truyn thng, c ngha l v mt
thut ng n cng mang tn ca cc my cng c nh my tin, my phay ng, my
phay nm ngang, my mi... nhng c s ha v tin hc ha c th iu khin
cc chuyn ng cng tc ca my bng cc lnh c a vo h thng CNC. Ty theo
yu cu ca tng loi my v tng loi c cu iu khin, h iu khin m c th phn
thnh 3 loi c bn: iu khin im - im, iu khin on thng v iu khin ng
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
8
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
(tuyn tnh hoc phi tuyn). Tt nhin cc my iu khin ng u c th s dng
iu khin im - im v on thng.
1.iu khin 2D
Cho php dch chuyn dng c trong mt mt phng nht nh no . Th d nh
trn my tin, dng c s dch chuyn trong mt phng xoz to nn ng sinh khi tin
cc b mt, trn cc my phay 2D, dng c s thc hin cc chuyn ng trong mt
phng xoy to nn cc ng rnh hay cc mt bc c bin dng bt k.
2. iu khin 3D
Cho php dch chuyn dng c trong 3 mt phng ng thi to nn mt ng
cong hay mt mt cong khng gian bt k. iu ny cng tng ng vi qu trnh iu
khin ng thi c 3 trc ca my theo mt quan h rng buc no ti tng thi im
to nn vt qu o ca dng c theo yu cu.
Phay ti trn my 3D
3. iu khin 2D1/2
Cho php dch chuyn dng c theo 2 trc ng thi to nn mt ng cong
phng, cn trc th 3 c iu khin chuyn ng c lp. iu khc bit ca phng
php iu khin ny so vi iu khin 2D l ch 2 trc c iu khin ng thi c
th c i v tr cho nhau: C ngha l hoc trong mt phng xoy hoc xoz hoc yoz.
iu khin 2D1/2
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
9
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
4. iu khin 4D, 5D
Trn c s ca iu khin 3D, ngi ta cn b tr cho dng c hoc chi tit c
thm 1 chuyn ng quay (hoc 2 chuyn ng quay) xung quanh 1 trc no theo mt
quan h rng buc vi cc chuyn ng trn cc trc khc ca my 3D. Vi kh nng
nh vy, cc b mt phc tp hay cc b mt c trc quay c th c thc hin d dng
hn so vi khi gia cng trn my 3D.
Mt khc, v l do cng ngh nn c nhng b mt khng th thc hin c vic
gia cng bng 3D v c th tc ct s khc nhau hoc s c nhng im c tc ct
bng khng (nh ti nh ca dao phay u cu) hay li ct ca dng c khng th thc
hin vic gia cng theo mong mun (v d nh gc ct khng thun li hay c th b
vng thn dao vo cc phn khc ca chi tit...).
Tm li, ty thuc vo yu cu b mt gia cng c th m c th la chn my
thch hp v my cng phc tp th gi thnh my cng cao v cn phi b sung thm
nhiu cng c khc nh cc phn mm CAD/CAM h tr lp trnh... Hn th na, my
cng phc tp (cng nhiu trc iu khin) th tnh an ton trong qu trnh vn hnh v s
dng my cng thp (d b va chm dao vo phi v my). V th s dng c cc
my ny, ngi iu khin trc ht s dng rt thnh tho cc my iu khin theo
chng trnh s 2D v 3D. Cng d thy l my phc tp hn c th hon ton m
nhim c vai tr ca my n gin hn, v d nh my 3D c th m nhim cho my
2D v 2D1/2 .
iu khin 4D, 5D
Trc khi lp chng trnh gia cng chi tit, ngi lp trnh cn phi c y
cc ti liu cn thit cng nh cn phi nm vng cc k thut lp trnh.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
10
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cc ti liu bao gm:
- Bn v chi tit v cc yu cu k thut km theo nh nhm b mt, chnh xc kch
thc (th hin bng dung sai), chnh xc v v tr tng quan, vt liu chi tit gia
cng v cc yu cu v gia cng nhit.
- Quy trnh cng ngh v trnh t cc nguyn cng hay bc cng ngh trn c s phn
tch cc chuyn ng c th thc hin c trn mi mt my NC v cc kh nng t
chnh xc v cc yu cu k thut khc.
- Cc thng s ca my NC: Nh cng sut c th ln nht ca trc chnh, ca bn chy
phi hay dao, cc thng s v khong tc ct hay tc dch chuyn c th ca my.
- Nm vng h iu khin ca my l 2D, 3D, 2D 1/2 , 4D hoc 5D v kh nng x l
vi chnh xc cho php.
- Nm vng cc loi dng c, m ha cc s hiu dao, thng s ct gt (v, s, t) v tui bn
ca dao.
- Bit cch s dng cc loi dng c o o kim chi tit v dng c ct theo cch o
trc tip trn dng c hay o ngay trn my.
- Thng tho vi cc bng m G code v M code.
- Bit xc nh qu o dch chuyn ca li ct dng c, xc nh cc thng s ct gt
ti tng on theo yu cu ca vt liu chi tit gia cng v ch gia cng.
- Thng tho cc php tnh ton lng gic.
lp chng trnh gia cng chi tit hoc san tho mt chng trnh m phng,
ngi ta phi t n vo trong mt h ta c nh gn vi chi tit. Vic t gc ta
u l ty thuc vo iu kin sao cho n gin nht trong qu trnh lp trnh ( gim
c khi lng tnh ton).
Qu trnh lp chng trnh gia cng chi tit c th s dng h ta tuyt i v
tng i hoc phi hp gia h ta tuyt i v h ta tng i. 43
5. Phng php chung khi lp chng trnh gia cng
Theo nguyn tc chung khi lp chng trnh gia cng th thng thng ngi ta
quan tm n cc yu t hnh hc m theo cc lnh iu khin cc chc nng dch
chuyn dng c theo mt qu o c thit lp trn bn v. Vn chiu dy lp ct
ti u hoc cch thc tin hnh n dao nh th no thng thng c cc chc nng h
tr nm trong cc chng trnh con hay cc chu trnh gia cng th, bn tinh hoc tinh.
Cc chu trnh ny c quy nh theo tng loi h thng iu khin do nh ch to cung
cp v ngi cn b lp trnh cn phi thng tho s dng khi cn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
11
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
T bn v ch to chi tit v bn v s nguyn cng, ta chia contua (ng
bin hay bin dng) thnh cc on thng, cc ng cong, tnh ton ta ca cc im
ct nhau gia 2 on thng, ng cong v on thng hoc 2 cung cong; tnh ton cc
im tip xc gia ng thng v ng cong hoc gia 2 ng cong da trn c s
ca h ta Dcard nh ni trc y. Chn hnh trnh ct v vit cc lnh dch
chuyn li ct ca dng c theo cc im trn contua theo trnh t t ta ca im
bt u n ta ca im n cho n v tr cui cng ca bin dng.
La chn dao ct cho trn mi on gia cng mt cch thch hp vi qu trnh gia
cng th hay tinh v trnh tnh trng xy ra s tip xc hay va chm gia mt sau dao v
chi tit gia cng, gia my v g... , b sung vo cc iu kin khc nh dng my c
thi gian, tm dng quan st hay kim tra, ti hoc tt dung dch trn ngui, thay
dao... B sung thm cc lnh v cng ngh lin quan n ch gia cng nh gia cng
th, tinh..., cc lnh b dao, lnh s dng h thng ta , n v o... Sau khi son
tho xong chng trnh, cn phi a n vo h thng iu khin s ca my thc
hin vic gia cng. Ngi lp trnh phi bit s dng cc chc nng v cc thao tc cn
thit nh dch chuyn im gc, b dao... trn cc cm CNC.
Sau khi chuyn chng trnh gia cng vo trong my, cn phi thc hin chy
th bng k thut m phng kim tra li ln cui v sa cha chng trnh nu c sai
st. Ch khi no m bo chc chn rng khng cn li th mi c th thc hin vic gia
cng thc.
Cu hi n tp:
Cu 1: H iu khin ca my 2D, 3D, 2D 1/2 , 4D hoc 5D. Hy gii thch v so
snh.
Cu 2: Phn bit G code v M code.
Cu 3: Nguyn tc khi vn hnh my gia cng
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
12
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 2: GII THIU CHUNG V PHN MM PRO/ENGINEER
Kin thc
- Hiu nhng chc nng v ng dng ca phn mm Pro/engineer.
K nng:
- Thnh tho qu trnh ci t phn mm Pro/engineer.
Thi :
- Cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
1/ Mi trng Pro/engineer:
1.1 Ci t phn mm Pro/engineer
Nhp setup.exe ca Creo 1.0
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
13
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Nhp NEXT
nh du nh hnh , sau nhp NEXT
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
14
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chn Creo Parametric
Chn nhnh Option v chn
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
15
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chn Add thm license
Nhp NEXT
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
16
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Nhp NEXT
Nhp Install
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
17
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Qu trnh ci t hon thnh.
Chn Yes thot ci t v Restart li my tnh.
1.2/ Khi ng Pro/engineer
C1.Click p chut ln biu tng destop
C2. Start / Programs / PTC / Creo 1.0 / Parametric
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
18
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
2. Lm vic trong Pro/engineer:
2.1 Giao din chung
Giao din mi trng Part / Soild
Giao din mi trng Part / Sheetmetal
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
19
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Giao din mi trng Assembly
Giao din mi trng Manufacturing /NC Assembly
Giao din mi trng Manufacturing / Mold Cavity
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
20
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Giao din mi trng Drawing
2.2/ Cc khi nim c bn
Creo 1.0 tn gi mi ca Pro/ENGINEER l sn phm mi ca PTC, vic pht
trin cng ngh . c chng minh t Pro / ENGINER , CoCreate v ProductView
. Creo Parametric tch hp kh nng 3DCAD, CAID, CAM v CAE, ngoi vic tha
hng nhng kh nng xy dng m h.nh theo tham s, nay c.n b sung thm nhiu tnh
nng ty bin rt mnh m v linh hot cng vi giao din s dng trc quan, sinh ng
s ci thin nng sut v hiu qu thit k ca bn.
Creo Parametric c to ra gii quyt cc vn c.n hn ch trong cc phn
mm CAD hin ti: kh nng s dng, kh nng tng tc, qun l. v cng ngh lp rp.
Kh nng m rng v kh nng tng thch vi cc phm thit k khc, cc ng dng
c xy dng trn mt kin trc c o v sng to, p ng nhu cu ph rng cho
nhm thit k, nghin cu sn phm mi.
2.3/ Cc chc nng ca phn mm Pro/engineer
a. Kh nng thit k t do nhanh v mnh hn
Tnh nng thit k FreeStyle mi trong
Creo Parametric bng vic to m hinh dng li
cung cp kh nng t do v linh hot cho php to
ra cc h.nh dng v b mt t do t n gin n
phc tp mt cch d dng nhanh chng. Cung
cp cc b mt k thut cht lng cao trong thi
gian mang tnh t ph, gip tng tc trong mt
qu trnh thit k chi tit 3D, tit kim thi gian
v nng cao nng sut.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
21
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
b. Cc k linh hot
Cng c Flexible Modeling mi
trong Creo Parametric gip cho vic thit
kt ca bn cc k linh hot. D dng la
chn v chnh sa mt lot cc dng h.nh
hc, bao gm c cc cung trn v cc d.y
patterns. Bn c th chnh sa d liu
imported nhanh hn. Thch nghi vi cc
thay i thit k giai on cui.
c. Thn thin vi ngi dng
y mnh v tng hiu qu thit k thng qua vic truy cp cc lnh nhanh hn
vi mt s sp xp hp l. v trc quan ca cc thanh cng c. Nht l vi thanh comman
search lm cho kh nng tm kim ca bn nhanh hn bao gi ht.
d. Lp rp chi tit nhanh hn v d dng hn
Qun l v sp xp hp l cc thnh phn mi, nhanh chng chuyn i c cu, v
tr v i tn cc thnh phn trong thit k lp rp. Cho php xem chnh xc nhng g
c thay i v chnh sa cng nh tm kim cc thnh phn trong thit k lp rp gip
y nhanh qu trnh thit k ca bn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
22
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
e. Chuyn i d liu 2D sang 3D
Nhp d liu CAD t cc h thng khc, s dng cng c chuyn i t 2D sang
m hnh 3D. Tit kim thi gian v gim thiu sai st t vic ti to th cng bn v 2D.
f. Creo Layout ng dng mi
Creo Layout l mt ng dng cho
php bn tn dng tt nht c hai th gii 2D
v 3D trong qu tr.nh thit k. Bn c th
nhanh chng to ra cc khi nim thit k chi
tit trong 2D, thm thng tin chi tit nh
kch thc, ch thch, v sau tn dng
cc d liu 2D trong thit k 3D ca bn
bng cch s dng Creo Parametric. D liu
thit k di chuyn lin tc gia cc ng dng
v . nh thit k hon ton c gi li.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
23
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
g. Tng nng sut thit k m h.nh 3D
Creo Parametric c nhiu ci tin ct li cng
nh giao din, s sp xp hp l
ca cc thanh cng c: Datum, Sketch, Shapes,
Enginering, Edit, Surfaces,,tng cng kh nng
xem trc, chnh sa v t ng cp nht thng tin
lm cho vic v pht tho v m h.nh 3D mt cch
nhanh chng v d dng hn.
h. Thit k dng tm (Sheetmetal) nhanh hn
Thit k dng tm - Sheetmetal nhanh hn bao gi ht. Kh nng xem trc m
hnh tri phng lin tc, quy trnh cng vic c sp xp hp l cng vi vic chnh sa
nng ng . lm cho Creo Parametric sheetmetal tr thnh mt cng c thit k dng
tm hiu qu nht.
i. Ghi ch trn m h.nh 3D tt hn
Vi mt mi trng mi dnh ring
cho ch thch 3D, bn d dng thit lp,
qun l hng nh.n v ghi ch, gip cho
vic nm bt thng tin m h.nh chi tit
nhanh hn v d dng hn, iu ny cng
gip tng nng sut trong thit k chi tit.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
24
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
j. M phng thc hn
Kh nng m phng phong ph lm cho vic d on hiu sut ca sn phm d
dng v chnh xc hn, h tr phn tch sn phm thit k v nng cao nng sut s dng
trong qu tr.nh sn xut hng lot.
k.. Creo Sketch
Mt trong nhng ng dng "FreeHand" dnh cho cc nh thit k m thut.
Cu hi n tp:
Cu 1: Cc iu cn lu khi ci t Pro/Engineer Creo 1.0
Cu 2: Phn bit giao din trong Pro/Engineer Creo 1.0
Cu 3: So snh chc nng phn mm Pro/Engineer Creo 1.0 vi cc phin bn
trc?
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
25
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 3: CC LNH V 2D
Kin thc:
- Hiu r mi trng lm vic ca Pro/Engineer CREO 1.0
K nng:
- To lp cc m hnh hnh hc 2D trong Pro/engineer CREO 1.0
- Qun l v hiu chnh cc m hnh hnh hc trong Pro/engineer CREO 1.0
Thi :
- Cn thn, nghim tc
Bi 1. To lp mi trng lm vic:
1.To file mi
2.M file c sn
3.M cc file c
4.To th mc lm vic
5.Xa cc file . lm vic
6.Xc lp cc ch hin th
7.Thit lp h thng mu sc
8.Chy cc file dng Trail
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
26
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Hng dn: Cc bc to file mi
- Chn th mc lm vic: Chn icon
hoc File / Manage session / Select Working Directory
-
Chn
xut hin hp thoi:
Chn tu chn thch hp v t tick nh hnh
Ch .: nu chn vo Use default template th n v s l inch, b du tick v
chn li n v mm bng k tip:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
27
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Hng dn: Thit lp n v mm mc nh
- Nhp chut phi vo biu tng
Chn Properties t menu x xung.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
28
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tm n ng dn trong Star in C:\Users\quocbao\Documents v m file
config.pro nhp cc dng sau:
template_solidpart mmns_part_solid
Thit k chi tit
template_designasm mmns_asm_design
Lp ghp
template_mfgmold mmns_mfg_mold
Tch khun
template_mfgnc mmns_mfg_nc
Gia cng
Bn cng c th thay i ng dn mc nh trong Start in
Creo Parametric vi giao din mi, khc hn vi nhng phin bn trc
Pro/ENGINEER Wildfire, cc menu lnh x dc khng cn na thay vo l nhng
biu tng icon trc quang v c sp xp mt cch hp l.. Thm na l cng c
comman search - gi vai tr nh mt phm tt gip tm kim v truy cp nhanh cc lnh,
lm cho vic thit k ca bn nhanh chng v d dng.
Customize Quick Access
Thanh cng c gip truy cp nhanh trong vic to file mi, m v lu file..
Customize Ribbon
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
29
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
y l thanh cng c chnh s dng trong thit k:
- Tap Model: v phc tho v m hnh 3D
- Tap Analysis: tnh ton, o kim
- Tap Annotate: mi trng mi dnh ring cho vic thit lp, qun l hng nhn v ghi
ch 3D
- Tap Render: to cc hiu ng nh sng v mu sc
- Tap Tools: h tr thm mt s cng c thit k tham s
- Tap View: qun l cc hng nhn, hnh nh
- Tap Flexible Modeling: cng c mi trong Creo Parametric gip cho vic thit kt ca
bn cc k linh hot.
Tt - m thanh cng c Ribbon
Comman search - gi vai tr nh mt phm tt gip tm kim v truy cp nhanh
cc lnh
Creo Parametric help
Graphics Toolbar
Thanh cng c ny ch yu qun l cc hng nhn, ch hin th ca m hnh,
v cc datum plane, axis, point
Qun l cc lnh, th mc dng cy, truy
cp nhanh chng n catalog chi tit v phn h
tr k thut ca trang PTC.com
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
30
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
THAO TC CHUT
y l nhng thao tc cc k quan trng, v n quyt nh s nhanh nhy trong
vic thit k. Thi gian dng chut chim hn 90% cng vic.
Sau y l mt s thao tc cho chut 03 nt:
Chut Tri
Nt chut tri ... : chn i tng.
Ctrl + nt chut tri . : chn nhiu i tng.
Chut Gia
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
31
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Nt chut gia (nhp) : chp nhn hoc OK.
Nt chut gia (cun) : phng to, thu nh i tng.
Nt chut gia (nhn gi) . : quay i tng.
Shift + nt chut gia . : di chuyn i tng.
Ctrl + nt chut gia (nhn gi + ko ln) .. : phng to, thu nh theo t l.
Ctrl + nt chut gia (nhn gi + ko ngang) .. : quay i tng quanh trc quay
i qua im c chn v vung gc vi mn h.nh.
Ctrl + nt chut gia (nhp + ko + nhp) : phng to theo ca s.
Chut Phi
Chut phi (nhn gi) : menu con (trong vng ho).
Chut phi (nhp) ... : menu con (khc).
Chut phi (nhp + nhp + ) . : chn i tng khut (trong vng ho).
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
32
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi 2. Cc lnh v phc 2D
vo mi trng v phc 2D ta chn biu tng lnh Sketch.
Xut hin hp thoi nh hnh:
Mt phng v trc
Mt phng v
i hng nhn
Mt phng tham chiu
nhhngnhn
cho mt phng
tham chiu
Chn mt phng v v mt phng tham chiu sau chn Sketch.
Mi trng v phc 2D
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
33
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Thanh cng c v phc 2D chnh
Setup
Chn mt phng tham chiu.
Chn chun tham chiu.
a hng nhn v cng hng vi mt phng v phc.
Get
Data
Operations
Nhp d liu 2D t cc phn mm thit k khc.
Chn i tng, ct, chp, dn i tng.
Datum
Trc
im
Gc toi
Cc lnh v phc 2D - Sketching
V ng thng qua
2 im bt k v
ng thng tip
tuyn vi 2 i
tng.
V hnh ch nht,
hnh bnh hnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
34
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
V ng trn,
ng trn ng
tm, qua 3 im, tip
tuyn vi 3 i
tng.
V cung trn qua 3
im, ng tm, tip
tuyn vi 3 i
tng
V Elip.
V curve.
Cc lnh bo cung
trn, bo cung elip.
Cc lnh vt mp.
i tng 2D l cu
ch.
Offset i tng bt
k: ng thng,
ng trn, cung
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
35
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Thicken cng ging
nh lnh Offset c
thm phn lm dy
i tng.
Ly li bin dng
cc cnh ca chi
tit lm bin dng
v phc.
S dng cc hnh
mu c sn.
Cc lnh hiu chnh - Edit
Modify: hiu chnh cc kch thc ca cc i tng v phc
- Nu ta chn Regenerate th s cho bin dng s thay i theo mi kch thc m ta
hiu chnh.
- Nu b chn Regenerate, chn Lock Scale, th sau khi ta hiu chnh tt c cc
kch thc th bin dang mi thay i iu ny gip gi c bin dng lc bang u
nh ta v phc.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
36
Trng Cao ng Ngh Nha Trang
Mirror Lnh ly i xng
i vi lnh ny ta cn v
thm
ng Centrline
GVBS: Nguyn Hu Thn
ng centerline
- Chn i tng cn ly i xng,
biu tng lnh Mirror hin ln cho
php ta chn, sau chn ng
Centerline ta c kt qu nh hnh
bn
Divide Chia mt i tng ra nhiu i tng ti mt im ty chn
Delete Segment Ct b i tng b gii hn
Nt khut l cc i tng b ct b, c gii hn bi cc i tng nt lin m.
Corner Lnh va ct va ko di i tng
Trc v sau khi ko di i tng.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
37
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Rotate Xoay, phng to v thu nh i tng.
Trc v sau khi Scale
Cc lnh rng buc kch thc hnh hc
Rng buc thng ng
Rng buc nm ngang
Rng buc vung gc
Rng buc tip tuyn
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
38
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Rng buc 1 im vo im gia
ca i tng
Rng buc ng tm, ng im.
Rng buc i xng.
Rng buc bng nhau.
Rng buc song song
Ghi kch thc
Chn im, chn trc,
chn im mt ln na
Chon i tng,
v click chut
gia ti im cn
t kch thc
Chn im, chn trc
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
39
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chon chut phi kch thc cn hiu chnh
Chn mi tn ghi kch
thc ty chnh
kch thc.
y cng l mt im
mi trong Creo
Ngh Ct Gt Kim Loi
Chn v t kch thc ti v tr bt k
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
40
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
3. BI TP NG DNG:
Bi tp 1:
Trnh t thc hin:
B1: V ng trn R48
B3: V cung trn R24
Ngh Ct Gt Kim Loi
B2: V cung trn R24
B4: V cung trn R12&R36
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
41
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
B5: V cung trn R12&R36 (hon thnh)
Bi tp 2:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
42
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 3:
Bi tp 4:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
43
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 5:
Bi tp 6:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
44
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 7:
Bi tp 8:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
45
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 9:
Bi tp 10:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
46
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 11:
Bi tp 12:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
47
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 13:
Bi tp 14:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
48
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 4: CC LNH V 3D
Kin thc:
- Hiu r cng dng cc lnh 3D
K nng:
- To lp cc m hnh hnh hc 3D trong Pro/engineer CREO 1.0
- Qun l v hiu chnh cc m hnh hnh hc trong Pro/engineer CREO 1.0
Thi :
- Cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
1. Cc lnh v 3D
Lnh Extrude
Lnh Extrude c s dng to ra cc chi tit bng cch n bin dng gm:
Extrude as solid, Extrude as surface, Remove material, thicken skeck, trong Creo nay cn
tch hp thm phn Add tapper cho php va n va to gc nghing cho chi tit.
Trong sut qu trnh to chc nng Extrude cho php ta s dng chut trong khu
vc ho thay i chiu mi tn, thay i chiu to vt liu, thit t gi tr chiu
su v gc nghing bng cch r chut hoc nhp i vo gi tr kch thc nh hnh
di.T ng cp nht thay i hnh dng v kh nng cho xem trc hnh dng chi tit.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
49
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cng c lnh Extrude
Ct vt liu
i hng vt liu
Lm dy vt liu
Gi tr chiu su
Xem trc chi tit
Nhp gi tr chiu su
n vt liu theo 2 hng
Extrude dng mt
n vt liu n mt phng giao u tin
n vt liu xuyn sut
Extrude dng khi
n vt liu n mt phng ch nh
n vt liu n im curve, mt phng, mt
cong ch nh
nh ngha mt bng v phc
Chn mt phng v phc
Chn hng nhn
Chn mt phng chun
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
50
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bm Sketch vo mi trng v phc bin dng 2D
Gi tr chiu su hng th nht
Gi tr chiu su hng th hai
To knh 2 u i vi chi tit
dng thnh mng
Nhp gi tr gc nghing
Hng dn s dng lnh Extrude
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
51
Trng Cao ng Ngh Nha Trang
Bm chn lnh
GVBS: Nguyn Hu Thn
vo trang Placment chn Define sut hin hp thoi
Ta chn mt phng v, bm Sketch
vo mi trng v phc
V bin dng hnh :
S dng cng c ghi kch thc kiu
Modify
hiu chnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
52
Trng Cao ng Ngh Nha Trang
Bm chn
GVBS: Nguyn Hu Thn
chp nhn v thot ra mi trng v phc
Nhp gi tr chiu su
Xem trc hnh dng chi tit
t tn cho bc thc hin
Chn OK chp nhn v kt thc lnh
Hng dn cch hiu chnh
Trong qu trnh thit k c mt s kch thc
cn hiu chnh, Creo cho php chnh sa v
cp nht kch thc mt cch nhanh chng.
Click phi chut vo lnh cy th mc cn
hiu chnh, xut hin hp thoi c nhiu la chn,
trong c 3 lnh hiu chnh cn lu .
Chnh sa chi tit mi trng 3D.
Chnh sa chi tit mi trng v phc 2D v 3D.
Chnh sa cc chun ca bn v phc.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
53
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Hiu chnh vi lnh Edit xut hin cc kch thc ta c th ty chnh bng cch ko
chut hoc nhp p chut vo ghi kch thc nhp kch thc. im mi trong
phin bn Creo 1.0 cho ta kh nng chnh sa m hnh mt cch linh hot bng cch
click ,gi v r chut i vi cc i tng m ta cn hiu chnh nh cung bo, mt, gc
nghing.ngay trong mi trng 3D.
Chi tit trc v sau khi hiu chnh
Hiu chnh vi lnh Edit Definition
ta chn Edit vo mi trng v phc
v chnh sa li bin dng sau chn
OK, thot khi mi trng v phc v ta
c th chnh sa li chiu su, gc
nghing mi trng 3D
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
54
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh Revolve
Lnh Revolve dng to ra cc chi tit dng trn xoay, lnh ny cn mt bin
dng v ng Centerline lm trc xoay. Bn c th chn mt trc c to sn, mt
cnh thng ca i tng no hoc mt curve lm trc xoay, m cc i tng ny
phi nm cng trn mt mt phng.
Trc xoay
Gc xoay
Lm dy vt liu
Trc xoay
Bin dng
tap Placement chn Define
Chn mt phng v v chn Sketch
V bin dng v trc xoay ( hoc chn trc c sn )
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
55
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh Sweep
Lnh Sweep dng to chi tit bng cch qut bin dng theo mt qu o, qu
o qut c th v hoc chn cc curve, cnhc sn.
Bin dng qut thay
i dc theo qu do
V bin dng
tap References ta chn qu o qut
Qu do qut
Chn biu tng v bin
Ngh Ct Gt Kim Loi
dng
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
56
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- tap Options chn Merge end
To kt ni vi chi tit
2 mt cui
Khng chn Merge end
chn Merge end
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
57
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh Helical Sweep
Lnh ng dng v cc dng hnh xon c nh: ren, l xo
iu kin s dng lnh:
-
Mt ng bin chnh lm ng dn v 1 trc xoay
Mt bin dng ren (hay l xo)
Bc ren (hay l xo)
Cch s dng lnh:
-
Chn biu tng lnh, hoc s dng cng c tm
trang References chn Define v chn mt phng v phc
Trc xoay
Bin dng ng n
Mi tn ch hng v v tr bt u qut, ta c th i v tr bng
cch Right click vo im v chn Start point
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
58
Trng Cao ng Ngh Nha Trang
Chn Ok
GVBS: Nguyn Hu Thn
chp nhn
- Chn bc xon, v chn biu tng Creat or edit sweep section v bin dng
Xon tri, xon phi
V bin dng
Bc xon
Bin dng c v ti v
tr Start point do ta chn
bc trn
Trc xoay
- Chn Ok kt thc lnh ta s c nh hnh bn
S dng lnh tng t cho vic v ren, v l
xo c nhiu bc xon khc nhau. Khi v l
xo c nhiu bc xon ch cn chia ng
dn ra nhiu don v nhp cc bc xon
tng ng vi tng on l c.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
59
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cc lnh to Datums
Khi to file mi ta s c gc ta v
3 mt phng chun Right, Top v Front.
Trong qu trnh thit k c nhiu chi tit phc
tp i hi nhiu mt phng, trc hay im chun. iu ny rt quan trng, nu khng to
c cc chun th s rt kh khn cho vic thit k.
To Datum Plane
to mt chun c nhiu cch, ch cn cc iu kin hnh hc nh: mt phng
i qua 3 im, qua 1 trc v hp vi 1 mt 1 gc bao nhiu , song song v cch 1 mt
c sn, i qua 1 cnh v 1 im
- Chn biu tng to datum plane
- Chn i tng m mt phng cn i qua, gi
phm Ctrl khi chn nhiu i tng.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
60
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
To Datum Point
Ta c th to im chun bng nhiu cch nh: im nm trn chp nh ca 1
gc, im nm trn 1 cnh hay curve, im nm trn mt phng hay mt cong, giao ca 3
mt phng
im nm trn chp nh
im nm trn mt cong v cch 2
mt bn mt khong ty chn
im i qua mt cnh hay curve c 2 la chn :
- Chn End of curve: chn theo t l chiu di ca cnh hay curve
- Chn Reference: chn mt chun v nhp khong cch so vi mt chun
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
61
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
To Datum Axis
Trc axis c to ra bng cch: i qua 1 cnh hay curve, i qua 2 im, trc ca
khi lng tr, giao ca 2 mt phng
To Gc ta
Cch to gc ta tng t cch to datum point, khc ch l ta cn xc nh
hng ca 3 trc X, Y, Z. Vic to gc a rt quan trng trong qu trnh lp
trnh gia cng, v lp ghp cc chi tit.
Chn biu t
Chn biu tng to gc ta
Xc nh im t
trang Orientation ta thit lp hng ca 3 trc X, Y, Z
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
62
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cc lnh to Hole, Round, Chamfer, Draft v Shell
To Hole:
To l thng
ng knh l
To l ren tiu chun
Chiu su l
Chn biu tng to l
Chn v tr l
Nhp gi tr ng knh, chiu su, gc mi khoan.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
63
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh bo cung Round:
-
Chn lnh bo cung
Chn cnh cn bo
Nhp gi tr cung bo
Chn loi cung bo, trong lnh Round c nhiu dng bo cung nh: Circular, conic,
C2 continuous, D1xD2 Conic, D1xD2 C2
Cung trn khng i
Chn cnh bo cung
D1xD2 Conic
3 cung trn thay i
Chn kiu bo cung
Gi tr bo cung, nu
mun thm gi tr
cung bo khc Right
click v chn Add
Radius
T l chiu di ca cnh
bo cung (gia = 0.5)
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
64
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh vt mp Chamfer:
- Chn lnh vt mp
- Chn cnh cn vt mp
- Nhp gi tr vt mp
- Chn loi vt mp, trong lnh Chamfer c nhiu dng nh: D x D, D1 x D2,
Angle x D, 45 x D, O x O, O1 x O2
Vt mp dng D x D
Vt mp dng D1 x D2
Vt mp gc
Lnh to nghing Draft:
Cnh chun to gc nghing
Gi tr gc nghing
Hng to gc nghing
Mt nghing
Cnh chun to
gc nghing
Ngh Ct Gt Kim Loi
Hng to nghing
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
65
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh to thnh mng Shell:
- Chn mt b i to thnh mng
- Nhp gi tr b dy
To thnh mng
Mt b i to
thnh mng
Sn phm
To thnh mng
Mt b to
thnh mng, nu
chn nhiu mt th
bm gi Ctrl
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
66
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cc lnh hiu chnh Pattern, Mirror, Solidify
Lnh Pattern
- Lnh s dng coppy 1 i tng thnh 2 hay nhiu i tng mt cch nhanh
chng gip nng cao nng sut trong qu trnh thit k.
- Chn i tng ( n hoc group), chn biu tng lnh
- Chn kiu cn pattern:
Dimension, Direction, Axis, curve, point,..
Chn kch thc (kt 30) l hng pattern, Ctrl v chn
thm kch thc hiu chnh (kt 140) sau
nhp gi tr nh hnh bn.
Hng th nht, s lng v kch thc
Hng th hai
Pattern theo hai hng
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
67
Trng Cao ng Ngh Nha Trang
Trc axis
GVBS: Nguyn Hu Thn
S lng v gc xoay
Pattern theo axis
Lnh Pattern Reference thc thi khi c lnh Pattern c s dng trc
S dng Pattern
Axis, v theo hng
thng ng
Ngh Ct Gt Kim Loi
Pattern Reference
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
68
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh Mirror
c s dng ly i xng i tng qua mt mt phng do ta ch nh
- Chn i tng cn ly i xng
- Chn biu tng lnh Mirror
- Chn mt phng ly i xng
Mirror
i tng
Mirror
Mt phng Mirror
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
69
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh Solidify
- Lnh s dng ha rn mt surface kn thnh khi solid hoc dng surface
ct khi solid, nu surface h th bin h phi nm ngoi khi solid.
- Chn mt surface
- Chn biu tng lnh
Thay th khi bng mt surface
Ha rn
Ct khi solid
Th tch rng
Surface lm dao ct
Ha rn
Ct khi solid
Khi solid
Chn hng ct
Thay th
Cc bin ca surface phi nm trn khi solid
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
70
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Mt s lnh to mt surfaces
Lnh Boundary blend
y l lnh c dng nhiu trong thit k mt surfaces. Nguyn l c bn ca
lnh l ph qua cc curves to ra cc mt surface theo m hnh thit k. Cc ng
curves ny c th nm theo 1 hng hay 2 hng, cng nhiu ng curve th b mt
cng chnh xc.
Cc bc thc hin:
-
Ch biu tng lnh boundary blend
Ln lt chn cc ng curve theo hng th nht v th 2 ( bm Ctrl la
chn nhiu ng curve)
Chn 3 curves theo hng nht
Chn 3 curves theo hng hai
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
71
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Kt qu ta c nh hnh:
Tap Constraints:
mc ny ta thy cc kiu rng buc trong Boundary blend gm: Free, Tangent,
Curvatures v Normal
Free
Tangent
Normal
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
72
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap Control Points:
Nu ng curve b gy khc s cho nhiu b mt nh ni tip nhau, cho ta cht
lng b mt khng ln mn, Control Points lm gim thiu cc b mt khng mong
mun nh th.
Control Point
- Click vo tap Control Point chn hng th nht, xut hin 4 du x mu xanh
nh hnh di cc bn chn du x th 2 t trn xung. curve th hai ta cng chn du
x tng ng, tip tc chn du x th 3 ln lt cho curve 1 v 2.
- Kt qu cho ta thy c cc vng chuyn tip s trn ln v t nhin hn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
73
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Lnh Fill
Lnh s dng v cc surface phng
Chn biu tng lnh
Chn mt phng v phc, v bin dng
Kt thc lnh ta s c kt qu nh hnh
Lnh Restyle
Trong lnh ny cho php ta to ra cc surfaces bng nhiu phng php nh: 4
curves, 3 curves, 2 curves, Loft, Surface from Net, Box, Corners, Midpoints,
Triangular.
Nhiu curves theo 1 hng
Nhiu curves theo 2 hng
Dng hp kn
4 im gc
4 im gia
3 curve dng tam gic
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
74
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
3 curves
2 curves
4 curves
Loft
Surface from Net
Ngh Ct Gt Kim Loi
Triangular
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
75
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
2. K NNG C BN V V BI TP NG DNG
Bi tp 01: BEARING BRACKET
Trnh t thc hin:
B1. To tm 60x45x7
B2. Bo 4 cung R6
B3. c 2 rnh hcn 6x16
B4. Bo 2 cung R6
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
76
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
B5. To hcn 40x12x28
B6. Bo cung R7.5
B7. To hnh tr 32x25
B8. c l 22
B9. Ct rnh 3mm
Ngh Ct Gt Kim Loi
Sn phm hon tt (vt mp cc cnh)
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
77
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 02: BUSH BEARING
Bi tp 03: CLAMPING BRACKET
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
78
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 04: CLAMPING HOOK
Bi tp 05: FIXING BRACKET
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
79
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 06: FORK SHAFT
Bi tp 07: GEAR BOX
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
80
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 8: LID BRACKET
Bi tp 9: PIPE VICE
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
81
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 5: BI TP THIT K MU
Kin thc:
-
Hiu qu trnh lp qui trnh cng ngh khi thit k
K nng:
-
Thit k c cc sn phm thng dng trn thc t.
Qun l v iu khin cc nguyn cng trong thit k.
Thi :
-
Cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
1/ Thit k HEADPHONE
2. EXTRUDE
1. REVOLVE
3. CURVE
1
Ngh Ct Gt Kim Loi
4. SWEEP
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
82
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
5. REVOLVE
6. CURVE 2
7. SWEEP
8. EXTRUDE
9. EXTRUDE CUT V PATTERN
10. EXTRUDE CUT, PATTERN V ROUND
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
83
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
11. REVOLVE CUT V PATTERN
12. MIRROR GEOM
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
84
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
2/ THIT K VT DP
PHN THN
Ngh Ct Gt Kim Loi
PHN MI
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
85
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
a. BN V THN VT
b. BN V MI VT
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
86
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
TRNH T THIT K THN VT
1. TO PHN THN
2. TO GN
3. CT KHA
4. TO PHN L THEN
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
87
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
TRNH T THIT K MI VT
1. TO PHN THN
2. TO MI VT
Ngh Ct Gt Kim Loi
3. TO THEN
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
88
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
3/ THIT K VT PAKER
Khi ng Creo 1.0 v to file mi c tn VIT_PAKER.
a. V PHC BIN DNG CURVE 1, 2
Curve 1
- Bm vo icon
- Chn mt phng FRONT lm mt phng v phc.
- Bm vo nt
Curve 2
trong hp thoi Sketch.
- V phc bin dng nh hnh:
b. V PHC BIN DNG CURVE 3
- Bm vo icon
- Chn mt phng RIGHT lm mt phng v phc.
- Orientation chn LEFT.
- Bm vo nt
trong hp thoi Sketch.
- V phc bin dng nh hnh:
Curve 3
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
89
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
c. TO PHN THN VT
- Bm vo icon Sweep Tool
- trang References ta chn curve 1 lm ng dn chnh, tip tc chn
vo
xut hin hp thoi Chain . Bm nt sau
chn Curve 2 v Curve 3 lm ng dn ph.
- Bm chn
v bin dng nh hnh.
Ch : Bin dng v phi giao vi cc
ng dn ph nh hnh bn
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
90
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Tip tc s dng lnh Sweep
- Bm chn
sau chn mt phng v v v bin dng qu o nh hnh
Section
Mt phng v
- V bin dng Section nh hnh
- Chn ch ct vt liu, chn hng ct
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh.
d. TO PHN L LP MI VT
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt v phc v v bin dng nh hnh.
- Kt thc v phc, nhp chiu su 20mm
- Chn vo biu tng ct
vt liu, chn hng ct
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
91
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Kt qu nh hnh.
Mt phng v
e. BO CUNG CHO CC CNH
R 0.5
R1
R8
f. TO CH
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi,
chn Define Internal Sketch
- Chn mt v phc nh hnh.
- Bm vo nt
- Chn icon
Ngh Ct Gt Kim Loi
trong hp thoi Sketch.
to ch
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
92
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Mt FRONT
Mt phng v
- Kt thc v phc
- Nhp gi tr chiu cao 0.2mm
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
g. TO MI VT
To file mi c tn VIT_PAKER_MUI.
- Bm vo icon Revolve Tool
- Trong vng ho, nhn gi chut phi,
chn Define Internal Sketch
- Chn mt FRONT lm mt phng v phc
- V bin dng nh hnh
- Bm nt
kt thc v phc
- Nhp gi tr gc xoay 3600
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
93
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Kt qu nh hnh
R 0.4
R4
8. TO CC KHA CA MI VT
- Bm vo icon Revolve Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt FRONT lm mt phng v phc
- V bin dng nh hnh
- Bm nt
kt thc v phc
- Nhp gi tr nh hnh
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
94
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Bm gi chut phi lnh Revolve va to trn, chn Pattern
t menu x xung.
- Chn kiu Pattern Axis, chn trc xoay nh hnh
- Nhp s lng coppy l 4, gc xoay 900
- Bm nt
chp nhn.
- Kt qu nh hnh
9. TO THEN
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt FRONT lm mt phng v phc nh hnh.
- Bm vo nt
trong hp thoi Sketch.
- V bin dng nh hnh
- Kt thc v phc, chn kiu ng
Both side v gi tr b dy 1,2mm
-
Kt qu nh hnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
95
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chi tit VIT_PAKER v VIT_PAKER_MUI c thit k xong.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
96
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
4/ THIT K CHAI ENCHANTEUR
Khi ng Creo 1.0 v to file mi c tn CHAI_ENCHANTEUR.
a. V PHC BIN DNG CURVE 1
- Bm vo icon
- Chn mt phng TOP lm mt phng v phc.
- Bm vo nt
trong hp thoi Sketch.
- V phc bin dng nh hnh:
b. TO DY GN
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Bm nt
s dng mt phng trc lm mt phng v phc.
- V phc bin dng nh hnh.
- Bm du check
kt thc v phc.
- Nhp gi tr chiu cao: 80mm.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
97
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Bm gi chut phi vo gn va to trn vng ho, chn Pattern t menu
x xung.
- Chn kiu Pattern l Dimension
- Bm chn gi tr 2,25mm (gi tr tham chiu) trn vng ho.
- Nhp: 4,5mm (khong cch mi gn).
- Nhp s lng gn: 19 ti v tr nh hnh.
- Bm nt
chp nhn.
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Bm nt
Ngh Ct Gt Kim Loi
s dng mt phng trc lm mt phng v phc.
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
98
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- V phc tip bin dng nh hnh.
- Kt qu nh hnh :
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
99
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
c. UN CONG DY GN THEO BIN DNG THN CHAI
- Bm chn lnh Spiral Bend nh hnh :
- Xut hin hp thoi Menu Manager,
chn Select Spine \ No Prop Ctrl \ Done
- Bm chn dy gn trn vng ho
- Xut hin hp thoi Menu Manager,
chn One By One \ Select
- Chn ng Curve 1
Mt phng
c chn
Ch : im bt u phi v tr nh hnh, nu khng
ng, chn Start Point | Next | Accept | Done.
- Chn ng Curve 1 \ Done \ Plane
- Chn mt phng nh hnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
100
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Kt qu ta c
d. TO NA PHN THN CHAI
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Bm nt
s dng mt phng trc lm mt phng v phc.
- V phc bin dng nh hnh.
- Bm du check
-
kt thc v phc.
trang Option nhp gi tr chiu cao
theo hai hng nh hnh
- Kt qu ta c nh hnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
101
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
e. TO GN VIN CHAI
- Bm vo icon Sweep
- trang References chn cnh chi tit lm ng dn nh hnh
ng dn
- Chn biu tng v
Ngh Ct Gt Kim Loi
phc bin dng nh hnh
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
102
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Kt thc v phc bm nt xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh:
f. TO VAI C CHAI
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt phng nh hnh lm mt phng v phc.
- V bin dng nh hnh
- Kt thc v phc, trang Option nhp gi tr
chiu cao 30mm v gc nghing 20
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
103
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Bm vo icon Sweep
- Chn vo biu tng
v phc bin dng ng
- Chn mt phng FRONT lm mt phng v phc.
- Bm nt
trong hp thoi Sketch, v ng dn v bin dng nh hnh
- Chn vo biu tng ct
vt liu
Bo cung R2.5
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh.
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi,
chn Define Internal Sketch
- Chn Datum Plane Tool ,
chn mt
FRONT v nhp vo Translation 14.5mm
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
104
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- V phc bin dng nh hnh:
- Kt thc v phc
- Nhp chiu su 20mm, chn hng, chn biu tng ct vt liu
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Bo cung cho cc cnh vi bn knh bo nh hnh.
- Kt qu nh hnh.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
105
Trng Cao ng Ngh Nha Trang
g. TO GN
GVBS: Nguyn Hu Thn
Mt c chn
- Chn vo b mt nh hnh.
- Bm chn lnh Offet
- Chn vo biu tng
- trang References chn Define
v chn mt FRONT lm mt phng v phc
- V phc bin dng nh hnh.
- Nhp vo gi tr Offset 0.8mm
R0.5
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Bo cung cho cc cnh vi bn knh 0.5mm,
kt qu ta c nh hnh.
- T Model Tree
- Chn Offset, bm nt Ctrl chn Round.
- Nhn chut phi, chn Group t menu x xung.
Ch : khi thc hin iu ny, 02 feature
c chn s thnh mt nhm chung.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
106
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Bm chut phi vo Group va to, chn Pattern t menu x xung.
- Chn kiu Pattern l Dimension
- Bm chn vo kch thc 22,5mm trn vng ho, nhp: 15 nhp liu
- Nhp s lng i tng c to: 4.
- Bm nt
chp nhn.
- Kt qu nh hnh
h. LY I XNG M HNH
- T thanh Model Tree.
- Bm chn vo tn ca chi tit ENCHANTEUR.PRT.
- Bm vo icon Mirror Tool
- Mirror plane chn mt phng FRONT lm mt phng i xng
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
107
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Kt qu nh hnh :
k. TO C CHAI
- Bm vo icon Revolve Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt FRONT lm mt phng v phc
- V bin dng nh hnh.
- Kt thc v phc nhp gi tr
gc xoay 3600
Trc xoay
- Bm nt
Ngh Ct Gt Kim Loi
chp nhn.
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
108
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt v phc v v bin dng nh hnh.
Mt phng v phc
- Kt thc v phc, nhp chiu su 10mm
- Chn vo biu tng ct
vt liu, chn hng ct
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh.
l. TO CHAI
- Bm vo icon Sweep
- Chn vo biu
tng v
phc bin dng ng dn
- Chn mt y lm mt phng v phc.
- Bm nt
Ngh Ct Gt Kim Loi
trong hp thoi Sketch, v ng dn v bin dng nh hnh
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
109
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bo cung R2
- Chn vo biu tng ct
vt liu
- Bm nt
xem trc kt qu.
- Bm nt
chp nhn.
- Kt qu nh hnh.
- Bm vo icon Extrude Tool
- Trong vng ho, nhn gi chut phi, chn Define Internal Sketch
- Chn mt FRONT lm mt phng v phc
- V bin dng nh hnh
- Chn vo biu tng ct
vt liu v chn kiu
ct Through all
- Kt qu ta c nh hnh.
Bo cung R1
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
110
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
- Sau khi s dng chc nng Render hnh nh ta c kt qu nh hnh di
Chi tit CHAI_ENCHANTEUR c thit k xong.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
111
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
5/ BI TP T DUY
A. CM IN
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
112
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
B. PULY
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
113
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
C. NP IN THOI
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
114
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
D. BNH NC
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
115
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 6: M PHNG GIA
Kin thc :
-
CNG TRN MY PHAY 3 TRC
Nm r qui trnh cng ngh gia cng chi tit
K nng:
-
To lp qu o dng c trong phn mm Pro/engineer.
Qun l v iu khin cc nguyn cng trong phn mm.
Xut chng trnh gia cng
Thi :
-
Kin tr, cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
1. Lm quen vi CREO/MANUFACTURING:
1.To file gia cng mi:
t tn file
B du tick chn n v
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
116
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
n v mm
2.Lm quen gao din:
Thanh cng c gia cng chnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
117
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Trong Creo giao din gia cng hon toan mi so vi cc phin bn trc, tt c cc
la chn u l nhng icon c b tr mt cch trc quan, logic, gip ngi dng
thao tc mt cch linh hot hn, nhanh hn.
Xut chng trnh NC
M phng ng chy dao
Gi hn gia cng tin
Gi hn gia cng phay
Thng s my
Thng s dao
My gia cng
To phi
Lp chi tit gia cng
2.LP TRNH GIA CNG:
Qu trnh gia cng c tin hnh theo cc bc sau:
1. Lp chi tit gia cng vo mi trng manufacturing
2. Thit lp phi
3. Chn my gia cng
4. Thit lp cc thng s my
5. Gii hn vng gia cng
6. Chn phng php gia cng
7. Thit lp cc thng s cng ngh
8. M phng ng chy dao
9. Kim tra qu trnh gia cng
10. Xut chng trnh NC
Lu : Nu cc bn th cc icon trn thanh cng c gia cng c sp xp
mt cch logic t tri sang phi.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
118
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
1. Lp chi tit gia cng vo mi trng manufacturing:
Lp kiu Default
2. Thit lp phi:
To phi mi theo mnh
To phi t ng
3. Chn my gia cng:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
119
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
4. Thit lp cc thng s my:
Gc ta GC
Mt phng chun
Gi tr nhc dao ln so vi mt phng chun
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
120
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
5. Gii hn vng gia cng:
Gii hn th tch GC
Gii hn bin GC
Gii hn mt GC
Gii hn khoan
silhouette gii hn
V bin gii hn
Chn cnh gii hn
Mp gii hn
Cnh gii hn
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
121
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
6. Chn phng php gia cng v thit lp cc thng cng ngh:
Tap Mill ch xut hin khi ta hon thnh xong bc 4
Cc lnh phay
Cc chu trnh khoan,
doa, taro
Phay ph - Kiu gia cng ny s ly i phn ln vt liu trn chi tit
Phay ph thun ty
Phay th tch vi nhiu chin lt chy dao hn nh:
Rough_Only, Rought_&_Prof, Prof_&_Rought, Prof_Only,
Rought_&_Clean_Up,
Pocketing, Face_Only
Phay mt phng, Thi gian gia cng gim ng k nu ta s
dng dao ct c ng knh ln.
Phay ph li nhng vng do lnh phay trc li. Chin
lc gia cng ny ch c ng dng sau khi c t nht 1
nguyn cng c to trc .Rest Roughing c th nhn
ra khi lng vt liu cn li v n s iu khin dng c ct
khi tin vo chi tit 1 cch ph hp. V vy nhng ng chy
dao khng s l nh nht v nhng ng chy dao tha s b
loi tr.
Phay tinh
Phay mt hng Hiu qu i vi nhng mt ng v c
dc nh
Phay mt cong Thng dng dao Ball Mill
Phay tinh c mt cong v mt hng
Phay tinh cc gc canh ca chi tit
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
122
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Phay theo ng curves
y l mt chin lc gia cng ch ph thuc vo ng c m khng yu cu
nhng thng tin v b mt gia cng.N c th hu ch cho vic gia cng rnh, iu
khc v ct theo bin dng ca cc thnh phn.
Phay theo ng curve 2d
Phay theo ng curve 3d
Khc ch, logo
Phay theo ng curve do ngi dng ch nh
Chu trnh to l
Khoan su d dao thot phi
Khoan su khng d dao, dng b v thot phi
Doa, mc l trn
Doa, mc l di
Doa
Khoan nhiu bc
Khoan l cn
Mc l cn di
Khoan l c mt bng
Ta r
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
123
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Vi chi tit trn, qu trnh gia cng tin hnh 3 bc: phay ph vi lnh Roughing,
phay tinh lnh Pocket v sau cng l khoan.
Bc 1: Phay ph vi lnh
Chn vng gii hn gia cng
Thit lp thng s dao
t tn dao
Chn loi dao
Ngh Ct Gt Kim Loi
Nhp cc thng s
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
124
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Khai bo cc thng s cng ngh trong tap Parameters
Tc ct
Tc chy G0
Tc ra dao
Bc dch dao ngang
Lng d cho bc gia cng sau
Lng n dao theo phng ng Z
Khong cch an ton
Tc trc chnh
Chnh sa thng s GC
Xut hin bng thng s y
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
125
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Khai bo Tap Clearance:
Mt phng chun
Gi tr d dao ln
so vi mt chun
Tap Process
Tnh thi gian gia cng
Tap Properties
t tn cho bc gia cng
Ghi ch
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
126
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
7. M phng, kim tra qu trnh gia cng:
M phng ng chy dao
M phng ct vt liu
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
127
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
CHNH SA THNG S GIA CNG PHAY
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
CUT_FEED
ARC_FEED
ARC_FEED_CONTROL
Tool_Center
Tool_Perimeter
FREE_FEED
RETRACT_FEED
TRAVERSE_FEED
CUT_UNITS
RETRACT_UNITS
PLUNGE_FEED
PLUNGE_UNITS
WALL_PROFILE_CUT_FEED
RAMP_FEED
STEP_DEPTH
MIN_STEP_DEPTH
TOLERANCE
STEP_OVER
CORNER_ROUND_RADIUS
TOOL_OVERLAP
NUMBER_PASSES
NUM_PROF_PASSES
PROF_STOCK_ALLOW
ROUGH_STOCK_ALLOW
BOTTOM_STOCK_ALLOW
WALL_SCALLOP_HGT
BOTTOM_SCALLOP_HGT
AXIS_SHIFT
CUT_ANGLE
MAX_SEGMENT_LENGTH
POINT_DISTRIBUTION
SCAN_TYPE
CUT_TYPE
ROUGH_OPTION
Rough_Only
Rought_&_Prof
Prof_&_Rought
Prof_Only
Lng n dao khi gia cng
Tc chy dao ti cung trn
iu khin tc chy dao ti cung trn
Tc tm dao = Arc_Feed
Tc trn chu vi ca dao = Arc_Feed
Tc chy G0
Tc d dao ln
Tc c dch dao ngang
n v chy dao
n v tc li dao
Tc xung Z trong mi passes GC
n v tc n dao xung
Tc chy dao trn mt thng ng
Tc xung dao dc
Chiu dy ct
Chiu dy ct nh nht
Dung sai
Bc n dao ngang
Bo gc ( gia cng tc cao )
Khong chng nhau ca dng c
S lp ct
S ln ct ca dao
Lng d b mt bn li cho gia cng tinh
Lng d mt y li gia cng tinh
nhm Rz b mt ng
nhm Rz mt y
Khong di trc ta
Gc di chuyn dng c ct so vi phng X
Pocketing
Kiu qut dao
Chiu chy dao
Cc kiu phay trong ROUGH
Ch Phay th
Phay th ri phay mt hng
Phay mt hng vo phay th
Ch phay mt hng
Phay th ri lau sch vng st trc khi sang
ngang
Phay mt hng v mt y
Face_Only
Ch phay mt phng
Rought_&_Clean_Up
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
128
Trng Cao ng Ngh Nha Trang
33 RETRACT_OPTION
Optimize
Not_Optimize
Smart
34 RETRACT_TRANSITION
Corner_Transition
Arc_Transition
35 TRIM_TO_WORKPIECE
36 CUT_DIRECTION
Standart
Reverse
37 CORNER_FINISH_TYPE
Straight
Fillet
38 CUSTOMIZE_AUTO_RETRACT
39 POCKET_EXTEND
Tool_To
Tool_On
Tool_Past
40 PLUNGE_PREVIOUS
41 RETRACT_RADIUS
42
43
44
45
46
RAMP_ANGLE
CLEAR_DIST
LEAD_IN
LEAD_OUT
LEAD_RADIUS
47 TANGENT_LEAD_STEP
48 NORMAL_LEAD_STEP
49 APPR_EXIT_PATH
Trim_Both
Trim_Approach
Trim_Exit
Trim_None
50 APPR_EXIT_HEIGHT
RETRACT_PLANE
DEPTH_OF_CUT(the default)
51 APPROACH_DISTANCE
Ngh Ct Gt Kim Loi
GVBS: Nguyn Hu Thn
Chn mt li dao
Dao li ln n mt Retract vi s ln t nht
Dao li ln n mt Retract gia 2 lp ct
Gim s ln cao Retract 1 cch thng minh
Dao li ln phng Z n mp
Retract mi di chuyn ngang
Dao li ln ri di chuyn ngang trong mp
Retract theo 1 cung trn ch nh
Th tch phay l phn cn li
ca khi vt liu sau khi tr i chi tit gc
Hng chy dao
Phay t trong ra ngoi ( Pocket)
hay t trn xung di (Profile)
Phay ngc li
Chn gc kt thc
Thng gc (G61)
Bo trn gc
T ng li dao theo ngi dng
M rng vng phay ti (Pocket)
Tm dao cch bin 1 khong bng bn knh dao
Tm dao nm trn bin
Tm dao nm bn ngoi bin v
cch 1 khong bng bn knh
Dao n vo vng gia cng(v vng mi)
Bn knh cn thit phi khai bo khi dao li ln
mp Retract theo cung trn
Gc i xing ca dao so vi phng ngang
Khong cch an ton gia dao v phi
Khong vo dao
Khong ra dao
Bn knh tip tuyn khi vo dao
Khong cch t dng c
n mt phi khi n dao v tip tuyn
Khong cch t dng c
n mt phi khi vo dao vung gc
ng i dao khi vo dao v ra dao
Ct xn ng vo v ng ra bi Profile gc
Ct xn ng vo bi Profile gia cng
Ct xn ng ra bi Profile gia cng
Khng ct xn ng vo v ra bi Profile gc
Chiu cao ca dao lc vo dao va ra dao
Chiu cao vo, ra nm trn cao ca mp
Retract
Chiu cao vo, ra ti mi lp gc nm su
ca lp ct
K/c t dao ti phi khi vo dao
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
129
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
K/c t dao ti phi khi ra dao
Khong i qua bin ca mt gc
OVERTRAVEL_DISTANCE
trong cch phay Surface Milling
Khon cch max t mt dng c
APPR_EXIT_EXT
ct n phi lc vo v ra (Volume Milling)
ENTRY_ANGLE
Gc cung i vo
EXIT_ANGLE
Gc cung thot ra
HELICAL_DIAMETER
ng knh ng xon c lc vo dao
START_MOTION
Bt u chuyn ng
Direct
Di chuyn trc tip
Z_First
Theo phng Z trc nht
Z_Last
Theo phng Z sau nht
END_MOTION
Kt thc chuyn ng
SPINDLE_SPEED
Tc quay trc chnh
WALL_PROFILE_SPINDLE_SP Tc quay trc chnh khi phay mt ng
SPINDLE_SENSE
MAX_SPINDLE_RPM
SPEED_CONTROL
Cch iu khin tc ct
Const_RPM
S vng quay trc chnh khng i
Tc trn mt gia cng khng i tnh bng
Const_SFM
Feet/min
Tc trn mt gia cng khng i tnh bng
Const_SMM
m/min
SPINDLE_RANGE
Cp tc
RANGE_NUMBER
S ca cp tc quay trc chnh
Dung sai xp s ha ng cong thnh ng
LINTOL
thng
CIRC_INTERPOLATION
Cch ni suy cung trn
NUMBER_OF_ARC_PTS
S im trn cung trn khi ni suy
OUTPUT_3DNURBS
COOLANT_OPTION
Chn bm dung dch ti ngui
Flood
Ti nhiu t ngoi
Mist
Ti dung dch co pha trn
Off
khng ti (mc nh)
On
Ti thng thng
Tap
Ti dung dch dng trong taro
Thru
Ti xuyn qua dng c ct
COOLANT_PRESSURE
p sut bm lm mt dng c ct
CUTCOM
Cch b tr bn knh dao
S im thng hng m h thng g b hoc thm
NUMBER_CUTCOM_PTS
vo
Ch ra v tr im vo dao
CUTCOM_LOC_APPR
trong trng hp dng nhiu im vo dao
Chn ni thot dao khi chy c b tr bn knh
CUTCOM_LOC_EXIT
dao
CUTCOM_REGISTER
S ng k offset dao
FIXT_OFFSET_REG
S ng k offset cho g
52 EXIT_DISTANCE
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
130
Trng Cao ng Ngh Nha Trang
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
GVBS: Nguyn Hu Thn
COORDINATE_OUTPUT
TIP_CONTROL_POINT
TLCHG_TIP_NUMBER
SMOOTH_SHARP_CORNERS
SMOOTH_RADIUS
CORNER_SLOWDOWN
SLOWDOWN_LENGHTH
SLOWDOWN_PERCENT
NUMBER_SLOWDOWN_STEPS
END_STOP_CONDITION
None
Opstop
Program_Stop
GOHOME
NCL_FILE
PRE_MACHINING_FILE
POST_MACHING_FILE
PULLOUT_DIST
StepOver_Adjust
Gc ta xut chng trnh NC
iu kin dng im kt thc
Dng khng c iu kin g (M00)
Dng c iu kin (M01)
Dng bi m lnh M30
Dng sau khi dng c ct v Zero Return
Khong rt dao an ton sau khi khoan
iu chnh s bc n dao ngang v lng n dao
Bc 2: Phay tinh lnh Pocket
- Chn lnh Volume Rough, trong lnh ny cho php ta c
nhiu la chn cch qut dao hn lnh Roughing.
- Xut hin bng NC SEQUENCE c nhiu la chn,
ta chn: Tool, Pararmeters v Volume.
Chn thng s dao
Chn thng s cng ngh
Gii hn th tch vng gia cng
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
131
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bng Parameters ca lnhVolume Rough khc vi Roughing ch
Rough_Option c nhiu la chn:
ROUGH_OPTION
CC KIU PHAY TRONG ROUGH
Rough_Only
Ch Phay th
Rought_&_Prof
Phay th ri phay mt hng
Prof_&_Rought
Phay mt hng vo phay th
Prof_Only
Ch phay mt hng
Rought_&_Clean_Up
Phay th ri lau sch vng st trc khi sang ngang
Pocketing
Phay mt hng v mt y
Face_Only
Ch phay mt phng
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
132
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Gii hn vng gia cng bng th tch
Nu cha c volume no th ta chn to mi bng cch v
Chn chi tit lm
dao ct
V th tch gii hn
Th tch gii hn vng
gia cng sau khi Trim
Cc bc cn li thc hin tng t nh bc 1, ta c kt qu nh sau:
ng chy dao
Ngh Ct Gt Kim Loi
M phng ct vt liu
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
133
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bc 3: Khoan lnh Depth drill cycle
Chn v tr khoan
( point, axes)
Mt phng d dao
Mt phng bt u khoan
Nhp chiu su
T ng cp nht chiu su
Chiu su n mp ch nh
Khoan xuyn
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
134
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
10.Xut chng trnh NC
Xut tng chng trnh
SIEMENS 840D
Xut gp nhiu chng trnh
t tn file
Cc bc cn li tng t nh xut tng chng trnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
135
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Mt s post c sn trong CREO 1.0
11: HAAS VF8
12: NIIGATA HN50A - FANUC 15MA - B TABLE
14: FADAL VMC15 - CNC 32MP
15: FADAL VMC6030 - CNC 88 + VH65 A AXIS
19: TOYODA FH80B - FANUC 11M - 4 AXIS TABLE B
20: LEBLOND/MAKINO FANUC 16M
23: SHODA 5AXIS ROUTER
24: MAHO MH-1000S VMC/HMC - PHILIPS CNC 432 - 5 AXES
26: DYNA 2800 (DynaMite) / Dyna Electronics Control
37: CINCINNATI MAXIM 630 - ACRAMATIC 950 M - 5 AXIS
41: Mitsubishi 4ax Wire EDM with NCL=Multax toolpath
43: Mitsubishi 4ax Wire EDM: XY-UV with NCL=2-toopaths
47: AMADA PEGA
48: STRIPPIT MCINTOSH - FANUC
49: LASERDYNE 5-AXIS
50: 5-AXIS WATER JET W/NUTATING HEAD
51: WEIDEMANN - FANUC
Ngoi nhng post hin hnh trong Creo 1.0 cn nhiu post n
Cch gi cc post n
Chn tap Applications
Xut hin hp thoi :
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
136
Trng Cao ng Ngh Nha Trang
Ngh Ct Gt Kim Loi
GVBS: Nguyn Hu Thn
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
137
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
C rt nhiu post cho ta la chn :
01: HAAS CONTROL
02: FADAL CNC 88 CONTROL
03: FADAL CNC 32MP CONTROL
04: FUNUC OM 32MP CONTROL
05: FUNUC 6M CONTROL
06: FUNUC 10M CONTROL
07: FUNUC 11M CONTROL
08 FUNUC 12M CONTROL
09: FUNUC 15M CONTROL
10: FUNUC 16M CONTROL
11: MITSUBISHI MELDAS SERIE 300 CONTROL
12: FIDIA CNC CONTROL
13: K&T CNC CONTROL
14: HURCO CONTROL
15: BRIDGEPORTDX-32 CONTROL
16: BRIDGEPORT BOSS-8 CONTROL
17: FAGOR 8050 CONTROL
18: G& L 8000 CONTROL
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
138
Trng Cao ng Ngh Nha Trang
19: KT-GEMINI CONTROL
20: FANUC 9M CONTROL
21: VICKERS ACRAMATIC 2100 CONTROL
22: MAZAK M32 CONTROL
23: BRIDGEPORT BOSS 5.0 CONTROL
24: ACRAMATIC 950M CONTROL
25: ACRAMATIC 900M CONTROL PQ VECTOR
26: TOSHIBA TOSNUC 500 SERIE CONTROL
27: TOSHIBA TOSNUC 800 SERIE CONTROL
28: LIGHT MACHINES proLIGHT 2000
29: YASNAK MX1/MX2/MX3 CONTROL
30: BOSTOMATIC SPC II CONTROL
31: ALLEN-BRADLEY SERIE 9200 CONTROL
32: GE 1050 M CONTROL
33: GE 2000 M CONTROL
34: MITSUBISHI MELDAS SERIE 500M CONTROL
35: WHITE SUNDSTRAN SWINC CNC CONTROL
37: CREATIVE TECHNOLOGY CONTROL
Ngh Ct Gt Kim Loi
GVBS: Nguyn Hu Thn
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
139
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chn lu file theo ng dn:
C:\Program Files\PTC\Creo 1.0\Common Files\F000\i486_nt\gpost
Vy l ta c post FAUC OM CONTROL trong th mc hin hnh
V d:
Chng trnh phay ph Roughing
Post SIEMENS 840D
%MPF1
N62 X-29.846 Y-19.168
N1 G71 G17 G90 G54
N63 X-31.474 Y-16.351
N2 T1 M6
N64 X-31.499 Y-16.302
N3 S2800 M3
N65 X-32.398 Y-13.971
N4 G1 X24.579 Y-3.44 Z50. F2000.
N66 X-32.819 Y-11.584
N5 Z4.
N67 X-32.782 Y-9.15
N6 Z2. F1000.
N68 X-32.28 Y-6.77
N7 X24.714 Y-4.933 Z.36 F400.
N69 X-31.339 Y-4.531
N8 X25.286 Y-6.319 Z.018
N70 X-29.948 Y-2.459
N9 X26.243 Y-7.473 Z-.047
N71 X-29.906 Y-2.408
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
140
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
N10 X27.499 Y-8.292 Z-.102
N72 X-29.804 Y-2.287
N11 X28.941 Y-8.701 Z-.153
N73 X-27.843 Y-.356
N12 X30.439 Y-8.665 Z-.201
N74 X-27.386 Y.007
N13 X31.86 Y-8.186 Z-.245
N75 X-28.175 Y.635
N14 X33.074 Y-7.307 Z-.286
N76 X-29.947 Y2.437
N15 X33.974 Y-6.108 Z-.323
N77 X-31.293 Y4.464
N16 X34.478 Y-4.696 Z-.357
N78 X-32.252 Y6.748
N17 X34.567 Y-3.566 Z-.5
N79 X-32.755 Y9.154
N18 X33.4 Y-.527 F1000.
..
N19 X33.401 Y.448
..
N20 X32.992 Y-.041
..
N21 X33.4 Y-.527
N7681 X-12.221 Y-36.42
N22 X38.399 Y-.605
N7682 X-8.1 Y-37.553
N41 X-17.661 Y34.101
N7683 X-3.884 Y-38.219
N42 X-21.342 Y31.928
N7684 X.369 Y-38.416
N43 X-24.749 Y29.364
N7685 X4.644 Y-38.136
N44 X-27.852 Y26.441
N7686 X8.834 Y-37.388
N45 X-30.618 Y23.181
N7687 X12.952 Y-36.17
N46 X-32.994 Y19.652
N7688 X16.879 Y-34.512
N47 X-34.984 Y15.841
N7689 X20.599 Y-32.431
N48 X-36.52 Y11.878
N7690 X24.064 Y-29.949
N49 X-37.616 Y7.739
N7691 X27.232 Y-27.102
N50 X-38.24 Y3.529
N7692 X30.084 Y-23.896
N51 X-38.397 Y-.731
N7693 X32.545 Y-20.418
N52 X-38.078 Y-4.986
N7694 X34.618 Y-16.666
N53 X-37.292 Y-9.174
N7695 X36.247 Y-12.735
N54 X-36.034 Y-13.279
N7696 X37.438 Y-8.632
N55 X-34.348 Y-17.178
N7697 X38.165 Y-4.411
N56 X-32.209 Y-20.913
N7698 X38.388 Y-1.584
N57 X-31.656 Y-21.743
N7699 X38.331 Y0.
N58 X-29.032 Y-25.14
N7700 Z50. F2000.
N59 X-26.699 Y-27.605
N7701 M5
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
141
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
N60 X-24.654 Y-25.49
N7702 T0 M6
N61 X-27.443 Y-22.472
N7703 M30
Chng trnh phay Set01
N43 X-24.749 Y29.364
%MPF1
N44 X-27.852 Y26.441
N1 G71 G17 G90 G54
N45 X-30.618 Y23.181
N2 T2 M6
N46 X-32.994 Y19.652
N3 S2800 M3
N47 X-34.984 Y15.841
N4 G1 X24.579 Y-3.44 Z50. F2000.
N48 X-36.52 Y11.878
N5 Z4.
N49 X-37.616 Y7.739
N6 Z2. F1000.
N50 X-38.24 Y3.529
N7 X24.714 Y-4.933 Z.36 F400.
N8 X25.286 Y-6.319 Z.018
N9 X26.243 Y-7.473 Z-.047
N10 X27.499 Y-8.292 Z-.102
N2180 X-4.956 Y-37.361
N11 X28.941 Y-8.701 Z-.153
N2181 X-3.229 Y-37.55
N12 X30.439 Y-8.665 Z-.201
N2182 X-1.5 Y-37.659
N13 X31.86 Y-8.186 Z-.245
N2183 X0. Y-37.684
N14 X33.074 Y-7.307 Z-.286
N2184 Z50. F2000.
N15 X33.974 Y-6.108 Z-.323
N2185 M5
N16 X34.478 Y-4.696 Z-.357
N2186 T2 M6
N17 X34.567 Y-3.566 Z-.5
N2187 S300 M3
N18 X33.4 Y-.527 F1000.
N2188 G0 Z50.
N19 X33.401 Y.448
N2189 X-95. Y40.
N20 X32.992 Y-.041
N2190 G0 F15.
N21 X33.4 Y-.527
N2191 X-95. Y40.
N22 X38.399 Y-.605
N2192 CYCLE83 (2,0,2, ,41.305,
N23 X38.222 Y3.719
,4,0,0,0,1,1, ,0,0,0,0)
N24 X37.579 Y7.918
N2193 G0 X-65.
N25 X36.464 Y12.048
N2194 CYCLE83 (2,0,2, ,41.305,
N26 X34.909 Y16.006
,4,0,0,0,1,1, ,0,0,0,0)
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
142
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
N27 X32.905 Y19.798
N2195 G0 Y70.
N28 X31.656 Y21.743
N2196 CYCLE83 (2,0,2, ,41.305,
N29 X29.012 Y25.162
,4,0,0,0,1,1, ,0,0,0,0)
N30 X26.061 Y28.208
N2197 G0 X-95.
N31 X22.752 Y30.938
N2198 CYCLE83 (2,0,2, ,41.305,
N32 X19.188 Y33.266
,4,0,0,0,1,1, ,0,0,0,0)
N33 X15.355 Y35.201
N2199 G0 X-125.
N34 X11.361 Y36.684
N2200 CYCLE83 (2,0,2, ,41.305,
N35 X7.223 Y37.719
,4,0,0,0,1,1, ,0,0,0,0)
N36 X2.999 Y38.286
N2201 G0 Y40.
N37 X-1.255 Y38.383
N2202 CYCLE83 (2,0,2, ,41.305,
N38 X-5.521 Y38.004
,4,0,0,0,1,1, ,0,0,0,0)
N39 X-9.687 Y37.162
N2203 G0 Z50.
N40 X-13.78 Y35.846
N2204 M5
N41 X-17.661 Y34.101
N2205 T0 M6
N42 X-21.342 Y31.928
N2206 M30
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
143
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
3. Bi tp ng dng
Bi tp 1: Z-5
Bi tp 2:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
144
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 3:
Bi tp 4:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
145
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 5:
Bi tp 6:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
146
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 7:
Bi tp 8:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
147
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 7: M PHNG GIA
CNG TRN MY TIN
Kin thc :
-
Nm r qui trnh cng ngh gia cng chi tit
K nng:
-
To lp qu o dng c trong phn mm Pro/engineer.
Qun l v iu khin cc nguyn cng trong phn mm.
Xut chng trnh gia cng
Thi :
-
Kin tr, cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
Ni dung ca bi:
.Mt s sn phm tin
Dao tin
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
148
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
trn ta lm quen vi giao din v mi trng phay, i vi tin th cng tng
t.
Qu trnh gia cng c tin hnh theo cc bc sau:
1.Lp chi tit gia cng vo mi trng manufacturing
2.Thit lp phi
3.Chn my gia cng
4.Thit lp cc thng s my
5.Gii hn vng gia cng
6.Chn phng php gia cng
7.Thit lp cc thng s cng ngh
8.M phng ng chy dao
9.Kim tra qu trnh gia cng
10.Xut chng trnh NC
CC PHNG PHP TIN
Area Gia cng th nhiu lp
Profile Gia cng tinh
Groove Gia cng rnh
Holemaking Gia cng l
Thread Gia cng ren
I. Tin Area :
B.1,B.2 Lp chi tit gia cng vo mi trng manufacturing - Thit lp phi :
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
149
Trng Cao ng Ngh Nha Trang
B.3 Chn my gia cng
GVBS: Nguyn Hu Thn
My tin
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
150
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
B.4 Thit lp cc thng s my :
Mt phng chun
Mt phng d dao
Sau khi thit lp bc 3 xng, xut hin tap Turn
Gii hn vng gia cng
Cc chin lt GC tin
Cc chu trnh to l:
khoan, doa, ta r,
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
151
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
B.5 Gii hn vng gia cng :
To profile knh theo bin ca chi tit
To profile knh theo bin ca phi
To v tr gia cng l theo axis hoc surfaces
Profile l bin mt ct ca chi tit
To Profile bng phng php v
To Profile bng nhng curve c sn
Profile gii hn bi 2 mt ca chi tit
Chn Profile to trc
To Profile knh mi
Gc ta GC
Bin dng Profile gii
hn
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
152
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
B.6,B.7 Chn phng php gia cng v thit lp cc thng s cng ngh :
Tin rnh
Tin tinh theo bin dng
Tin ren
Cc chu trnh to l, dao, ta r,ging vi lp trnh gia cng phay
Phay ph lnh Area Turning
Chn dao v gc ta
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
153
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap Parameters
Tc ct
Chiu su mi lp ct theo phng X
Lng d li cho bc GC tinh
Kiu qut dao
Chin lt gia cng
Tc xoay trc chnh
Dao hp vi trc Z mt gc 90 0
Xem bng Parameter y
ROUGH_OPTION
CC KIU TIN TRONG ROUGH
Rough_Only
Ch Tin th
Rought_&_Prof
Tin th ri Tin mt hng
Prof_Only
Ch Tin mt hng
Rought_&_Clean_Up
Tin th ri lau sch vng st li
Tap clearance
im vo dao
im ra dao
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
154
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap ToolMotions
Qun l ng chy dao, cch vo dao, ra dao..
Hiu chnh ng chy dao
Positive Z: Ko di ng chy dao theo
hng Z+
Positive X: Ko di ng chy dao theo
hng X+
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
155
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap Process
Tnh thi gian gia cng
Tap Procperties
t tn bc gia cng
Ghi ch
B.8,B9. M phng ng chy dao, kim tra qu trnh gia cng :
M phng ng chy dao
Ngh Ct Gt Kim Loi
M phng ct vt liu
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
156
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
II.Gia cng tinh Profile
Sau khi tin ph vi lnh turn Area ta tin tinh li chi tit vi lnh Profie, vi chin
lt chy dao ny thng s dng gia cng tinh theo bin dng chi tit, gia cng
vt mt, hay nhng chi tit c,
Vt mt : Cc bc tng t nh trn
Tap ToolMotions
Chn profile
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
157
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tin tinh : Cc bc tng t nh trn
Tap ToolMotions
Chn profile
y cho ta la chn bo cung hay vt mp cc
gc canh ca chi tit ( ng toolpath ).
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
158
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Kt qu :
M phng ng chy dao
M phng ct vt liu
III. Gia cng rnh Groove
V Profile rnh
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
159
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chn dao tin rnh
t tn
Thit lp thng s dao
Chn loi dao
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
160
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap ToolMotions
Chn profile GC
Kt qu :
M phng ng chy dao
Ngh Ct Gt Kim Loi
M phng ct vt liu
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
161
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
IV.Gia cng l Holemaking
Trc khi khoan ta cn khoan tm trc
Chn dao khoan tm
Tap Reference
Chn trc hoc mt ca l
Mt bt u khoan
Chiu su khoan
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
162
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap Parameters
Tc ct
Mt phng an ton
Tc xoay ca trc chnh
Ti ngui
Tap Clearlance
Mt phng chun
Mt phng d dao
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
163
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Khoan l su tng t nh trn
Chn mi khoan 24 ( c th khoan mi mi khoan nh trc )
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
164
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap Reference
Chn trc hoc mt ca l
Mt bt u khoan
Chiu su khoan
Tap Parameters
Tc ct
Chiu su mi lp mi khoan d ln thot
phi
Mt phng an ton
Tc xoay ca trc chnh
Ti ngui
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
165
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
V.Gia cng ren Thread
Ren bc 4
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
166
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chn dao
Chn cch tin ren
Tin ren ngoi
Tin ren trong
Tap Parameters
Tc ct
Bc ren
S lp ct
Mt phng an ton
Tc xoay ca trc chnh
Ti ngui
Dao hp vi trc Z mt gc 00
Xem bng Parameters y
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
167
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chn n v ren ( milimeters)
Chn hng dao ct
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
168
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tap Clearance
Chn im vo dao
Chn im ra dao
Kt qu :
i vi tin ren ch cho m phng ng chy dao, khng m phng ct vt liu.
10.Xut chng trnh NC
Qu trnh xut chng trnh gia cng tng t nh trong gia cng phay.
Chng trnh tin ph
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
169
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Post FANUC OT CONTROL
%
O1
N205X-89.725
(Date:10/19/11 Time:17:14:15)
N210G00Z14.727
N5T0100
N215G01X-75.989F1200.
N10G92X0.Z0.
N220Z-168.
N15S1500M03
N225X-77.781
N20G00X-119.302Z14.727
N230G02X-79.781Z-170.
N25G01X-108.802F1200.
N235G01X-85.281
N30Z-335.219
N240G00Z14.727
N35X-117.703
N245G01X-72.197F1200.
N40G00Z14.727
N250Z-168.
N45G01X-105.401F1200.
N255X-81.489
N50Z-335.219
N260G00Z14.727
N55X-114.302
N265G01X-68.405F1200.
N60G00Z14.727
N270Z-166.
N65G01X-102.F1200.
N275G03X-70.405Z-168.
N70Z-335.219
N280G01X-77.697
N75X-110.901
N285G00Z14.727
N80G00Z14.727
N290G01X-64.304F1200.
N85G01X-97.556F1200.
N295Z-68.
N90Z-251.947
N300X-66.405
N95X-101.414Z-255.805
N305G02X-68.405Z-70.
N100G02X-102.Z-257.219
N310G01X-73.905
N105G01X-107.5
N315G00Z14.727
N110G00Z14.727
N320G01X-60.203F1200.
N115G01X-93.112F1200.
N325Z-68.
N120Z-247.503
N330X-69.804
N125X-97.556Z-251.947
N335G00Z14.727
N130X-103.056
N340G01X-56.101F1200.
N135G00Z14.727
N345Z-68.
N140G01X-88.668F1200.
N350X-65.703
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
170
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
N145Z-243.059
N355G00Z14.727
N150X-93.112Z-247.503
N360G01X-52.F1200.
N155X-98.612
N365Z-68.
N160G00Z14.727
N370X-114.302
N165G01X-84.225F1200.
N375M05
N170Z-238.615
N175X-88.668Z-243.059
N180X-94.168
N185G00Z14.727
N190G01X-79.781F1200.
N195Z-234.172
N200X-84.225Z-238.615
Chng trnh tin tinh
%
O1
N5T0100
N10G92X0.Z0.
N15S2000M03
N20G00X-51.5
N25G01Z-68.5F1200.
N30X-65.405
N35G02X-67.905Z-71.
N40G01Z-166.
N45G03X-70.405Z-168.5
N50G01X-76.781
N55G02X-79.281Z-171.
N60G01Z-234.379
N65X-100.768Z-255.866
N70G02X-101.5Z-257.633
N75G01Z-337.219
N80M05
%
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
171
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng trnh khoan tm, khoan su v tin ren
%
O1
N205G00Z2.
(Date:10/19/11 Time:17:19:36)
N205G00Z2.
N5T0300
N210Z-34.
N10G92X0.Z0.
N215G01Z-40.F12.
N15S280M03
N220G00Z2.
N20G00Z50.
N225Z-38.
N25G00X0.Z2.
N230G01Z-44.F12.
N30G01Z-6.652F20.
N235G00Z2.
N35G00Z2.
N240Z-42.
N40Z50.
N245G01Z-48.F12.
N45M05
N250G00Z2.
N255Z-46.
N50T0400
N260G01Z-52.F12.
N55G90
N265G00Z2.
N60G92X0.Z50.
N270Z-50.
N65S120M03
N275G01Z-56.F12.
N70G00X0.Z50.
N280G00Z2.
N75G00X0.Z2.
N285Z-54.
N80G01Z-4.F12.
N290G01Z-60.F12.
N85G00Z2.
N295G00Z2.
N90Z-2.
N300Z50.
N95G01Z-8.F12.
N305M05
N100G00Z2.
N105Z-6.
N310T0500
N110G01Z-12.F12.
N315G90
N115G00Z2.
N320G92X0.Z50.
N120Z-10.
N325S200M03
N125G01Z-16.F12.
N330G00X-52.Z0.
N130G00Z2.
N335G01X-50.05F10.
N135Z-14.
N340G00X-49.755
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
172
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
N140G01Z-20.F12.
N345G32Z-65.I0.K4
N145G00Z2.
N150Z-18.
N155G01Z-24.F12.
N525G32Z-65.I0.K4.
N160G00Z2.
N530G00X-50.05
N165Z-22.
N535Z0.
N170G01Z-28.F12.
N540X-47.546
N175G00Z2.
N545G32Z-65.I0.K4.
N180Z-26.
N550G00X-50.05
N185G01Z-32.F12.
N555Z0.
N190G00Z2.
N560X-52.
N195Z-30.
N565M05
N200G01Z-36.F12.
Chng trnh CNC ch l cng c lm mnh thm tnh nng ca my gia cng,
v s dng chng c hiu qu, bn vn phi c hiu bit v kt cu my cng nh
nguyn l ct gt. iu ht sc thun li l gi y khng ch cng c ngy cng tt
hn, m bn cn c s h tr k thut, thng tin khng ch ca cc nh cung cp my
m c phn mm CAD/CAM,..
T gc lp trnh, khi tip cn bt c my CNC no bn phi ghi nh nhng
tnh nng k thut ca my CNC m bn ang lp trnh cho chng:
1. Tc quay ti a ca trc chnh v/pht (RPM Recycle Per Minitue ).
2. Trc chnh c my di (bc) tc v gii hn ca mi di.
3. Cng sut m t trc chnh v cc trc chy dao.
4. Khong gia cng cc i theo mi hng ( X, Y, Z ).
5. My c th lm vic c vi bao nhiu dao.
6. Kt cu bng my.
7. Tc chy bn nhanh.
8. Tc ct ti a (fastest cutting feed rate).
Hiu r v my s gip bn lp trnh tt hn
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
173
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
3. Bi tp ng dng
Bi tp 1:
Bi tp 2 :
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
174
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 3:
Bi tp 4:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
175
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 5:
Bi tp 6:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
176
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bi tp 7:
Bi tp 8:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
177
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Chng 8: KT NI V IU KHIN MY CNG C.
Kin thc:
-
Hiu r cch kt ni vi cc my c h iu hnh khc nhau
K nng:
-
Ci t, kt ni vi my cng c CNC
iu khin v vn hnh my cng cu CNC
Thi :
-
Kin tr, cn thn, nghim tc, ch ng v tch cc sng to trong hc tp.
Ni dung ca bi:
1./ Kt ni my Phay CNC 635V eco
Ta dng phn mm kt ni my tnh c nhn vi my CNC
Siemens PCU 20 ethernet setup
Software = HMI Embedded Network Manager
-
Chy SETUP.exe v lm theo cho n khi hon thnh
Kim tra tn my tnh
computer name
TCP/IP
eg.
eg.
V d:
THAN
192.168.0.20
( Hnh di l IP ca my CNC ca 10)
my tnh phi t IP khc s cui : 192.168.0.10
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
178
Trng Cao ng Ngh Nha Trang
Sub mask
GVBS: Nguyn Hu Thn
255.255.128.0 ( Khng cn in trong my tnh)
eg.
To th mc : DMC635 C
C:\ DMC635
Phi share full th mc ny
- open HMI Embedded Network Manager: M phn mm HMI
You can see this icon on right bottom
Right click for menu
(Chn n)Goto :
Config Network Manager
(La chn )Select Check box : Connection with login
Chn n th mc share DMC635
Goto :
Config HMI specific shared folders
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
179
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Browse for the shared folder C:\ DMC635
Input the shared folder name DMGMC
Add the folder to the below window
Goto :
User management ( Chn )
S dng th mc c sn (User list already had) PCU20_USER select Edit
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
180
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
User name
PCU20_USER === S dng tn ny ko thay i
Password
*******
Confirm Password
*******
Select the right side shared folder DMC635 ( chn th mc DMC635)
and press Add to import to the left side ( Chn th mc ny chuyn n sang
bn phi) Nu cha nhn thy th mc ny th phi tt my khi ng li my la
chn th mc ny
Ci phn my tnh OK.
Phn my CNC ko cn lm g.
Khi ng my tnh li OK
Tt my CNC khi ng li
Ci t my CNC
Machine control side
->
->
->
-> Start up -> set password -> ******** -> OK
u tin ta kim tra thng s sau:
Machine data -> Display MD -> Find -> 9990 -> OK
Change to 9990=00000001H
-> Start up -> Logic drives -> shown:
Connection,
Netw. Config,
Ngh Ct Gt Kim Loi
Server name and
File Type.
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
181
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Goto : Connection
1 C:\ CF Card ====(dont change)
2, 3, 4 are used for editing to the shared folder name
Edit, \\computer name\shared folder name (eg. \\sgpc027\DMGMC)
Edit, display in Softkey Line1 & Line2
eg : line 1 ==DMG
line 2 ==MC
Goto : Netw. Config
Select networking without confirmation
Log : TCP/IP
DHCP : No
IP : address follow first 3 same last one different from laptop
192.168.0.10
Subnet : same as laptop
255.255.128.0
Monit time : 30 sec
Other set as 0
Input COMPUTER NAME
Input USER NAME
eg. sgpc027
eg. pcu20_user
Goto : Server name
Edit -> IP (192.168.0.10) -> computer name (sgpc027) -> Take over
Goto :
File Type -> NC spec. files
Sau khi reboot , ShopTurn (only CNC ISO) format,
Nhn Program manager
softkey : DMG MC
ta c th copy v past gia my CNC v my tnh
Goto : Netw. Config
Chn no networking and save
Sau khi reboot
->
->
Ngh Ct Gt Kim Loi
->
-> Start up -> delete password
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
182
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
2./ Kt ni my Tin CNC CTX310 eco
Ta dng phn mm kt ni my tnh c nhn vi my CNC
Siemens PCU 20 ethernet setup
Software = HMI Embedded Network Manager
Chy SETUP.exe v lm theo cho n khi hon thnh
Kim tra tn my tnh
computer name
TCP/IP
eg.
eg.
V d:
THAN
192.168.0.20
( Hnh di l IP ca my CNC ca 10)
my tnh phi t IP khc s cui : 192.168.0.10
Sub mask
eg.
255.255.128.0 ( Khng cn in trong my tnh)
To th mc :CTX310 C
C:\ CTX310
Phi share full th mc ny
- open HMI Embedded Network Manager: M phn mm HMI
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
183
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Ta thy biu tng di thanh bottom
Click phi chut
(Chn n)Goto :
Config Network Manager
(La chn )Select Check box : Connection with login
Chn n th mc share DMC635
Goto :
Config HMI specific shared folders
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
184
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Tm th mc c chia s C:\ CTX310
Add th mc ca s di.
Goto : User management ( Chn )
S dng th mc c sn (User list already had) PCU20_USER select Edit
User name
PCU20_USER === S dng tn ny ko thay i
Password
*******
Confirm Password
*******
Select the right side shared folder CTX310 ( chn th mc CTX310)
and press Add to import to the left side ( Chn th mc ny chuyn n sang
bn phi) Nu cha nhn thy th mc ny th phi tt my khi ng li my la
chn th mc ny
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
185
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Ci phn my tnh OK.
Phn my CNC ko cn lm g.
Khi ng my tnh li OK
Tt my CNC khi ng li
Ci t my CNC
Machine control side
->
->
->
-> Start up -> set password -> ******** -> OK
u tin ta kim tra thng s sau:
Machine data -> Display MD -> Find -> 9990 -> OK
Change to 9990=00000001H
-> Start up -> Logic drives -> shown:
Connection,
Netw. Config,
Server name and
File Type.
Goto : Connection
1 C:\ CF Card ====(dont change)
2, 3, 4 are used for editing to the shared folder name
Edit, \\computer name\shared folder name (eg. \\THAN\CTX310)
Edit, display in Softkey Line1 & Line2
eg : line 1 ==DMG
line 2 ==MC
Goto : Netw. Config
Select networking without confirmation
Log : TCP/IP
DHCP : No
IP : address follow first 3 same last one different from laptop
192.168.0.10
Subnet : same as laptop
255.255.128.0
Monit time : 30 sec
Other set as 0
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
186
Trng Cao ng Ngh Nha Trang
Input COMPUTER NAME
Input USER NAME
GVBS: Nguyn Hu Thn
eg. sgpc027
eg. pcu20_user
Goto : Server name
Edit -> IP (192.168.0.10) -> computer name (sgpc027) -> Take over
Goto :
File Type -> NC spec. files
Sau khi reboot , ShopTurn (only CNC ISO) format,
Nhn Program manager
softkey : DMG MC
ta c th copy v past gia my CNC v my tnh
Goto : Netw. Config
Chn no networking and save
Sau khi reboot
->
->
->
-> Start up -> delete password
3./ Kt ni my Tin CNC KAMIOKA (h iu hnh FANUC)
kt ni c ta cn phi c ADAPTER (kt ni c my laptop v my CNC)
nh sau:
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
187
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Sau khi m phng gia cng chi tit ta chn code FANUC xut ra chng trnh,
lc ny chng trnh s c ui l *.txt. C th nh sau L1001.txt
V d:
%
O1
(Date:1/7/13 Time:17:17:25)
N5T0100
N10G92X0.Z0.
N15S2000M03
N20G00X-51.5
N25G01Z-68.5F1200.
N30X-65.405
N35G02X-67.905Z-71.
N40G01Z-166.
N45G03X-70.405Z-168.5
N50G01X-76.781
N55G02X-79.281Z-171.
N60G01Z-234.379
N65X-100.768Z-255.866
N70G02X-101.5Z-257.633
N75G01Z-337.219
N80M05
%
V my tin KAMIOKA ch hiu file c dng O****.txt nn ta SAVE AS
L1001.txt thnh O1001.txt
Trn my CNC Kamioka ta thao tc nh sau:
a my v ch Edit
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
188
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Cm Adapter vo khe kt ni, OFS/Setting, Ti dng I/O CHANNEL sa li l 4
Nhn phm ProG
Nhn th OPRT => Nhp tn chng trnh cn chp l O1001 => Nhn phm
READ => Nhn phm EXE. Xut hin dng INPUT (qu trnh chp thnh cng)
Ch : khi tin hnh cho my CNC hot ng cn lu gc ta lc m
phng trn Creo Parameter v gc ta trn my CNC phi ging nhau, nu
chng khng ging nhau s dn n sai hng my v chi tit cn gia cng.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
189
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
4./ Kt ni my Phay CNC DMC 635V Standard
Sau khi m phng gia cng chi tit ta chn code Siemens 840D xut ra chng
trnh, lc ny chng trnh s c ui l *.txt. C th nh sau L1002.txt
Thng thng tt c cc chng trnh gia cng u c cu trc on trn v
on di ging nhau (on CAM PATH ty theo chi tit s khc nhau)
Lu : tn ca dao gia cng trong m phng s khc vi tn tht ca dao my
CNC, v th ta phi i tn sao cho tn dao gia cng trong chng trnh v trn my CNC
l mt.
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
190
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
V my CNC ch hiu file c ui l *.spf nn ta Save as L1002.txt thnh
L1002.spf
Ta chp file L1002.spf vo USB chuyn dng v kt ni vi my CNC trnh t nh sau
USB
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
191
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
Bm phm mm Program Maneger ta thy th Front X204 sng, lc ny ch vic
chp file L1002.spf vo b nh ca my.
Ch : khi tin hnh cho my CNC hot ng cn lu gc ta lc m
phng trn Creo Parameter v gc ta trn my CNC phi ging nhau, nu
chng khng ging nhau s dn n sai hng my v chi tit cn gia cng.
Cu hi n tp:
Cu 1: Cch my CNC nhn bit chng trnh gia cng xut ra t phn mm
Pro/Engineer Creo 1.0.
Cu 2: So snh cch kt ni gia my phay CNC 635V eco v my phay CNC
635V Standard
Cu 3: Nguyn tc khi vn hnh my CNC
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
192
Trng Cao ng Ngh Nha Trang
GVBS: Nguyn Hu Thn
1. L Ngc Bch;2010; Gio Trnh Thc Hnh CAD-CAM Pro-Engineer Wildfire
5.0 Dnh Cho Ngi T Hc
2. Hong Khng;2010; S dng Pro-Engineer hiu qu hn.
3. Sch theo my Tin CNC KAMIOKA
4. Sch theo my Tin CNC CTC310 eco
5. Sch theo my Phay CNC DMC635 eco
6. Sch theo my Phay CNC DMC635V Standard
7. Sch theo phn mm CREO PARAMETER 1.0
Ngh Ct Gt Kim Loi
Gio trnh: Gia cng c kh nng cao vi Pro/Engineer Creo 1.0
193
You might also like
- Bài giảng Công Nghệ CNCDocument148 pagesBài giảng Công Nghệ CNCDat Nguyen100% (1)
- Giao Trinh Gia Cong Tren May Phay CNCDocument76 pagesGiao Trinh Gia Cong Tren May Phay CNCNgocNo ratings yet
- Codientu Org - Giao Trinh Phan Cam PDFDocument168 pagesCodientu Org - Giao Trinh Phan Cam PDFPhap Nguyen100% (1)
- GIÁO TRÌNH - Thiết Kế Và Lập Trình Gia Công Creo Parametric 5.0 (Nguyễn Hữu Thân)Document193 pagesGIÁO TRÌNH - Thiết Kế Và Lập Trình Gia Công Creo Parametric 5.0 (Nguyễn Hữu Thân)Văn TâmNo ratings yet
- Cad CamDocument46 pagesCad CamHữu NghịNo ratings yet
- Bản sao của CAD-CAMDocument59 pagesBản sao của CAD-CAMHữu NghịNo ratings yet
- TỔNG QUAN VỀ PHẦN MỀM CIMETRON 1Document51 pagesTỔNG QUAN VỀ PHẦN MỀM CIMETRON 1Hoàng BắcNo ratings yet
- PBL3 Nhóm 1Document66 pagesPBL3 Nhóm 1baophanzooz1692002No ratings yet
- Word pbl3Document16 pagesWord pbl3baophanzooz1692002No ratings yet
- Giáo trình tiện cơ bảnDocument10 pagesGiáo trình tiện cơ bảnNgọc DiệpNo ratings yet
- Cad CamDocument7 pagesCad CamHữu NghịNo ratings yet
- Bao Cao Do An Cad1Document63 pagesBao Cao Do An Cad1Nguyễn Trần Hoài BảoNo ratings yet
- File 20201206 185223 11Document56 pagesFile 20201206 185223 11Sĩ Tú Trần LêNo ratings yet
- May CNCDocument124 pagesMay CNCzzkilinzzNo ratings yet
- Tailieuxanh Do An Cong Nghe Cad Cam CNC Thiet Ke Phan Khuon Va Gia Cong Khuon Yen Sau Xe Dap 7353Document48 pagesTailieuxanh Do An Cong Nghe Cad Cam CNC Thiet Ke Phan Khuon Va Gia Cong Khuon Yen Sau Xe Dap 7353Kính ÂnNo ratings yet
- Thuyetminh DacadcamDocument40 pagesThuyetminh DacadcamTaivoNo ratings yet
- Final Thuyet Minh 1Document183 pagesFinal Thuyet Minh 1minhuu25No ratings yet
- báo cáo nhập môn kỹ thuật cơ khí-pelehoi.bkDocument22 pagesbáo cáo nhập môn kỹ thuật cơ khí-pelehoi.bkQuang TungNo ratings yet
- (123doc) - Do-An-Tot-Nghiep-Thiet-Ke-Che-Tao-May-Tien-Cnc-MiniDocument93 pages(123doc) - Do-An-Tot-Nghiep-Thiet-Ke-Che-Tao-May-Tien-Cnc-MiniPham JohnNo ratings yet
- ApwvDocument26 pagesApwvNiall PetersonNo ratings yet
- Thuyet Minh Khoi VDocument106 pagesThuyet Minh Khoi VKhanh TruongNo ratings yet
- HTCDT BTLDocument56 pagesHTCDT BTLThái Văn SangNo ratings yet
- Doancadcam HuynhvanbangDocument19 pagesDoancadcam HuynhvanbangẨn DanhNo ratings yet
- Cad - Cam - CNCDocument20 pagesCad - Cam - CNCNhan LeNo ratings yet
- Bài tập nhóm số 1Document16 pagesBài tập nhóm số 1THỊNH PHAN NGUYỄN QUANGNo ratings yet
- BaocaoDocument52 pagesBaocaoTuấnNo ratings yet
- PBL3 Khuôn TrênDocument44 pagesPBL3 Khuôn Trênbaophanzooz1692002No ratings yet
- mẫu đồ ánDocument60 pagesmẫu đồ ánnqh888909No ratings yet
- HomeDocument168 pagesHomeTruonglanaNo ratings yet
- Do An CAD CAM CNC Final - Nguyen Duc TinDocument51 pagesDo An CAD CAM CNC Final - Nguyen Duc TinTrần Khánh HiệpNo ratings yet
- thuyết minh 02Document47 pagesthuyết minh 02baophanzooz1692002No ratings yet
- Tìm hiểu về SSCNCDocument10 pagesTìm hiểu về SSCNCnguyendangt740No ratings yet
- Tài liệu1Document25 pagesTài liệu1Hưng Trần ĐứcNo ratings yet
- Tìm hiểu về phần mềm CADCAMDocument20 pagesTìm hiểu về phần mềm CADCAMVũ ĐạiNo ratings yet
- Gia Cong Co Khi Nang Cao Voi ProEDocument193 pagesGia Cong Co Khi Nang Cao Voi ProELinh Vuong VoNo ratings yet
- May Tien CNC Va Van HanhDocument84 pagesMay Tien CNC Va Van Hanhminhthi198720067135No ratings yet
- Thuyetminh KyxucracDocument94 pagesThuyetminh Kyxucracbaophanzooz1692002No ratings yet
- Phần 3Document6 pagesPhần 3MTNo ratings yet
- ModauDocument4 pagesModaunguyễn đức hàoNo ratings yet
- Chương 1: Giới Thiệu Chung Về Cad/Cam/CncDocument42 pagesChương 1: Giới Thiệu Chung Về Cad/Cam/Cncdũng trầnNo ratings yet
- DeCuong Do An Hoang Thai SonDocument8 pagesDeCuong Do An Hoang Thai Sonhtsonthdt1No ratings yet
- 1-Nguyễn Minh Chiến-117182-TKN&TMNDocument29 pages1-Nguyễn Minh Chiến-117182-TKN&TMNĐạoNo ratings yet
- Chuong Trinh Dao Tao Mot So Phan Mem Tai TT&Mot So San Pham DC TK Va Tao Khuon Bang PM Pro - Engineer5 PDFDocument23 pagesChuong Trinh Dao Tao Mot So Phan Mem Tai TT&Mot So San Pham DC TK Va Tao Khuon Bang PM Pro - Engineer5 PDFPháp Sư Giấu MặtNo ratings yet
- BTN1 Võ-Chí-Quốc MastercamDocument27 pagesBTN1 Võ-Chí-Quốc MastercamPhúc NguyễnNo ratings yet
- Tailieunhanh 3 Dinhthenam dc901 2798Document23 pagesTailieunhanh 3 Dinhthenam dc901 27980248 Võ Đăng KhôiNo ratings yet
- Đ Án cdt1Document53 pagesĐ Án cdt1le tuanNo ratings yet
- Kĩ Sư Cơ KhíDocument9 pagesKĩ Sư Cơ KhíĐức MinhNo ratings yet
- Đ Án Cad CamDocument94 pagesĐ Án Cad CamNguyễn Ngọc VươngNo ratings yet
- bkc003711 6465Document19 pagesbkc003711 6465Trúc TrầnNo ratings yet
- BTL Cao Cfao HK211Document2 pagesBTL Cao Cfao HK211Trần Duy ĐôngNo ratings yet
- Part-1 11Document3 pagesPart-1 11Bzbznnz HhahsbnNo ratings yet
- Creo Parametric 1.0Document46 pagesCreo Parametric 1.0VàngHítLerNo ratings yet
- Thiet Ke KhuonDocument33 pagesThiet Ke KhuonF-Red PearNo ratings yet
- Giám Sát Và Đánh GiáDocument62 pagesGiám Sát Và Đánh GiáChinatsuNo ratings yet
- HD Cai SketupDocument16 pagesHD Cai SketupNhatanh NguyenNo ratings yet
- Chuyên Đề Hoạch Định Nhu Cầu Nguyên Vật Liệu Tại Xí Nghiệp Thép Và Vật Liệu Xây Dựng Hà Nội, Luận Văn Tốt Nghiệp Đại Học, Thạc Sĩ, Đồ Án,Tiểu Luận Tốt NghiệpDocument80 pagesChuyên Đề Hoạch Định Nhu Cầu Nguyên Vật Liệu Tại Xí Nghiệp Thép Và Vật Liệu Xây Dựng Hà Nội, Luận Văn Tốt Nghiệp Đại Học, Thạc Sĩ, Đồ Án,Tiểu Luận Tốt NghiệpNhatanh NguyenNo ratings yet