Professional Documents
Culture Documents
Fem PDF
Uploaded by
Pab Fer ManOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Fem PDF
Uploaded by
Pab Fer ManCopyright:
Available Formats
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
F.E.M.
SECTION I
3rd EDITION
REVISED
HEAVY LIFTING APPLIANCES
1.001
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 1
OBJECT AND SCOPE
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 1
OBJECT AND SCOPE
1.1.
PREFACE.............................................................................................................................. 2
1.2.
INTRODUCTION ................................................................................................................... 3
1.3.
OBJECT OF THE RULES ..................................................................................................... 5
1.4
SCOPE .................................................................................................................................. 6
LIST OF SYMBOLS AND NOTATIONS .......................................................................................... 7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
1.1. PREFACE
The Rules for the Design of Hoisting Appliances set up by the Technical Committee of the Section I
of the F.E.M., which have been published so far in two Editions, the first one in 1962 and the
second in 1970, have been increasingly widely used in many countries all over the world.
Taking accourt of this enlarged audience, Section I of the FEM decided to change the format of
these Design Rules and to facilitate updating by abandoning the single volume form and dividing
the work into a number of separate booklets as follows :
Booklet 1 - Object and Scope
Booklet 2 - Classification and loading on structures and mechanisms
Booklet 3 - Calculating the stresses in the structure
Booklet 4 - Checking for fatigue and choice of mechanism components
Booklet 5 - Electrical equipment
Booklet 6 - Stability and safety against movement by the wind
Booklet 7 - Safety rules
Booklet 8 - Test loads and tolerances
Although not directly a part of these Design Rules, the opportunity is taken to draw attention to the
new Terminology of Section I.
1-2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
1.2. INTRODUCTION
To facilitate the use of these Rules by the purchasers, manufacturers and safety organizations
concerned, it is necessary to give some explanation in regard to the two following questions.
1. How should these Rules be applied in practice to the different types of appliance whose
construction they cover ?
2. How should a purchaser use these Rules to define this requirements in relation to an
appliance which he desires to order and what conditions should he specify in this enquiry to
ensure that the manufacturers can submit a proposal in accordance with tris requirements ?
1. It is necessary first to recognize the great variety of appliances covered by the Design Rules. It
is obvious that a crane having very high speeds and a rapid working cycle is not designed in the
same manner as a small overhead crane for infrequent duty. For such a machine there can be
no question of making all the verifications which would appear to be required, from reading
through the Rules, because one would clearly finish with a volume of calculations which would
be totally out of proportion to the objective in view. The manufacturer must therefore decide in
each particular case which parts of the machine, which he is designing, should be analysed and
those for which calculation is unnecessary, not because he must accept that the results for the
latter would not be in accordance with the requirements of the Rules, but because on the
contrary he is certain in advance that the calculations for the latter would only confirm a
favourable outcome. This may be because a standard compornent is being used which has
been verified once and for all or because it has been established that some of the verifications
imposed by the Rules cannot in certain cases have an unfavourable result and therefore serve
no purpose.
If one takes, for exemple, the fatigue calculations, it is very easy to see that certain verifications
are unnecessary for appliances of light or moderate duty because they always lead to the
conclusions that the most unfavourable cases are those resulting from checking safety in
relation to the elastic limit.
These considerations show that calculations made in accordance with the Rules can take a very
different form according to the type of appliance which is being considered, and may in the case
of a simple machine or a machine embodying standard components be in the form of a brief
summary without prejudicing the compliance of the machine with the principles set out by the
Design Rules.
2. As far as the second question is concerned, some explanation is first desirable for the
purchaser, who may be somewhat bewildered by the extent of the document and confused
when faced with the variety of choice which it presents, a variety which is, however, necessary if
one wishes to take account of the great diversity of problems to be resolved.
1-3
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In fact, the only important matter for the purchaser is to define the duty which he expects from his
appliance and if possible to give some indication of the duty of the various motions.
As regards the service to be performed by the appliance, two factors must be specified, i.e. :
- the class of utilization, as defined in 2.1.2.2 ;
- the load spectrum, as defined in 2.1.2.3.
In order to arrive at the number of hoisting cycles determining the class of utilization, the purchaser
may, for instance, find the product of :
- the number of hoisting cycles which the appliance will have to average each day on which it is
used ;
- the average number of days of use per year ;
- the number of years after which the appliance may be considered as having to be replaced.
Similarly, the load spectrum may be calculated by means of the simplified formula set out in the
above mentioned paragraph.
In neither case do the calculations call for a high degree of accuracy, being more in the nature of
estimates than of precise calculations. Moreover, the numbers of hoisting cycles determining the
classes of utilization do not constitute guaranteed values : they are merely guide values, serving as
a basis for the fatigue calculations and corresponding to an average life which can be expected
with a reasonable degree of safety, provided the appliance, designed in accordance with the
present design rules, is used under the conditions specified by the customer in his call for tender
and also that it is operated and maintained regularly in compliance with the manufacturer's
instructions.
If he is unable to determine the class of utilization and the load spectrum, the purchaser may
confine himself to stating the group in which the appliance is to be classified. A guide as to the
choice of group is provided by Table 2.1.2.5., which is not binding but gives simple exemples
which, by way of comparison, may facilitate selection.
In the case of mecanisms, the following should also be specified :
- the class of utilization, as specified in 2.1.3.2. :
- the load spectrum, as defined in 2.1.3.3. :
the same observation apply as were made concerning the appliance as a whole.
1-4
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The tables in Appendix A.2.1.1. may be used to facilitate determination of the class of utilization.
On the basis of the class of utilization of the appliance, they make it possible to determine a total
number of working hours for the mechanism, according to the average duration of a working cycle
and the ratio between the operating time of the mechanism and the duration of the complete cycle.
Table T.2.1.3.5. may be used as a guide by a purchaser wishing simply to choose a group for each
of the mechanisms with which the appliance he wants to order is to be fitted.
As a general rule, the purchaser has no other information to supply in connection with the design of
the appliance, except in certain cases :
- the area of hoisted loads presented to the wind, if this area is larger than those defined in
2.2.4.1.2. ;
- the value of the out-of-service wind, where local conditions are considered to necessitate
design for an out-of-service wind greater than that defined in 2.2.4.1.2.
1.3. OBJECT OF THE RULES
The purpose of these rules is to determine the loads and combinations of loads which must be
taken into account when designing hoisting appliances, and also to establish the strength and
stability conditions to be observed for the various load combinations.
1-5
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
1.4
SCOPE
The Rules apply to the design of lifting appliances or parts of lifting appliances which appear in the
illustrated terminology for cranes and heavy lifting appliances of Section I of the FEM.
Appliances not covered by Section I
1) Lifting appliances included in Section V, for exemple :
- mobile jib cranes on pneumatic or solid rubber tyres, crawler tracks, lorries, trailers and
brackets.
2) Lifting equipment which according to the internal regulations of FEM, are included in Section IX,
that is to say :
- various items of series lifting equipment,
- electric hoists,
- pneumatic hoists,
- accessories for lifting,
- hand operated chain blocks,
- elevating platforms, work platforms, dock levellers,
- winches,
- jacks, tripods, combined apparatus for pulling and lifting,
- stacker cranes.
For series lifting equipment, those chapters of the Design Rules of Section I which have been
accepted by Section IX should be used.
These rules comprise eight booklets. In addition some booklets contain appendices which give
further information on the method of application.
1-6
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
LIST OF SYMBOLS AND NOTATIONS
Symbol
Unit
Dsignation
Paragraphe
m2
Area exposed to wind
2.2.4.1.
Combined influence of residual tensile stresses with dead weight
stresses
3.1
A1 A8
Crane groups
2.1.2
Ae
m2
Enveloped area of lattice
2.2.4.1.4
mm
Wheelbase of crane :
Dimension of lattice in wind load calculation :
Length of strip of plate in buckling calculation :
Size of fillet weld in notch case 2.33
2.2.2.3
2.2.4.1.4
A-3.4
T.A.3.6.-2.33
m/s2
Acceleration
5.8.3.1
Influence of thickness of structural member
3.1.1.2
mm
Width of lattice in wind load calculation
2.2.4.1.4
B0 B10
Classes of utilization of structural members
2.1.4.2
mm
Breadth of section across wind front :
Largest dimension of rectangular steel section :
Length of plate in buckling calculation :
Useful width of rail in wheel calculation
2.2.4.1.4
3.1.1.2
A-3.4
4.2.4.1
Influence of cold :
Coefficient used to calculate the tightening torque of bolts :
Selection coefficient for choice of running steel wire ropes
3.1.1.3
A-3.2.2.2.2.3
4.2.2.1.3.1
Cf
Shape coefficient in wind load calculation
2 2.4.1.4
c, c'
Factors characterising the slope of Whler curves
4.1.3.5
c1, c1max
Rotation speed coefficients for wheel calculation
4.2.4.1
c2, c2max
Group coefficient for wheel calculation
4.2.4.1
cos
Power factor
5.2.3.3.2
Symbol used in plate inspection for lamination defects
T.A.3.6
Section diameter in shape factor determination
2.2.4.1.4
mm
Rope winding diameter :
Wheel diameter :
Shaft diameter in fatigue verification of mechanism parts .
4.2.3.1
4.2.4.1
A-4.1.3
1-7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Dt
mm
Diameter of bolt holes
3.2.2.2.1
mm
d2
mm
Depth of section parallel to wind direction in wind load calculation :
Nominal diameter of bolt :
Nominal diameter of rope :
Shaft diameter in fatigue verification of mechanism parts
Bolt diameter at thread root
2.2.4.1.4
A-3.2 .2 .2 .3
4.2.2.1.3
A-4.1.3
3.2.2.2.1
dc
Number of completed starts per hour
5.8.1.4
di
Number of impulses or incomplete starts per hour
5.8.1.4
dmin
mm
Minimum rope diameter
A-4.2.2
dt
mm
Nominal bolt diameter
3.2.2.2.1
N/mm2 Elastic modulus of steel
A-3.4
E1 E8
Groups of components
2.1.4.1
ED
Duty factor
5.8.1.4
mm
Thickness of strip of plate in buckling calculation :
Thickness of plate in welded joints
A-3.4
T.A-3.6-2.31
e1, e2
mm
Plate thicknesses in welded joints
A-3.4
Wind force :
Horizontal force during acceleration :
Tensile load in bolts :
Compressive force on member in crippling calculation
2.2.4.1.2
A-2.2.3
3.2.2.2.2
A-3.3
F0
Minimum breaking load of rope
4.2.2.1.2
F1
Permissible working load on bolts
3.2.2.2.1
Fc
Projection of rope load on the x axis during travelling
A-2.2.3
Fcm
Inertia force due to the load during travelling
A-2.2.3
Fcmax
Maximum value of Fc
A-2.2.3
Fill factor of rope
4.2.2.1.3
Number of electrical brakings
5.8.1.4
fcy
g
m/s2
Acceleration due to gravity. according to ISO 9.80665 m/S2
A-2.2.3
Coefficient depending on group for choice of rope drums and
pulleys
4.2.3.1.1
Moment of inertia of mass in slewing motion
A-2.2.3.-3
kgm2
1-8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
I 1, I 2
mm4
Moment of inertia of stiffeners
A-3.4
ID
Starting current of motor
5.2.3.3.2
IN
Nominal current of motor
5.2.3.3.1
Itot
Sum of currents IA and IN
5.2.3.3.2
IZ
mm4
Moment of inertia of stiffeners
A-3.4
Ii
kgm2
Moment of inertia of mass of a part in rotation
A-2.2.3
Im
kgm2
Moment of inertia of mass of all parts in rotation
A-2.2.3.-2.1
JM
kgm2
Moment of inertia of mass of motor and brake
5.8.1.4
Group number in component groups E1 to E8
4.1.3.6
j0
m/s2
Acceleration in horizontal motions
A-2.2.3.-2.2
jm
m/s2
Average acceleration/deceleration in horizontal motions
A - 2.2.3
Empirical coefficient for determining minimum breaking strength of
rope
4.2.2.1.3
K0 K4
Stress concentration classes for welded parts
A-3.6
K2
Coefficient for calculating force in the direction of the wind for
lattice girders and towers
2.2.4.1.4.4
KL
N/mm2 Pressure of wheel on rail
4.2.4.2
Km
Mn med / M max
4.2.1.2
Spinning loss coefficient
4.2.2.1.3
kc
Corrosion coefficient in fatigue verification of mechanism parts
A-4.1.3
kd
Size coefficient in fatigue verification of mechanism parts
A-4.1.3
km
Spectrum coefficient for mechanisms
2.1.3.3
kp
Spectrum coefficient for cranes
2.1.2.3
ks
Shape coefficient in fatigue verification of mechanism parts
4.1.3.3
ksp
Spectrum coefficient for components
2.1.4.3
ksp
Spectrum coefficient for mechanism parts
4.1.3.5
ku
Surface finish (machining) coefficient in fatigue verification of
mechanism parts
4.1.3.3
1-9
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
K K
Buckling coefficients used in buckling calculations
A-3.4
Maximum permissible lifting force
5.8.2.1
L1 L4
Spectrum classes for mechanisms
2.1.3.3
Length of suspension/length of load pendulum
A-2.2.3.-2
Equivalent length of fine
5.2.3.3.2
Length of members in wind force calculations :
Overall width or rail head
2.2.4.1.4.1
4.2.4.1.2
lk
Length of parts tightened in bolted joints
3.2.2.2.1
N.m
External moment in bolted joints
3.2.2.2.2
M1 M8
Mechanism groups ;
2.1.3.1
M1,M2, M3 -
Motor torques required during a cycle of operations
5.8.1.3.1
MF
N.m
Braking torque of motor
5.8.2.1
MNmax
N.m
Maximum running torque required to lift the load
5.8.2.1
Ma
N.m
Torque required to tighten bolts
A-3.2.2.2.2.3
MF
N.m
Bending moment in member in crippling calculation
A-3.3
Mmax
N.m
Maximum value of motor torque
5.8.2.1
Mmed
N.m
Mean value of torque M during motor running time fiT
5.8.2.1
Mmin
N.m
Minimum motor torque during starting
5.8.2.1
Number of friction surfaces in bolted joints
3.2.2.2.2
kg
Equivalent mass for calculating loads due to horizontal motions :
Total mass of crane
A-2.2.3.-1
A-2.2.3.-2
m0
kg
Mass of crane without load
A-2.2 .3.-1
ml
kg
Mass of the load
A-2.2 .3.-1
mL
kg
Mass of the hook load
5.8 .3.1
me
kg
Equivalent mass in calculation of loads due to horizontal motion
A-2.2.3.-2.1
kg
Load
2.1.2.3
mlmax
kg
Safe working load
2.1.2.3
1 - 10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Number of hoisting cycles
A-2.1.1
Force perpendicular to joint plane in bolted joints
3.2.2.2.2
NG
Ordinary quality in welding
3-57 $$$$$
NM
Tensile force due to external moment in bolted joints
3.2.2.2.2
Number of hoisting cycles :
Number of stress cycles
2.1.2.3
4.1.3.5
min-1
Nominal rotation speed of motors in rpm
5.8.1.4
nmax
Number of hoisting cycles determining the total duration of use
2.1.2.3
Load on wheel
4.2.4.2
P1 P4
Spectrum classes for components
2.1.4.3
Symbols indicating welding tests
T.A-3.6
P10, P100 PL
N/mm2 Limiting pressure in wheel calculation
4.2.4.1
PN
Nominal power of motor
5.8.1.4
PNmax
Maximum power requirement of motor
5.8.2.1
Pmoy I, II
Mean load on wheel in loading cases I and II
4.2.4.1
Pmoy III
Mean load on wheel in loading case III
4.2.4.1
Pmin I, II, III
Minimum load on wheel in loading cases I, II and III
4.2.4.1
Pmax I, II,III
Maximum load on wheel in loading cases I, II and III
4.2.4.1
Pmed
kW
Equivalent mean power
5.8.1.3.2
mm
Span of crane
2.2.3.3
pa
mm
Pitch of thread
3.2.2.2.1
Q1 Q4
Spectrum classes for cranes
2.1.2.3
Correction factor for shape coefficient ks
A-4.1.3
N/mm2 Dynamic pressure of the wind
2.2.4.1.1
R0
N/mm2 Minimum ultimate tensile strength of the wire of a rope
4.2.2.1.3
RE
N/mm2 Apparent elastic limit E according to ISO 3800/1
3.2.2.2.1
2.1.3.3
3.5
Number of levers of loading :
Ratio of stresses for large deformations
1 - 11
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
mm
Radius of cylindrical shells in buckling calculations :
Radius of rope groove :
Radius of rail head :
Blending radius
A-3.4
4.2.3.2
4.2.4.1.2
A-4.1.3
/km
Ohmic resistance per unit length
5.3.2
Stress :
Maximum tensile force in rope
2.1.3.3
4.2.2.1.1.2
m2
Area of all members of lattice girders and towers
2.2.4.1.4.4
mm2
Cross sectional area of conductor
5.2.3.3.2
S1
mm
Bearing diameter under bolt head
3.2.2.2.1
SG
Load due to dead weight. constant load .
2.2.1 & 3.5
SH
Load due to horizontal motions
2.2.3
SL
Load due to working load
2.2.1
SM
Load due to torques
2.5
SMmoy
Mean type M load in bearing calculation
4.2.1.2
SMmin
Minimum type M load in bearing calculation
4.2.1.2
SMmax I
Maximum type M load in load case I
2.6.1.1
SMmax II
Maximum type M load in load case II
2.6.2.1
SMmax III
Maximum type M load in load case III
2.6.3.1
SMA
Load due to acceleration or braking
2.5.1
SMCmax
Load due to maximum motor torque
2.6.4.3
SMF
Load due to frictional forces
2.5.1
SMG
Load due to vertical displacement of moveable parts of a lifting
appliance. excluding the working load
2.5.1
2.5.1
SML
Load due to vertical displacement of the working load
SMW
Load due to the effect of limiting wind for appliance in service
SMW 8
Load due to wind effect for q - 80 N/mm2
2.5.1
2.6.2.1
SMW 25
Load due to wind effect for q - 250 N/m2
2.6.2.1
SR
Load due to forces not reacted by torques
2.5
1 - 12
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
SRmax I
Maximum type R load in loading case I
2.6.1.1
SRmax II
Maximum type R load in loading case II
2.6.2.1
SRmax III
Maximum type R load in loading case III
2.6.3.1
SRmin
Minimum type R load in bearing calculation
4.2.1.3
SRmoy
Mean type R load in bearing calculation
4.2.1.3
SRA
Load due to accelerations/decelerations
2.5.2
SRG
Load due to self weight of crane parts
2.5.2
SRL
Load due to working load
2.5.2
SRW
Load due to wind
2.5.2
SRWmax
Load due to out of service wind
2.5.2
SRW25
Wind load for q - 250 N/m2
2.6.2.2
ST
Load due to buffer effect
2.3.3
SV
Variable load when calculating structural members subject to large
deformations
3.5
SW
Load due to in service wind
2.3.2
SWmax
Load due to out of service wind
2.3.3
Sb
mm2
Root sectional area of bolt
3.2.2.2.1
Seq
mm2
Equivalent sectional area of tightened bolt
3.2.2.2.1
Sp
mm2
Area of members of lattice girders and towers
2.2.4.1.4.4
Span of lifting appliance :
Rail centres of crab :
Distance between travel rails of lifting appliance
8.2.2.1
8.2.2.4
8.2.3
Total duration of use of lifting appliance
2.1.3.3
Total kinetic energy in luffing motion
A-2.2.3.-4
Ambient temperature at place of erection
3.1.1.3
Force parallel to joint plane in bolted joint
Duration of cycle
3.2.2.2.2
5.8.1.4
T0 T9
Classes of utilization of mechanisms
2.1.3.2
1 - 13
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
T1
Period of oscillation
A-2.2.3.-2
Ta
Permissible load per bolt which can be transmitted by friction
Tc
Test temperature for impact test
3.2.2.2.2
3.1.3
Ti
Total duration of use of mechanism
A-2.1.1
Tm
Mean duration of acceleration or deceleration
A-2.2.3-2
Time when calculating loads due to horizontal motion
mm
Thickness of structural member when choosing steel quality :
Thickness of cylindrical shell wall in buckling analysis :
Thickness of web of trolley rail girder
A-2.2.3.-2.1
3.1.1.2
t1, t2...
ti, tr
Duration of different levers of loading
A-3.4
8.2.2.7
2.1.3.3
t1, t2, t3
Duration of action of couples M1, M2 and M3
5.8.1.3.1
t*
mm
Ideal section thickness when choosing steel quality
3.1.1.2
td
Duration of deceleration when calculating loads due to horizontal
motion
2.2
tmc
Average duration of a hoisting cycle
A-2.1.1
U0 U9
Classes of utilization of lifting appliances
2.1.2.2
Permissible voltage drop
5.3.2
VL
m/s
Hoisting speed :
Vs
m/s
Theoretical wind speed
2.2.2.1.1
5.8.2 .1
2.2.4.1.1
Vt
m/s
Nominal travel speed of appliance
2.2.3.4.1
m/s
Steady horizontal speed of point of suspension of load
A-2.2.3.-2
mm
Distance of extreme fibre from centre of gravity of section in
crippling calculation
A-3.3
Travel speed
5.8.3.1
Notch cases of unwelded members
A-3.6
Angular velocity of a mechanism part about its centre of rotation
when calculating loads due
to horizontal motion
A-2.2.3
m/s
W0, W1, W2 Wi
s-1
1 - 14
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
/km
Reactance per unit length
5.3.2
Coordinate of point of suspension of hoist rope along an axis
parallel to the direction of travel
2.1
Coordinate of position of centre of gravity of suspended load along
an axis having the same direction. sense and origin as the axis of
x
2.1
x1
ZA
Assessing coefficient for influence A
3.1.1.1
ZB
Assessing coefficient for influence B
3.1.1.2
ZC
Assessing coefficient for influence C
3.1.1.3
Zp
Minimum practical factor of safety for choice of steel wire ropes
Coordinate expressing horizontal displacement of load relative to
crane
4.2.2.1
A-2.2.3.-2.1
zd
Displacement of load during travel motion of crane
zm
Displacement of load during travel motion of crane
Ratio of sides of panel in buckling calculation
A-2.2.3.-2.2
T.A-3.4.1
Ratio of duration of use of mechanism during a hoisting cycle to
average duration of cycle
A-2.1.1
A-2.2.3.-2.2
Angle of inclination of rope during acceleration of crane
A-2.2.3.-2.1
Time coefficient relating to acceleration of crane
crit
Critical value of
Amplifying coefficient of loading depending on crane group
Amplifying coefficient of loading depending on mechanism group
A-2.2.3
A-2.2.3.-2.2
2.3
2.6
l1
mm
Shortening of joined elements under the tightening force in bolted
joints
3.2.2.2.1
l2
mm
Extension of bolt under tightening force
3.2.2.2.1
mm
Divergence in span of crane :
Divergence in crane rail centres
8.2.2.1
8.2.3
Elastic coefficient of bolted joints
3.2.2.2.1
Shielding coefficient in calculation of wind force :
Poisson's ratio :
Overall efficiency of mechanism
2.2.4.1.4.2
A-3.4
5.8.3.1
1 - 15
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Angle of wind relative to longitudinal axis of member
2.2.4.1.4.4
, ,
Safety coefficients applying to bolted joints
3.2.2.2.1
Ratio of the extreme stress values in fatigue calculation
m/mm2Electric conductivity
x, y, xy
3.6
5.2.3.3.2
Ratio of extreme individual stresses x, y , xy in fatigue
calculation
A-3.6
Coefficient applied to horizontal forces in travel motions :
Slenderness of column in crippling calculation
2.2.3.3
A-3.3
Mass constant in calculation of loads due to acceleration of
horizontal motion :
Coefficient of friction in threads :
Coefficient of friction of contact surfaces in bolted joints
A-2.2.3.-2
3.2.2.2.1
3.2.2.2.2.-3
Safety coefficient for critical stresses in structural members
3.Intro]
Dead weight coefficient in calculation of structural members
subjected to significant deformation
3.5
Safety coefficient for calculation of structural members depending
on case of loading
3.2.1.1
Safety coefficient for calculation of mechanism parts depending on
case of loading
4.1.1.1
= E , safety coefficient for calculation of bolted joints depending on
case of loading
3.2.2.2.2
E
R
T
Safety coefficient for buckling
3.4
Safety coefficient for verification of fatigue strength of mechanism
parts
4.1.3.7
Experimentally determined coefficient depending on crane type for
calculating dynamic coefficient
2.2.2.1.1
Reducing coefficient applied to critical stresses in buckling
calculation
A-3.4
Coefficient used to determine the dynamic test load
2.3.3
Coefficient used to determine the static test load
2.3.3
N/mm2 Calculated stress in structures in general
N/mm2 Tensile stress for =0 in calculation of fatigue strength
3.2.1.1
A-3.6
1 - 16
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
N/mm2 Working stress in the root section of bolts
3.2.2.1
N/mm2 Equivalent stresses permissible for bolts
3.2.2.1
+1
N/mm2 Permissible tensile stress for =+1 in fatigue calculation
N/mm2 Amplitude of the permissible maximum stress in bolts for fatigue
calculations
3.2.2.1
N/mm2 Apparent elastic limit of steel
3.2.2.1
N/mm2 Tensile stress due to permanent load :
Stress due to dead weight
3.1.1.1
3.5
N/mm2 Ultimate tensile strength
3.2.2.1
ER
N/mm2 The EULER Stress
A-3.4
N/mm2 Stress due to variable loads
3.5
N/mm2 Permissible tensile stress for structural members :
Permissible stress for mechanism parts
3.1.1.1
4.1.1.1
af
N/mm2 Permissible normal stress for verification of fatigue strength of
mechanism parts
4.1.3.7
N/mm2 Initial stress in calculating bolted joints
3.2.2.2.1
bw
N/mm2 Endurance limit of materials of mechanism parts under alternating
bending
4.1.3.2
N/mm2 Permissible fatigue strength in compression for structural members
:
Calculated compressive stress for mechanism parts
A-3.6
4.1.1.3
cg
N/mm2 Compression stress in wheel and rail
4.2.4.2
cp
N/mm2 Equivalent stress used in calculating structural members
3.2.1.3
cr
N/mm2 Critical stress used in calculating structural members subjected to
large deformations
3.5
vcr
N/mm2 Critical buckling stress
A-3.4
vcr.c
N/mm2 Critical comparison stress used in buckling calculation
A-3.4
N/mm2 Endurance limit of materials of mechanism parts
4.1.3.4
N/mm2 Calculated bending stress in mechanism parts
4.1.1.3
vi
N/mm2 Ideal buckling stress for thin walled circular cylinders
A-3.4
A-3.6
1 - 17
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
inf
N/mm2 Lower stress in determination of stress spectrum
2.1.4.3
N/mm2 Fatigue strength of mechanism parts
4.1.3.6
kx
N/mm2 Fatigue strength for normal stresses in the x direction
4.1.3.7
ky
N/mm2 Fatigue strength for normal stresses in the y direction
4.1.3.7
N/mm2 Arithmetic mean of all upper and lower stresses during the total
duration of use :
Permissible stress in conformity tests to ISO 3600/1
2.1.4.3
3.2.2.2.1
max
N/mm2 Maximum stress in fatigue calculation for structural members
3.6
min
N/mm2 Minimum stress in fatigue calculation for structural members
3.6.4
N/mm2 Bearing pressure in riveted joints
3.2.2.1
N/mm2 Theoretical tensile stress in bolt due to tightening
3.2.2.2.1
sup
N/mm2 Upper stress in determination of stress spectrum
2.1.4.3
sup max
N/mm2 Maximum upper stress in determination fo stress spectrum
2.1.4.3
sup min
N/mm2 Minimum upper stress in determination of stress spectrum
2.1.4.3
N/mm2 Permissible tensile stress in fatigue verification of structural
members :
Calculated tensile stress in mechanism parts :
Tensile stress in rope
A-3.6
4.1.1.3
A-4.2.2
N/mm2 Reduced buckling stress of thin walled circular cylinders
A-3.4
N/mm2 Permissible stress in alternating tension/compression in fatigue
verification of mechanism parts
A-3.6
N/mm2 Permissible alternating stress in fatigue verification of mechanism
parts
4.1.1.3
N/mm2 Normal stress in the x direction when calculating structural
members
3.2.1.3
xa
N/mm2 Permissible stress in fatigue verification of structural members
A-3.6
x max
N/mm2 Maximum stress in fatigue verification of structural members
A-3.6
x min
N/mm2 Minimum stress in fatigue verification of structural members
A-3.6
N/mm2 Normal stress in the y direction when calculating structural
members
3.2.1.3
N/mm2 Permissible stress in fatigue verification of structural members
A-3.6
wk
x
ya
1 - 18
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
y max
N/mm2 Maximum stress in fatigue verification of structural members
y min
N/mm2 Minimum stress in fatigue verification of structural members
A-3.6
A-3.6
N/mm2 Shear stress in general :
Calculated shear stress for mechanism parts
3.2.1.3
4.1.1.3
N/mm2 Permissible shear stress when calculating structural members
3.2.1.2
af
N/mm2 Permissible shear stress in fatigue verification of mechanism parts
4.1.3.7
N/mm2 Torsional stress in bolts due to tightening
3.2.2.2.1
vcr
N/mm2 Critical buckling shear stress
A-3.4
N/mm2 Endurance limit of materials of mechanism parts
4.1.3.4
N/mm2 Fatigue strength of mechanism parts
4.1.3.6
max
N/mm2 Maximum shear stress in fatigue verification of mechanism parts
3.6.4
min
N/mm2 Minimum shear stress in fatigue verification of mechanism parts
3.6.4
N/mm2 Endurance limit under alternating shear of materials of mechanism
parts
4.1.3.2
N/mm2 Endurance limit under alternating shear in fatigue verification of
mechanism parts
4.1.3.3
xy
N/mm2 Shear stress when calculating structural members
3.2.1.3
xya
N/mm2 Permissible shear stress in fatigue verification of structural
members
A-3.6
xy max
N/mm2 Maximum shear stress in fatigue verification of structural members
A-3.6
xy min
N/mm2 Minimum shear stress in fatigue verification of structural members
A-3.6
Slope of Whler curve
4.1.3.5
Dynamic coefficient for hoist motion :
Ratio of stresses at plate edges in buckling calculation
2.2 .2.1.1
3.4
Dynamic coefficient when calculating loads due to acceleration of
horizontal motions
A-2.2.3.-2
wk
Tolerance factor in bolted joints
3.2.2.2.1
Crippling coefficient
3.3
s-1
Angular velocity of shaft when calculating loads due to horizontal
1 - 19
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
motion
A-2.2.3.-3
1, 2, r
s-1
Frequencies of oscillation during load swing
A-2.2.3.-2.2
s-1
Angular velocity of motor
A-2.2.3.-2.1
1 - 20
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
SECTION I
HEAVY LIFTING APPLIANCES
F.E.M.
1.001
3rd
EDITION
REVISED
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 2
CLASSIFICATION AND LOADING
ON STRUCTURES AND MECHANISMS
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 2
CLASSIFICATION AND LOADING
ON STRUCTURES AND MECHANISMS
2.1 GROUP CLASSIFICATION OF HOISTING APPLIANCES AND THEIR COMPONENT PARTS
.......................................................................................................................................................................4
2.1.1. GENERAL PLAN OF CLASSIFICATION .................................................................................4
2.1.2. CLASSIFICATION OF HOISTING APPLIANCES AS A WHOLE..........................................4
2.1.2.1.
2.1.2.2.
2.1.2.3.
2.1.2.4.
2.1.2.5.
CLASSIFICATION SYSTEM ...................................................................................................... 4
CLASSES OF UTILIZATION...................................................................................................... 4
LOAD SPECTRUM .................................................................................................................... 5
GROUP CLASSIFICATION OF HOISTING APPLIANCES............................................................ 7
GUIDANCE ON GROUP CLASSIFICATION OF AN APPLIANCE................................................. 7
2.1.3. CLASSIFICATION OF INDIVIDUAL MECHANISMS AS A WHOLE .....................................7
2.1.3.1.
2.1.3.2.
2.1.3.3.
2.1.3.4.
2.1.3.5.
CLASSIFICATION SYSTEM ...................................................................................................... 7
CLASSES OF UTILIZATION...................................................................................................... 9
LOADING SPECTRUM............................................................................................................... 9
GROUP CLASSIFICATION OF INDIVIDUAL MECHANISMS AS A WHOLE............................... 10
GUIDANCE FOR GROUP CLASSIFICATION OF INDIVIDUAL MECHANISMS AS A WHOLE .... 10
2.1.4. CLASSIFICATION OF COMPONENTS .................................................................................12
2.1.4.1.
2.1.4.2.
2.1.4.3.
2.1.4.4.
CLASSIFICATION SYSTEM .................................................................................................... 12
CLASSES OF UTILIZATION.................................................................................................... 12
STRESS SPECTRUM............................................................................................................... 13
GROUP CLASSIFICATION OF COMPONENTS ........................................................................ 14
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2. LOADS ENTERING INTO THE DESIGN OF STRUCTURES ..........................................................15
2.2.1. PRINCIPAL LOADS...................................................................................................................15
2.2.2. LOADS DUE TO VERTICAL MOTIONS..................................................................................16
2.2.2.1. LOADS DUE TO HOISTING OF THE WORKING LOAD............................................................. 16
2.2.2.1.1. VALUES OF THE DYNAMIC COEFFICIENT ................................................................... 16
2.2.2.2. LOADS DUE TO ACCELERATION (OR DECELERATION) OF THE HOISTING MOTION AND TO
VERTICAL SHOCK LOADINGS WHEN TRAVELLING ALONG RAIL TRACKS ...................................... 17
2.2.2.3. SPECIAL CASE........................................................................................................................ 17
2.2.3. LOADS DUE TO HORIZONTAL MOTIONS SH......................................................................19
2.2.3.1.
HORIZONTAL EFFECTS DUE TO ACCELERATION (OR DECELERATION)........................ 19
2.2.3.1.1. TRAVERSE AND TRAVEL MOTIONS................................................................................ 19
2.2.3.1.2. SLEWING AND LUFFING (DERRICKING) MOTIONS ......................................................... 20
2.2.3.2. EFFECTS OF CENTRIFUGAL FORCE....................................................................................... 20
2.2.3.3. TRANSVERSE REACTIONS DUE TO ROLLING ACTION.......................................................... 21
2.2.3.4. BUFFER EFFECTS ST............................................................................................................... 21
2.2.3.4.1. BUFFER EFFECTS ON THE STRUCTURE ........................................................................ 21
2.2.3.4.2. BUFFER EFFECTS ON THE SUSPENDED LOAD ............................................................. 22
2.2.4. LOADS DUE TO CLIMATIC EFFECTS...................................................................................22
2.2.4.1 WIND ACTION........................................................................................................................... 22
2.2.4.1.1.
WIND PRESSURE......................................................................................................... 22
2.2.4.1.2. DESIGN WIND CONDITIONS ............................................................................................ 23
2.2.4.1.2.1. In-service wind ................................................................................................................ 23
2.2.4.1.2.2. Wind out of service .......................................................................................................... 24
2.2.4.1.3. WIND LOAD CALCULATIONS........................................................................................... 25
2.2.4.1.4. SHAPE COEFFICIENTS.................................................................................................... 25
2.2.4.1.4.1.
2.2.4.1.4.2.
2.2.4.1.4.3.
2.2.4.1.4.4.
Individual members, frames, etc. ........................................................................................ 25
Multiple frames of members : shielding factors...................................................................... 28
Lattice towers.................................................................................................................. 29
Parts inclined in relation to the wind direction ....................................................................... 29
2.2.4.2. SNOW LOAD........................................................................................................................... 30
2.2.4.3. TEMPERATURE VARIATIONS.................................................................................................. 30
2.2.5 MISCELLANEOUS LOADS.......................................................................................................30
2.2.5.1. LOADS CARRIED BY PLATFORMS......................................................................................... 30
2.3. CASES OF LOADING ........................................................................................................................31
2.3.1. CASE I : APPLIANCE WORKING WITHOUT WIND.............................................................31
2.3.2. CASE II : APPLIANCE WORKING WITH WIND ....................................................................31
2.3.3. CASE III : APPLIANCE SUBJECTED TO EXCEPTIONAL LOADINGS .............................32
2.3.4. CHOOSING THE AMPLIFYING COEFFICIENT C ...............................................................33
2.4. SEISMIC EFFECTS ............................................................................................................................33
2.5. LOADS ENTERING INTO THE DESIGN OF MECHANISMS..........................................................34
2.5.1. TYPE SM LOADS........................................................................................................................34
2.5.2. TYPE SR LOADS........................................................................................................................34
2-2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.6. CASES OF LOADING ........................................................................................................................35
2.6.1. CASE I - NORMAL SERVICE WITHOUT WIND....................................................................35
2.6.1.1. TYPE SM LOADS..................................................................................................................... 35
2.6.1.2. TYPE SR LOADS ..................................................................................................................... 35
2.6.2. CASE II - NORMAL SERVICE WITH WIND ...........................................................................36
2.6.2.1. TYPE SM LOADS..................................................................................................................... 36
2.6.2.2. TYPE SR LOADS ..................................................................................................................... 36
2.6.3. CASE III - EXCEPTIONAL LOADS ..........................................................................................37
2.6.3.1. TYPE SM LOADS..................................................................................................................... 37
2.6.3.2. TYPE SR LOADS ..................................................................................................................... 37
2.6.4. APPLICATION OF THE ABOVE CONSIDERATIONS FOR CALCULATING SM ..............37
2.6.4.1. HOISTING MOTIONS................................................................................................................ 38
2.6.4.2. HORIZONTAL MOTIONS.......................................................................................................... 38
2.6.4.3. COMBINED MOTIONS .............................................................................................................. 39
.....................................................................................................................................................................39
APPENDIX..................................................................................................................................................40
A.2.1.1. - HARMONISATION OF THE CLASSES OF UTILIZATION OF APPLIANCES AND
MECHANISMS.......................................................................................................................................40
A.2.2.3. - CALCULATION OF LOADS DUE TO ACCELERATIONS OF HORIZONTAL MOTIONS
.................................................................................................................................................................45
2-3
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.1 GROUP CLASSIFICATION OF HOISTING APPLIANCES
AND THEIR COMPONENT PARTS
2.1.1. GENERAL PLAN OF CLASSIFICATION
In the design of a hoisting appliance and its component parts, account must be taken of the duty
which they will be required to perform during their duration of use ; for this purpose group
classification is employed of :
- the appliance as a whole ;
- the individual mechanisms as a whole ;
- the structural and mechanical components.
This classification is based on two criteria, namely :
- the total duration of use of the item considered ;
- the hook load, loading or stress spectra to which the item is subjected.
2.1.2. CLASSIFICATION OF HOISTING APPLIANCES AS A WHOLE
2.1.2.1. CLASSIFICATION SYSTEM
Appliances as a whole are classified in eight groups, designated by the symbol A1, A2, ..., A8
respectively (see section 2.1.2.4.), on the basis of ten classes of utilization and four load spectra.
2.1.2.2. CLASSES OF UTILIZATION
By duration of use of a hoisting appliance is meant the number of hoisting cycles which the
appliance performs. A hoisting cycle is the entire sequence of operations commencing when a
load is hoisted and ending at the moment when the appliance is ready to hoist the next load.
The total duration of use is a computed duration of use, considered as a guide value,
commencing when the appliance is put into service and ending when it is finally taken out of
service.
On the basis of the total duration of use, we have ten classes of utilization, designated by the
symbol U0, U1, ..., U9. They are defined in table T.2.1.2.2.
2-4
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.2.1.2.2. - Classes of utilization
Symbol
U0
U1
U2
U3
U4
U5
U6
U7
U8
U9
Total duration of use
(number nmax of hoisting cycles)
16 000
nmax
nmax
16 000
32 000
<
nmax
32 000
63 000
<
nmax
63 000
125 000
<
nmax
125 000
250 000
<
nmax
250 000
500 000
<
nmax
500 000
1 000 000
<
nmax
1 000 000
2 000 000
<
nmax
2 000 000
4 000 000
<
nmax
4 000 000
<
2.1.2.3. LOAD SPECTRUM
The load spectrum characterises the total number of loads hoisted during the total duration of
use (see 2.1.2.2.) of an appliance. It is a distribution function (summed) y = f(x), expressing the
fraction x (O x 1) of the total duration of use, during which the ratio of the hoisted load to the
safe working load attains at least a given value y (O y 1).
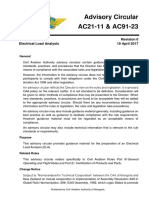
Examples of a load spectrum are given in figs. 2.1.2.3.1. - a and b.
Figure 2.1.2.3.1. - a
Figure 2.1.2.3.1. - b
ml = loads ;
ml max = safe working load ;
n = number of hoisting cycles in respect of which the hoisted load is greater
than or equal to ml;
nmax = number of hoisting cycles determining the total duration of use.
Each spectrum is assigned a spectrum factor kp, defined by :
1
KP = yd dx
0
2-5
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For the purposes of group classification the exponent d is taken by convention as equal to 3.
In many applications the function f(x) may be approximated by a function consisting of a certain
number r of steps (see fig. 2.1.2.3.2.), comprising respectively n1, n2, ..., nr hoisting cycles, the
th
load may be considered as practically constant and equal to mli during the ni cycles of the i step.
If nmax represents the total duration of use and ml max the greatest among the mli loads, there
exists a relation :
r
n1 + n2 + ..... + nr =
ni = nmax
i =1
or in approximated form :
kp = ( ml1/mlmax)3.(n1/nmax) + ( ml2/mlmax)3.(n2/nmax) + .....+ ( mlr/mlmax)3.(nr/nmax)
r
kp =
[ ( mli/mlmax)3.(ni/nmax) ]
i =1
Figure 2.1.2.3.2.
According to its load spectrum, a hoisting appliance is placed in one of the four spectrum
classes Q1, Q2, Q3, Q4 defined in table T.2.1.2.3.
Table T.2.1.2.3. - Spectrum classes
Symbol
Q1
Q2
Q3
Q4
0,125
0,250
0,500
Spectrum factor kp
kp
<
kp
<
kp
<
kp
2-6
0,125
0,250
0,500
1,000
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.1.2.4. GROUP CLASSIFICATION OF HOISTING APPLIANCES
Group classification of hoisting appliances as a whole is determined from table T.2.1.2.4.
Table T.2.1.2.4. - Appliance groups
Load
spectrum
class
Q1
Q2
Q3
Q4
Class of utilization
U0
A1
A1
A1
A2
U1
A1
A1
A2
A3
U2
A1
A2
A3
A4
U3
A2
A3
A4
A5
U4
A3
A4
A5
A6
U5
A4
A5
A6
A7
U6
A5
A6
A7
A8
U7
A6
A7
A8
A8
U8
A7
A8
A8
A8
U9
A8
A8
A8
A8
2.1.2.5. GUIDANCE ON GROUP CLASSIFICATION OF AN APPLIANCE
Directions concerning the classification of hoisting appliances are given in table T.2.1.2.5.
Since appliances of the same type may be used in a wide variety of ways, the grouping shown in
this table can only be taken as a model. In particular, where several groups are shown as
appropriate to an appliance of a given type, it is necessary to ascertain, on the basis of the
appliance's computed total duration of use and load spectrum, in which classes of utilization and
load spectrum it has to be placed, and consequently in which group.
2.1.3. CLASSIFICATION OF INDIVIDUAL MECHANISMS AS A WHOLE
2.1.3.1. CLASSIFICATION SYSTEM
Individual mechanisms as a whole are classified in eight groups, designated respectively by the
symbol M1, M2, ..., M8 (see 2.1.3.4.), on the basis of ten classes of utilization and four classes of
loading spectrum.
2-7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.2.1.2.5. - Guidance for group classification of appliances
Type of appliance
Reference
1
2
3
4
5
6
7
8
9
10
11
12.a
12.b
13
14
15
16
17
18
19
20
21
22
Particulars concerning
nature of use
(1)
Designation
Hand-operated appliances
Erection cranes
Erection and dismantling cranes for power
stations, machine shops, etc.
Stocking and reclaiming transporters
Hook duty
Stocking and reclaiming transporters
Grab or magnet
Workshop cranes
Overhead travelling cranes, pigbreaking
cranes, scrapyard cranes
Ladle cranes
Soaking-pit cranes
Stripper cranes, open-hearth furnacecharging cranes
Forge cranes
Bridge cranes for unloading, bridge cranes
for containers
Other bridge cranes (with crab and/or
slewing jib crane)
Bridge cranes for unloading, bridge cranes
(with crab and/or slewing jib crane)
Drydock cranes, shipyard jib cranes, jib
cranes for dismantling
Dockside cranes (slewing, on gantry),
floating cranes and pontoon derricks
Dockside cranes (slewing, on gantry),
floating cranes and pontoon derricks
Floating cranes and pontoon derricks for
very heavy loads (usually greater than 100
t)
Deck cranes
Deck cranes
Appliance
group
(see 2.1.2.4.)
A1 - A2
A1 - A2
A2 - A4
A5
A6 - A8
A3 - A5
Grab or magnet
A6 - A8
A6 - A8
A8
A8
A6 - A8
Hook or spreader duty
Hook duty
Grab or magnet
A5 - A6
A4
A6 - A8
Hook duty
A3 - A5
Hook duty
Grab or magnet
A5 - A6
A6 - A8
Hook duty
Grab or magnet
Tower cranes for building
Derricks
Railway cranes allowed to run in train
A2 - A3
A3 - A4
A4 - A5
A3 - A4
A2 - A3
A4
(1) Only a few typical cases of use are shown, by way of guidance, in this column.
2-8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.1.3.2. CLASSES OF UTILIZATION
By duration of use of a mechanism is meant the time during which the mechanism is actually in
motion.
The total duration of use is a calculated duration of use, considered as a guide value, applying
up to the time of replacement of the mechanism. It is expressed in terms of hours.
On the basis of this total duration of use, we have ten classes of utilization, TO, T1, T2, ..., T9.
They are defined in table T.2.1.3.2.
Table T.2.1.3.2. - Classes of utilization
Symbol
T0
T1
T2
T3
T4
T5
T6
T7
T8
T9
Total duration of use T
T
200
<
T
400
<
T
800
<
T
1 600
<
T
3 200
<
T
6 300
<
T
12 500
<
T
25 000
<
T
50 000
<
T
(h)
200
400
800
1600
3200
6300
12 500
25 000
50 000
2.1.3.3. LOADING SPECTRUM
The loading spectrum characterizes the magnitude of the loads acting on a mechanism during
its total duration of use. It is a distribution function (summed) y = f(x), expressing the fraction x (0
x 1) of the total duration of use, during which the mechanism is subjected to a loading
attaining at least a fraction y (0 y 1) of the maximum loading (see figure 2.1.2.3.1.).
Each spectrum is assigned a spectrum factor km defined by :
1
km = yd dx
0
For the purposes of group classification, d is taken by convention as equal to 3.
In many applications the function f(x) may be approximated by a function consisting of a certain
number r of steps (see fig. 2.1.2.3.2.), of respective durations tl, t2, ..., tr, the loadings S may be
considered as practically constant and equal to Si during the duration ti. If T represents the total
duration of use and Smax the greatest of the loadings S1, S2, ..., Sr, there exists a relation :
t1 + t2 + ... + tr =
i =1
2-9
ti = T
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
and in approximated form :
km = (S1/Smax)3 ( t1/T) + (S2/Smax)3 ( t2/T) + ..... +(Sr/Smax)3 ( tr/T) =
[ (Si/Smax)3 ( ti/T) ]
i =1
Depending on its loading spectrum, a mechanism is placed in one of the four spectrum classes
L1, L2, L3, L4, defined in table T.2.1.3.3.
Table T.2.1.3.3. - Spectrum classes
Symbol
L1
L2
L3
L4
0,125
0,250
0,500
Spectrum factor km
km
<
km
<
km
<
km
0,125
0,250
0,500
1,000
2.1.3.4. GROUP CLASSIFICATION OF INDIVIDUAL MECHANISMS AS A WHOLE
On the basis of their class of utilization and their spectrum class, individual mechanisms as a
whole are classified in one of the eight groups M1, M2, ..., M8, defined in table T.2.1.3.4.
Table T.2.1.3.4. - Mechanism groups
Class of
load
spectrum
L1
L2
L3
L4
Class of utilization
T0
M1
M1
M1
M2
T1
M1
M1
M2
M3
T2
M1
M2
M3
M4
T3
M2
M3
M4
M5
T4
M3
M4
M5
M6
T5
M4
M5
M6
M7
T6
M5
M6
M7
M8
T7
M6
M7
M8
M8
T8
M7
M8
M8
M8
T9
M8
M8
M8
M8
2.1.3.5. GUIDANCE FOR GROUP CLASSIFICATION OF INDIVIDUAL MECHANISMS AS A WHOLE
Guidance for group classification of an individual mechanism as a whole is given in table
T.2.1.3.5.
Since appliances of the same type may be used in a wide variety of ways, the grouping directions
in this table can only be taken as a model. In particular, where several groups are shown as
appropriate to a mechanism of a given type, it is necessary to ascertain, on the basis of the
mechanism's calculated total duration of use and loading spectrum, in which class of utilization
(see 2.1.3.2.) and spectrum (see 2.1.3.3.) it has to be placed, and consequently in which group
of mechanisms (see 2.1.3.4.).
2 - 10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.2.1.3.5. - Guidance for group classification of a mechanism
Type of appliance
Reference
1
2
3
4
Designation
Hand-operated appliances
Erection cranes
Erection and dismantling cranes for
power stations, machine shops, etc.
Stocking and reclaiming transporters
Stocking and reclaiming transporters
6
7
Workshop cranes
Overhead travelling cranes,
pigbreaking cranes, scrapyard
cranes
Ladle cranes
Soaking-pit cranes
Stripper cranes, open-hearth
furnace-charging cranes
Forge cranes
Bridge cranes for unloading, bridge
cranes for containers
Other bridge cranes (with crab
and/or slewing jib crane)
Bridge cranes for unloading, bridge
cranes (with crab and/or slewing jib
crane)
Drydock cranes, shipyard jib cranes,
jib cranes for dismantling
Dockside cranes (slewing, on gantry,
etc.), floating cranes and pontoon
derricks
Dockside cranes (slewing, on gantry,
etc.), floating cranes and pontoon
derricks
Floating cranes and pontoon
derricks for very heavy loads (usually
greater than 100 t)
Deck cranes
Deck cranes
8
9
10
11
12-a
12-b
13
14
15
16
17
18
19
20
21
22
Particulars
concerning
nature of use (1)
Hoisting
M1
M2-M3
Type of mechanism
SleLuffing Traver- Travel
wing
se
M1
M1
M2-M3 M1-M2 M1-M3 M2-M3
M2
M2
M2
M5-M6
M4
M4-M5 M5-M6
M7-M8
M6
M6
M4
M8
M6
M6-M7 M7-M8
M4
M5
M7-M8
M6-M7
M7-M8
M8
M6
M8
M8
M6
--
Hook duty
Grab or magnet
Grab or magnet
a - Hook or
spreader duty
b - Hook duty
Grab or magnet
M4-M5 M6-M7
M7
M8
M7
M5
M8
M6
M6-M7
M5-M6 M3-M4
M6-M7 M4-M5
M4-M5
M4-M5
M4-M5 M4-M5
M8
M5-M6 M3-M4
M7-M8 M4-M5
M5-M6
M4-M5 M4-M5
M4-M5 M5-M6
M6-M7
M5-M6 M5-M6
M3-M4
M7-M8
M6-M7 M6-M7
M4-M5
M3-M4
M3-M4 M3-M4
M4
M3-M4 M3-M4
M2
M3
M5-M6
M4
M2-M3
M3-M4 M3-M4
M5
M4
M1-M2 M1-M2
M3-M4
M2-M3 M2-M3
Hook duty
Hook duty
Grab or magnet
Hook duty
Grab or magnet
Tower cranes for building
Derricks
Railway cranes allowed to run in
train
M4-M5 M3-M4
M3
M3
-
(1) Only a few typical cases of use are shown, by way of guidance, in this column.
2 - 11
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.1.4. CLASSIFICATION OF COMPONENTS
2.1.4.1. CLASSIFICATION SYSTEM
Components, both structural and mechanical, are classified in eight groups, designed
respectively by the symbol E1, E2, ..., E8, on the basis of eleven classes of utilization and four
classes of stress spectrum.
2.1.4.2. CLASSES OF UTILIZATION
By duration of use of a component is meant the number of stress cycles to which the component
is subjected.
A stress cycle is a complete set of successive stresses, commencing at the moment when the
stress under consideration exceeds the stress m defined in fig. 2.1.4.3. and ending at the
moment when this stress is, for the first time, about to exceed again m in the same direction.
Fig. 2.1.4.3. therefore represents the trend of the stress over a duration of use equal to five
stress cycles.
The total duration of use is a computed duration of use, considered as a guide value, applying
up to the time of replacement of the component.
In the case of structural components the number of stress cycles is in a constant ratio with the
number of hoisting cycles of the appliance. Certain components may be subjected to several
stress cycles during a hoisting cycle depending on their position in the structure. Hence the ratio
in question may differ from one component to another. Once this ratio is known, the total duration
of use of the component is derived from the total duration of use which determined the class of
utilization of the appliance.
As regards mechanical components, the total duration of use is derived from the total duration of
use of the mechanism to which the component under consideration belongs, account being
taken of its speed of rotation and/or other circumstances affecting its operation.
On the basis of the total duration of use, we have eleven classes of utilization, designated
respectively by the symbol BO, B1, ..., B10. They are defined in table T.2.1.4.2.
Table T.2.1.4.2. - Classes of utilization
Symbol
B0
B1
B2
B3
B4
B5
B6
B7
B8
B9
B10
Total duration of use
(number n of stress cycles)
n
16 000
16 000
<
n
32 000
32 000
<
n
63 000
63 000
<
n
125 000
125 000
<
n
250 000
250 000
<
n
500 000
500 000
<
n
1 000 000
1 000 000
<
n
2 000 000
2 000 000
<
n
4 000 000
4 000 000
<
n
8 000 000
8 000 000
<
n
2 - 12
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.1.4.3. STRESS SPECTRUM
The stress spectrum characterizes the magnitude of the load acting on the component during its
total duration of use. It is a distribution function (summed) y = f(x), expressing the fraction x (O x
1) of the total duration of use (see 2.1.4.2.), during which the component is subjected to a
stress attaining at least a fraction y (O x 1) of the maximum stress.
Each stress spectrum is assigned a spectrum factor ksp, defined
by
ksp =
yc dx
Where c is an exponent depending on the properties of the material concerned, the shape and
size of the component in question, its surface roughness and its degree of corrosion (see
booklet 4).
In many applications the function f(x) may be approximated by a function consisting of a certain
number r of steps, comprising respectively n1, n2, ..., nr stress cycles ; the stress may be
considered as practically constant and equal to i during ni cycles. If n represents the total
duration of use and max the greatest of the stresses 1, 2, ..., r there exists a relation :
r
n1 + n2+ ..... + nr =
ni = n
i =1
and in approximated form :
ksp = (1/ max)c (n1 / n) + (2/ max)c (n2 / n) + ..... +(r/ max)c (nr / n) =
[ (i/ max)c (ni / n) ]
i =1
Depending on its stress spectrum, a component is placed in one of the spectrum classes P1,
1
P2, P3, P4, defined in table T.2.1.4.3.
Table T.2.1.4.3. - Spectrum classes
Symbol
P1
P2
P3
P4
Spectrum factor ksp
0,125
ksp
0,250
0,125
<
ksp
0,500
0,250
<
ksp
1,000
0,500
<
ksp
There are components, both structural and mechanical, such as spring loaded components,
which are subjected to loading that is quite or almost independent of the working load. Special
care shall be taken in classifying such components. In most cases ksp = 1 and they belong to
class P4.
2 - 13
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For structural components, the stresses to be taken into consideration for determination of the
spectrum factor are the differences sup - m between the upper stresses sup and the average
stress m, these concepts being defined by fig. 2.1.4.3. representing the variation of the stress
over time during five stress cycles.
Fig. 2.1.4.3. - Variation of stress as a function of time during a five stress cycles
sup = upper stress
sup max = maximum upper stress
sup min = minimum upper stress
inf = longer stress
m = arithmetic mean of all upper and lower stresses during the total duration of use
In the case of mechanical components, we can put m = 0 the stresses to be introduced into the
calculation of the spectrum factor then being the total stresses occurring in the relevant section
of the component.
2.1.4.4. GROUP CLASSIFICATION OF COMPONENTS
On the basis of their class of utilization and their stress spectrum class, components are
classified in one of the eight groups E1, E2, ..., E8, defined in table T.2.1.4.4.
Table T.2.1.4.4. - Component groups
Stress
Spectrum
class
Class of utilization
B0
B1
B2
B3
B4
B5
B6
B7
B8
B9
B10
P1
P2
P3
P4
E1
E1
E1
E1
E1
E1
E1
E2
E1
E1
E2
E2
E1
E2
E3
E4
E2
E3
E4
E5
E3
E4
E5
E6
E4
E5
E6
E7
E5
E6
E7
E8
E6
E7
E8
E8
E7
E8
E8
E8
E8
E8
E8
E8
2 - 14
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2. LOADS ENTERING INTO THE DESIGN OF STRUCTURES
The structural calculations shall be conducted by determining the stresses developed in an
appliance during its operation. These stresses shall be calculated on the basis of the loads
defined below :
a) The principal loads exerted on the structure of the appliance, assumed to be stationary, in
the most unfavourable state of loading ;
b) Loads due to vertical motions ;
c) Loads due to horizontal motions ;
d) Loads due to climatic effects.
The various loads, the factors to be applied, and the practical method of conducting the
calculations are examined below. In what follows, the definitions given below are used :
Working load : Weight of the useful load lifted, plus the weight of the accessories (sheaves
blocks, hooks, lifting beams, grab, etc.).
Dead load : Dead weight of components acting on a given member, excluding the working
load.
2.2.1. PRINCIPAL LOADS
The principal loads include :
- the loads due to the dead weight of the components : SG
- the loads due to the working load : SL
all movable parts being assumed to be in their most unfavourable position.
Each structural member shall be designed for the position of the appliance and magnitude of the
working load (between zero and the safe working load) which gives rise to the maximum
2
stresses in the member in question.
(1) In certain cases, the maximum stress may be obtained with no working load.
2 - 15
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.2. LOADS DUE TO VERTICAL MOTIONS
These loads stem from picking up the working load more or less suddenly from accelerations
(or decelerations) of the hoisting motion, and from vertical shock loadings due to travelling along
rails tracks.
2.2.2.1. LOADS DUE TO HOISTING OF THE WORKING LOAD
Account shall be taken of the oscillations caused when lifting the load by multiplying the loads
due to the working load by a factor called the "dynamic coefficient" .
2.2.2.1.1. VALUES OF THE DYNAMIC COEFFICIENT
The value of the dynamic coefficient to be applied to the load arising from the working load is
given by the expression :
= 1 + VL
Where :
VL is the hoisting speed in m/s, and an experimentally determined coefficient 3
The following values shall be adopted :
= 0,6 for overhead travelling cranes and bridge cranes
= 0,3 for jib cranes.
The maximum figure to be taken for the hoisting speed when applying this formula is 1 m/s. For
higher speeds, the dynamic coefficient is not further increased.
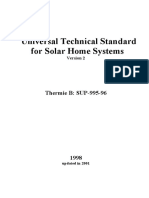
The value to be applied for the coefficient in the calculations shall in no case be less than 1,15.
The values of are given in the curves of figure 2.2.2.1.1. in terms of hoisting speeds VL.
A : Overhead travelling cranes, Bridge cranes B : Jib cranes
Figure 2.2.2.1.1. - Values of dynamic coefficient
3
In certain cases, the maximum stress may be obtained with no working load.
2 - 16
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Note - The above mentioned coefficient is not the same for "overhead travelling cranes and
bridge cranes" and for "jib cranes".
The difference arises from the fact that the dynamic coefficient is, other things being equal,
smaller when the hoisting load is carried by a member having some flexibility, as in jib cranes
where the jib is never rigid.
In a similar way, use of the coefficient as indicated for jib cranes may be extended to certain
other appliances such as, for example, transporters for the design case corresponding to load
on the cantilever boom ; the value of indicated for overhead travelling cranes should, of course,
be used for the design cases where the load is applied between the legs of the machine as the
rigidity of the structure at this point is comparable with that one of an overhead travelling crane
girder.
2.2.2.2. LOADS DUE TO ACCELERATION (OR DECELERATION) OF THE HOISTING MOTION AND
TO VERTICAL SHOCK LOADINGS WHEN TRAVELLING ALONG RAIL TRACKS
Since the coefficient takes account of the degree of snatch on the working load which is the
largest shock loading, loads due to acceleration (or deceleration) of the hoisting motion and the
4
vertical reactions due to travelling along tracks, assumed to be properly laid, shall be neglected
2.2.2.3. SPECIAL CASE
In the case of certain appliances, the loads due to the dead loads are of opposite sign to those
due to the working load, in which case a comparison must be made between the loading figure
obtained in the "appliance under load" condition, with the dynamic coefficient applied to the
working load, and the loading figure obtained in the "no-load" condition, taking into account the
oscillations resulting from setting clown the load, as follows :
Let :
S G be the algebraic value of the loads due to the dead load
S L be the algebraic value of the loads due to the working load.
S G - S L (-1)/2
Which is compared with the load for the "appliance under load" condition determined by the
expression :
4
This assumes that the rail joints are in good condition. The detrimental effect on hoisting appliances of rail
tracks in poor condition is so great, both for the structure and the machinery, that it is necessary to stipulate
that the rail joints must be maintained in good condition : no shock loading coefficient can allow for the
damage caused by faulty joints. In so far as high speed appliances are concerned, the best solution is to
butt-weld the rails, in order to eliminate entirely the shock loadings which occur when an appliance runs over
joints.
The amplified total load, when setting clown the load is obtained by the expression :
2 - 17
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
SG + SL
2 - 18
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
the component being finally designed on the basis of the more unfavourable of these two values.
Note - This formula is based on the fact that the dynamic coefficient determines the maximum
amplitude of the oscillations set up in the structure when the load is picked up. The amplitude of
the oscillation is given by :
S L (-1)
It is assumed that the amplitude of the oscillation set up in the structure when the load is set
clown is half that of the oscillation caused when hoisting takes place.
The ultimate state of loading is therefore :
S G - S L (-1)/2
which must be compared with the state of loading given by :
SG + SL
Hoisting and lowering curve when SL and SG are of opposite sign
2 - 19
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.3. LOADS DUE TO HORIZONTAL MOTIONS SH
The loads due to horizontal motions are as follows :
1) The inertia effects due to acceleration (or deceleration) of the traverse, travel, slewing or
luffing motions. These effects can be calculated in terms of the value of the acceleration (or
deceleration).
2) The effects of centrifugal force.
3) Transverse horizontal reactions resulting from rolling action.
4) Buffer effects.
2.2.3.1.
HORIZONTAL EFFECTS DUE TO ACCELERATION (OR DECELERATION)
The loads due to the accelerations (or decelerations) imparted to the movable elements when
starting or braking are calculated for the various structural members.
2.2.3.1.1. TRAVERSE AND TRAVEL MOTIONS
For these motions the calculation is made by considering a horizontal force applied at the tread
of the driven wheels parallel to the rail.
The loads shall be calculated in terms of the acceleration (or deceleration) time assumed
according to the working conditions and the speeds to be attained.
From it is deduced the value (in m/s2) of the acceleration to be used for calculating the horizontal
force according to the masses to be set in motion.
Note - If the speed and acceleration values are not specified by the user, acceleration times
corresponding to the speeds to be reached may be chosen according to the three following
working conditions :
a) Appliances of low and moderate speed with a great length of travel ;
b) Appliances of moderate and high speed for normal applications ;
c) High speed appliances with high acceleration.
In the latter case, it is almost always necessary to drive all the rail wheels.
Table T.2.2.3.1.1. gives the values of acceleration times and accelerations for the three
conditions.
2 - 20
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.2.2.3.1.1. - Acceleration time and acceleration value
(a)
low and moderate speed
Speed
with long travel
to be reached Acceleration Acceleration
time
m/s
s
m/s2
4,00
3,15
2,5
0,22
9,1
2
0,19
8,3
1,60
0,15
6,6
1,00
0,12
5,2
0,63
0,098
4,1
0,40
0,078
3,2
0,25
0,064
2,5
0,16
(b)
moderate and high speed
(normal applications)
Acceleration Acceleration
time
s
m/s2
0,50
8,0
0,44
7,1
0,39
6,3
0,35
5,6
0,32
5,0
0,25
4,0
0,19
3,2
0,16
2,5
(c)
high speed with high
accelerations
Acceleration Acceleration
time
s
m/s2
6,0
0,67
5,4
0,58
4,8
0,52
4,2
0,47
3,7
0,43
3,0
0,33
The horizontal force to be taken into account shall be not less than 1/30th nor more than 1/4 of
the load on the driven or braked wheels.
2.2.3.1.2. SLEWING AND LUFFING (DERRICKING) MOTIONS
For slewing and luffing motions the calculations shall be based on the accelerating (or
decelerating) torque applied to the motor shaft of the mechanisms.
The rates of acceleration will depend upon the appliance ; for a normal crane a value between
2
2
0.1 m/s and 0.6 m/s , according to the speed and radius, may be chosen for the acceleration at
the jib head so that an acceleration time of from 5 to 10 s is achieved.
Note - A method for calculating the effects of acceleration of horizontal motions is given in
appendix A.2.2.3.
2.2.3.2. EFFECTS OF CENTRIFUGAL FORCE
In the case of jib cranes, account shall be taken of the centrifugal force due to slewing. In
practice, it is sufficient to determine the horizontal force exerted at the jib head as a result of the
inclination of the rope carrying the load and in general to neglect the effects of centrifugal force on
the other elements of the crane.
2 - 21
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.3.3. TRANSVERSE REACTIONS DUE TO ROLLING ACTION
When two wheels (or two bogies) roll along a rail, the couple formed by the horizontal forces
normal to the rail shall be taken into consideration. The components of this couple are obtained
by multiplying the vertical load exerted on the wheels (or bogies) by a coefficient which
depends upon the ratio of the span p to the wheel base a 5.
As shown in the graph, this coefficient lies between 0.05 and 0.2 for ratios p/a between 2 and 8.
2.2.3.4. BUFFER EFFECTS ST
The case must be considered when the impact due to collision with buffers is applied to the
structure, and the case when it is applied to the suspended load.
2.2.3.4.1. BUFFER EFFECTS ON THE STRUCTURE
A distinction must be drawn between :
1) the case in which the suspended load can swing.
2) that in which rigid guides prevent swing.
In the first case the following rules shall be applied :
For horizontal speeds below 0.7 m/sec, no account shall be taken of buffer effects.
For speeds in excess of 0.7 m/sec, account must be taken of the reactions set up in the
structure by collisions with buffers.
It shall be assumed that a buffer is capable of absorbing the kinetic energy of the appliance
(without the working load) at a fraction of the rated speed Vt fixed at 0.7 Vt.
By "wheelbase" is understood the centre distance between the outermost pairs of wheels, or, in the case
of bogies, the centre distance between the fulcrum pins on the crane structure of the two bogies or bogie
systems. Where horizontal guilding wheels are provided, the wheelbase shall be the distance between the
rail contact points of two horizontal wheels.
2 - 22
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The resulting loads set up in the structure shall be calculated on the basis of the retardation
imparted to the appliance by the buffer in use.
However, for higher speeds (greater than 1 m/sec), the use of decelerating devices which act
upon approach to the ends of the track is permitted provided the action of these devices is
automatic and they produce an effective deceleration of the appliance which always reduces the
speed to the predetermined lower value before the buffers are reached.
In this case the reduced speed obtained after slowing down is used for the value of Vt when
6
calculating the buffer effect .
In the second case where the load cannot swing the buffer effect is calculated in the same
manner but taking account of the value of the working load.
(1) It must be emphasised that a sure and effective device must be fitted. A mere end-of-travel limit switch
cutting off the power supply to the motor is not sufficient reason to assume reduced speed for the buffer
effect.
2.2.3.4.2. BUFFER EFFECTS ON THE SUSPENDED LOAD
Impacts due to collision between the load and fixed obstructions are taken into account only for
appliances where the load is rigidly guided. In that case, the loads generated by such a collision
are to be taken into consideration.
The loads can be computed by considering that horizontal force applied at the lever of the load
which is capable of causing two of the crab wheels to lift.
2.2.4. LOADS DUE TO CLIMATIC EFFECTS
The loads due to climatic effects are those resulting from the action of the wind, from snow loads
and from temperature variations.
2.2.4.1 WIND ACTION
INTRODUCTION
This clause relates to wind loads on crane structure.
It gives a simplified method of calculation and assumes that the wind can blow horizontally from
any direction, that the wind blows at a constant velocity and that there is a static reaction to the
loadings it applies to the crane structure.
2.2.4.1.1.
WIND PRESSURE
The dynamic wind pressure is given by :
q = 0.613 Vs2
Where q is the dynamic pressure N/m2., and Vs is the design wind speed in m/s.
Where a wind speed measuring device is to be attached to an appliance it shall normally be placed at the
maximum height of the appliance. In cases where the wind speed at a different lever is more significant to
the safety of the appliance, the manufacturer shall state the height at which the device shall be placed.
2 - 23
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.4.1.2. DESIGN WIND CONDITIONS
Two design wind conditions are taken into account in calculating wind loads on cranes.
2.2.4.1.2.1. In-service wind
This is the maximum wind in which the crane is designed to operate. The wind loads are
assumed to be applied in the least favourable direction in combination with the appropriate
service loads. In-service design wind pressures and corresponding speeds are given in table
7
T.2.2.4.1.2.1. They are assumed to be constant over the height of the appliance .
It is assumed that the operating speeds and nominal accelerations are not necessarily reached
under extreme wind conditions.
Table T.2.2.4.1.2.1. - In-service design wind pressure
Type of appliance
Lifting appliance easily protected
against wind action or designed
for use exclusively in light wind.
Erection operations.
All normal types of crane
installed in the open
* Appliances which must
continue to work in high winds
Wind pressure
in service
N/m2
Wind speed
in service
m/s
125
14
250
20
500
28
* For example appliances of type 12a in table T.2.1.2.5.
Action of wind on the load
The action of the wind on the hook load for a crane which handles miscellaneous loads shall be
determined from the relationship :
F = 2,5 . A . q
where :
F is the force exerted by the wind on the hook load in N,
(1) Where, exceptionally, a crane is required to handle loads of large surface area, it is admissible for the
manufacturer to determine a wind speed less than that specified in table T.2.2.4.1.2.1. above which such
loads shall not be handled.
2 - 24
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
q is the in-service wind pressure from table 2.2.4.1.2.1. in N/m2,
A is the maximum area of the solid parts of the hook load in m2 8. Where this area is not
2
known, a minimum value of 0.5 m per tonne of safe working load shall be used.
Where a crane is designed to handle loads of a specific size and shape only, the wind loading
shall be calculated for the appropriate dimensions and configurations.
2.2.4.1.2.2. Wind out of service
This is a maximum (storm) wind for which the lifting machine is designed to remain stable in out
of service conditions, as indicated, by the manufacturer. The speed varies with the height of the
apparatus above the surrounding ground lever, the geographical location and the degree of
exposure to the prevailing winds.
For lifting appliances used in the open air, the normal theoretical wind pressure and the
corresponding speed, for "out of service" conditions are indicated in the table T.2.2.4.1.2.2.
Table T.2.2.4.1.2.2. - Out of service wind
Height above ground lever
m
0 to 20
20 to 100
More than 100
Out of service design
wind pressure
2
N/m
800
1 100
1 300
Approximate equivalent
out of service design
wind speed m/s
36
42
46
When calculating wind loads for out of service conditions the wind pressure may be taken as
constant over the vertical height intervals in table T.2.2.4.1.2.2. Alternatively, the design wind
pressure at the top of the crane may be assumed constant over its entire height.
Where cranes are to be permanently installed or used for extended periods in areas where wind
conditions are exceptionally severe, the above figures may be modified by agreement between
the manufacturer and purchaser in the light of local meteorological data.
For certain types of appliance of which the jib can be quickly lowered, (such as a tower crane
which can be easily lowered by a built-in mechanism) the out of service wind need not be taken
into consideration provided the machine is intended for lowering after each working day.
Where, execptionnally, a crane is required to handle loads of large surface area, it is
admissible for the manufacturer to dtermine a wind speed less than that spcifie in table
T.2.2.4.1.2.1. above wich such loads shall not be handled.
2 - 25
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.4.1.3. WIND LOAD CALCULATIONS
For most complete and part structures, and individual members used in crane structures the
wind load is calculated from :
F = A . q . Cf
Where :
F is the wind load in N,
2
A is the effective frontal area of the part under consideration in m ,
q is the wind pressure corresponding to the appropriate design condition in N/m2,
Cf is the shape coefficient in the direction of the wind for the part under consideration.
The total wind load on the structure is taken as the sum of the loads on its component parts.
In determining strength and stability requirements of the appliance the total wind load shall be
considered.
The magnitude of the wind load to be allowed for in the design of a mechanism, in determining
the motor and brake requirements for the mechanism and to provide for the safety of the
appliance in the wind, are given in the chapter dealing with the design of mechanisms.
2.2.4.1.4. SHAPE COEFFICIENTS
2.2.4.1.4.1. Individual members, frames, etc.
Shape coefficients for individual members, single lattice frames and machinery houses are
given in table T.2.2.4.1.4.1. The values for individual members vary according to the aerodynamic
slenderness and, in the case of large box sections, with the section ratio. Aerodynamic
slenderness and section ratio are defined in figure 2.2.4.1.4.1.
The wind load on single lattice frames may be calculated on the basis of the coefficients for the
individual members given in the top part of table T.2.2.4.1.4.1. In this case the aerodynamic
slenderness of each member shall be taken into account. Alternatively the overall coefficients for
lattice frames constructed of flat sided and circular sections given in the middle part of the table
may be used.
Where a lattice frame is made up of flat-sided and circular sections, or of circular sections in
2
2
both flow regimes (D.VS < 6 m /s and D.VS 6 m /s) the appropriate shape coefficients are
applied to the corresponding frontal areas.
Where gusset plates of normal size are used in welded lattice construction no allowance for the
additional area presented by the plates is necessary, provided the lengths of individual
members are taken between the centres of node points.
2 - 26
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Shape coefficients obtained from wind-tunnel or full-scale tests may also be used.
Table T.2.2.4.1.4.1. - Force coefficients
Type
Description
Rolled sections [ ]
5
1,15
Aerodynamic Slenderness l/b or l/D (1)
10
20
30
40
50
1,5
1,45
1,4
1,3
1,15
> 50
1,6
Rectangular hollow
sections up to
356 mm square
1,4
1,45
1,5
1,55
1,55
1,55
1,6
1,05
1,05
1,2
1,3
1,4
1,5
1,6
1,30
1,35
1,60
1,65
1,70
1,80
1,80
0,60
0,60
0,70
0,65
0,80
0,70
0,85
0,70
0,90
0,75
0,90
0,80
0,90
0,80
1,55
1,40
1,0
0,80
1,75
1,55
1,20
0,90
1,95
1,75
1,30
0,90
2,10
1,85
1,35
1,0
2,20
1,90
1,40
1,0
and 254 x 457 mm
rectangular
Other sections
Individual Circular sections where :
members
D.Vs < 6 m2/s
D.Vs 6 m2/s
b/d
Rectangular
2
hollow sections
1
over 356 mm
0,5
square and
0,25
254 x 457 mm
rectangular
Wind
d
Single
lattice
frames
Flat-sided sections
Circular sections where :
1,70
D.Vs < 6 m2/s
D.Vs 6 m2/s
Machinery Rectangular clad
houses structures on ground
etc.
or solid base
1,10
0.80
1,10
(1) See figure 2.2.4.1.4.1.
2 - 27
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
(I) Aerodynamic slenderness :
( length of member ) / ( breadth of section across wind front ) = l/b * or l/D *
* In lattice construction the lengths of individual members are taken between the centres of
adjacent node points. See diagram below
(II) Solidity ratio : (area of solid parts) / (enclosed area) = A /Ae =
[(li . bi)/(L . B)]
(III) Spacing ratio :
(distance between facing sides) / (breadth of members across wind front ) = a/b or a/B
for "a" take the smallest possible value in the geometry of the exposed face.
(IV) Section ratio :
(breadth of section across wind front) / (depth of section parallel to wind flow)= b/d
Figure 2.2.4.1.4.1. - Definitions : Aerodynamic Slenderness, Solidity Ratio,
Spacing Ratio, and Section Ratio
2 - 28
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.4.1.4.2. Multiple frames of members : shielding factors
Where parallel frames or members are positioned so that shielding takes place, the wind loads
on the windward frame or member and on the unsheltered parts of those behind it are calculated
using the appropriate shape coefficients. The wind load on the sheltered parts is multiplied by a
shielding factor given in table T.2.2.4.1.4.2. Values of vary with the solidity and spacing ratios
as defined in figure 2.2.4.1.4.1.
Table T.2.2.4.1.4.2. - Shielding coefficients
Spacing ratio
a/b
0,5
1,0
2,0
4,0
5,0
6,0
0,1
0,75
0,92
0,95
1,0
1,0
1,0
0,2
0,40
0,75
0,80
0,88
0,95
1,0
Solidity ratio A/Ae
0,3
0,4
0,32
0,21
0,59
0,43
0,63
0,50
0,76
0,66
0,88
0,81
1,0
1,0
0,5
0,15
0,25
0,33
0,55
0,75
1,0
0,6
0,10
0,10
0,20
0,45
0,68
1,0
Where a number of identical frames or members are spaced equidistantly behind each other in
such a way that each frame shields those behind it, the shielding effect is assumed to increase
up to the ninth frame and to remain constant thereafter.
The wind loads are calculated as follows :
On the 1st. frame
F1 = A.q.Cf
in N
On the 2nd. frame
F2 = .A.q.Cf
in N
On the n.th frame
(where n is from 3 to 8)
Fn = (n-1).A.q.Cf
On the 9th and subsequent
frames
F9 = 8.A.q.Cf
in N
Ftotal = [1 + + 2 + 3 + .... + (n-1)].A.q.Cf
= [(1 - n) / (1 - )].A.q.Cf
in N
Ftotal = [1 + + 2 + 3 + .... + n8 + ( - 9)8].A.q.Cf
= [(1 - 9) / (1 - ) + (n - 9) 8].A.q.Cf
in N
in N
The total wind load is thus :
Where there are up to 9 frames
Where there are more than
9 frames
Note - The term x used in the above formula is assumed to have a longer limit of 0.10. It is taken
x
as 0.10 whenever < 0.10.
2 - 29
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.4.1.4.3. Lattice towers
In calculating the "face-on" wind load on square towers, in the absence of a detailed calculation,
the solid area of the windward face is multiplied by the following overall force coefficient :
For towers composed of flat sided sections
1,7 (1 + )
For towers composed of circular sections
where D.Vs < 6 m2/s
1,1 (1 + )
2
where D.Vs 6 m /s
1,4
The value of is taken from table 2.2.4.1.4.2. for a/b = 1 according to the solidity ratio of the
windward face.
The maximum wind load on a square tower occurs when the wind blows on to a corner. In the
absence of a detailed calculation, this load can be considered as 1.2 times that developed with
"face-on" wind on one side.
2.2.4.1.4.4. Parts inclined in relation to the wind direction
Individual members. frames, etc.
Where the wind blows at an angle to the longitudinal axis of a member or to the surface of a
frame, the wind load in the direction of the wind is obtained from :
F = A.q.Cf sin2
in N
where F, A, q and Cf are as defined in 2.2.4.1.3.
and is the angle of the wind ( < 90) to the longitudinal axis or face.
Lattice trusses and towers
Where the wind blows at an angle to the longitudinal axis of a lattice truss or tower, the wind load
in the direction of the wind is obtained from :
in N
F = A.q.Cf.K2
where :
F, A, q and Cf are as defined in 2.2.4.1.3. and K2 = / [50 (1,7 - Sp/S)]
which cannot be less than 0,35 or greater than 1.
is the angle of the wind in degrees ( < 90) to the longitudinal axis of the truss or tower.
2
Sp is the area in m of the bracing members of the truss or tower projected on to its windward
plane.
S is the area in m2 of all (bracing and main) members of the truss or tower projected on to its
windward plane.
The value of K2 is assumed to have lower and upper limits of 0.35 and 1.0 respectively. It is taken
as 0.35 whenever the calculated value < 0.35 and as 1.0 whenever the calculated value > 1.0.
2 - 30
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2.4.2. SNOW LOAD
Snow loads shall be neglected in the design calculations for overhead travelling cranes, bridge
cranes and jib cranes.
2.2.4.3. TEMPERATURE VARIATIONS
Stresses due to temperature variations shall be considered only in special cases such as when
members are not free to expand.
In such cases, the maximum temperature fluctuation shall be taken to be :
- 20 C to + 45 C.
2.2.5 MISCELLANEOUS LOADS
2.2.5.1. LOADS CARRIED BY PLATFORMS
Access gangways, driver 's cabine and platforms shall be designed to carry the following
concentrated loads :
3000 N for maintenance gangways and platforms where materials may be placed,
1500 N for gangways and platforms intended only for access of personnel,
300 N as the horizontal force which may be exerted on handrails and toe-guards.
These loads are not to be used in the calculations for girders.
2 - 31
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.3. CASES OF LOADING
Three different cases of loading are to be considered for the purpose of the calculations :
- the working case without wind,
- the working case with limiting working wind,
- the case of exceptional loadings.
Having determined the various loads in accordance with section 2.2, account is taken of a certain
probability of exceeding the calculated stress, which results from imperfect methods of
calculation and unforeseen contingencies, by applying an amplifying coefficient C, which varies
according to the group classification of the appliance.
The values of this coefficient C are indicated in clause 2.3.4.
2.3.1. CASE I : APPLIANCE WORKING WITHOUT WIND
The following shall be taken into consideration : the static loads due to the dead weight SG, the
loads due to the working load SL multiplied by the dynamic coefficient , and the two most
unfavourable horizontal effects SH among those defined in clause 2.2.3., excluding buffer forces.
All these loads must then be multiplied by the amplifying coefficient C specified in clause 2.3.4.,
viz :
C (SG + SL + SH)
In cases where travel motion takes place only for positioning the appliance and is not normally
used for moving loads the effect of this motion shall not be combined with another horizontal
motion. This is the case for example with a dockside crane which, once it has been positioned,
handles a series of loads at a fixed point.
2.3.2. CASE II : APPLIANCE WORKING WITH WIND
The loads of case I are taken to which are added the effects of the limiting working wind SW
defined under 2.2.4.1.2.1. (table T.2.2.4.1.2.1.) and, where, applicable the load due to
temperature variation, viz :
C (SG + SL + SH) + SW
Note - The dynamic effects of acceleration and retardation do not have the same values in case II
as in case I, for when a wind is blowing the accelerating or braking times are not the same as
when still conditions prevail.
2 - 32
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.3.3. CASE III : APPLIANCE SUBJECTED TO EXCEPTIONAL LOADINGS
Exceptional loadings occur in the following cases :
- appliance out of service with maximum wind
- appliance working and subjected to a buffer effect
- appliance undergoing the tests indicated in booklet 8.
The highest of the following combinations shall be considered :
a) The loads SG due to the dead weight, plus the load Sw max due to the maximum wind as
mentioned under clause 2.2.4.1.2.2. (including the reactions of the anchorages)
b) the loads SG due to the dead weight and SL due to the working load plus the greatest buffer
effect ST as envisaged in clause 2.2.3.4.
c) the loads SG due to the dead weight plus the highest of the two loads 1 SL and 2 SL ; 1
and 2 being the coefficients by which the safe working load is multiplied for the dynamic
test (1) and for the static test (2) as in clauses 8.1.1. and 8.1.2.
These three cases are expressed by the formulae :
a) SG + Sw max
9
b) SG + SL + ST
c) SG + 1 SL or SG + 2 SL
Note 1 - It should be noted that the checks under (c) are only to be made in cases where the
working load, when assumed to act alone, produces stresses opposed in direction to those
caused by the dead weight up to the point at which the static test load does not exceed 1,5 times
the safe working load.
Note 2 - When using decelerating devices in advance of buffer impact under the conditions
mentioned in clause 2.2.3.4.1. ST will be taken to be the highest load resulting either from the
retardation previously caused by the decelerating device or from that finally caused by the buffer.
Loadings resulting from the working load are taken into account but the effects of load swing
resulting from the stock are neglected because this swing only loads the structure when the
other effects have been practically absorbed. This comment does not apply to rigidly guide loads
which cannot swing.
2 - 33
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.3.4. CHOOSING THE AMPLIFYING COEFFICIENT C
The value of the amplifying coefficient c depends upon the group classification of the appliance.
Table T.2.3.4. - Values of amplifying coefficient C
Appliance
group
c
A1
1,00
A2
1,02
A3
1,05
A4
1,08
A5
1,11
A6
1,14
A7
1,17
A8
1,20
2.4. SEISMIC EFFECTS
In general the structures of lifting appliances do not have to be checked for European seismic
effects.
However, if official regulations or particular specifications so prescribe, special rules or
recommendations can be applied in areas subject to earthquakes.
This requirement shall be advised to the supplier by the user of the installation who shall also
provide the corresponding seismic spectra.
2 - 34
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.5. LOADS ENTERING INTO THE DESIGN OF MECHANISMS
Mechanisms are subjected to two kinds of loading :
a) The loads, represented by the symbol SM, which are directly dependent upon the torques
exerted on the mechanisms by the motors or the brakes.
b) The loads, represented by the symbol SR, which are independent of motor or brake action
but which are determined by the reactions which act upon the mechanical parts and which
10
are not balanced by a torque acting on the drive shafts .
2.5.1. TYPE SM LOADS
The loads of this type to be considered are :
a) SMG loads, corresponding to a vertical displacement of the centre of gravity of moving parts
of the appliance other than the working load.
b) SML loads, corresponding to a vertical displacement of the working load as defined in
clause 2.2. for structures.
c) SMF loads, corresponding to frictional forces which have not been allowed for in calculating
the efficiency of the mechanism (see clause 4.2.6.1.1., booklet 4).
d) SMA loads, associated with acceleration (or braking) of the motion.
e) SMW loads, corresponding to the effect of the working wind assumed for the appliance.
2.5.2. TYPE SR LOADS
The loads of this type to be considered are :
a) SRG loads due to the weights of components which act on the part under consideration ;
b) SRL loads due to the working load as defined in clause 2.2., for structures.
c) SRA loads due to the accelerations or decelerations of the various motions of the
appliance or its parts, as calculated according to clause 2. 2.3.1. for structures, insofar as
the order of magnitude of these loads is not negligible compared to the SRG and SRL loads.
d) SRW loads due to the limiting working wind SW or to the maximum wind SW max (see clause
2.2.4.1.), insofar as the order of magnitude of these loads is not negligible.
10
In a travel motion, for instance, the loads due to the vertical reaction on the rail wheels and the
transverse loads that stress the wheel axle but are not transmitted to the components of the
driving mechanism.
2 - 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.6. CASES OF LOADING
Three cases of loading are to be considered in the calculations :
Case I : Normal service without wind
Case II : Normal service with wind
Case III : Exceptional loadings.
A maximum load must be determined for each case of loading which serves as the basis for the
calculations.
Note - Clearly, case I and II are one and the same in the case of appliances which are not
exposed to wind.
The various loadings being determined as indicated in paragraph 2.5., account is taken of a
certain probability of exceeding the calculated stress, which results from imperfect methods of
calculation and unforeseen contingencies, by applying an amplifying coefficient m depending on
the group in which the mechanism is classified. The values of this coefficient m are indicated in
table T.2.6.
Table T.2.6. - Values of amplifying coefficient m
Mechanism
group
m
M1
1,00
M2
1,04
M3
1,08
M4
1,12
M5
1,16
M6
1,20
M7
1,25
M8
1,30
2.6.1. CASE I - NORMAL SERVICE WITHOUT WIND
2.6.1.1. TYPE SM LOADS
The maximum load SM max I of the SM type (see clause 2.5.) is determined by combining the loads
SMG, SML, SMF, and SMA defined in clause 2.5.1. which can be expressed by the relation :
SM max I = ( S MG + S ML + S MF + S MA ) m
Note - It must be pointed out that it is not the combination of the maximum values of each of the
terms in this relation that must be considered, but the value resulting from the most unfavourable
combination that could actually occur in practice.
2.6.1.2. TYPE SR LOADS
The maximum load SR max I of the SR type (see clause 2.5.) is determined by combining the loads
SRG, SRL, SRA, defined in clause 2.5.2. which can be expressed by the relation :
SR max I = ( S RG + S RL + S RA ) m
The note in clause 2.6.1.1. above applies here also.
2 - 36
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.6.2. CASE II - NORMAL SERVICE WITH WIND
2.6.2.1. TYPE SM LOADS
The maximum load SM max II of the SM type (see clause 2.5.) is determined by combining the loads
SMG, SML and SMF defined in clause 2.5.1. with one of the following two combinations :
a) the load SMA and the load SMW 8 corresponding to a 80 N/m2 wind.
b) the load SMW 25 corresponding to a 250 N/m2 wind.
The higher of the two values expressed by the relations set out below is taken :
SM max II = ( S MG + S ML + S MF + S MA + S MW 8 ) m
or
SM max II = ( S MG + S ML + S MF + S MW 25 ) m
The note in clause 2.6.1.1. applies here also.
2.6.2.2. TYPE SR LOADS
The maximum load SR max II of the SR type (see clause 2.5.) is determined by combining the loads
2
SRG, SRL and SRA defined in clause 2.5.2. with SRW 25 which corresponds to a 250 N/m wind, as
expressed by the relation :
SR max II = ( S RG + S RL + S RA + S RW 25 ) m
The note in clause 2.6.1.1. applies here also.
2 - 37
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.6.3. CASE III - EXCEPTIONAL LOADS
2.6.3.1. TYPE SM LOADS
The maximum load SM max III of the SM type defined under clause 2.5. is determined by
considering the maximum load that the motor can actually transmit to the mechanism, allowing
for limitations due to practical operating conditions.
The values of SM max III are specified in clause 2.6.4.
2.6.3.2. TYPE SR LOADS
Since the consequences of an overload due to collision with a buffer or fouling are far less
serious for a mechanism than for the structure, the exceptional loading to be taken is that given
under paragraph a) of clause 2.3.3. in the structures chapter.
This gives : SR max III = ( S RG + S RW max )
In cases where additional mooring or guying means are used to ensure immobility or stability
under maximum wind, the effect of these devices on the mechanism must be taken into account
where applicable.
2.6.4. APPLICATION OF THE ABOVE CONSIDERATIONS FOR CALCULATING
SM
The mechanisms of hoisting appliances perform one of the following functions :
- Purely vertical displacements of the centre of gravity of moving masses (e.g. hoisting
motions).
- Purely horizontal displacements in which the centre of gravity of the moving masses as a
whole shifts horizontally (e.g. traverse, travel, slewing or counterbalanced luffing motions).
- Movements combining an elevation of the centre of gravity of the moving masses with a
horizontal displacement (e.g. non-counterbalanced luffing).
2 - 38
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.6.4.1. HOISTING MOTIONS
For type SM loads, the formula reduces to the following :
Case I and II :
SM max I = ( S ML + S MF ) m
In this case the load due to the hoisting acceleration is neglected because it is small compared
to SML.
Case III :
SM max III = 1,6 ( S ML + S MF )
Bearing in mind the general rules of clause 2.6.3.1., it is assumed that the maximum loads that
can be transmitted to hoisting mechanisms are limited in practice to 1,6 times the SM max I load 11.
2.6.4.2. HORIZONTAL MOTIONS
Case I - The formula reduces to :
SM max I = ( S MF + S MA ) m
Case II - The higher of the following two values is taken :
SM max II = ( S MF + S MA + S MW 8 ) m
or
SM max II = ( S MF + S MW 25 ) m
Case III - For SM max III the load corresponding to the maximum torque of the motor (or the brake)
is taken unless operating conditions limit the torque actually transmitted, through wheel slip on
the rails, or through the use of suitable limiting means (e.g. hydraulic coupling, torque limiter,
12
etc.). In this case the value actually transmitted must be taken .
11
In a hoisting motion it is impossible under normal working conditions to transmit to the mechanism loads
greater than those due to the hoisting of the working load, as the effects of acceleration are negligible.
A greater load could result only from mishandling (poor judgement of the load, etc.).
On the basis of experience gained over many years of practice with widely differing hoisting
appliances it is now accepted that a coefficient of 1,6 gives adequate safety. It must be stressed
that the use of excessively powerful motors should be avoided.
12
Whereas in the case of hoisting motions the loads normally transmitted to the mechanism are limited by the
load lifted, in horizontal motions the maximum torque of the motor can always be transmitted to the
mechanism if no mechanical limitation exists. This is why a different way of evaluating SM max III has been
specified according to whether a hoist motion or other motion is being considered.
2 - 39
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.6.4.3. COMBINED MOTIONS
Case I and II :
For cases I and II, the load SM max II
clauses 2.6.1.1. and 2.6.2.1.
13
is determined by applying the general formula defined in
Case III :
The load caused by applying the maximum motor torque SMC max III can be taken for the maximum
value SM max III This often unduly high value is always acceptable since it enhances safety.
It must be used when the power involved for raising the centres of gravity of the moving masses
is negligible compared to the power needed to overcome accelerations or wind effects.
Conversely, when the effect of the accelerations or the wind is negligible in comparison with the
effect of displacing the centres of gravity of the moving masses vertically, this value is too high
and SM max III can be calculated from the formula :
SM max III = 1,6 SM max II
Between these two limiting values, each individual case should be examined according to the
motor chosen, the method of starting and the relative magnitudes of the loads due to inertia and
wind effects on the one hand and those due to raising of the centres of gravity on the other.
Without exception, when operating conditions limit the torque actually transmitted to the
mechanism (see clause 2.6.4.2.), this limiting torque will be taken as the value of SMC max if it is
less than the values defined above.
13
or SM max I in the case of appliances not subjected to wind.
2 - 40
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
APPENDIX
A.2.1.1. - HARMONISATION OF THE CLASSES OF UTILIZATION OF
APPLIANCES AND MECHANISMS
The present appendix sets out to demonstrate a method by which it is possible in many cases to
derive the class of utilization of mechanisms from that of appliances as a whole and from certain
parameters characterising the duty to be performed.
The starting point is the average duration tmc (in seconds) of a hoisting cycle as defined in clause
2.1.2.2. This is therefore the time necessary to perform all the operations in such a cycle.
The total duration of use T of the appliance, expressed in hours, is then given by the relation :
T = N.tmc / 3600
Where N represents the number of hoisting cycles determining the class of utilization of the
appliance.
Table T.A.2.1.1.1. gives the values of T for cycle durations of 30 - 480 s in accordance with the
class of utilization of the appliance. The number of hoisting cycles is the maximum number for
this class of utilization ; these values are, however, adjusted to 15 625, 31 250 and 62 500
respectively for class U0, U1 and U2, in order to reduce the number of different values for T.
The next step is to determine for each mechanism the ratio i between the duration of use of the
mechanism during a hoisting cycle and the average duration tmc of the cycle.
Table T.A.2.1.1.2. gives the total durations of use Ti of the mechanism depending on the total
duration of use of the appliance, and for various conventional values of the ratio i . This table
also shows the class of utilization of the mechanism. The various classes are represented by
the stepped areas.
It is thus sufficient to determine the class of utilization of the appliance by reference to table
T.2.1.2.2., the average duration of the hoisting cycle and the values of i in order to obtain the
classes of utilization of the mechanisms.
From the curves of the nomogram T.A.2.1.1.3. the classes of utilization for the mechanisms in
terms of these three parameters can be found directly.
2 - 41
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.2.1.1.1. - Total duration of use (T) of lifting appliances in hours
Average
duration
of a
hoisting
cycle
tmc (s)
Class of utilization of appliances
U0
U1
U2
U3
U4
U5
U6
U7
U8
U9
30
130
260
520
1 040
2 085
4 165
8 335
16 665
33 335
> 33 335
45
195
390
780
1 565
3 125
6 250
12 500
25 000
50 000
> 50 000
60
260
520
1 040
2 085
4 165
8 335
16 665
33 335
66 665
> 66 665
75
325
650
1 300
2 605
5 210
10 415
20 835
41 665
83 335
> 83 335
90
390
780
1 565
3 125
6 250
12 500
25 000
50 000
100 000 > 100 000
120
520 1 040
2 085
4 165
8 335
16 665
33 335
66 665
133 335 > 133 335
150
650 1 300
2 605
5 210 10 415
20 835
41 665
83 335
180
780 1 565
3 125
6 250 12 500
25 000
50 000
240
1 040 2 085
4 165
8 335 16 665
33 335
66 665
166 665 > 166 665
________
100 000
200 000 > 200 000
________
133 335 > 200 000
300
1 300 2 605
5 210
10 415 20 835
41 665
83 335
166 665 > 200 000
360
1 565 3 125
6 250
12 500 25 000
50 000
100 000
420
1 825 3 645
7 290
14 585 29 165
58 335
200 000 > 200 000
________
116 665 > 200 000
480
2 085 4 165
8 335
16 665 33 335
66 665
133 335 > 200 000
2 - 42
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.2.1.1.2. - Total duration of use Ti (in hours) of mechanisms in terms of T and i
Values of i
T
(h)
130
195
260
325
390
520
650
780
1 040
1 300
1 565
1 825
2 085
2 605
3 125
3 645
4 165
5 210
6 250
7 290
8 335
10 415
12 500
14 585
16 665
20 835
25 000
29 165
33 335
41 665
50 000
58 335
66 665
83 335
100 000
116 665
133 335
166 665
200 000
> 200 000
1,00
130
195
260
325
390
520
650
780
1 040
1 300
1 565
1 825
2 085
2 605
3 125
3 645
4 165
5 210
6 250
7 290
8 335
10 415
12 500
14 585
16 665
20 835
25 000
29 165
33 335
41 665
50 000
58 335
66 665
83 335
100 000
116 665
133 335
166 665
200 000
> 200 000
0,63
0,40
0,25
0,16
82
123
164
205
246
328
410
491
655
819
986
1 150
1 314
1 641
1 969
2 296
2 624
3 282
3 938
4 593
5 251
6 561
7 875
9 189
10 499
13 126
15 750
18 374
21 001
26 249
31 500
36 751
41 999
52 501
63 000
73 499
84 001
104 999
126 000
> 126 000
52
78
104
130
156
208
260
312
416
520
626
730
834
1 042
1 250
1 458
1 666
2 084
2 500
2 916
3 334
4 166
5 000
5 834
6 666
8 334
10 000
11 666
13 334
16 666
20 000
23 334
26 666
33 334
40 000
46 666
53 334
66 666
80 000
> 80 000
33
49
65
81
98
130
163
195
260
325
391
456
521
651
781
911
1 041
1 303
1 563
1 823
2 084
2 604
3 125
3 646
4 166
5 209
6 250
7 291
8 334
10 416
12 500
14 584
16 666
20 834
25 000
29 166
33 334
41 666
50 000
> 50 000
21
31
42
52
62
83
104
125
166
208
250
292
334
417
500
583
666
834
1 000
1 166
1 334
1 666
2 000
2 334
2 666
3 334
4 000
4 666
5 334
6 666
8 000
9 334
10 666
13 334
16 000
18 666
21 334
26 666
32 000
> 32 000
0,10
13
20
26
33
39
52
65
78
104
130
157
183
209
261
313
365
417
521
625
729
834
1 042
1 250
1 459
1 667
2 084
2 500
2 917
3 334
4 167
5 000
5 834
6 667
8 334
10 000
11 667
13 334
16 667
20 000
> 20 000
Class of
utilization for
mechanism
T0
T1
T2
T3
T4
T5
T6
T7
T8
T9
2 - 43
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.2.1.1.3. - Classes of utilization for appliances and mechanisms
U - Class of utilization for appliances
T - Class of utilization for mechanisms
2 - 44
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
EXAMPLE OF APPLICATION
Dockside cargo crane.
The class of utilization for the appliance will be U5.
A hoisting cycle comprises the following operations :
- hoisting of load ;
- travelling ;
- slewing ;
- lowering ;
- unhooking of load ;
- hoisting empty ;
- slewing ;
- travelling ;
- lowering empty ;
- hooking on of new load.
The average time for completion of the cycle will be estimated at 150 s.
The ratios i will be estimated as follows :
- hoisting (hoisting and lowering) :
- slewing (2 directions) :
- travelling (do.) :
i = 0.63
i = 0.25
i = 0.10
Table T.A.2.1.1.1. gives us for class U5 and tmc = 150 s :
T = 20 835 h
For the various mechanisms, table T.A.2.1.1.2. gives us, for T = 20 835 h, the following total
durations Ti and classes of utilization :
- hoisting (i = 0.63) :
- slewing (i = 0.25) :
- travelling (i = 0.10) :
Ti = 13 126 h
Ti = 5 209 h
Ti = 2 084 h
T7
T5
T4
From the curves in table T.A.2.1.1.3. the same conclusions are drawn on the basis of the
ordinate tmc = 150 s (broken line).
2 - 45
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A.2.2.3. - CALCULATION OF LOADS DUE TO ACCELERATIONS OF
HORIZONTAL MOTIONS
PART 1 - METHOD
1. - BASIC DATA
Let
v be the steady horizontal velocity of the point of suspension of the load, either at the end of
the acceleration period, or at the beginning of the braking period, according to whether an
acceleration or a braking process is being considered, and
F an imaginary horizontal force in the same direction as v, applied at the point of suspension
of the load and producing the same effect on the motion under consideration as the
accelerating or decelerating torque applied by the motor or the brake.
2. - PROCEDURE
The different quantities set out below must be calculated in succession.
Equivalent mass (m)
The inertia of all moving parts other than the load, in the motion under consideration, is replaced
by a single equivalent mass m assumed to be concentrated at the point of suspension of the
load and given by the relation :
m = m0 + i [ ( Ii . wi2) / v2 ]
Where :
m0
is the total mass of all elements, other than the load, undergoing the same pure linear
motion as the point of suspension of the load ;
Ii
the moment of inertia of a part undergoing a rotation during the motion under consideration,
this moment of inertia being considered about the axis of rotation, and
wi
the angular velocity of the part referred to, about its axis of rotation, corresponding to the
linear velocity v of the point of suspension of the load.
The sum covers all parts in rotation (structure, mechanisms, motor) during the motion
considered. However, in the case of mechanisms, the inertia of components other than those
directly coupled to the motor shaft can be ignored.
Mean acceleration or deceleration ( Jm ) :
Jm = F / (m + m1 )
where m1 is the mass of the load.
2 - 46
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Mean duration of acceleration or deceleration ( Tm ) :
Tm = v / Jm
Mean inertia forces :
The acceleration corresponding to the acceleration Jm at the point of suspension of the load is
calculated for each component part in motion. Multiplying this acceleration by the mass of the
component considered gives the mean inertia force it sustains.
In the particular case of the load itself, this force of inertia Fcm will be given by :
Fcm = m1 . Jm
Period of oscillation : Tl
T1 = 2 . . ( l / g )0,5
l=
the length of suspension of the load when it is in its uppermost position (values of l below
2,00 m need not be taken into consideration) and,
g = the acceleration due to gravity.
Value of :
= m1 / m
When the system driving the motion controls the acceleration and the deceleration and
maintains it at a constant value, is taken equal to 0 irrespective of the masses m and m1.
Value of :
= Tm / T1
Value of h :
With the values obtained for and , the graph in figure A.2.2.1. is used to find the corresponding
value h.
Inertia forces to be considered in the design of the structure :
The forces of inertia which take account of dynamic effects and which must therefore be
considered in the structural calculations are obtained as follows :
- Inertia force due to the load :
h . Fcm
- Inertia force on moving parts other than the load : twice the mean inertia forces.
3. - JUSTIFICATION
A justification of the method given above follows in part 2 of this appendix.
2 - 47
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
PART 2 - EXPLANATION OF THE METHOD
1. - STATEMENT OF THE PROBLEM
A hoisting appliance is a physical system consisting essentially of :
- concentrated masses (hook load, counterweights, ...) and distributed masses (girders,
ropes, ...),
- elastic connections between these masses (girders, ropes, ...).
If such a system, originally in a state of equilibrium, is subjected to a varying load, it does not
tend progressively towards a new state of equilibrium even if the new load applied is itself
constant. On the contrary, it is set in a more or less complex oscillating motion about this new
state of equilibrium. During this motion, the various internal loads and stresses of the system
can exceed sometimes to a marked extent - the values they would have assumed had the
system been in static equilibrium under the influence of the new load.
Such a situation arises during acceleration or deceleration (braking) of a horizontal motion of a
hoisting appliance. Thus if, starting from a position of rest, an appliance or part of an appliance
begins a motion of translation or rotation, the component parts of the system undergo
accelerations and are therefore subjected to inertia forces. Once a steady speed is attained, the
acceleration ceases, the inertia forces disappear and the external load undergoes a new
variation.
The angle through which a rotating system turns (e.g. the rotating part of a crane) during the time
for which inertia forces are applied is generally relatively small. This being so, no appreciable
error will be involved if one assumes that each point in the system follows a straight path during
this time. Since, moreover, there is no difference of principle between the treatment used for
linear motions and motions of rotation, in what follows the linear motion will be considered in
greater detail (chapter 2), whereas only a short note (chapter 3) will cover rotation.
2 - 48
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2. - CALCULATING THE LOADS IN THE CASE OF A LINEAR MOTION
2.1. - GENERAL DATA
It is now proposed to examine the particular case of braking of the travel motion of a complete
overhead travelling crane when it is carrying a load suspended from its hoisting rope. Other
cases encountered in practice can be dealt with in similar fashion.
Considering figure A.2.1. let :
m 1 be the mass of the suspended load,
m
the total mass of the overhead travelling crane including the crab (see note below
concerning the inertia of the motor and of the machinery driving the motion),
x
a coordinate defining the position of the crane along its track (more precisely, x represents
the coordinate of the point of suspension of the hoisting rope along an axis parallel to the
direction of travel),
a coordinate defining the position of the centre of gravity of the suspended load along an
x1
axis of the same direction, sense and origin as the axis of x ,
z = x1 - x a coordinate expressing the horizontal displacement of the load relative to the crane.
Let us assume that at the instant t = 0 the overhead travelling crane is moving in the positive
sense of the x axis at a velocity v, and that the load is at rest relative to the crane.
( z = z' = 0, with : z' = dz / dt )
If the brake is applied to the travel mechanism at the instant t = 0, it will give rise from that instant
to a horizontal braking force parallel to, but of opposite sense to, the x axis at each point where a
driving wheel is in contact with its rail. To simplify masters, let us assume that the crab is located
at mid-span of the main girders of the overhead travelling crane. It follows by symmetry that the
total force at each rail is the same. Let us designate its projection on the x axis by F/2 (with F > 0),
so that the total braking force acting on the system in motion 2 (crane plus load) is equal to F in
absolute value.
If the system were composed of rigidly interconnected masses, this would result in a
(2.1.1)
deceleration of absolute value Jm given by the relation : Jm = F / ( m +m1 )
2 - 49
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Figure A.2.1.
It must not be forgotten however that F originates in the braking torque applied to the travel
mechanism which must not only brake the travel inertia of the crane and the load but also the
rotational inertia of the driving motor and the intervening machinery. Generally speaking, one can
neglect the rotating inertia of all components other than those integral with the motor shaft. In
many cases, however, the inertia of the latter must be taken into account and the relation (2.1.1.)
holds good only provided that m incorporates an equivalent mass me given by the relation :
me . v2 = Im . m2
(2.1.2.)
where :
Im
is the moment of inertia of all the components integral with the motor shaft (including the
motor itself, of course) and
the angular velocity of the motor corresponding to the travelling speed v of the crane.
Under the effect of the deceleration Jm, the suspension rope cannot retain its vertical position. Its
new position of equilibrium is inclined to the vertical at an angle m given by the relation :
(2.1.3.)
m = arctg( Jm / g )
where g is the acceleration due to gravity. In this case the rope exerts a horizontal force on the
crane whose projection Fcm on the x axis is given by :
Fcm = m1 . Jm
2 - 50
(2.1.4.)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In point of fact, the system is not rigid, the deceleration is not constant and is not therefore given
by (2.1.1.), the load and its suspension rope adopt an oscillating motion, and the horizontal force
developed by the rope on the crane can assume values differing greatly from (2.1.4.).
By a similar reasoning, one may conclude that the deceleration of the system gives rise to inertia
forces which act on each component part of the crane and the crab, but that because of the
elasticity of the girders the system will undergo an oscillating motion in the course of which the
stresses will be subject to fluctuations which must be estimated.
The next two paragraphs deal in succession with the effect of the inertia forces on the load and
on the girders.
2 - 51
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.2. - EFFECT OF INERTIA FORCES ON THE LOAD
In determining the motion which the load executes after the brake is applied, one can neglect the
movement of the point of suspension due to girder flexibility in a horizontal plane. The amplitude
of this movement is, in fact, very small compared with the amplitude of swinging of the load.
Calculations can therefore be carried out with the crane considered as a system which is not
subject to deformation.
The projection FC on the x axis of the force exerted by the rope on the crane is given by the
relation :
(2.2.1)
FC= m1 . g [( x1 - x ) / l] = m1 . g . z / l
where l is the suspension length of the load. It will be noted that FC is proportional to the
displacement z of the load with respect to its position of initial equilibrium, just as if it were an
elastic restoring force.
The equations of motion can be written :
ml . x1 = m1 . g [( x1 - x ) / l]
(2.2.2.)
m . x = m1 . g [( x1 - x ) / l] - F
(2.2.3.)
while, assuming x = 0, for t = 0, the initial conditions are as follows :
for t = 0,
x1 = x = 0
(2.2.4.)
x'1 = x' = v
(2.2.5.)
z = x1 - x = 0
(2.2.6.)
z = x1 - x = 0
(2.2.7.)
g / l = 12
(2.2.8.)
(m1 / m) . (g / l) = 22
(2.2.9.)
Let :
12 + 22 = r2
(2.2.10.)
F / m = J0
(2.2.11.)
Equations (2.2.2.) and (2.2.3.) then become :
x" + z" + 12 . z = 0
(2.2.12.)
x" - 22 . z = - J0
(2.2.13.)
whence
2 - 52
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
z + r2 . z = J0
(2.2.14.)
With the initial conditions of (2.2.4.) to (2.2.7.), the solution to these equations is given by :
2
z = ( J0 / r ) . [1 - cos( r . t)]
x' = v -[ ( 12./ r2 ) . J0 . t ] - [ ( 22./ r2 ) . ( J0 / r ) ] . sin(r . t)
The complete expression for x is of no direct interest to us.
Let :
J0 / r2 = zm
(2.2.15.)
(2.2.16.)
(2.2.17.)
it can then be seen without difficulty that zm is the position of equilibrium that can be assumed by
the load during a constant deceleration of the crane equal to the value Jm defined by (2.1.1.), i.e.
during the deceleration that would be obtained by applying the braking force F to the total mass
(crane plus load) in motion, this mass being assumed to constitute a rigid system. The value z =
zm defining the load displacement corresponds to the horizontal force Fcm, defined by (2.1.4.)
exerted by the rope on the crane. Comparison between (2.2.1.), (2.2.15.) and (2.2.17.) then
shows that :
(2.2.18.)
Fc = Fcm . [ 1 - cos(r . t) ]
If the deceleration period of the crane lasts for a time td such that :
r . td
(2.2.19.)
it will be seen that Fc momentarily becomes twice Fcm, or in other words, that its maximum value
Fc max is given by the relation :
(2.2.20.)
Fc max = 2 . Fcm
If the condition (2.2.19.) is not satisfied, this means that the crane has stopped before the load
has reached its maximum displacement z = 2 zm. However, after the crane stops, the load will
usually continue to oscillate, so the rope will continue to exert a varying horizontal force on the
crane, and the maximum value which this can attain must be sought.
It is easy to verify that after the crane has stopped, the motion of the load is defined by the
expression :
(2.2.21.)
z = zd . cos[ 1 . (t - td) ] + (zd / 1) . sin[ 1 . (t - td) ]
with
zd = zm . [ 1 - cos(r . td) ]
(2.2.22.)
z'd = r . zm . sin(r . td)
(2.2.23.)
where td is the smallest positive value of t that makes the expression (2.2.16.) for x' equal to zero.
The maximum value Fc max assumed by Fc is then given by the relation :
2 - 53
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Fc max = Fcm . { [ 1 - cos( r . td ) ]2 + ( r2 / 12 ) . sin2( r . td ) }0,5
2 - 54
(2.2.24.)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Generally speaking, we may take :
Fc max / Fcm = h
(2.2.25.)
The determination of h is simplified by introducing the following quantifies :
Tm = v / Jm
T1 = 2 / 1
the time for which the slowing-down phase of the crane would last if the
deceleration were constant and the system in motion not subject to deformation.
the period of oscillation of the pendulum system formed by the suspended load
(crane stopped).
T1 = 2 . ( l / g )0,5
It can be verified without difficulty that h depends only on two non-dimensional parameters
and defined by the ratios :
= m1 / m
(2.2.26.)
= Tm / T1
(2.2.27.)
which can be obtained very easily. It will be noted that (2.2.16.) can be written :
0,5
x = v . { 1 - [ r . t + . sin( r . t ) ] / [ 2 . ( 1 + )
]}
(2.2.28.)
and therefore :
[ r . td + . sin( r . td ) ] / [ 2 . ( 1 + )0,5 ] = 1
(2.2.29.)
this equation makes it possible to determine the value of r . td to be introduced into (2.2.24.).
The graph in figure (2.2.1.) plots the values of h against for various values of . (The curve
= 0 will be explained later in Chapter 5).
If < 1 (which is generally the case with overhead travelling crane travel motions, such as that in
the example dealt with), an analysis of the problem shows that h can in no case exceed 2. This
value is reached during the crane deceleration phase if the condition (2.2.19.) is satisfied or,
which is the same thing, if reaches or exceeds a certain critical value, crit dependent upon .
Above this critical value, h therefore remains constant and equal to 2, whatever the value of .
If > 1 (which could be the case with traverse motions, in which m essentially represents only
the mass of the crab, or with slewing motions), the same analysis shows that, again provided
reaches or exceeds a certain critical value crit dependent upon , h can exceed 2 and reach a
maximum given by :
h = [ 2 + + ( 1 / ) ]0,5
(2.2.30.)
2 - 55
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2 - 56
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
This maximum can actually be reached only during the swinging motion of the load subsequent
to the bringing to rest of its point of suspension. The critical value crit is such that the crane is
halted before the condition (2.2.19.) is satisfied, or before Fc reaches 2 Fcm. However, any value
of greater than crit leads to the condition (2.2.19.) being satisfied and Fc necessarily passes
the value 2 Fcm , whence h > 2. It will also be noted that if > crit has been calculated taking v
equal to the maximum steady speed of the motion, braking applied starting from the initial speed
v . crit /
will necessarily lead to the maximum value of h given by (2.2.30.). This is the reason why, in the
graph of figure A.2.2.1., the values of h have been maintained for all values of greater than crit.
Figure A.2.2.1.
As regards the choice of T1, it should be noted that the danger of reaching high values of h is all
the greater as the suspension length l of the load becomes shorter, because then attains its
critical value more rapidly. The calculations must therefore be made assuming that the load is
near its uppermost position. In practice l will generally lie between 2 and 8 m. The table below
gives the values of T1 for a few values of l.
l
(m)
2
3
4
5
6
7
8
T1 (s)
2,84
3.47
4.01
4.49
4.91
5.31
5.67
2 - 57
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
It remains for us to examine the effect of the horizontal force Fc max on the loading conditions
sustained by the structure.
This force actually exist, so that any components such as the crab which transmit it directly must
be designed to withstand it. The configuration of the load acting on the girder as a whole
therefore deserves some attention.
Let us first consider the case where Fc max occurs before the crane has come to halt. It would be
incorrect to consider the latter as a beam supported at both ends and subjected at its centre to
the force Fc max. One must not lose sight of the fact that each of the two supporting points can
transmit only a reaction F/2. The successive diagrams in figure A.2.2.2. illustrate how the
problem must be considered. Diagram "a" represents the ideal state of equilibrium, in which the
system as a whole is subjected to a deceleration Jm (or an acceleration
x" = - Jm) and in which the rope develops a force Fcm. Each material element dm of the system
therefore sustains an inertia force Jm dm. Diagram "a" is a superimposition of diagram "b" and
diagram "c". Diagram "b" relates to the load due to the inertia forces on the crane proper (this is
dealt with in paragraph 2.3.), while diagram "c" shows the effect of the load due to the rope. In
point of fact, the actual force developed by the rope is not the force Fcm represented in diagram "c"
but the force :
Fc max = h . Fcm
(2.2.31.)
Since the supporting points (braked wheels) are not capable of increasing their
reaction, the excess force (h - 1)Fcm can only result in a supplementary acceleration x"
expressed by :
x" = ( h - 1) . Fcm / m
(2.2.32.)
which is translated into a distributed load - x" dm on all material elements of the crane. Diagram
"d" consequently represents the loading configuration to be taken into account when designing
the girders.
Let us consider the case in which Fc max arises after the crane has halted. This time, the braked
wheels no longer have to devote part of the reaction of which they are capable to taking up the
inertia forces on the crane, and in general, must be regarded as being fixed. This being so, the
girder must be designed as if it were supported at each end and subjected to the force Fc max at
its centre. This latter case is in point of fact the only one which needs to be considered, because
when Fc reaches its maximum value 2 Fcm before the crane comes to a standstill this force can
still arise in the course of the pendulum motion which follows after it has stopped.
All the preceding considerations still hold good if, instead of considering a braking phase, one is
dealing with an acceleration phase of the crane, in the course of which it is speeded up, by a
constant driving torque, from rest to a given steady speed.
2 - 58
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2.3. - EFFECT OF INERTIA FORCES ON THE STRUCTURAL STEELWORK
In the previous chapter, the structure was assumed to be perfectly rigid. In fact, however, it
possesses a degree of elasticity and consequently also assumes an oscillating motion during
the braking period and after coming to rest. Because the structure is composed essentially of
distributed rather than simple concentrated masses, it is usually very difficult to determine the
motion theoretically, and such calculations would be justified only in the case of very large
appliances in which the inertia forces play an appreciable part.
LOADING
ACCELERATION
Figure A.2.2.2.
2 - 59
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In almost all cases, it will suffice to represent a structure as being a simple oscillating system
having restoring forces proportional to the extension and subjected to the overall acceleration of
the reference system to which it is referred. In view of the note following expression (2.2.1.) the
considerations developed in paragraph 2.2. can be applied here also. However, the natural
period of the oscillations (comparable to the period T1 of paragraph 2.2.) is always appreciably
shorter than that of a suspended load, not exceeding a few tenths of a second in most cases.
The result of this is that the parameter corresponding to always exceeds the critical value crit,
so that h must always be taken equal to 2, this being the coefficient applicable to inertia loads
calculated with the mean deceleration Jm. The only exception that could be made to this rule
would be for extremely brief retardation phases, such as those resulting from braking a lowspeed travel motion, with the wheels slipping on the rails.
Because the oscillating motions of the structure have a high frequency, the maximum resulting
loadings are superimposed momentarily upon those due to the load.
2 - 60
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3. - CALCULATING THE LOADS IN THE CASE OF A SLEWING MOTION
In the case of a slewing motion, considerations similar to those of chapter 2 can be developed.
To calculate the effects of the inertia forces on the load, it is only necessary to determine m from
the relation :
m v2 = I 2
(3.1.)
where
v
is the horizontal linear velocity of the suspension point of the load ;
is the moment of inertia of all parts in motion (structure, machinery, motor) referred to a
particular shaft,
is the angular velocity of that shaft corresponding to the velocity v above.
4. - CALCULATING THE LOADS IN THE CASE OF A LUFFING MOTION
In the case of a luffing motion, considerations similar to those of chapter 2 can be developed. It
will suffice to determine m from the relation :
2
(4.1.)
mv =2T
where
v
is the horizontal linear velocity of the suspension point of the load.
T
is the total kinetic energy of the masses in motion when the horizontal linear velocity of the
suspension point of the load is equal to v.
5. - SYSTEMS WITH REGULATED ACCELERATION
In some control systems, such as certain Ward-Leonard or hydraulically actuated systems, the
magnitudes of the accelerations and decelerations are dictated by the characteristics of the
system and are maintained constant regardless of external conditions. For this reason, load
swing does not disturb the acceleration or deceleration conditions of the appliance or part of the
appliance in motion.
In the exempla dealt with in paragraph 2.2., this would be tantamount to assuming that x" is a
given constant. Using equation (2.2.12.) and its derivations, it is easy to show that in this case
for 0,5
(5.1.)
h = 2 sin
for > 0,5
(5.1.)
h = 2
Such a situation would also obtain if one assumed the mass m1 to be infinitely small compared
with m and therefore unable to disturb its motion. This being so, (5.1.) is the limiting curve
obtained by making tend to zero, and is represented on diagram 2.2.1. by the curve = 0.
The considerations in paragraph 2.3. are in no way modified.
2 - 61
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
6. - GENERAL CONCLUSIONS
Knowing the torque or the braking or accelerating force, the first step is to calculate the mean
deceleration or acceleration Jm, obtained on the assumption that the various parts of the
structure are perfectly rigid and the load is concentrated at its point of suspension. Using this
acceleration, one calculates the inertia forces acting on both the load and the various elements
of the structure. These forces are then-multiplied by a certain coefficient h in order to take
account of the elasticity of the various connections.
For the inertia forces acting on the structure h is always taken equal to 2, except possibly in the
special case mentioned in the penultimate paragraph of 2.3., provided justification can be
provided for the reduction.
In the case of the inertia forces acting on the load, the mass m is calculated (incorporating,
where necessary, the mass equivalent to the inertia of the motor and the mechanism) and the
mean deceleration or acceleration time Tm is then determined on the basis of the maximum
steady speed of the motion. The value of T1 depends on the suspension length of the load in its
uppermost position, and is therefore known. Hence one can determine the parameters and
( = 0 in the case of a regulated-acceleration system), and figure A.2.2.1. furnishes the
corresponding value h. In almost all cases, the maximum force appears or can appear after
completion of the braking or starting phase under consideration. Its effects on the structure can
be ascertained by applying the ordinary laws of statics.
It will be noted that the calculations developed in Chapter 2 assume the load to be relatively at
rest (z = z' = 0) at the initial time t = 0. If this is not so, the motion of the system is affected and h
can reach values considerably higher than those we have fixed. Such a situation could arise for
instance when a motion is braked by repeated intermittent applications of the brake, or when
successive motions take place at fairly short intervals. The method of calculation indicated above
is therefore not excessive in any way, and special cases exist in which it would be well to
exercise some caution in applying it.
2 - 62
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
F.E.M.
SECTION I
3rd EDITION
REVISED
HEAVY LIFTING APPLIANCES
1.001
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 3
CALCULATING THE STRESSES IN STRUCTURES
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 3
CALCULATING THE STRESSES IN STRUCTURES
INTRODUCTION ......................................................................................................................... 3
3.1. THE CHOICE OF STEEL QUALITIES ................................................................................. 4
3.1.1. ASSESSMENT OF THE FACTORS WHICH INFLUENCE BRITTLE FRACTURE ........ 4
3.1.1.1. INFLUENCE A : COMBINED EFFECT OF LONGITUDINAL RESIDUAL TENSILE
STRESSES WITH STRESSES FROM DEAD WEIGHT .....................................................................4
3.1.1.2. INFLUENCE B : THICKNESS OF MEMBER t........................................................................6
3.1.1.3. INFLUENCE C : INFLUENCE OF COLD ...............................................................................7
3.1.2. DETERMINATION OF THE REQUIRED STEEL QUALITY GROUP............................. 7
3.1.3. QUALITY OF STEELS ................................................................................................... 8
3.1.4. SPECIAL RULES ......................................................................................................... 10
3.2. CHECKING WITH RESPECT TO THE ELASTIC LIMIT.................................................... 11
3.2.1. STRUCTURAL MEMBERS OTHER THAN JOINTS .................................................... 11
3.2.1.1. MEMBERS SUBJECTED TO SIMPLE TENSION OR COMPRESSION ...............................11
3.2.1.2. MEMBERS SUBJECTED TO SHEAR .................................................................................12
3.2.1.3. MEMBERS SUBJECTED TO COMBINED LOADS - EQUIVALENT STRESS ......................12
3.2.2. CASE OF JOINTS........................................................................................................ 13
3.2.2.1 RIVETED JOINTS................................................................................................................13
1 - Rivets in shear.................................................................................................................................................13
2 - Rivets in tension ..............................................................................................................................................13
3 - Rivets loaded in tension and shear ................................................................................................................14
4 - Limit of bearing pressure ................................................................................................................................14
5 - Notes concerning riveted joints ......................................................................................................................14
3.2.2.2. BOLTED JOINTS................................................................................................................14
3.2.2.2.0. GENERAL ............................................................................................................................................14
3.2.2.2.1. JOINTS MADE WITH TENSION BOLTS WITH CONTROLLED TIGHTENING...............................14
3.2.2.2.2. BOLTED JOINTS SUBJECTED TO FORCES ACTING PARALLEL TO THE JOINT PLANE ........18
3.2.2.3. WELDED JOINTS ...............................................................................................................21
3.3. CHECKING MEMBERS SUBJECT TO CRIPPLING ......................................................... 23
3.4. CHECKING MEMBERS SUBJECT TO BUCKLING.......................................................... 24
3.5. CASE OF STRUCTURES SUBJECTED TO SIGNIFICANT DEFORMATION .................. 25
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.6. CHECKING MEMBERS SUBJECTED TO FATIGUE ........................................................ 26
3.6.1. CONVENTIONAL NUMBER OF CYCLES AND STRESS SPECTRUM ...................... 26
3.6.2. MATERIAL USED AND NOTCH EFFECT ................................................................... 26
3.6.3. DETERMINATION OF THE MAXIMUM STRESS max ................................................ 26
3.6.4. THE RATIO BETWEEN THE EXTREME STRESSES.............................................. 27
3.6.5. CHECKING MEMBERS SUBJECTED TO FATIGUE .................................................. 27
.APPENDIX ............................................................................................................................... 28
A - 3.2.2.2.2.3. DESIGN OF JOINTS USING HIGH STRENGTH BOLTS WITH
CONTROLLED TIGHTENING ............................................................................................... 28
A- 3.2.2.3. - STRESSES IN WELDED JOINTS...................................................................... 32
A - 3.3. - CHECKING STRUCTURAL MEMBERS SUBJECT TO CRIPPLING...................... 34
A - 3.6. - CHECKING STRUCTURAL MEMBERS SUBJECT TO FATIGUE.......................... 46
1 - VERIFICATION OF STRUCTURAL MEMBERS..........................................................................47
2 - VERIFICATION OF THE JOINING MEANS (welds, bolts, rivets).................................................54
EXAMPLES OF CALCULATING CHECKS .............................................................................. 67
EXAMPLES OF FATIGUE CHECKS FOR A WELDED WEB TO FLANGE JOINT STEEL
St 37....................................................................................................................................... 67
CHECKING FOR FATIGUE AND ELASTIC LIMIT................................................................. 68
FIRST EXAMPLE - COMPONENT IN GROUP E4 WITH FILLET WELD (O Q )................................68
SECOND EXAMPLE - COMPONENT IN GROUP E6 - K WELD (S.Q.) ............................................71
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
INTRODUCTION
The stresses set up in the various structural members are determined for the three cases of
loading defined under section 2.3., and a check is made to ensure that there is a sufficient
safety coefficient in respect of the critical stresses, considering the following three possible
causes of failure :
- exceeding the elastic limit ;
- exceeding the critical crippling or buckling load ;
- exceeding the limit of endurance to fatigue.
The quality of the steels used must be stated and the physical properties, chemical composition
and welding qualities must be guaranteed by the manufacturer of the material.
The permissible stresses for the materials used are determined as stipulated in clauses 3.2.,
3.3., 3.4. and 3.6. thereunder, with reference to the critical stresses for the material.
These critical stresses are those which correspond either to the elastic limit (which in practice,
involves establishing the stress corresponding to a critical limit for elongation), or to the critical
stress for crippling or buckling, or, in the case of fatigue, to the stress for which the probability of
survival, under tests, is 90 %.
The stresses in the structural members shall be calculated on the basis of the different cases of
loading envisaged under section 2.3. by applying conventional strength of materials calculation
procedures.
The sections of metal to be considered shall be the gross sections (i.e. without deducting the
areas of holes) for all parts which are subjected to compression loads 1, and the net sections
(i.e. with the areas of holes deducted) for all parts subjected to tensile loads.
In the case of a member subjected to bending, a half-net section should be assumed, taking the
net section in parts under tension and the gross section in parts under compression. To simplify
the calculations, however, one may use either the section modulus of the net section or the
section modulus computed for the half-net section, using as centre of gravity of the section that
of the gross section.
The area of the holes shall be included in the cross-sectional area only when they are filled by a rivet
or a bolt.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.1. THE CHOICE OF STEEL QUALITIES
The verifications required in the design rules for the safety of the structure against yielding,
instability and fatigue failure do not guarantee safety against brittle fracture.
In order to obtain sufficient safety against brittle fracture, a steel quality has to be chosen
depending on the conditions influencing brittle fracture.
The most important influences on the sensitivity to brittle fracture in steel structures are :
A. Combined effect of longitudinal residual tensile stresses with tensile stresses from dead
load.
B. Thickness of the member.
C. Influence of cold.
Influences A, B, and C are valued with points. The required steel quality depends on the sum of
these points.
3.1.1. ASSESSMENT OF THE FACTORS WHICH INFLUENCE BRITTLE FRACTURE
In the following, influences A, B, and C in paragraph 3.1. are described and quantified.
3.1.1.1. INFLUENCE A : COMBINED EFFECT OF LONGITUDINAL RESIDUAL TENSILE
STRESSES WITH STRESSES FROM DEAD WEIGHT
Equations for lines I, II and III in figure 3.1.1.1.
a = permissible tensile stress with respect
to the elastic limit, loading case I.
Line I : no welds, or only transverse welds
ZA = G / ( 0,5 . a ) - 1
valid only for G 0,5 . a
G = tensile stress from permanent load,
e.g. from dead weight
Line II : longitudinal welds
ZA = assessing coefficient for influence A
Line III : accumulation of welds
ZA = G / ( 0,5 . a )
ZA = G / ( 0,5 . a ) + 1
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The danger of brittle fracture is increased by high stress concentrations, in particular by
3-axial tensile stresses, as is the case with an accumulation of welds.
If members with low-stresses are stress relieved after welding (approx. 600-650 C) line I can
be used for all types of welds.
Assessing coefficient
I : No welds or only tranverse welds
II : Longitudinal welds
III : Weld accumulation
Figure 3.1.1.1. - ZA in terms of stresses and welds
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.1.1.2. INFLUENCE B : THICKNESS OF MEMBER t
t = Thickness of member in mm
ZB = Assessing coefficient
for influence B
from t = 5 to t = 20 mm
ZB = 9 . t2 / 2500.
from t = 20 to t = 100 mm
ZB = 0,65 . ( t - 14,81 )0,5 -0,05
Thickness of member
Figure 3.1.1.2. - Assessing coefficient ZB = f (t)
t
mm
5
6
7
8
9
10
12
15
ZB
0,10
0,15
0,20
0,25
0,30
0,40
0,50
0,80
t
mm
16
20
25
30
35
40
45
50
55
ZB
0,9
1,45
2,0
2,5
2,9
3,2
3,5
3,8
4,0
t
mm
60
65
70
75
80
85
90
95
100
ZB
4,3
4,55
4,8
5,0
5,2
5,4
5,6
5,8
6,0
For rolled sections an idealised thickness t* is to be used. This is :
for round sections :
t* = d / 1,8
for square sections :
t* = t / 1,8
for rectangular sections :
t* = b / 1,8
where b represents the larger side of the rectangle and the ratio of the sides b / t 1,8
For b / t > 1,8 then t* = t.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.1.1.3. INFLUENCE C : INFLUENCE OF COLD
The lowest temperature at the place of erection of the crane determines the classification. This
temperature is generally lower than the working temperature.
T = Temperature at the place of erection in C
ZC = Assessing coefft. for influence C
from T = 0C to T = - 30C take
ZC = 6 . T2 / 1600
from T = - 30C to T = - 55C take
ZC = [ ( - 2,25 . T ) -33,75 ] / 10
T
en C
0
-5
- 10
- 15
- 20
- 25
ZC
0,0
0,1
0,4
0,8
1,5
2,3
T
en C
- 30
- 35
- 40
- 45
- 50
- 55
ZC
3,4
4,5
5,6
6,7
7,9
9,0
Temperature T in C
Figure 3.1.1.3. - Assessing coefft. ZC = f (T)
3.1.2. DETERMINATION OF THE REQUIRED STEEL QUALITY GROUP
It is the sum of assessing coefficients from paragraph 3.1.1. which determines the minimum
required quality for the steel structure.
Table T. 3.1.2. shows the classification of the quality group in relation to the sum of the
assessing coefficients.
If the sum of the assessing coefficients is higher than 16 or if the required steel quality cannot
be obtained, special measures will be necessary to obtain the steel quality necessary for safety
against brittle fracture which will have to be determined with material experts.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.3.1.2.
Classification of quality groups in relation to the sum of the assessing coefficients
Sum of the assessing coefficients
from paragraph 3.1.1.
Z = ZA + ZB + ZC
Quality group corresponding
in table T.3.1.3
16
3.1.3. QUALITY OF STEELS
The quality of steels in these design rules is the property of steel to exhibit a ductile behaviour
at determined temperatures.
The steels are divided into four quality groups. The group in which the steel is classified, is
obtained from its notch ductility in a given test and temperature.
Table T.3.1.3. comprises the notch ductility values and test temperatures for the four quality
groups.
The indicated notch ductilities are minimum values, being the mean values from three tests,
where no value must be below 20 Nm/cm2.
The notch ductility is to be determined in accordance with V-notch impact tests to ISO R 148
and Euronorm 45-63.
Steels of different quality groups can be welded together.
TC is the test temperature for the V-notch impact test.
T is the temperature at the place of erection of the crane.
TC and T are not directly comparable as the V-notch impact test imposes a more unfavourable
condition than the loading on the crane in or out of service.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.3.1.3. - Quality groups
Quality
group
Notch ductility
measured in
ISO sharp notch
test ISO R 148
in Nm/cm2
35
35
35
Test temperature
Steels, corresponding
to the quality group
Standard
Tc C
+ 20
-20
Designation of steels
Fe 360 - A
Fe 430 - A
St 37 - 2
St 44 - 2
E 24 - 1
43 A 50 B
*
Fe 360 - B
Fe 430 - B
Fe 510 - B
R St 37-2
St 44-2
E 24 (A37) - 2
E 26 (A42) - 2
E 36 (A52) - 2
40 B 43 B
*
Fe 360 - C
Fe 430 - C
Fe 510 - C
St 37 - 3U
St 44 - 3U
St 52 - 3U
E 24 (A37) - 3
E 26 (A42) - 3
E 36 (A52) - 3
40 C 43 C
*
50 C 55 C
Fe 360 - D
Fe 410 - D
Fe 510 - D
St 37 - 3N
St 44 - 3N
St 52 - 3N
E 24 (A37) - 4
E 26 (A42) - 4
E 36 (A52) - 4
40 D 43 D
*
50 D 55 E
Euronorm 25
DIN 17100
NF A 35-501
BS 4360 1972
Euronorm 25
DIN 17100
NF A 35-501
BS 4360 1972
Euronorm 25
DIN 17100
NF A 35-501
BS 4360 1972
Euronorm 25
DIN 17100
NF A 35-501
BS 4360 1972
* The test requirements of steels to BS.4360 do not in all cases agree with the Euronorm and
other national standards, and the guaranteed impact test properties for steels to BS.4360 may
be different to other steels in the same quality group. Impact test properties are stated in BS.
4360 and where the requirements are different from those guaranteed in BS. 4360, agreement
must be obtained from the steel suppliers.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.1.4. SPECIAL RULES
In addition to the above provisions for the choice of the steel quality, the following rules are to
be observed :
1 - Non killed steels of group 1 shall be used for load carrying structures only in case of rolled
sections and tubes not exceeding 6 mm thickness.
2 - Members of more than 50 mm thickness, shall not be used for welded load carrying
structures unless the manufacturer has a comprehensive experience in the welding of
thick plates. The steel quality and its testing has in this case to be determined by
specialists.
3 - If parts are cold bent with a radius/plate thickness ratio < 10 the steel quality has to be
suitable for folding or cold flanging.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.2. CHECKING WITH RESPECT TO THE ELASTIC LIMIT
For this check, a distinction is made between the actual members of the structure and the
riveted, bolted or welded joints.
3.2.1. STRUCTURAL MEMBERS OTHER THAN JOINTS
3.2.1.1. MEMBERS SUBJECTED TO SIMPLE TENSION OR COMPRESSION
1) Case of steels for which the ratio between the elastic limit E and the ultimate tensile strength
R is < 0,7.
The computed stress must not exceed the maximum permissible stress a obtained by
dividing the elastic limit stress E by a coefficient E which depends upon the case of loading as
defined under section 2.3.
The values of E and the permissible stresses are :
Values of E
Case I
1,5
Case II
1,33
Case III
1,1
Permissible stresses a
E / 1,5
E / 1,33
E / 1,1
For carbon steels of current manufacture A.37 - A.42 - A.52 (also called E.24 - E.26 - E.36 or Fe
360 - Fe 510) the critical stress E is conventionally taken as that which corresponds to an
elongation of 0,2 %.
Table T.3.2.1.1. - Values of E and a for steels A.37 - A.42 - A.52
STEELS
Elastic limit
E
N/mm2
Maximum permissible stresses : a
Case I
Case II
Case III
2
2
N/mm
N/mm
N/mm2
E.24 (A.37, Fe 360)
240
160
180
215
E 26 (A.42)
260
175
195
240
E.36 (A.52, Fe 510)
360
240
270
325
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2) Case of steels with high elastic limit ( E / R > 0,7)
For steels with high elastic limit where the ratio E / R is greater than 0.7, the use of the E
coefficients does not ensure a sufficient margin of safety. In this case a check can be made that
the permissible stress a given by the formula below is not exceeded :
a = [ (E + R ) / (E.52 + R.52 ) ] . a 52
where :
E and R are the elastic limit and the ultimate tensile strength of the steel considered
E.52 and R.52 these same stresses for steel A.52, i.e. 360 N/mm2 and 510 N/mm2
a 52 the permissible stress for steel A.52 in the case of loading considered.
3.2.1.2. MEMBERS SUBJECTED TO SHEAR
The permissible stress in shear a has the following value :
a = a / 3 0,5
a being the permissible tensile stress.
3.2.1.3. MEMBERS SUBJECTED TO COMBINED LOADS - EQUIVALENT STRESS
x , y and xy being respectively the two normal stresses and the shear stress at a given point,
a check shall be made :
1 - that each of the two stresses x and y is less than a and that xy is less than a
2 - that the equivalent stress cp is less than a, i.e. :
cp = ( x2 + y2 - x . y + 3 . xy2 ) 0,5 a
When using this formula, a simple method is to take the maximum values x , y and xy. But, in
fact, such a calculation leads to too great an equivalent stress if it is impossible for the
maximum values of each of the three stresses to occur simultaneously.
Nevertheless, the simple calculation method, being conservative, is always acceptable.
If it is desired to calculate more precisely, it is necessary to determine the most unfavourable
practical combination that may occur. Three checks must then be made by calculating
successively the equivalent stress resulting from the three following combinations :
x max and the corresponding stresses y and xy
y max and the corresponding stresses x and xy
xy maw and the corresponding stresses x and y
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Note : It should be noted that when two out of the three stresses are approximately of the same
value, and greater than half the permissible stress, the most unfavourable combination of the
three values may occur in different loading cases from those corresponding to the maximum of
each of the three stresses.
Special case :
- Tension (or compression) combined with shear
The following formula should be checked :
( 2 + 3 . 2 )0,5 a
3.2.2. CASE OF JOINTS
3.2.2.1 RIVETED JOINTS
1 - Rivets in shear
Taking the effect of the clamping force into account, the calculated shearing stress must not
exceed :
= 0,6 . a in the case of single shear
and
= 0,8 . a in the case of double or multiple shear
where a is the permissible tensile stress of the metal used for the rivet.
single shear
double or multiple shear
2 - Rivets in tension
The calculated tensile stress must not exceed the value :
= 0,2 . a
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3 - Rivets loaded in tension and shear
The following conditions must be checked :
0,2 . a
and
0,6 . a
for single shear
for double shear
or
0,8 . a
4 - Limit of bearing pressure
The bearing pressure in the walls of holes n must not exceed :
n 1,5 . a
for single shear
n
2 . a
for double shear
5 - Notes concerning riveted joints
a) Rivets subjected to tension should be avoided, particularly for the main members ;
b) all joints must have at least two rivets aligned in the direction of the force.
3.2.2.2. BOLTED JOINTS
3.2.2.2.0. GENERAL
Bolted joints may be subjected to stresses due to forces acting perpendicular to the joint (joints
by tension bolts), due to forces acting parallel to the joint surfaces, and due to forces acting
simultaneously perpendicular and parallel to the joint surface.
3.2.2.2.1. JOINTS MADE WITH TENSION BOLTS WITH CONTROLLED TIGHTENING
1 - General
A joint by tension bolts with controlled tightening is a joint in which the main tension is in the
direction of the axis of the bolt, screw or threaded rod and which has been subject to a
tightening effect, applied in the absence of any external load, which is recommended for all
joints subjected to fatigue.
Care must be taken to ensure that the bolt is not subjected to shear loading. These bolts do not
come into the category of H.S. bolts but may be used if they fulfil the conditions of 3.2.2.2.2.3.
Care should be taken to ensure that the bolts are correctly tightened and that the tightening is
permanent (tolerance +/- 10 %). Factor = 1,1 is introduced to take account of tolerances.
During the application of the initial tightening on the bolt, under the combined effect of tension
and torsional loading the stress should not exceed 80 % of the elastic limit, taking account of
the scatter in applying the initial tightening.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2 - Calculation of the permissible load on joints
A - Calculation of the initial tightening force to be used
a) Tightening with twist
b = (p 2 + 3 . b2 )0,5 0,8 E
b = [ ( 2 . d2 . p ) / dt ] . [ pa / ( . d2 ) + 1,155 . ]
where :
p
=
b
=
d2
=
dt
=
=
pa
=
E =
theoretical tensile stress under the tightening effect
torsional stress under the tightening effect
diameter of the root of the thread
nominal diameter of the bolt
thread pitch
friction coefficient in the threads
elastic limit of the bolt metal
b 0,8 E
b) Tightening without twist
B - Permissible load F1 on the joint
Two checks are to be made :
a) Under the maximum load, taking into account the safety coefficient and , the elastic limit
of the bolt must not be exceeded.
1 = ( b2 - 3 . b2 )0,5
determine :
check that :
F1 / Sb ( 1 - p ) / ( . . b ) where :
Sb = section of the root < section of the shank.
b = l1 / (l1 + l2 )
l1 = shortening of the elements to be tightened under the action of the tightening force
l2 = lengthening of bolt under the action of the tightening force.
For assembled steel parts, the section to be considered for l1 :
Seq = 0,25 . . [ ( S1 + 0,1 . lk )2 - Dt2 ]
where :
S1 = bearing diameter under head
lk = length of tightened parts
Dt = diameter of bolt holes
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For bolts whose shank diameter differs considerably from the root diameter of the thread and
where there is an appreciable threaded length remaining in the part submitted to stress, a
complete calculation of l2 should be made.
b) Under the maximum load with application of coefficients , ' and " separation of the parts
should not occur.
1 = F1 / Sb p / [ ' . ' . ( 1 - b ) . ]
Safety coefficients , ' and '
depends on the surface state of the parts to be tightened (machined surface = 1 )
' corresponds to safety in relation to the elastic limit in accordance with table T.3.2.2.2.
'' corresponds to safety against separation of the parts.
Table T.3.2.2.2.
Case I
Case II
Case III
1,50
1,33
1,1
1,3
1,0
1,0
Note : The coefficients and should be applied to the most unfavourable condition arising
from the scatter in applying the initial tightening effort.
C - Checking for fatigue
Checking bolts for fatigue is carried out solely for case I loads.
Under the effect of the service load F1, the true tensile stress varies between the values :
p
and
p + ( F1 . b ) / Sb
The following equation must be verified :
1 = F1 / Sb 2 . A / b
A is the amplitude of the maximum permissible stress for fatigue given in the following
graph.
For any other type of bolt or design method the A value should ensure at least an equivalent
lever of safety against fatigue.
Any conformity tests should be carried out according to ISO specification 3800/1
with
m = 0,8 . RE .
( R E = E )
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Amplitude of maximum permissible fatigue stress
Graph for ISO bolts
- standard thread
- classes 8.8, 10.9, 12.9
- cold rolled thread with heat treatment after rolling
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.2.2.2.2. BOLTED JOINTS SUBJECTED TO FORCES ACTING PARALLEL TO THE JOINT PLANE
1 - Bolts subjected to shear (fitted bolts)
Preferably for non-fluctuating stresses with and without preload.
The following checks presuppose that the bolting has been effected under proper conditions,
i.e. using fitted bolts (turned or cold finished) with ISO tolerances and the shanks of which
bear against the full length of holes drilled in the parts being assembled. Holes must be
drilled and reamed with the ISO tolerances.
Black bolts are permitted only for secondary joints which do not transmit heavy loads. They
are prohibited for joints subject to fatigue.
The calculated stress on the shank shall not exceed the values given for
rivets in clause 3.2.2.1.1-.
The bearing pressure shall not exceed the values indicated in clause 3.2.2.1.4.
2 - Bolts subjected to combined tension and shear
A check shall be made that :
0,65 . a
and
0,6 . a
for single shear
or
0,8 . a
for double shear
and that
( 2 + 3 . 2 )0,5 a
The permissible stress in a bolt is limited to :
a = 0,7 . E(0,2) for normal execution
a = 0,8 . E(0,2) for a construction which prevents
stripping the thread.
where E(0,2) is the 0,2 % proof stress of the metal constituting the bolt.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3 - Joints using high strength bolts with controlled tightening (H.S.)
This type of joint is recommended for assemblies subjected to fatigue and whose main loads
are parallel to joint faces. Members joined by H.S. bolts are subjected to the following types
of loads :
A - Loads acting in the plane of the joint (symbol T)
In this case, the loads tend to make the parts in contact slip and the force is transmitted by
friction. To determine the permissible load per bolt Ta which can be transmitted by friction,
the tensile force F which exists in the bolt after tightening must be considered. This is
multiplied by the coefficient of friction of the contact surfaces, and the safety coefficients
T which are the same as those in clause (3.2.1.1.) are applied to this limiting force, i.e.
T = 1,5
for case I loading
= 1,33
for case II loading
= 1,1
for case III loading
This may be expressed :
Ta = m . ( . F )/ T
m being the number of friction surfaces.
The tension, F, in a bolt depends upon the tightening torque ; the value of depends upon
the metal constituting the members, the state of the surfaces in contact, and the method of
preparation. Appendix A 3.2.2.2.2.3. gives information on this subject.
B - Forces perpendicular to the plane of the joint (symbol N)
The checking by calculation of the forces perpendicular to the assembly surface shall be
carried out in accordance with clause 3.2.2.2.1.
If the bolted joint is subjected to an external couple M, the tensile loading has to be
determined at the bolt which is subjected to the maximum loading and, where applicable,
added to the existing tensile load N.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
C - Combined loads of the T, N and M types
Two checks must be made :
a) That, for the most highly stressed bolt, the sum of the tensile forces due to N and M
loadings remains less than the permissible tensile force as defined in 3.2.2.2.2.
b) That the mean load which is transmitted by friction is less than the following value :
T = . ( F - N ) . m / T
D - Determination of the stresses in the members joined
For members subject to compression, the stress is calculated on the gross section (cross sectional area of the holes not deducted).
For members subjected to tension there are two cases :
1st case : Bolts set in a single row, perpendicular to the direction of the load ; the following
conditions must be checked :
a) the total load on the gross section
b) 60 % of the total load on the net section (cross-sectional area of holes deducted)
2nd case : Several rows of bolts perpendicular to the direction of the load.
The most heavily loaded section (corresponding to
row 1 for the member A - see figure) must be
analysed and the following two conditions checked :
a) the total load on the gross section, and
b) on the net section, the total load from rows 2 and 3 (i.e. in the case of the figure, 2/3 of
the total load of the joint) to which 60 % of the load taken by row 1 is added.
This assumes that the load is equally divided amongst all the bolts and that the number of
rows of bolts is small because if there are too many, the last bolts carry little load. It is
therefore recommended that not more than two rows of bolts should be used or
exceptionally three.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
E - Execution of joints with high-strength bolts
It must be emphasised that the above calculations to check the adequacy of joints with
high strength bolts are valid only for joints made in accordance with accepted practice
which requires controlled tightening of the bolts and preparation of the contact surfaces to
obtain suitable coefficients of friction.
See appendix A - 3.2.2.2.2.3. for further guidance.
3.2.2.3. WELDED JOINTS
In welded joints, it is assumed that the deposited metal has at least as good characteristics as
the parent metal.
It must be verified that the stresses developed, in the cases of longitudinal tension and
compression, do not exceed the permissible stresses a given in clause 3.2.1.1.
For shear in the welds, the permissible stress a is given by :
a = a / 20,5
However, for certain types of loading, particularly transverse stresses in the welds, the
maximum permissible equivalent stress is reduced.
Table T. 3.2.2.3. summarises the values not to be exceeded, for certain steels, according to the
type of loading.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T. 3.2.2.3. - Maximum permissible equivalent stresses in welds
(N/mm2) : steels A.37 (Fe 360) - A.42 - A.52 (Fe 510)
Types of loading
Case I
A.37
Case II Case
III
Case I
A.42
Case II Case
III
Case I
A.52
Case II Case
III
Longitudinal equivalent
stresses for all types
160
180
215
175
195
240
240
270
325
160
180
215
175
195
240
240
270
325
140
158
185
153
170
210
210
236
285
113
127
152
124
138
170
170
191
230
160
180
215
175
195
240
240
270
325
130
146
175
142
158
195
195
220
265
113
127
152,
124
138
170
170
191
230
of welds
Transverse tensile
stresses
1) Butt-welds and
special
quality K welds
2) Ordinary quality Kwelds
3) Fillet welds
Transverse compressive
stresses
1) Butt-welds and K
welds
2) Fillet welds
Shear
All tapes of welds
Appendix A-3.2.2.3. gives some additional information on welded joints.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.3. CHECKING MEMBERS SUBJECT TO CRIPPLING
The guiding principle shall be that parts subject to crippling must be designed with the same
safety margin as that adopted in respect of the elastic limit ; in other words, having determined
the practical crippling stress, the maximum permissible stress shall be the crippling stress
divided by the appropriate coefficient 1,5 or 1,33 or 1,1 specified in 3.2.1.1.
The choice of a practical method of calculation is left to the manufacturer who must state the
origin of the method chosen.
If the method chosen involves multiplying the computed stress by a crippling coefficient
depending upon the slenderness ratio of the member and then checking that this amplified
stress remains less than a certain allowable stress, the value to be chosen for this allowable
stress shall be as specified in 3.2.1.1.
Note : Appendix A-3.3. shows how to apply various classical methods of calculation in
accordance with the above requirements.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.4. CHECKING MEMBERS SUBJECT TO BUCKLING
In determining the new buckling safety coefficients, stated below, it was considered that flat
plates under compressive stresses equally distributed over the plate width, are exposed to a
greater danger of buckling than plates under stresses changing from compression to tension
over the plate width.
In consequence, safety against buckling was made dependent on the ratio of stresses at the
plate edges (appendix A-3.4.)
In addition it was found necessary to determine the critical buckling stress for circular cylinders
and the spacing and moment of inertia of the transverse stiffeners in order to avoid too great
divergences in the effective safety due to the use of highly divergent data in technical literature.
It shall be verified that the calculated stress is not higher than the critical buckling stress divided
by the following coefficients V :
Buckling of plane members
Buckling of curved members ;
Circular cylinders
(e.g. tubes)
Case
I
II
III
I
II
III
Buckling safety V
1,70 + 0,175 ( - 1)
1,50 + 0,125 ( - 1)
1,35 + 0,075 ( - 1)
1,70
1,50
1,35
The edge-stresses ratio varies between + 1 and - 1.
Appendix A.3.4. gives the procedure for determining the critical buckling stress.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.5. CASE OF STRUCTURES SUBJECTED TO SIGNIFICANT
DEFORMATION
In this case the stresses in the members may not be proportional to the forces which cause
them due to the deformation of the structure as a result of the application of these forces.
This is the case, for exempla, with the stresses produced in the
column of a crane (illustrated diagrammatically) where it is clear that
the moment in the column is not proportional to the forces applied
because of deformations which increase their moment arm.
In this case the calculation is made as follows :
1 - First make the checks required by clauses 3.2. - 3.3. - 3.4.
calculating the stresses resulting from the various cases of loading
and checking that there is a sufficient safety margin in relation to the
critical stresses (elastic limit, crippling, buckling). In the calculation of
the stresses account is taken of the deformation due to the loads on
the structure.
2 - A further check is also carried out by calculating the stresses resulting from the application of
the loads multiplied by the coefficient of the case of loading considered and taking into
account the deformations resulting from the application of these increased loads and checking
that the stresses thus calculated remain less than the critical stresses for the elastic limit, for
crippling and for buckling.
However, to take account of the fact that the variable loads Sv (loads due to the hoisted load
multiplied by , to the wind and to horizontal movements) are more dangerous than the
constant load due to the dead weight SG, a check can be made in practice by considering two
cases as follows :
1 - When the effects of the dead weight SG and of the variable load Sv lead to deformation in
opposite directions :
Determine the stress G resulting from the application of the dead weight SG (without
amplification) and v resulting from the variable loads SV, multiplied by the coefficient
corresponding to the case considered (clause 3.2. elastic limit, 3.3. crippling, 3.4. buckling) and
check that this stress is less than the critical value i.e. :
resulting from ( SG + . Sv ) cr
2 - when the dead weight and the variable load lead to deformations in the same direction :
determine the stress resulting from the application of the variable load multiplied by the
coefficient and of the dead weight multiplied by the coefficient :
= 1 + ( - 1 ) . r
where r = G / (G + V ) calculated in the initial stage of the deformations.
We then have :
resulting from (' . SG + . Sv ) cr
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.6. CHECKING MEMBERS SUBJECTED TO FATIGUE
Danger of fatigue occurs when a member is subjected to varying and repeated loads.
Fatigue strength is calculated by considering the following parameters :
1 - the conventional number of cycles and the stress spectrum to which the member is
subjected ;
2 - the material used and the notch effect at the point being considered ;
3 - the extreme maximum stress max which can occur in the member ;
4 - the ratio between the values of the extreme stresses.
3.6.1. CONVENTIONAL NUMBER OF CYCLES AND STRESS SPECTRUM
The number of cycles of variations of loading and the spectrum of stresses to be taken into
consideration are discussed in clause 2.1.2.2. and in clause 2.1.2.3.
These two parameters are taken into account when considering solely the group in which the
member is classified in accordance with clause 2.1.4.
3.6.2. MATERIAL USED AND NOTCH EFFECT
The fatigue strength of a member depends upon the quality of the material used and upon the
shape and the method of making the joints. The shapes of the parts joined and the means of
doing it have the effect of producing stress concentrations (or notch effects) which considerably
reduce the fatigue strength of the member.
Appendix A-3.6. gives a classification of various joints according to their degree of stress
concentration (or notch effect).
3.6.3. DETERMINATION OF THE MAXIMUM STRESS max
The maximum stress, max is the highest stress in absolute value (i.e. it may be tension or
compression) which occurs in the member in loading case I referred to in clause 2.3.1. without
the application of the amplifying coefficient C
When checking members in compression for fatigue the crippling coefficient, given in clause
3.3. should not be applied.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3.6.4. THE RATIO BETWEEN THE EXTREME STRESSES
This ratio is determined by calculating the extreme values of the stresses to which the
component is subjected under case I loadings.
The ratio may vary depending upon the operating cycles but it errs on the safe side to
determine this ratio by taking the two extreme values which can occur during possible
operations under case I loadings.
If cmax and cmin are the algebraic values of these extreme stresses, cmax being the extreme
stress having the higher absolute value, the ratio may be written :
= min / max or min / max
in the case of shear.
This ratio, which varies from + 1 to - 1, is positive if the extreme stresses are both of the same
sense (fluctuating stresses) and negative when the extreme stresses are of opposite sense
(alternating stresses).
3.6.5. CHECKING MEMBERS SUBJECTED TO FATIGUE
Using the parameters defined in clauses 3.6.1. to 3.6.4. the adequacy of the structural members
and of the joints subjected to fatigue is ensured by checking that the stress max , as defined in
clause 3.6.3. is not greater than the permissible stress for fatigue of the members under
consideration.
This permissible stress for fatigue is derived from the critical stress, defined as being the stress
which, on the basis of tests made with test pieces, corresponds to a 90 % probability of survival
to which a coefficient of safety of 4/3 is applied thus :
a for fatigue = 0,75 . c at 90 % survival.
The determination of these permissible stresses having regard to all these considerations is a
complex problem and it is generally advisable to refer to specialised books on the subject.
Appendix A-3.6. gives practical indications, based on the results of research in this field, on the
determination of permissible stresses for A.37 - A.42 and A.52 steels, according to the various
groups in which the components are classified, and the notch effects of the main types of joints
used in the manufacture of hoisting appliances.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
.APPENDIX
A - 3.2.2.2.2.3. DESIGN OF JOINTS USING HIGH STRENGTH BOLTS WITH
CONTROLLED TIGHTENING
Clause 3.2.2.2.2.3. determines the general requirements to be observed for the execution of
joints with high strength bolts.
This appendix gives some directions on the preparation of the surfaces to be joined, the friction
coefficients obtained and the tightening methods.
Coefficient of friction
The coefficient of friction used for the calculation of the force transmitted by friction depends
upon the joined material and upon the preparation of the surfaces.
A minimum preparation before jointing will consist in removing every trace of dust, rust, oil and
paint by energetic brushing with a clean metallic brush. Oil stains must be removed by flame
cleaning or by the application of suitable chemical products (carbon tetrachloride, for instance).
A more careful preparation will increase the coefficient of friction. This could be sandblasting,
shotblasting or oxy-acetylene flame cleaning clone not more than five hours before tightening ;
brushing must be alone just prior to jointing.
The coefficients of friction are given in the following table.
Table T.A.3.2.2.2.2.3.1. - Values of
Normally prepared surfaces
(degreasing and brushing)
Specially prepared surfaces
(flame-cleaned, shot or
sand-blasted)
E-24 (A.37) Fe 360
0,30
0,50
E-26 (A.42)
0,30
0,50
E-36 (A.52) Fe 510
0,30
0,55
Joined material
It is necessary to insert two washers, one under the boit head, the other under the nut. These
washers must have a 45 bevel, at least on the internal rim, and turned towards the boit head or
the nut. They must be heat-treated in order that their hardness shall be at least equal to that of
the metal constituting the boit
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Bolt tighteninq
The value of the tension induced in the bolt must reach the value determined by calculation.
This tension, resulting from tightening, can be measured by calculation of the torque to be
applied to the boit and given by the formula :
Ma = 1,10 . C . d .F
where :
Ma is the torque to be applied in Nm
d
is the nominal diameter of the bolt in mm
is the nominal tension to be induced in the bolt (kN)
is a coefficient depending on the thread form,the friction coefficient or the threads and
between the nut and the washer.
With metric-threaded bolts and washers as delivered (slightly oiled, without rust or dust) :
C = 0,18
The tensile stress in the boit must not exceed that defined under clause 3.2.2.2.2.
Value of the tensile stress area of the bolts
When determining the stress in the bolt, the tensile stress area shall be calculated by taking the
arithmetic mean of the core (minor) diameter and the effective thread diameter. These values
are given in the following table :
Nominal
diameter
( mm )
Tensile
stress area
( mm2 )
10
12
14
16
18
20
22
24
27
30
36,6
58
84,3
115
157
192
245
303
353
459
561
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Qualitv of the bolts
Bolts used for this type of joint have a high elastic limit.
The ultimate tensile strength R must be greater than the values given hereunder :
E 0,2
N/mm2
< 700
700 to 850
> 850
R
N/mm2
> 1,15 . E
> 1,12 . E
> 1,10 . E
The diameter of holes shall not exceed by more than 2 mm the diameter of the bolt.
The following table gives per bolt and per friction surface, the values of the transmissible forces
in the plane parallel to that of the joint for bolts of 1000 - 1200 N/mm2 with an elastic limit of E =
90O N/mm2 for various friction coefficients for the steels A. 37, A.42 and A. 52.
To apply these figures, the number of effective friction surfaces as indicated in the drawing
below must be determined.
1 friction surface m = 1
2 friction surfaces m = 2
3 friction surfaces m = 3
Effective friction surfaces
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.2.2.2.2.3.2.
Transmissible forces in the plane of the joint per bolt and per friction surface
Bolts of 1000/1200 N/mm2 : E = 90O N/mm2
with means of preventing stripping of the threads : a = 0,8 . E
Boltdiameter
Tensile
stress
area
mm
mm
10
Normally prepared
surfaces
Steels
A-37, A-42, A-52
= 0,30
Case
Case Case
III
II
I
kN
kN
kN
Specially prepared surfaces
Steels
A-37, A-42
= 0,50
Case
Case Case
III
II
I
kN
kN
kN
Steel
A-52
= 0,55
Case
Case
III
II
kN
kN
Clamping
force
Applied
torque
kN
Nm
58
41,7
82,7
8,3
9,4
11,4
13,9
15,7
18,9
15,2
17,2
20,8
12
84,3
60,6
144,0
12,1
13,6
16,5
20,2
22,8
27,5
22,2
25,0
30,3
14
115
82,7
229,0
16,5
18,6
22,5
27,5
31,0
37,6
30,2
34,2
41,4
16
157
113,0
358,0
22,6
25,5
30,8
37,7
42,5
51,4
41,5
46,8
56,5
18
192
138,0
492,0
27,6
31,0
37,6
46,0
51,8
62,7
50,6
57,0
69,0
20
245
176,0
697,0
35,2
39,7
48,0
58,5
66,1
80,0
64,5
72,7
88,0
22
303
218,0
950,0
43,6
49,3
59,7
72,5
82,0
99,0
80,0
90,2
109,0
24
353
254,0
1200,0
50,8
57,1
69,4
84,5
95,5
115,5
93,1
105,0
127,0
27
459
330,0
1760,0
66,0
74,2
90,0
110,0
124,0
150,0
121,0
136,0
165,0
Case
I
kN
For a bolt with an elastic limit of E the values of the forces and of the torques indicated in this
table are to be multiplied by the ratio E /9oo.
Where no special measures are taken to avoid stripping of the threads ( a = 0,7 . E ) these
values are to be divided by 1,14.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A- 3.2.2.3. - STRESSES IN WELDED JOINTS
Determining the stresses in welds is a highly complex problem primarily because of the great
number of possible configurations welded joints can assume.
For this reason it is not possible, as the master stands at present, to lay clown precise directives
in these Rules for the Design of Hoisting Appliances. Indeed, both the volume and the subject
master of rules relating to welding would be difficult to fit into the general context of the present
design rules. It was consequently decided to include only the following general indications :
1 - All methods of calculation assume of necessity a properly executed joint, i. e. a weld with
correct penetration and a good shape, so that the joint between the components to be
assembled and the weld seam is free from discontinuity or sudden change of section as well
as from craters or notches due to undercutting.
The design of the weld must be adapted to the forces to be transmitted, and specialised
literature on the subject should be consulted.
It should be noted that the strength of a welded joint is significantly improved if the surface of
the weld is finished by careful grinding.
2 - There is no need to take into consideration stress concentrations due to the design of the
joint or residual stresses.
3 - The permissible stresses in welds are those determined under clause 3.2.2.3. and the
equivalent stress cp in the case of combined stresses (tensile or compressive) and shear
stress is given by the formula :
cp = ( 2 + 2 . 2 )0,5
In cases involving dual stresses x and y and the shearing stress xy the following formula is
applied :
cp = ( x2 + y2 - x . y + 2 . xy2 )0,5
4 - In a fillet weld, the width of the section considered is the depth of the weld to the bottom of
the throat and its length is the effective length of the weld less the end craters.
The length need not be reduced if the joint closes on to itself or if special precautions are
taken to limit the effect of the craters.
Attention is drawn to the fact that it seems to be reliably established that fatigue failures in
welded joints seldom occur in the weld seam itself but usually beside it in the parent metal.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The stresses min and max for the fatigue strength calculations for the parent metal beside
the weld seam, can therefore in general be computed using the classical methods for
calculating the strength of meterials.
In order to verify the fatigue strength of the weld itself, it is generally held that it suffices to
confirm that it is capable of transmitting the same loads as the adjacent parent metal.
This rule is not obligatory however when the parts jointed are generously dimensioned in
relation to the forces actually transmitted. When this is the case it suffices to dimension the
weld seam in accordance with those forces, with the proviso that a fatigue check should then
be performed in accordance with appendix A-3.6.
Whatever the case it is emphasised that the size of a weld should invariably be in proportion
to the thickness of the assembled parts.
Special cases
In certain cases of assembly by welding, particularly when there is a transverse load (i.e.
perpendicular to the weld seam), the permissible stresses must be reduced (see clause
3.2.2.3.).
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A - 3.3. AND A - 3.4. - CHECKING STRUCTURAL MEMBERS SUBJECT TO CRIPPLING
AND BUCKLING
The aim of these two appendices is not to adopt any specific stand on the problem but merely to
give some general indications and enable reference to be made to existing works.
A number of different methods are at present in use, among which the following are cited :
1 - in Germany, DIN 4114
2 - in Belgium, regulation NBN 1
3 - in France, the CM 1966 Rules
4 - in the United Kingdom, BS 2573.
A - 3.3. - CHECKING STRUCTURAL MEMBERS SUBJECT TO CRIPPLING
While not wishing to adopt any particular standpoint on this problem, the FEM recommends the
use of a practical method in the simpler cases, consisting in amplifying the calculated stress in
the various loading cases defined in clauses 2.3.1., 2.3.2., and 2.3.3., by a crippling coefficient
dependent upon the slenderness ratio of the member, and checking that, in each of these
cases, the stress thus augmented remains less than the stresses given in table T.3.2.1.1.
The values of are given in the tables below for the following cases, as a function of the
slenderness ratio :
Table T.A.3.3.1. : rolled sections in St 37 steel (Fe 360)
Table T.A.3.3.2. : rolled sections in St 52 steel (Fe 510)
Table T.A.3.3.3. : tubes in St 37 steel (Fe 360)
Table T.A.3.3.4. : tubes in St 52 steel (Fe 510)
Determination of effective lengths for calculating the slenderness ratio
1 - In the ordinary case of bars hinged at both ends and loaded axially, the effective length is
taken as the length between points of articulation.
2 - For an axially loaded bar encastered at one end and free at the other the effective length is
taken as twice the length of the bar.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
3 - Because of the uncertainty which exist at present about the effect of fixity on bars in
compression between two connections, the effects of fixity are not taken into consideration
and the bar is designed as if it were hinged at both ends, the effective length therefore being
taken as the length between points of intersection of axes.
The case of bars subjected to compression and bending :
In the case of bars loaded eccentrically or loaded axially with a moment causing bending in the
bar :
- either check the following two formulae :
F / S + ( M f . v ) / I a
and
. F / S + 0,9 . Mf . v / I a
where :
F is the compressive load applied to the bar,
S is the section area of the bar,
Mf is the bending moment at the section considered,
v is the distance of the extreme fibre from the neutral axis,
I
is the moment of inertia ;
- or perform the precise calculation in terms of the deformations sustained by the bar under the
combined effect of bending and compression, the necessary calculation being effected either
by integration or by successive approximations.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.3.1. - Value of the coefficient in terms of the slenderness ratio
for rolled sections in St 37 steel (Fe 360)
20
1,04
1,04
1,04
1,05
1,05
1,06
1,06
1,07
1,07
1,08
30
1,08
1,09
1,09
1,10
1,10
1,11
1,11
1,12
1,13
1,13
40
1,14
1,14
1,15
1,16
1,16
1,17
1,18
1.19
1,19
1,20
50
1,21
1,22
1,23
1,23
1,24
1,25
1,26
1,27
1,28
1,29
60
1,30
1,31
1,32
1,33
1,34
1,35
1,36
1,37
1,39
1,40
70
1,41
1,42
1,44
1,45
1,46
1,48
1,49
1,50
1,52
1,53
80
1,55
1,56
1,58
1,59
1,61
1,62
1,64
1,66
1,68
1,69
90
1,71
1,73
1,74
1,76
1,78
1,80
1,82
1,84
1,86
1,88
100
1,90
1,92
1,94
1,96
1,98
2,00
2,02
2,05
2,07
2,09
110
2,11
2,14
2,16
2,18
2,21
2,23
2,27
2,31
2,35
2,39
120
2,43
2,47
2,51
2,55
2,60
2,64
2,68
2,72
2,77
2,81
130
2,85
2,90
2,94
2,99
3,03
3,08
3,12
3,17
3,22
3,26
140
3,31
3,36
3,41
3,45
3,50
3,55
3,60
3,65
3,70
3,75
150
3,80
3,85
3,90
3.95
4,00
4,06
4,11
4,16
4,22
4,27
160
4,32
4,38
4,43
4,49
4,54
4,60
4,65
4,71
4,77
4,82
170
4,88
4,94
5,00
5,05
5,11
5,17
5,23
5,29
5,35
5,41
180
5,47
5,53
5,59
5,66
5,72
5,78
5,84
5,91
5,97
6,03
190
6,10
6,16
6,23
6,29
6,36
6,42
6,49
6,55
6,62
6,69
200
6,75
6,82
6,89
6,96
7,03
7,10
7,17
7,24
7,31
7,38
210
7,45
7,52
7,59
7,66
7,73
7,81
7,88
7,95
8,03
8,10
220
8,17
8,25
8,32
8,40
8,47
8,55
8,63
8,70
8,78
8,86
230
8,93
9,01
9,09
9,17
9,25
9,33
9,41
9,49
9,57
9,65
240
9,73
9,81
9,89
9,97
10,05
10,14
10.22
10,30
10,39
10,47
250
10,55
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.3.2. - Value of the coefficient in terms of the slenderness ratio
for rolled sections in St 52 steel (Fe 510)
20
1,06
1,06`
1,07
1,07
1,08
1,08
1,09
1,09
1,10
1,11
30
1,11
1,12
1,12
1,13
1,14
1,15
1,15
1,16
1,17
1,18
40
1,19
1,19
1,20
1,21
1,22
1.23
1,24
1,25
1,26
1,27
50
1,28
1,30
1,31
1,32
1,33
1,35
1,36
1,37
1,39
1,40
60
1,41
1,43
1,44
1,46
1,48
1,49
1,51
1,53
1,54
1,56
70
1,58
1,60
1,62
1,64
1,66
1,68
1,70
1,72
1.74
1,77
80
1.79
1,81
1,83
1,86
1,88
1,91
1.93
1,95
1,98
2,01
90
2,05
2,10
2,14
2.19
2,24
2,29
2,33
2,38
2,43
2,48
100
2,53
2,58
2,64
2,69
2,74
2,79
2,85
2,90
2,95
3,01
110
3,06
3,12
3,18
3,23
3,29
3,35
3,41
3,47
3.53
3.59
120
3,65
3,71
3,77
3,83
3,89
3,96
4,02
4,09
4,15
4,22
130
4,28
4,35
4,41
4,48
4,55
4,62
4,69
4,75
4,82
4,89
140
4,96
5,04
5,11
5,18
5,25
5,33
5,40
5,47
5.55
5,62
150
5,70
5,78
5,85
5,93
6,01
6,09
6,16
6,24
6,32
6,40
160
6,48
6,57
6,65
6,73
6,81
6,90
6,98
7,06
7,15
7,21
170
7,32
7,41
7,49
7,58
7,67
7,76
7,85
7,94
8,03
8,12
180
8,21
8,30
8,39
8,48
8,58
8,67
8,76
8,86
8,95
9,05
190
200
9,14
10,13
9,24
10,23
9,34
10,34
9,44
10,44
9,53
10,54
9,63
10,65
9,73
10,75
9,83
10,85
9.93
10,96
10,03
11,06
210
11,17
11,28
11,38
11,49
11,60
11,71
11,82
11,93
12,04
12,15
220
12,26
12,37
12,48
12,60
12,71
12,82
12,94
13,05
13,17
13,28
230
13,40
13,52
13,63
13,75
13,87
13,99
14,11
14,23
14,35
14,47
240
14,59
14,71
14,83
14,96
15,08
15,20
15,33
15,45
15,58
15,71
250
15,83
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.3.3. - Value of the coefficient in terms of the slenderness ratio
for tubes in St 37 steel (Fe 360)
20
1,00
1,00
1,00
1,00
1,01
1,01
1,01
1,02
1,02
1,02
30
1,03
1,03
1,04
1,04
1,04
1,05
1,05
1,05
1,06
1,06
40
1,07
1,07
1,08
1,08
1,09
1,09
1,10
1,10
1,11
1,11
50
1,12
1,13
1,11
1,14
1,15
1,15
1,16
1,17
1,17
1,18
60
1,19
1,20
1,20
1,21
1,22
1,23
1,24
1,25
1,26
1,27
70
1,28
1,29
1,30
1,31
1,32
1,33
1,34
1,35
1,36
1,37
80
1,39
1,40
1,41
1,42
1,44
1,46
1,47
1,48
1,50
1,51
90
1,53
1,54
1,56
1,58
1,59
1,61
1,63
1,64
1,66
1,68
100
1,70
1,73
1,76
1,79
1,83
1,87
1,90
1,94
1,97
2,01
110
2,05
2,08
2,12
2,16
2,20
2,23
For > 115 take the value of in T.A.3.3.1.
Table T.A.3.3.4. - Value of the coefficient in terms of the slenderness ratio
for tubes in St 52 steel (Fe 510)
20
1,02
1,02
1,02
1,03
1,03
1,03
1,04
1,04
1,05
1,05
30
1,05
1,06
1,06
1,07
1,07
1,08
1,08
1,09
1,10
1,10
40
1,11
1,11
1,12
1,13
1,13
1,14
1,15
1,16
1,16
1,17
50
1,18
1,19
1,20
1,21
1,22
1,23
1,24
1,25
1,26
1,27
60
1,28
1,30
1,31
1,32
1,33
1,35
1,36
1,38
1,39
1,41
70
1,42
1,44
1,46
1,47
1,49
1,51
1,53
1,55
1,57
1,59
80
1,62
1,66
1,71
1,75
1,79
1,83
1,88
1,92
1,97
2,01
90
2,05
For > 90 take the value of in T.A.3.3.2.
Note : The values of in table T.A.3.3.3. and T.A.3.3.4. are valid for calculating the case of an
axially loaded bar consisting of a single tube whose diameter is equal to at least six times its
thickness.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A - 3.4. - CHECKING STRUCTURAL MEMBERS SUBJECT TO BUCKLING
From the theoretical standpoint, the critical buckling stress vcr is regarded as a multiple of the
EULER Stress given by the formula :
ER = 2 . E . ( e / b )2 / [ 12 . ( 1 - 2 ) ]
representing the critical buckling stress for a strip of thickness e, having a width equal to b, this
being the plate dimension measured in the direction perpendicular to the compression forces
(see sketch below).
In this formula, E is the modulus of elasticity and Poisson's Ratio.
For normal steels in which E = 210 000N/mm2 and = 0,3, the EULER Stress becomes :
ER = 189 800 . ( e / b )2
The critical buckling stress vcr must be a multiple of this value, whence :
vcr = . ER
in the case of compression.
In the case of shear the critical stress is :
vcr = . ER
The coefficients and , known as the buckling coefficients, depend on :
- the ratio = a / b of the two sides of the plate
- the manner in which the plate is supported along the edges
- the type of loading sustained by the plate in its own plane
- any reinforcement of the plate by stiffeners.
Value of coefficients and
Without wishing to enter into the details of this problem, which is the subject of specialised
works and of particular standards, we give hereafter values of and for a few simple cases
(see table T.A.3.4.1.).
For more complex cases, reference should be made to specialised literature.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Combined compression and shear
Taking and to be calculated stresses in compression and in shear the critical comparison
stress vcr.c is determined from the expression :
vcr.c = (2 + 3 2 )0,5 /
{ { [ ( 1 + ) / 4 ] . ( /
cr
) + { [ 0,25 . ( 3 - ) . / vcr ]2 . [ / vcr ]2 }0,5
being defined in the table T.A.3.4.1.
Important note : It is essential to note that the formulae above giving the critical stresses vcr
and vcr.c apply only when the values determined thus are below the limit of proportionality (i.e.
190 N/mm2 for A.37 steel, 290 N/mm2 for A.52 steel).
Similarly, the formula giving vcr applies only when the value 30,5 . vcr is below the limit of
proportionality.
Whenever the formulae give values above these limits, it is necessary to adopt a limiting critical
value, obtained by multiplying the calculated critical value by the coefficient given in the table
T.A.3.4.2., which also indicates the reduced values corresponding to various calculated values
of vcr and vcr .
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.4.1.
Value of the buckling coefficients and for plates supported at their four edges
No.
1
=a/b
1
CASE
Simple uniform compression
Non-uniform compression
Pure bending = - 1 or bending
with tension preponderant
Bending with compression
preponderant - 1 < < 0
Pure shear
= 4
or
= ( + 1 / )2
= 8,4 / ( + 1,1 )
= 2,1 . ( + 1 / )2 / ( + 1,1 )
2/3
= 23,9
2/3
= 15,87 + 1,87 / 2 + 8,6 2
= ( 1 + ) . - . + 10 . . ( 1 + )
where :
= value of for = 0 in case n 2
= value of for pure bending (case n. 3)
1
= 5,34 + 4 / 2
= 4 + 5,34 / 2
Table T.A.3.4.2. - Values of and the reduced critical stresses vcr , vcr.c and vcr
(N/mm2)
vcr
vcr
vcr
vcr
v
v
v
or
or
or
or
cr
cr
cr
vcr
v
v
v
v
cr.c
cr.c
cr.c
cr.c
calculated
190
200
210
220
230
240
250
260
280
300
340
calculated
reduced
Steel St 37 (Fe 360)
110
1,00
190
116
0,97
194
121
0,94
197
127
0,91
200
133
0,88
202
139
0,85
204
145
0,82
206
150
0,80
208
162
0,76
212
173
0,72
215
197
0,65
221
reduced
110
113
114
116
117
118
119
120
122
124
128
calculated
290
300
310
320
330
340
350
360
380
400
440
calculated
reduced
Steel St 52 (Fe 510)
168
1,00
290
173
0,98
294
179
0,96
297
185
0,94
300
191
0,92
303
196
0,90
306
202
0,88
308
208
0,86
309
220
0,82
312
231
0,79
316
254
0,73
322
reduced
168
169
172
174
175
176
177
178
180
182
185
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Determination of permissible buckling stresses
After the critical buckling stresses have been determined as indicated above, the permissible
stress is obtained by dividing the critical stress by the coefficient V determined in clause 3.4.
The calculations are then performed as follows :
The stresses are determined for each case of loading, in accordance with clause 3.4., after
which a check is made to ensure that these calculated stresses do not exceed the permissible
stresses determined as indicated above.
Note : In the case of combined compression and shear, the critical comparison stress vcr.c must
be compared with the comparison stress calculated from the formula in clause 3.2.1.3. :
cp = ( 2 + 3 . 2 )0,5
Example of checking for buckling
Take the case of a plate girder in St 37 steel, having a span of 10 m, a depth of 1,50 m, a web
thickness of 0,010 m, a uniformly distributed load of 162 kN/m and stiffeners 1,25 m apart.
Reactions on supports : A = B = 810 kN
Moment of inertia of the beam = 1 419 000 cm4
Checking at section MN, located 0,625 m from A
Bending moment at MN :
Mf = 810 x 0 625 - ( 162 x 0,6252 ) / 2 = 474,7 kNm
Upper stress (compression) :
1 = - ( 474,7 x 106 x 0,84 x 103 ) / ( 1 419 000 . 104 ) = - 28 N/mm2
Lower stress (tension) :
2 = ( 474,7 x 106 x 0,66 x 103 ) / ( 1 419 000 . 104 ) = 22 N/mm2
These stresses are calculated at the upper and longer edges of the web.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
shear stress :
( 810 . 103 - 162 . 0,625 . 103 ) / ( 10 . 1500 ) = 47 N/mm2
Bending (case 4 - compression preponderant) :
= 0,22 / -0,28 = -0,79
= 1,25 / 1,50 = 0,83 (< 1 )
giving
= ( 1 + ) . - . + 10 . . ( 1 + )
in which
= ( + 1 / )2 . 2,1 / ( 0 + 1,1 ) = ( 0,83+ 1 / 0,83 )2 . 2,1 / 1,1 = 7,90
and
= 23,9
whence
= ( 1- 0,79 ) . 7,90 + 0.79 . 23,9 - 10 . 0,79 . ( 1 - 0,79 ) = 18,88
The Euler Stress :
E R = 189 800 . ( e / b )2 = 189 800 ( 10 / 1500 )2 = 8,4 N/mm2
giving a critical buckling stress :
vcr = . ER = 18,88 . 8,4 = 158,6 N/mm2
Shear :
= 4 + 5,34 / 2 = 4 + 5,34 / 0,832 = 11,75
and
vcr = . E R = 11,75 . 8,4 = 99 N/mm2
The critical comparison stress then becomes : vcr.c =
( 282 + 3 . 472 )0,5
________________________________________________________________________________________________________________
2
2 0,5
{ [ ( 1 - 0,79 ) / 4 ] . ( 28 / 158,5 ) + { [ 0,25 . ( 3 + 0,79 ) . 28 / 158,5 ] . [ 47 / 99 ] }
vcr.c = 168 N/mm2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Conclusion :
The comparison stress in the case of tension (or compression) combined with shear is given in
clause 3.2.1.3.
( 2 + 3 2 )0,5 = 86 N/mm2.
This value is smaller than the critical buckling stress given in 3.4. (with V = 1,4)
168 / 1,4 = 120 N/mm2 for loading case I.
The permissible buckling stress is therefore not exceeded in loading case I.
Naturally, a check must also be made to ensure that the permissible buckling stresses are not
exceeded in loading cases II and III.
Checking of buckling for circular cylinders :
Thin wall circular cylinders such as, for exempla, large tubes, which are subject to central or
eccentric axial compression have to be checked for local buckling if :
t / r 25 . E / E
where :
t = thickness of the wall ;
r = radius from the middle of the wall thickness ;
E = elastic limit of the steel type, as in table T. 3.2.1.1.
E = modulus of elasticity, see A-3.4.
The ideal buckling stress vi can be determined from :
vi = 0,2 E . t / r
In all cases where vi is situated above the limit of proportionality of the structural steel, the ideal
buckling stress vi has to be reduced to v by means of the factor .
At a maximum spacing of 10 . r, transverse stiffeners have to be provided whose moment of
inertia has to be at least :
I = 0,5 . r . t3 / ( r / t )0,5
The moment of inertia is calculated from the following formulae :
1 - Central disposition of the stiffener F (centre of gravity of the stiffener section in the median
plane of the wall thickness).
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2 - Eccentric disposition of the stiffener F (centre of gravity of the stiffener section F2 outside the
median plane of the wall 1). .
I = I1 + I2 + F1 . e12 + F2 . e22
It is accepted that this calculation of vi and v respectively takes account of geometrical
divergences between the real and the ideal cylinder surfaces due to local construction defects
up to a dimension of t / 2.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A - 3.6. - CHECKING STRUCTURAL MEMBERS SUBJECT TO FATIGUE
It must be remembered that fatigue is one of the causes of failure envisaged in clause 3.6. and
therefore checking for fatigue is additional to checking in relation to the elastic limit of
permissible crippling or buckling.
If the permissible stresses for fatigue, as determined thereunder, are higher than those allowed
for other conditions then this merely indicates that the dimensions of the components are not
determined by considerations of fatigue.
Clause 3.6. enumerates the parameters which must be considered when checking structural
components for fatigue.
The purpose of this appendix is firstly to classify the various joints according to their notch
effect, as defined in clause 3.6.2. and, then, to determine for these various notch effects and for
each classification group of the component as defined in clause 2.1.4. the permissible stresses
for fatigue as a function of the coefficient defined in clause 3.6.4.
These permissible fatigue stresses were determined as a result of tests carried out by the
F.E.M. on test pieces having different notch effects and submitted to various loading spectre.
They were determined on the basis of the stress values which, in the tests, assured 90 %
survival including a factor of safety of 4/3.
In practice, a structure consists of members which are welded, riveted or bolted together and
experience shows that the behaviour of a member differs greatly from one point to another ; the
immediate proximity of a joint invariably constitutes a weakness that will be vulnerable to a
varying extent according to the method of assembly used.
An examination is therefore made in the first sections, of the effect of fatigue on structural
members both away from any joint and in immediate proximity to the usual types of joint.
The second section examines the resistance to fatigue of the means of assembly themselves,
i.e. weld seams, rivets and bolts.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
1 - VERIFICATION OF STRUCTURAL MEMBERS
The starting point is the fatigue strength of the continuous metal away from any joint and, in
general, away from any point at which a stress concentration, and hence a lessening of the
fatigue strength, may occur.
In order to make allowance for the reduction in strength near joints, as a result of the presence
of holes or welds producing changes of section, the notch effects in the vicinity of these joints,
which characterize the effects of the stress concentrations caused by the presence of
discontinuities in the metal, are examined.
These notch effects bring about a reduction of the permissible stresses, the extent of which
depends upon the type of discontinuity encountered, i.e. upon the method of assembly used.
In order to classify the importance of these notch effects, the various forms of joint construction
are divided into categories as follows :
Unwelded parts
These members present three cases of construction.
Case WO concerns the material itself without notch effect.
Cases W1 and W2 concern perforated members (see table T.A.3.6.(1))
Welded parts
These joints are arranged in order of the severity of the notch effect increasing from K0 to K4,
corresponding to structural parts located close to the weld fillets.
The table T.A.3.6. (1) gives some indications as to the quality of the welding and a classification
of the welding and of the various joints that are most often used in the construction of lifting
appliances.
Determination of the permissible stresses for fatigue
Tensile and compressive loads
The basis values which have been used to determine the permissible stresses in tension and
compression are those resulting from the application of a constant alternating stress
W ( = - 1 ) giving a survival rate of 90 % in the tests, to which a factor of safety of 4/3 has
been applied.
To take account of the number of cycles and of the stress spectrum, the W values have been
set for each classification group of the member the latter taking account of these two
parameters.
For unwelded parts, the values W are identical for steel St 37, and St 44.
They are higher for St 52.
For welded parts, the W values are identical for the three types of steel.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.6.1.
Values of W depending on the component group and construction case (N/mm2)
Component
group
E1
Welded components
Unwelded components
Construction cases
Construction cases
(Steels St 37 to St 52, Fe 360 to Fe 510)
W0
W1
W2
Fe 360
Fe 360
Fe 360
K1
K2
K3
K4
St 37
St 52
St 37
St 52
St 37
St 52
K0
St 44 Fe 510 St 44 Fe 510 St 44 Fe 510
249,1 298,0 211,7 253,3 174,4 208,6 (361,9) (323,1) (271,4) 193,9 116,3
E2
224,4
261,7
190,7
222,4
157,1
183,2
(293,8)
262,3
220,3
157,4
94,4
E3
202,2
229,8
171,8
195,3
141,5
160,8
238,4
212,9
178,8
127,7
76,6
E4
182,1
201,8
154,8
171,5
127,5
141,2
193,5
172,8
145,1
103,7
62,2
E5
164,1
177,2
139,5
150,6
114,9
124,0
157,1
140,3
117,8
84,2
50,5
E6
147,8
155,6
125,7
132,3
103,5
108,9
127,5
113,8
95,6
68,3
41,0
E7
133,2
136,6
113,2
116,2
93,2
95,7
103,5
92,4
77,6
55,4
33,3
E8
120,0
120,0
102,0
102,0
84,0
84,0
84,0
75,0
63,0
45,0
27,0
The values in brackets are greater than 0,75 times the breaking stress and are only theoretical
values (see note 2 at the end of this clause).
The following formulae give for all values of the permissible stresses for fatigue
a) 0
- for tension :
- for compression :
t = 5 . w / ( 3 - 2 . )
(1)
c = 2 . w / ( 1 - )
(2)
w is given in table above.
b)
>o
- for tension
- for compression
t = O / [ 1 - . (1 - O / +1 ) ]
(3)
c = 1,2 . t
(4)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
where O = tensile stress for = 0 is given by the formula (1) that is :
O = 1,66 . w
+1 = tensile stress for = + 1 that is the ultimate strength R divided by the coefficient of safety
4/3 :
+1 = 0,75 . R
t is limited in every case to 0,75 . R .
By way of illustration, fig. A.3.6.1. shows curves giving the permissible stress as a function of
the ratio for the following cases :
- steel A.52 ;
- predominant tensile stress ;
- group E6 ;
- construction cases W0, W1, W2 for unwelded components and cases of construction for
joints K0 to K4.
The permissible stresses have been limited to 240 N/mm2, i.e. to the permissible stress adopted
for checking for ultimate strength.
[permissible stress)
Ratio between the extreme stresses
Figure A.3.6.1. - (A 52; tension; group E6)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Shear stresses in the material of structural parts
For each of the group from E1 to E8 the permissible fatigue stress in tension of the case wO
divided by 30,5 is taken :
a = t of case wO / 30,5
Combined loads in tension (or compression) and shear
In this case the permissible stresses for fatigue for each normal load in tension (or
compression) xa and ya and shear xya are determined by assuming that each acts separately
taking respectively the following values of in accordance with clause 3.6.4. :
x = x min / x max
y = y min / y max
xy = xy min / xy max
Then the following three conditions are checked :
x max < xa
y max < ya
xy max < xya
None of the calculated sheares should exceed the permissible value of a in case I loading (see
table T.3.2.1.1.).
a) If any one stress is markedly greater than the other two in any given case of loading, it will
suffice to check the member for fatigue under the corresponding load, neglecting the effect of
the other two.
b) In the other cases, in addition to checking for each loading assumed to act alone, it is
recommended that the following relationship be checked :
2
(x max / xa )2 + (y max / ya )2 - x max . y max / ( | xa | . | ya | ) + ( xy max / xya )2 1
(5)
where the stress values xa, ya and xya are those resulting from the application of formulae (1),
(2), (3) and (4) limited to 0,75 . R.
As this inequality constitutes a severe requirement, values slightly higher than 1 are acceptable, but in
this case it is necessary to check the relation :
[ (x max / xa )2 + (y max / ya )2 - x max . y max / ( | xa | . | ya | ) + ( xy max / xya )2 ]0,5 1,05
It should also be noted that the values | xa | and | ya | in the denominator for the third term should be
taken as absolute values, x max and y max being assigned their algebraic values.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In applying this formula, reference should be made to the directions given in clause 3.2.1.3. In
other words :
- either perform the check by combining the maximum values x max , y max and xy max and
comparing with the permissible stresses xa, ya and xya computed on the basis of the most
unfavourable values of .
- or seek the most unfavourable combination actually possible by making the check with the
following values :
a) x max and x min with the corresponding values of y, xy, y and xy
b) y max and y min with the corresponding values of x, xy, x and xy
c) xy max and xy min with the corresponding values of x, y, x and y
In this connection, see note in clause 3.2.1.3.
In order to facilitate the calculations, table T.A.3.6.2. gives the permissible values of :
xy max / xya as a function of x max / xa and of y max / ya
In this table, the values of x max / xa are given in the left hand column with the following
convention : the ratio is considered to be positive if x max and y max have the same sign,
and negative otherwise.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.6.2. - Values of xy max / xya in terms of x max / xa and y max / ya
x max
________
y max / ya
xa
+ 1,0
0,9
0,300
+ 0,9
0,300
0,436
0,520
0,575
0,608
0,625
0,625
0,608
0,575
0,520
0,436
+ 0,8
0,400
0,520
0,600
0,656
0,693
0,714
0,721
0,714
0,693
0,656
0,600
+ 0,7
0,458
0,575
0,656
0,714
0,755
0,781
0,794
0,781
0,781
0,755
0,714
+ 0,6
0,490
0,608
0,693
0,755
0,800
0,831
0,849
0,854
0,849
0,831
0,800
+ O,5
0,500
0,625
0,714
0,781
0,831
0,866
0,889
0,900
0,900
0,889
0,866
+ 0,4
0,490
0,625
0,721
0,794
0,849
0,889
0,917
0,933
0,938
0,933
0,917
+ 0,3
0,458
C,608
0,714
0,794
0,854
0,900
0,933
0,954
0,964
0,964
0,954
+ 0,2
0,400
0,575
0,693
0,781
0,849
0,900
0,938
0,964
0,980
0,985
0,980
+ 0,1
0,300
0,520
0,656
0,755
0,831
0,889
0,933
0,964
0,985
0,995
0,995
0,436
0,600
0,714
0,800
0,866
0,916
0,9S4
0,980
0,99S
1,000
0,300
0,520
0,656
0,755
0,831
0,889
0,933
0,964
0,98S
0,995
- 0,2
0,400
0,575
0,693
0,781
0,849
0,900
0,938
0,964
0,980
- 0,3-
0,173
0,458
0,608
0,714
0,794
0,854
0,900
0,933
0,954
0,265
0,490
0,625
0,721
0,781
0,849
0,889
0,917
0,300
0,500
0,625
0,714
0,781
0,831
0,866
0,300
0,490
0,608
0,693
0,755
0,800
0,265
0,458
0,575
0,656
0,714
0,173
0,400
0,520
0,600
0,300
0,436
0
- 0,1
- 0,4
- 0,5
- 0,6
- 0,7
- 0,8
- 0,9
1,0
0,8
0,400
0,7
0,458
0,6
0,490
0,5
0,500
0,4
0,490
0,3
0,458
0,2
0,400
0,1
0,300
- 1,0
If x max and y max are of opposite sign (tension or compression) read the values of
xy max / xya starting from the negative values of x max / xa
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
General notes
Note 1 - In applying the above considerations, it is essential to take into account the secondary
bending effects which a particular method of assembly may cause in the members of the
structure.
Note 2 - If reference is made to the table of values of w it can be seen that in group E1 and E2
much higher stresses than those usually permitted in structures are quoted. These values are in
fact only theoretical values obtained by extrapolation of the test results on higher group (E3 to
E8) with medium or severe notch cases (K2, K3 and K4). Therefore there is no need to attach
any material significance to these values in brackets, consideration of which could in some
cases lead to the conclusion that an assembly of type K0 or K1 could resist fatigue better than
the unwelded metal (case WO). This apparent anomaly illustrates the well known fact that it is
not always necessary to carry out fatigue checks for the longer group with slight or moderate
notch cases.
With respect to the calculations it must be remembered that these theoretical w values are
used only to determine the permissible fatigue stresses xa , ya and xya for use in formula (5)
which covers the case of combined loads.
Examples of calculations are given at the end of the Appendix.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2 - VERIFICATION OF THE JOINING MEANS (welds, bolts, rivets)
Welds
a) Tensile and compressive loads in the welds :
Welds subjected to fatigue under tensile and compressive loads are checked using the same
permissible stresses as those of the metal joined.
Note - The limit indicated under 3.2.2.3. for certain particular cases of transverse tension and
compression in weld seams must be observed.
Appendix A-3.2.2.3. gives, in addition, some indications for the determination of the stresses
in the weld seams.
b) Shear loads in the welds :
The permissible shear fatigue stresses in the welds are determined by dividing the
permissible stresses in tension for case K0 by 20,5
c) Combined loads :
The method set out above for structural members is used when considering the effect of
fatigue in weld seams subjected to variable combined loads.
Bolts and rivets
a) Tensile loads :
Fatigue due to variable tensile loads in bolts and rivets need not be considered.
In this connection, it should be noted that bolts and, even more important, rivets working in
tension should be avoided as far as possible.
b) Shear loads and bearing pressure :
Single and multiple shear loads as defined under 3.2.2.1.1. must be distinguished.
The permissible shear stresses for fatigue for bolts and rivets are fixed by multiplying the
permissible stresses in tension for case W2 by :
0,6 for single shear
0,8 for multiple shear
The permissible bearing pressure values are obtained by multiplying the permissible shear
values in the bolts and rivets by 2,5.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.A.3.6.(1) - Classification of cases of construction for joints
Joints may be riveted, bolted or welded.
The types of weld most commonly used for hoisting appliances are butt welds, double bevel butt
welds (K welds) and fillet welds, of ordinary quality (O.Q.) or special quality (S.Q.) as specified
below.
Weld testing is also stipulated for certain types of joint.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A - Weld qualities
Type of weld
Weld
quality
Special
quality
(S.Q.)
Full depth
butt weld
Execution of weld
Root of weld scraped
(or trimmed) before
making sealing run.
No end craters.
Weld ground flush
with plate parallel to
direction of forces
Ordinary Root of weld scraped
quality (or trimmed) before
(O.Q.) making sealing run.
No end craters
K-weld in
angle formed
by two parts
with bevel on
one of the
parts to be
joined at
location of
seam
Fillet welds
in the angle
formed by
two parts
Root of weld scraped
(or trimmed) before
making weld on other
Special side. Weld edges
quality without undercutting
(S.Q.) and ground if
necessary.
Full penetration welds
Width clear of weld
penetration between
Ordinary the two welds < 3 mm
quality
(O.Q.)
Special
quality
(S.Q.)
Welded edges
without undercutting
and ground if
necessary
Symbol
Weld testing
Check (e.g. with Xrays)
over 100 % of seam
length
If the calculated
stress > 80 % times
the permissible stress
Otherwise random
check over at least
10 % of seam length
Check that for tensile
loads the plate
perpendicular to the
direction of the forces
is free from lamination.
Check that for tensile
loads the plate
perpendicular to the
direction of the forces
is free from lamination
Symbol
P 100
P 100
P 10
Ordinary
quality
(O.Q.)
Table T.A.3.6.(1) (continued)
B - Cases of construction for joints
In the tables below the various cases of means of assembly are classified in terms of the
magnitude of the notch effect they produce.
It is forecasted that the symbol shall be adapted to the ISO standard 2553 at the next edition
of the Design Rules, when the addition of this standard will be definitively adopted.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
It should be noted that, with a given weld, the notch effect differs according to the type of
loading to which the joint is-subjected.
For exempla, a fillet welded joint is classified under case K0 for longitudinal tension or
compression loads (0,31) or longitudinal shear (0,51), and under cases K3 or K4 for transverse
tension or compression loads (3,2 or 4,4).
1 - Non welded parts
Reference
WO
Case WO
Description
Parent metal, homogeneous surface.
Part without joints or breaks in continuity
(solid bars) and without notch effects
unless the latter can be calculated.
Figure
Symbol
Figure
Symbol
Case W1
Reference
W1
Reference
W2.1
W2.2
W2.3
Description
Parts drilled. Parts drilled for riveting or
bolting with rivets and bolts loaded up
to 20 % of permissible values. Parts
drilled for joints using high strength
bolts (C1 3.2.2.2.2.3.) loaded up to 100
% of permissible values(C1 3.2.2.2.2.2.)
Case W2
Description
Parts drilled for riveting or bolting in
which the rivets or bolts are loaded in
multiple shear
Parts drilled for riveting or bolting, in
which the rivets or bolts are loaded
in single shear (allowing for eccentric
loads), the parts being unsupported
Parts drilled for assembling by means
of rivets or bolts loaded in single shear,
the parts being supported or guided
Figure
Symbol
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2 - welded parts
Case K0 - Slight stress concentration
Reference
0,1
0,11
0,12
0,13
0,3
0,31
0,32
0,33
Description
Parts butt-welded (S.Q.) at right
angles to direction of forces
Parts of different thickness buttwelded (S.Q.) at right angles to
direction of forces.
Asymmetrical slope : 1/4 to 1/5;
Symmetrical slope : 1/3
Butt weld (S.Q.) in transverse joint of
web plate
Gusset secured by butt-welding (S.Q.)
at right angles to the direction of the
forces
Parts joined by butt-welding (O.Q.)
parallel to the direction of the forces
Figure
Symbol
P 100
P 100
P 100
P 100
P 100
or P10
Parts joined by fillet welds (O.Q.)
parallel to the direction of the forces
(longitudinal to the joined parts)
Butt weld (O.Q.) between section
forming flange and web of a beam
K- or fillet weld (O.Q.) between flange
and web of a beam calculated for the
equivalent stress for combined forces
(C1 3.2.1.3.)
P 100
or P 10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K0 - Slight stress concentration (continued)
Reference
0,5
0,51
Description
Figure
Butt weld (O.Q.) in the case of
longitudinal shear
Symbol
P 100
or P10
K-weld (O.Q.) or fillet weld (O.Q.) in
the case of longitudinal shear
Case K1 - Moderate stress concentration
Reference
Description
Figure
Symbol
1,1
Parts joined by butt welding (O.Q.) at
right angles to the direction of the
forces
P 100
or P10
1,11
Parts of different thickness butt
welded (O.Q.) at right angles to the
direction of the forces. Asymmetrical
slope : 1 in 4 to 1 in 5 (or symmetrical
slopes : 1 in 3)
P 100
or P10
1,12
1,13
1,2
Butt weld (O.Q.) executed for
transverse joint of web plate
Gusset joined by butt welding (O.Q.)
at right angles to the direction of the
forces
Continuous main member to which are
joined by continuous K-welds (S.Q.)
parts at right angles to the direction of
forces
P 100
or P10
P 100
or P10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K1 - Moderate stress concentration (continued)
Reference
1,21
1,3
1,31
Description
Web plate to which stiffeners are
joined at right angles to the direction
of the forces by means of fillet welds
(S.Q.) which extend round the corners
of the web stiffeners
Parts joined by butt welding parallel to
the direction of the forces (without
checking the welding)
Figure
Symbol
K-weld (S.Q.) between curved flange
and web
Case K2 - Medium stress concentration
Reference
2,1
Description
Parts of different thickness butt
welded (O.Q.) at right angles to the
direction of the forces. Asymmetrical
slope : 1 in 3 (or symmetrical slopes :
1 in 2)
Figure
Symbol
2,11
Sections joined by butt welds (S.Q.) at
right angles to the direction of the
forces
2,12
Section joined to a gusset by a butt
weld (S.Q.) at right angles to the
direction of the forces
P100
2,13
Butt weld (S.Q.) at right angles to the
direction of the forces, made at
intersection of flats, with welded
auxiliary gussets. The ends of the
welds are ground, avoiding notches
P100
P 100
or P10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K2 - Medium stress concentration (continued)
Reference
2,2
2,21
2,22
2,3
2,31
2,33
2,34
Description
Continuous main member to which
transverse diaphragm, web stiffeners,
rings or hubs are fillet welded (S.Q.) at
right angles to the direction of the
forces
Web in which fillet welds (S.Q.) are
used to secure transverse web
stiffeners with cut corners, the welds
not extending round the corners
Transverse diaphragm secured by
fillet welds (S.Q.) with cut corners, in
which the welds do not extend round
the corners
Continuous main member to the
edges of which are butt welded (S.Q.)
parts parallel to the direction of the
forces. These parts terminal in bevels
or radii. The ends of the welds are
ground avoiding notches
Continuous main member to which are
welded parts parallel to the direction of
the forces. These parts terminal in
bevels or radii. Valid where the ends
of the welds are K-welds (S.Q.) over a
length equal to ten times the thickness
provided that the ends of the welds
are ground avoiding notches
Continuous member to which a flat (1
in 3 bevel) is joined by a fillet weld
(S.Q.), the fillet weld being executed in
the X area, with a = 0,5 e
K-weld (O.Q.) made between curved
flange and web
Figure
Symbol
P100
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K2 - Medium stress concentration (continued)
Reference
2,4
2,41
2,5
Description
Figure
Cruciform joint made with K-welds
(S.Q.) perpendicular to the direction of
the forces
Symbol
D
K-weld (S.Q.) between flange and web
in the case of load concentrated in the
plane of the web at right angles to the
weld
K-weld (S.Q.) joining parts stressed in
bending or shear
Case K3 - Severe stress concentration
Reference
3,1
3,11
3,12
3,13
Description
Parts of different thickness connected
by butt welds (O.Q.) at right angles to
the direction of the forces. 1 in 2
asymmetrical slope, or symmetrical
position without blend slope
Butt weld with backing strip and no
backing run. Backing strip secured by
intermittent tack welds
Tubes joined by butt welds whose root
is supported by a backing piece and
not covered by a backing run
Butt weld (O.Q.) at right angles to the
direction of the forces at the
intersection of flats with welded
auxiliary gussets. The ends of the
welds are ground, avoiding notches
Figure
Symbol
P 100
or P10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K3 - Severe stress concentration (continued)
Reference
3,2
3,21
3,3
3,31
3,32
3,33
Description
Continuous main member to which
parts are fillet welded (O.Q.) at right
angles to the direction of the forces.
These parts take only a small portion
of the loads transmitted by the main
member
Web and stiffener or transverse
diaphragm secured by uninterrupted
fillet weld (O.Q.)
Continuous member to the edges of
which are butt welded (O.Q.) parts
parallel to the direction of the forces.
These parts terminal in bevels and
ends of the welds are ground avoiding
notches
Continuous member to which are
welded parts parallel to the direction of
the forces. These parts terminal in
bevels or radii. Valid where the ends
of the welds are fillet welds (S.Q.) over
a length equal to 10 times the
thickness, provided that the ends of
the welds are ground, avoiding
notches
Continuous member through which
extends a plate, terminating in bevels
or radii parallel to the direction of the
forces, secured by K-weld (O.Q.) over
a length equal to 10 times the
thickness
Continuous member to which is
welded a flat parallel to the direction of
the forces, by means of fillet weld
(S.Q.) in the indicated area when
e1 < 1,5 . e2
Figure
Symbol
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K3 - Severe stress concentration (continued)
Reference
3,34
3,35
3,36
3,4
3,41
Description
Members at the extremity of which
connecting gussets are secured by a
fillet weld (S.Q.) when e1 e2 In case
of unilateral gusset allow for eccentric
load
Continuous member to which
stiffeners parallel to the direction of
the forces are welded. The ends of the
welds are fillet welds (S.Q.) over a
length equal to ten times the thickness
and are ground avoiding notches
Continuous member to which
stiffeners parallel to the direction of
the forces are secured by fillet welds
(O.Q.) which are intermittent or made
between indentations
Cruciform joint made with K-weld
(O.Q.) at right angles to the direction
of the forces
Figure
Symbol
K-weld (O.Q.) between flange and
web in case of concentrated load in
the plane of the web at right angles to
the weld
D
3,5
K-weld (O.Q.) joining parts stressed in
bending and shear
3,7
Continuous member to which sections
or tubes are fillet welded (S.Q.)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K4 - Very severe stress concentration
Reference
4,1
4,11
4,12
4,3
4,31
4,32
4,33
Description
Parts of different thickness butt
welded (O.Q.) at right angles to the
direction of the forces. Asymmetrical
position without blend slope
Butt welds (O.Q.) at right angles to the
direction of the forces, at the
intersection of flats (no auxiliary
gussets)
Single bevel weld at right angles to the
direction of the forces, between
intersecting parts (cruciform joint)
Continuous member to the sides of
which are welded parts ending at right
angles, parallel to the direction of the
forces
Continuous member to which parts,
ending at right angles, parallel to the
direction of the forces, and receiving a
large proportion of the loads
transmitted by the main member, are
secured by fillet weld (O.Q.)
Continuous member through which
extends a plate ending at right angles
and secured by fillet welding (O.Q.)
Continuous member on which a flat is
secured by means of a fillet weld
(O.Q.) parallel to the direction of the
forces
Figure
Symbol
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Case K4 - Very severe stress concentration (continued)
Reference
4,34
Description
Joint plate secured by (O.Q.) fillet
welds (e1 = e2). In case of unilateral
joint plate allow for eccentric loads
4,35
Parts welded one on the other
secured by fillet welds (O.Q.) in a slot
or in holes
4,36
Continuous members between which
connecting gussets are secured by
fillet welds (O.Q.) or butt welds (O.Q.)
Figure
Symbol
D
4,4
4,41
4,5
4,7
Cruciform joint made with fillet weld
(O.Q.) at right angles to the direction
of the forces
Fillet weld (O.Q.) between flange and
web in the case of concentrated load
in the plane of the web at right angles
to the weld
Fillet welds (O.Q.) joining parts
stressed in bending and shear Continuous member to which sections
or tubes are connected by fillet welds
(O.Q.)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
EXAMPLES OF CALCULATING CHECKS
EXAMPLES OF FATIGUE CHECKS
FOR A WELDED WEB TO FLANGE JOINT STEEL St 37
TOP FLANGE OF GIRDER OF AN OVERHEAD TRAVELLING CRANE ON WHICH A CRAB
RUNS
(Combined check for fatigue and elastic limit)
The results of stress calculations in the top fringe of the girder are as follows :
Longitudinal compression :
x max = - 140 N/mm2
x min = - 28 N/mm2
from which = 0,2
Lateral compression when the crab wheel passes :
y max = - 100 N/mm2
y min = 0 from
which = 0
Shear : changing sign when passing from one side to the other of the section:
xy max = 40 N/mm2
from which = -1
Equivalent stress :
[ ( -140 )2 + ( -100 )2 - 140 . 100 + 3 . 402 ]0,5 = 144 < 160 N/mm2 ( a )
acceptable (See clause 3.2.1.3.).
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
CHECKING FOR FATIGUE AND ELASTIC LIMIT
FIRST EXAMPLE - COMPONENT IN GROUP E4 WITH FILLET WELD (O Q )
1 - CHECKING MATERIAL ADJACENT TO THE WELDING
a) Longitudinal compression : case K0 (reference 0,31)
Checking for elastic limit :
a
x max
= 160
= - 140
N/mm2
N/mm2
(table T.3.2.1.1.)
= 193,5
N/mm2
(table T.A.3.6.1.)
a = 5 / 3 . w
= 322,5
N/mm2
+1 = 0,75 . R
= 270
N/mm2
t is limited to
270
N/mm2
c = - 1,2 . t
= - 324
N/mm2
xa
= - 324
N/mm2
from which
| x max l < a
Checking for fatigue :
l x max l < l xa l
b) Lateral compression : case K4 (reference 4,41)
Checking for elastic limit :
a
= 160
N/mm2
y max
= - 100
N/mm2
| y max | < a
(table T. 3.2.1.1.)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Checking for fatigue :
w
62,2
N/mm2
a = 5 / 3 . w
= 103,7
N/mm2
t = 0
= 107,7
N/mm2
c = 1,2 . t
= 124,4
N/mm2
ya
= - 124,4
N/mm2
l y max l
<
l ya |
xya = 160 / 30,5
92,4
xy max
= + 40
xy max
< a
(table T.A.3.6.1.)
(formula (3))
c) Shear in the material
Checking for elastic limit :
N/mm2
(table T. 3.2.1.1.)
N/mm2
(formula (1))
(table T.A.3.6.1.)
Checking for fatigue :
w = 182,1 / 3 0,5
= 105,1
N/mm2
a = w
= 105,1
N/mm2
xya
= 105,1
N/mm2
XY max
40
N/mm2
| XY max l
<
d) Checking for combined loads :
Use formula (5) :
Condition to be checked :
( -140 / -324 )2 + ( -100 / -124,4 )2 - ( -140 ) . ( -100 ) / ( 324 . 124,4 ) + ( 40 / 92,4 )2 = 0,672 < 1
therefore satisfied.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
2 - CHECKING IN THE WELD
If the thickness of the two welds is equal to the thickness of the web, the stresses x max, y max
and xy max have the same values as in 1 - above.
The permissible tensile and compressive stresses are the same as for 1 above (in the material),
with respect to both checking for elastic limit and checking for fatigue. It follows that we can
dispense with a check for the cases corresponding to a) and b) above.
The permissible shear stresses, as regards checking for elastic limit, are obtained by dividing
the permissible tensile stress by 20,5 , instead of 30,5 in the case of the material itself. They are
therefore more favourable than those used in cases c) and d) above.
To sum up, we may confine ourselves to checking for fatigue the cases corresponding to c) and
d) above.
c) Shear in the weld :
xya = 193,5 / 20,5
xy max
= 136,8
=
40
N/mm2
N/mm2
(table T.A.3.6.1.)
from which
| xy max l < | xya l
d) Checking for combined loads :
Using formula (5)
Condition to be checked :
(-140 / -324 )2 + ( -100 / -124,4 )2 - ( -140 ) . (-100 ) / ( 324 . 124,4 ) + ( 40 / 136,8 )2 = 0,571 <
1
therefore satisfied.
Note : If the component had been classified in group E6, the stress y max = - 100 N/mm2 would
be too high, since the permissible fatigue stress for case K4 and = 0 is only :
ya = 1,2 . 5 / 3 . 41 = 82 N/mm2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
SECOND EXAMPLE - COMPONENT IN GROUP E6 - K WELD (S.Q.)
The loads - and therefore the stresses - will be assumed to be the same as in the first example.
As the permissible stresses for the elastic limit checks are not affected by the change of group,
nor by the type of weld, the calculations in the first example may, in this respect, be reproduced
as they stand. We shall therefore confine ourselves to checking for fatigue.
1 - CHECKING MATERIAL ADJACENT OT THE WELD
a) Longitudinal compression, case K0 (reference 0,33)
w
= 127,5
N/mm2
O = 5 / 3 . w
= 212,5
N/mm2
+1 = 0,75 . R
= 270
N/mm2
t = 212,5 / [ 1 - ( 1 - 212,5 / 270 ) . 0,2] = 222,0
N/mm2
c = - 1,2 . t
266
N/mm2
xa
= - 266
N/mm2
x max
= - 140
N/mm2
(table T.A.3.6.1.)
(formula (3))
(formula (4))
l x max l < l xa l
from wihch
b) Lateral compression : case K2 (reference 2,41)
from wihch
= 95,6
N/mm2
a = 5 / 3 . w
= 159,3
N/mm2
t = O
= 159,3
N/mm2
c = - 1,2 . t
= 191,2
N/mm2
ya
= - 191,2
N/mm2
y max
= - 100
N/mm2
l y max l < l ya l
(table T.A.3.6.1.)
(formula (3))
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
c) Shear in the material :
xya = 147,8 / 30,5
xy max
= 40
85,3
N/mm2
(table T.A.3.6.1.)
N/mm2
| xy max l < | xya l
from which
d) Checking for combined loads :
Use formula (5)
Condition to be checked :
(-140 / -266 )2 + ( -100 / -191,2 )2 - ( -140 ) . (-100 ) / ( 266 . 191,2 ) + ( 40 / 85,3 )2 = 0,495 < 1
therefore satisfied.
2 - CHECKING IN THE WELD
Same reasoning as for first example.
Leaving cases c) and d) to be checked for fatigue.
c) Shear in the weld :
xya = 127,5 / 20,5
xy max
= 40
from which
90,2
N/mm2
(table T.A.3.6.1.)
N/mm2
| xy max l < | xya l
d) Checking for combined loads :
Use formula (5)
Condition to be checked :
(-140 / -266 )2 + ( -100 / -191,2 )2 - ( -140 ) . (-100 ) / ( 266 . 191,2 ) + ( 40 / 90,2 )2 = 0,472 < 1
therefore satisfied.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
SECTION I
HEAVY LIFTING APPLIANCES
F.E.M.
1.001
3rd
EDITION
REVISED
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 4
CHECKING FOR FATIGUE AND CHOICE OF
MECHANISM COMPONENTS
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 4
CHECKING FOR FATIGUE AND CHOICE OF
MECHANISM COMPONENTS
4.1. CALCULATION PROCEDURE.....................................................................................................3
4.1.1. CHECKING FOR ULTIMATE STRENGTH .............................................................................3
4.1.1.1. VALUE OF THE PERMISSIBLE STRESS..................................................................................... 3
4.1.1.2. VALUES OF THE COEFFICIENT R ............................................................................................ 4
4.1.1.3. RELATIONS BETWEEN THE CALCULATED STRESSES AND THE PERMISSIBLE STRESSES.... 4
4.1.2. CHECKING FOR CRIPPLING...................................................................................................5
4.1.3. CHECKING FOR FATIGUE........................................................................................................5
4.1.3.1. GENERAL METHOD................................................................................................................... 5
4.1.3.2. ENDURANCE LIMIT UNDER ALTERNATING LOADING OF A POLISHED SPECIMEN................... 6
4.1.3.3. INFLUENCE OF THE SHAPE, SIZE, SURFACE CONDITION AND CORROSION........................... 7
4.1.3.5. WHLER CURVE....................................................................................................................... 9
4.1.3.6. FATIGUE STRENGTH OF A MECHANICAL COMPONENT ........................................................ 11
4.1.3.7. PERMISSIBLE STRESSES AND CALCULATIONS .................................................................... 11
4.1.4. CHECKING FOR WEAR...........................................................................................................13
4.2. DESIGN CALCULATIONS FOR PARTICULAR COMPONENTS ..................................................14
4.2.1. CHOICE OF ANTI-FRICTION BEARINGS.............................................................................14
4.2.1.1. THEORETICAL LIFE ................................................................................................................. 14
4.2.1.2. MEAN LOADING OF BEARINGS SUBJECTED TO TYPE SM LOADS........................................ 14
4.2.1.2.1. Determination of the mean load SM mean on anti-friction bearings for combined motions ....... 14
4.2.1.3. MEAN LOADING OF BEARINGS SUBJECTED TO TYPE SR LOADS ........................................ 15
4.2.1.4. MEAN LOADING OF BEARINGS SIMULTANEOUSLY SUBJECTED TO TYPE SM AND TYPE
SR LOADS............................................................................................................................................ 15
4.2.2. CHOICE OF ROPES.................................................................................................................15
4.2.2.1. CHOICE OF ROPE DIAMETER .................................................................................................. 16
4.2.2.1.1. Common bases for the two methods ................................................................................. 16
4.2.2.1.2. Method using the minimum practical factor of safety Zp ...................................................... 17
4.2.2.1.3. C-factor method ................................................................................................................ 18
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.3. CHOICE OF PULLEYS, DRUMS AND ROPE ATTACHMENT MEANS.............................19
4.2.3.1. MINIMUM WINDING DIAMETER................................................................................................. 19
4.2.3.1.1. Values of H ....................................................................................................................... 20
4.2.3.1.2. Note.................................................................................................................................. 20
4.2.3.2. RADIUS OF THE BOTTOM OF THE GROOVE.......................................................................... 20
4.2.3.3. ROPE ATTACHMENT MEANS.................................................................................................. 21
4.2.4. CHOICE OF RAIL WHEELS ....................................................................................................21
4.2.4.1. RAIL WHEEL SIZE ................................................................................................................... 21
4.2.4.1.1.
4.2.4.1.2.
4.2.4.1.3.
4.2.4.1.4.
4.2.4.1.5.
Determining the mean load ............................................................................................... 22
Determining the useful rail width b ..................................................................................... 22
Determining the limiting pressure PL................................................................................... 23
Determining the coefficient c1 ............................................................................................ 24
Determining the coefficient c2 ............................................................................................ 25
4.2.4.2. NOTES..................................................................................................................................... 25
4.2.5. DESIGN OF GEARS..................................................................................................................26
APPENDIX..................................................................................................................................................27
A- 4.1.3. - DETERMINATION OF PERMISSIBLE STRESSES IN MECHANISM
COMPONENTS SUBJECTED TO FATIGUE....................................................................................27
EXAMPLE OF APPLICATION................................................................................................................. 30
LIST OF SOME WORKS DEALING WITH FATIGUE PROBLEMS............................................................ 32
A- 4.2.2. - COMMENTS ON THE CHOICE OF ROPES AND ON THE PROBLEM OF THE
FACTOR OF SAFETY...........................................................................................................................33
A- 4.2.3. - CONSIDERATIONS ON THE DETERMINATION OF MINIMUM WINDING
DIAMETERS FOR ROPES..................................................................................................................37
4-2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.1. CALCULATION PROCEDURE
Mechanism components are designed by checking that they offer adequate safety against failure
due to fracture, crippling, fatigue or excessive wear.
Other factors must also be taken into consideration and it is particularly important to avoid
overheating or deflection which could interfere with correct functioning of the mechanism.
4.1.1. CHECKING FOR ULTIMATE STRENGTH 1
Mechanism components are checked for ultimate strength by verifying that the calculated stress
does not exceed a permissible stress dependent on the breaking strength of the material used.
4.1.1.1. VALUE OF THE PERMISSIBLE STRESS
The value of the permissible stress a is given by the following formula :
a = R / R
where :
R is the ultimate stress for the material
R is a safety coefficient corresponding to each case of loading (clause 2.3.)
It might seem logical to check against the elastic limit, in line with the structures booklet, as this figure is, in
principle, the limit not to be exceeded in the use of a material. The steels normally used for structures have a
wide gap between the yield strength and the ultimate strength and this gap affords protection against sudden
failure even when the yield strength is considerably exceeded.
On the other hand, the use in mechanisms of certain steels with a very high, elastic limit as compared to the
ultimate strength would result in fragile parts being produced if the permissible limit stress were to be based
on the elastic limit, and any accidental overstepping of this limit would lead to immediate failure. This explains
why the ultimate strength is chosen as the criterion for verification.
4-3
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.1.1.2. VALUES OF THE COEFFICIENT R
The values to be adopted for R are given in table T.4.1.1.2.
Table T.4.1.1.2. Values of R
Cases of loading
Value of R
I and II
2,2
III
1,8
In the case of grey cast iron, the values of R are to be amplified by 25 %.
4.1.1.3. RELATIONS BETWEEN THE CALCULATED STRESSES AND THE PERMISSIBLE
STRESSES
According to the type of loading considered, the following relations must be verified in which :
t is the calculated tensile stress
c is the calculated compressive stress
f is the calculated bending stress
is the calculated shear stress.
1) Pure tension :
1,25 . t a
2) Pure compression :
c a
3) Pure bending :
f a
4) Combined bending and tension :
1,25 . t + f a
5) Combined bending and compression :
c + f a
6) Pure shear :
30,5 a
7) Combined tension, bending and shear :
[ ( 1,25 . t + f )2 + 3 2 ]0,5 a
8) Combined compression, bending and shear :
[ ( c + f )2 + 3 2 ]0,5 a
4-4
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.1.2. CHECKING FOR CRIPPLING
Parts subject to crippling are designed in compliance with clause 3.3. for booklet 3, checking that
the calculated stress does not exceed a limit stress determined as a function of the critical
stress above which there is a risk of crippling occurring.
For this check, the coefficient m is taken into account, its value depending on the group in which
the mechanism is classified (see table T.2.6.)
Some general considerations relating to the checking of parts for crippling are given in appendix
A-3.3.
4.1.3. CHECKING FOR FATIGUE
4.1.3.1. GENERAL METHOD
The fatigue strength of a given component is mainly determined by :
- the material from which the component is constructed ;
- the shape, surface condition, state of corrosion, size (scale effect) and other factors
producing stress concentration ;
- the ratio between the minimum and maximum stresses which occur during the various
stress cycles ;
- the stress spectrum ;
- the number of stress cycles.
The fatigue strength of a mechanical component is known only in exceptional cases. Generally
speaking, it is to be derived from the characteristics of the material and of the component and
from accepted laws concerning their behaviour.
The starting point is provided by the endurance limit under alternating tensile fatigue loading
( = - 1) of a polished specimen, made from the material under consideration. The diminution of
this fatigue strength as a result of the geometric shape of the piece, its surface condition, its
state of corrosion and its size is allowed for by introducing appropriate factors.
From the endurance limit under alternating loading the corresponding limit with respect to other
ratios between extreme stresses is obtained with the aid of a SMITH diagram, in which certain
hypotheses are made as to the shape of the strength curve.
The endurance limit thus determined for the actual component, and with respect to a given ratio
between extreme stresses, is taken as the basis for the plotting of the WHLER curve,
concerning which certain hypotheses are also made. From this WHLER curve (fatigue strength
4-5
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
under the effect solely of stress cycles, all having the same ratio between extreme stresses),
the PALMGREN-MINER hypothesis on fatigue damage accumulation can be used to determine
the fatigue strength of a component according to a group in which the component is classified.
The method described in 4.1.3. for determining the fatigue strength is applicable only to
components in which the structure of the material is homogenous over the entire section being
considered. It cannot, therefore, be used in the case of components which have undergone a
surface treatment (e.g. hardening, nitriding, casehardening). In such cases the fatigue strength
can be derived from the WHLER curve only if the latter has itself been determined with respect
to components which have been made from the same material, have a comparable shape and
size and have undergone exactly the same surface treatment.
Checking for fatigue strength only needs to be performed for case of loading I.
Where the number of stress cycles is less than 8 000, such checking is not necessary.
4.1.3.2. ENDURANCE LIMIT UNDER ALTERNATING LOADING OF A POLISHED SPECIMEN
The specialised works on the subject (see also appendix A-4.1.3.) provide the endurance limit
value bw under alternating rotational bending of a polished specimen in the case of materials
used regularly in construction of mechanisms.
By approximation, the same values of bw may be accepted for the endurance limit under
alternating rotary bending.
To obtain the endurance limit under alternating axial tension and compression, the values of bw
have to be decreased by 20 % 2.
An element of material, when subjected to the same stress as an adjacent element, supports the latter less
effectively than if it were subjected to a lower stress, as is the case with bending. A stress gradient, i.e. :
( difference in stress between two adjacent elementary parts )
( distance between these two elementary parts )
which is higher, produces a strengthening effect.
4-6
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The endurance strength w under alternating shear (pure shear or torsion) is derived from bw by
the relation :
w = bw / 30,5
The values given for bw are generally those corresponding statistically to a 90 % survival
probability. In the case of carbon steels in common use in mechanisms, it is permissible to
adopt :
bw = 0,5 . R
R being the minimum ultimate strength.
4.1.3.3. INFLUENCE OF THE SHAPE, SIZE, SURFACE CONDITION AND CORROSION
The shape, size, surface condition (machining) and state of corrosion of the component under
consideration entail a decrease in the endurance limit under alternating loading in relation to the
ideal case of a polished specimen.
This influence is allowed for by introducing factors ks, kd, ku and kc respectively, concerning the
determination of which, directions will be found in appendix A-4.1.3.
The endurance limit under alternating loading wk or wk of the component under consideration is
given for tension, compression, bending and torsional shear by the relation :
wk = bw / ( ks . kd . ku . kc )
or
wk = w / ( ks . kd . ku . kc )
In the case of pure shear we take :
wk = w4.1.3.4. ENDURANCE LIMIT AS A FUNCTION OF , R AND wk (or wk)
Fig. 4.1.3.4. expresses, in the form of a SMITH diagram, the hypotheses made concerning the
relations between the endurance limit d (or d), the ratio between extreme stresses, the tensile
strength R and the endurance limit under alternating loading wk (or wk)
This gives the following relations :
Normal stresses :
-1 < 0
< 1
Alternating stresses
d = 5 . wk / ( 3 - 2 . )
Pulsating stresses
d = [ 5 . wk / 3 ] / { 1 - [(1 - 5 . wk / ( 3 . R )) . ] }
4-7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Shear stresses :
-1 < 0
< 1
Alternating stresses
d = 5 . wk / ( 3 - 2 . )
Pulsating stresses
d = [ 5 . wk / 3 ] / { 1 - [(1 - 5 . 30,5 . wk / ( 3 . R )) . ]
Tension,
Compression
or
Shear
or
Average
Figure 4.1.3.4.
4-8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.1.3.5. WHLER CURVE
"WHLER curve" in this context means an endurance curve representing the number n of stress
cycles which can be withstood before fatigue failure, as a function of the maximum stress (T),
when all stress cycles present the same amplitude and the same ratio between extreme
values.
With regard to this WHLER curve, the following hypotheses are made respectively :
- for n = 8 * 103 :
= R
or
= R / 30,5
- for 8 * 103 n 2 * 106 , the area of limited endurance, the function is represented by a straight
fine TD in a reference system comprising two logarithmic scale axes (figure 4.1.3.5.)
The slope of the WHLER curve, in the interval considered, is characterised by the factor :
c = tan( ) = [ log(2 * 106 ) - log(8 * 103 ) ] / ( log R - log d )
or
c = tan( ) = [ log(2 * 106 ) - log(8 * 103 ) ] / [ ( log ( R / 30,5 ) - log d ) ]
6
- for n = 2 * 10 :
= d
or
= d
- for n > 2 * 106 , the so-called region of endurance limit, the function is represented, in the
same reference system as above, by the straight fine DN, bisector of the angle formed by the
extension of TD and a fine parallel to the axis of the n values, passing through D.
6
The slope of the WHLER curve for n > 2 * 10 is characterised by the factor :
c = tan( ) = c + ( c2 + 1 )0,5
4-9
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Figure 4.1.3.5.
The spectrum factor ksp of the component is determined by means of the above mentioned value
of c. In the case of certain components in group E8 (see 4.1.3.6.), the calculation must also be
performed in exactly the same way, but after replacing c by c'. To distinguish between the two
spectrum factors thus found, the second will be designated ksp .
A c value below 2,5 is an indication of faulty design of the component concerned. Such a
component must not be put into service.
4 - 10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.1.3.6. FATIGUE STRENGTH OF A MECHANICAL COMPONENT
The fatigue strength k or k of a given mechanical component is determined by the following
expressions respectively :
k = 2[ ( 8 - j ) / c ] . d
or
k = 2[ ( 8 - j ) / c ] . d
where j is the component's group number.
In the case of group E8 components, of which the total duration of use n and the spectrum factor
k'sp (see 4.1.3.5.) satisfy the inequality :
n . k'sp > 2 * 106
k or k must, however, be determined by the expression :
k = [ (2 * 106 / n ) . ( 1 / k'sp ) ]1/c . d
or
k = [ (2 * 106 / n ) . ( 1 / k'sp ) ]1/c . d
The group classification of components, on the basis of their total duration of use n and their
spectrum factor ksp, as well as the critical fatigue stresses associated with each group, are
illustrated in figure 4.1.3.6. where jk represents the stress applying to group Ej. For the critical
shear stresses, the letter must be replaced by .
4.1.3.7. PERMISSIBLE STRESSES AND CALCULATIONS
The permissible stresses af and af are obtained by dividing the stresses k and k, defined in
4.1.3.6., respectively by a safety factor k.
One takes :
k = 3,21/c
or
k = 3,21/c
af and af will therefore be obtained by the relations :
af = k / k
af = k / k
4 - 11
for group E8 components satisfying
the inequality in the penultimate
paragraph of 4.1.3.6.
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
and one verifies that :
af
af
with :
maximum calculated normal stress ;
maximum calculated shear stress.
Figure 4.1.3.6.
In the case of components acted upon simultaneously by normal stresses and shear stresses
with different ratios between extreme stresses, the following condition must be satisfied :
( x / kx )2 + ( y / ky )2 - [ x . y / ( kx . ky ) ] + ( / k )2 1,1 / k2
in which :
x, y = maximum normal stresses in the directions x and y respectively ;
= maximum shear stress ;
kx , ky = fatigue strength for normal stresses, in the directions x and y respectively ;
4 - 12
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
k = shear fatigue strength.
If it is not possible to determine the most unfavourable case of the foregoing relation from the
corresponding stresses x, y and , calculations must be performed separately for the loads x
max, y max and max and the most unfavourable corresponding stresses.
It should be noted that the checks described above do not guarantee safety against brittle
fracture. Such safety can be ensured only by a suitable choice of material quality.
4.1.4. CHECKING FOR WEAR
In the case of parts subjected to wear, the specific physical quantifies which affect this, such as
the surface pressure or the circumferential velocity must be determined. The figures must be
such that, on the basis of present experience, they will not lead to excessive wear.
4 - 13
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2. DESIGN CALCULATIONS FOR PARTICULAR COMPONENTS
4.2.1. CHOICE OF ANTI-FRICTION BEARINGS
To select anti-friction bearings, it is first necessary to check that the bearing is capable of
withstanding :
- the static load to which it can be subjected under whichever of loading cases I, II or III is the
most unfavourable, and
- the maximum dynamic load in the more unfavourable of loading cases I or II.
4.2.1.1. THEORETICAL LIFE
In addition, anti-friction bearings must be selected to give an acceptable theoretical life in hours
(see table T.2.1.3.2.) as a function of the class of operation of the mechanism under a constant
mean load as defined in clauses 4.2.1.2. and 4.2.1.3. below.
4.2.1.2. MEAN LOADING OF BEARINGS SUBJECTED TO TYPE SM LOADS
In order to allow for variations in the loads of type SM during the cycles of operation, an equivalent
mean loading SM mean is determined which is supposed to be applied constantly during the
theoretical life determined by clause 4.2.1.1.
SM mean is obtained by multiplying SM max II 3 , defined by clause 2.6.4.1. and 2.6.4.2., by the cube
root of the spectrum factor km defined in 2.1.3.3.
SM mean = km . SM max II (1)
4.2.1.2.1. Determination of the mean load SM mean on anti-friction bearings for combined motions
In the case of motions which combine an elevation of the centre of gravity of the moving masses
with a horizontal displacement (e.g. unbalanced luffing), the mean load SM mean is determined by
combining :
- the mean load due to the accelerations and the effect of the wind, as determined by applying
clause 4.2.1.2. with,
or SM max I for components not subjected to wind.
4 - 14
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
- the mean load due to the vertical displacement of the centre of gravity of the moving masses,
as determined from the expression :
SM mean = ( 2 . SM max + SM min ) / 3
where SM max and SM min are the maximum and minimum values of the corresponding loads.
4.2.1.3. MEAN LOADING OF BEARINGS SUBJECTED TO TYPE SR LOADS
The extreme loads SR max and SR min developed in loading case I for appliances not subjected to
wind or loading case II for appliances subjected to wind (see clause 2.6.) are considered and
the bearing is designed for a constant mean load given by the expression :
SR mean = ( 2 . SR max + SR min ) / 3
and applied for the theoretical life in accordance with clause 4.2.1.1.
4.2.1.4. MEAN LOADING OF BEARINGS SIMULTANEOUSLY SUBJECTED TO TYPE SM AND TYPE
SR LOADS
On the basis indicated above the equivalent mean loads are determined for each of the type SM
and SR loads, assumed to be acting alone and the bearing is selected for an equivalent mean
load resulting from combination of the two mean loads SM and SR.
4.2.2. CHOICE OF ROPES
The following rules aim at defining reasonable minimum requirements for the choice of ropes
used on hoisting appliances covered by these Design Rules.
They do not purport to resolve all the problems nor to serve as a substitute for the dialogue which
is essential between the rope manufacturer and the manufacturer of hoisting appliances.
They apply to preferred ropes conforming to ISO Recommendation 2408 : "Steel ropes for
general use - Characteristics".
They do not exclude, however, ropes which are not specified in ISO Recommendation 2408.
For such ropes, it is incumbent upon the rope manufacturer to validate for the user the minimum
values of parameters detailed in the ISO Recommendation.
The terminology of the rope parameters complies with that used in ISO Recommendation 2408.
4 - 15
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The methods stated hereafter assume that the ropes are greased correctly, that the winding
diameters of the pulleys and the drums are suitably selected in compliance with 4.2.3. and that,
when in service, the ropes are properly maintained, inspected and periodically replaced in
conformity with ISO Recommendation 4309 "Rope inspection"
The selection of rope diameter (and winding diameters in 4.2.3.) is based on the group of the
hoisting mechanism. However, for appliances which require frequent dismantling (such as
builders tower cranes), in which ropes have to be changed more frequently, it is permissible to
select a hoist rope from the group immediately below that of the hoisting mechanism but not
inferior to group M3.
Whenever hoisting appliances are used for dangerous handling operations (e.g. molten metal,
highly radioactive or corrosive products, etc.) the choice of the ropes and pulleys must take
account of the mechanism group next above that resulting from the normal classification of the
hoisting appliances.
Group M5 is the minimum group to be used for the handling of dangerous loads for the choice of
rope and pulley diameters.
4.2.2.1. CHOICE OF ROPE DIAMETER
Two methods can be used at the choice of the manufacturer :
- the method using the minimum practical factor of safety Zp (see 4.2.2.1.2.) which is valid for
running ropes and static ropes (guy ropes, stays, etc.).
- the C factor method (4.2.2.1.3.) applicable to running ropes only.
4.2.2.1.1. Common bases for the two methods
4.2.2.1.1.1. Definition of the maximum tensile force S in the hoist rope (grab ropes excepted)
This is obtained by taking account of the following factors :
- maximum safe working load of the appliance,
- weight of the pulley block and the hoist accessories, the dead weights of which are added to
the load effect so as to increase the rope tension,
- mechanical demultiplication due to the rope reeving,
- efficiency of the rope reeving,
- loads due to accelerations if they exceed 10 % of the vertical loads,
- rope inclination at the upper extreme position if the angle of the rope with the hoist axis
exceeds 22,5.
4 - 16
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.2.1.1.2. Definition of the maximum tensile force S in ropes other than hoist ropes
The determination of the maximum tensile force S in the various ropes which are not exclusively
used for the vertical hoisting of loads is based on the loads determined in load cases I or II
taking account of the most unfavourable case which can occur repeatedly in normal use.
For ropes which produce horizontal movement of loads, account must be taken of the loading
resulting from rolling motion and friction, together with the maximum inclination that the support,
on which the load is moved, can assume locally under the influence of the normal loading.
4.2.2.1.1.3. Determination of the maximum tensile force S in the ropes of multirope grabs (holding and closing)
In the case of appliances with grabs, where the weight of the load is not always equally
distributed between the closing ropes and the holding ropes during the whole of a cycle, the
value of S to be applied should be determined as follows :
1) If the system used automatically ensures an equal distribution of the hoisted load between
the closing and holding ropes, or any difference between the loads carried by the ropes is
limited to a short period at the end of closing or at the beginning of opening, S should be
determined as follows :
a) closing ropes : S = 66 % of the weight of the loaded grab, divided by the number of
closing ropes.
b) holding ropes : same pourcentage.
2) If the system used does not automatically secure an equal distribution of the load between
the closing ropes and the holding ropes during the hoisting motion and, in practice, almost
all the load is applied to the closing ropes, S should be determined as follows :
a) closing ropes : S = total weight of the loaded grab divided by the number of closing
ropes.
b) holding ropes : S = 66 % of the total weight of the loaded grab divided by the number of
holding ropes.
4.2.2.1.2. Method using the minimum practical factor of safety Zp
Definitions
The minimum practical factor of safety Zp is the ratio between :
- the minimum breaking load F0 of the rope (minimum load which must be attained when
carrying out the rope breaking test),
4 - 17
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
- and the maximum tensile force S in the rope
Zp = F0 / S
4.2.2.1.2.1. Rope selection
The chosen rope must have a minimum practical factor of safety at least equal to the minimum
value Zp for the mechanism group to which the rope in question belongs (see table T.4.2.2.1.2.).
Table T.4.2.2.1.2. - Factor of safety Zp
Group of
mechanism
M1
M2
M3
M4
M5
M6
M7
M8
Minimum value Zp
Running ropes
Static ropes
3,15
2,5
3,35
2,5
3,55
3
4
3,5
4,5
4
5,6
4,5
7,1
5
9
5
4.2.2.1.3. C-factor method
Definitions :
C = rope selection factor,
S = maximum tensile force exerted on the rope when in use,
d = nominal diameter of the rope (dimension by which the rope is designated),
f = fill factor of the rope,
k = spinning loss factor due to the rope construction,
RO = minimum ultimate tensile stress of the wire composing the rope,
K' = empirical factor for the minimum breaking load for a given rope construction such that
k = / 4 .f . k
4 - 18
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.2.1.3.1. Rope selection
For a rope of a given construction, having a given minimum steel strength, and for a given
mechanism group there is a factor C which is expressed by the formula :
0,5
C = [ Zp / ( . k . f . RO / 4 ) ]
= [ Zp / (k . RO ) ]0,5
where Zp is the minimum value for running ropes in table T.4.2.2.1.2., corresponding to the
mechanism group chosen for the rope.
d C . S0,5
The nominal diameter must be such that :
4.2.2.1.3.2. Calculation of the factor C - guarantees
The values of C are calculated taking account of :
- the factor Zp corresponding to the mechanism group,
- the breaking strength under tension of the steel of the rope wires,
- the factor k' (or factors k and f) which can either :
be taken from ISO Recommendation 2048 for normal ropes covered therein (see
Appendix),
or be guaranteed by the rope manufacturer if the rope is of a special construction. In this
case, the certificate supplied by the rope manufacturer must clearly state the guaranteed
values of k'.
4.2.3. CHOICE OF PULLEYS, DRUMS AND ROPE ATTACHMENT MEANS
4.2.3.1. MINIMUM WINDING DIAMETER
The minimum winding diameter for the rope is determined by checking the relationship :
D H.d
where :
D is the winding diameter on pulleys, drums or compensating pulleys measured to the axis of
the rope.
H is a coefficient depending upon the mechanism group.
d is the nominal diameter of the rope.
Note - Refer to 4.2.2. for the mechanism group in which the rope should be classified.
4 - 19
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.3.1.1. Values of H
The minimum values of the coefficient H, depending upon the group in which the mechanism is
classified, are given in table T.4.2.3.1.1. for drums, pulleys and compensating pulleys.
They correspond to ropes currently used and known and are based on experience concerning
their working conditions.
They do not however serve as a substitute for the dialogue which is indispensable between the
rope manufacturer and the manufacturer of hoisting appliances, especially when the use of new
ropes with varying flexibility characteristics is being considered.
Table T.4.2.3.1.1. Values of H
Mechanism
group
M1
M2
M3
M4
M5
M6
M7
M8
Drums
11,2
12,5
14
16
18
20
22,4
25
Pulleys
12,5
14
16
18
20
22,4
25
28
Compensating
pulleys
11,2
12,5
12,5
14
14
16
16
18
4.2.3.1.2. Note
When the formula given in clause 4.2.2.1. has been used to determine a minimum rope
diameter from which in turn the minimum diameters for drums and pulleys have been
determined, a rope of diameter greater than the minimum calculated diameter can be used with
these latter diameters, provided that the diameter of the rope used does not exceed the
minimum diameter by more than 25 % and that the pull in the rope does not exceed the value S
used for calculating this minimum diameter.
4.2.3.2. RADIUS OF THE BOTTOM OF THE GROOVE
The useful life of the rope depends not only on the diameter of the pulleys and drums, but also
on the pressure exerted between the rope and the groove supporting the rope.
The winding ratios above are given on the assumption of a radius of supporting groove r where :
r = 0,53 . d
d being the nominal diameter of the rope.
4 - 20
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.3.3. ROPE ATTACHMENT MEANS
Rope attachments must be so designed as to withstand a tensile force 2,5 times the maximum
tensile force S without showing permanent deformation.
The means attaching the rope to the drum must be of such a design that, taking account of the
friction of the turns which remain around the drum, the sum of the frictional and fixing forces
withstands a tensile force 2,5 times the maximum tensile force S.
The coefficient of friction between the rope and the drum used in the calculations shall be :
= 0,1
when the rope is completely unwound from the drum, at least two complete turns of rope must
remain on the drum before the rope end attachment.
4.2.4. CHOICE OF RAIL WHEELS
In order to choose a rail wheel, its diameter is determined by considering :
- the load on the wheel,
- the quality of the metal from which it is made,
- the type of rail on which it rues,
- the speed of rotation of the wheel,
- the group classification of the mechanism.
4.2.4.1. RAIL WHEEL SIZE
To determine the size of a rail wheel, the following checks must be made :
- that it is capable of withstanding the maximum load to which it will be subjected, and
- that it will allow the appliance to perform its normal duty without abnormal wear.
The two requirements are checked by means of the following two formulae :
Pmean III PL . C1max . C2max < 1,38 . PL 1,4 PL
taking
C1max = 1,2 and C2max = 1,15
and
Pmean I, II / ( b . D ) PL . C1 . C2
4 - 21
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
where :
D is the wheel diameter in mm
b the useful width of the rail in mm
PL a limiting pressure dependent upon the metal used for the wheel, in N/mm2
C1 a coefficient depending on the speed of rotation of the wheel
C2 is a coefficient depending on the group of the mechanism
Pmean III is the mean load to be withstood by the wheel, in loading case III, in N, calculated
according to the formulae in clause 4.2.4.1.1.
Pmean I,II is the mean load in case I or II.
4.2.4.1.1. Determining the mean load
In order to determine the mean loads, the procedure is to consider the maximum and minimum
loads withstood by the wheel in the loading cases considered, i.e. with the appliance in normal
duty but omitting the dynamic coefficient when determining Pmean I,II and with the appliance not
in use for Pmean III .The values of Pmean are determined by the formula below in the three cases of
loading I, II and III :
Pmean I,II,III = ( Pmin I,II,III + 2 . Pmax I,II,III ) / 3
4.2.4.1.2. Determining the useful rail width b
For rails having a flat bearing surface and a total width l with rounded corners of radius r at each
side, we have:
b=l-2.r
for rails with a convex bearing surface, we have:
b=l-4.r/3
(1) For the same width of rail head, these formulae give a greater useful bearing width for
convex rails than for flat rails. This allows for the superior adaptation of a slightly convex rail to the
rolling motion of the wheel.
4 - 22
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.4.1.3. Determining the limiting pressure PL
The value of PL is given in table T.4.2.4.1.3. as a function of the ultimate strength of the metal of
which the rail wheel is made;
Table T.4.2.4.1.3. - Values of PL
Ultimate strength for metal
used for rail wheel
R > 500 N/mm2
R > 600 N/mm2
R > 700 N/mm2
R > 800 N/mm2
PL
in N/mm2
5,0
5,6
6,5
7,2
The qualifies of metal refer to cast, forged or rolled steels, and spheroidal graphite cast iron.
In the case of rail wheels with tyres, consideration must obviously be given to the quality of the
tyre, which should be sufficiently thick not to roll itself out.
In the case of wheels made of high tensile steel and treated to ensure a very high surface
hardness, the value of PL is limited to that for the quality of the steel composing the wheel prior to
surface treatment, according to table T.4.2.4.1.3., since a higher value would risk causing
premature wear of the rail.
For a given load, however, wheels of this type have a much longer useful life than wheels of
lesser surface hardness, which makes their use worthwhile in the case of appliances
performing intensive service.
Alternatively, it is possible to use wheels of ordinary cast iron, especially chilled cast iron, which
has good surface hardness.
It must be remembered that such wheels are brittle and that their use should be avoided for high
speed motions or when shock loadings are to be feared.
2
When these are used their diameter is determined by taking PL equal to 5 N/mm .
4 - 23
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.4.1.4. Determining the coefficient c1
The values of c1 depend on the speed of rotation of the wheel and are given in table T.4.2.4.1.4.a.
These same values are also given in table T.4.2.4.1.4.b. as a function of the wheel diameter and
the speed in m/min.
Table T.4.2.4.1.4.a. - Values of c1
Wheel rotation
speed in R.P.M.
200
160
125
112
100
90
80
71
63
56
c1
0,66
0,72
0,77
0,79
0,82
0,84
0,87
0,89
0,91
0,92
Wheel rotation
speed in R.P.M.
50
45
40
35,5
31,5
28
25
22,4
20
18
c1
0,94
0,96
0,97
0,99
1,00
1,02
1,03
1,04
1,06
1,07
Wheel rotation
speed in R.P.M.
16
14
12,5
11,2
10
8
6,3
5,6
5
c1
1,09
1,10
1,11
1,12
1,13
1,14
1,15
1,16
1,17
Table T.4.2.4.1.4.b
Values of c1 as a function of the wheel diameter and the speed of travel
wheel
diameter
in mm
200
250
315
400
500
630
710
800
900
1 000
1 120
1 250
Values of c1 for travel speeds in m/min
10
1,09
1,11
1,13
1,14
1,15
1,17
-
12,5
1,06
1,09
1,11
1,13
1,14
1,15
1,16
1,17
-
16
1,03
1,06
1,09
1,11
1,13
1,14
1,14
1,15
1,16
1,17
-
20
1
1,03
1,06
1,09
1,11
1,13
1,13
1,14
1,14
1,15
1,16
1,17
25
0,97
1
1,03
1,06
1,09
1,11
1,12
1,13
1,13
1,14
1,14
1,15
31,5
0,94
0,97
1
1,03
1,06
1,09
1,1
1,11
1,12
1,13
1,13
1,14
40
0,91
0,94
0,97
1
1,03
1,06
1,07
1,09
1,1
1,11
1,12
1,13
4 - 24
50
0,87
0,91
0,94
0,97
1
1,03
1,04
1,06
1,07
1,09
1,1
1,11
63
0,82
0,87
0,91
0,94
0,97
1
1,02
1,03
1,04
1,06
1,07
1,09
80
0,77
0,82
0,87
0,91
0,94
0,97
0,99
1
1,02
1,03
1,04
1,06
100
0,72
0,77
0,82
0,87
0,91
0,94
0,96
0,97
0,99
1
1,02
1,03
125
0,66
0,72
0,77
0,82
0,87
0,91
0,92
0,94
0,96
0,97
0,99
1
160
0,66
0,72
0,77
0,82
0,87
0,89
0,91
0,92
0,94
0,96
0,97
200
0,66
0,72
0,77
0,82
0,84
0,87
0,89
0,91
0,92
0,94
250
0,66
0,72
0,77
0,79
0,82
0,84
0,87
0,89
0,91
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.2.4.1.5. Determining the coefficient c2
The coefficient
T.4.2.4.1.5.
c2
depends on the group classification of the mechanism and is given in table
Table T.4.2.4.1.5. - Values of c2
Group classification
of mechanism
M 1 to M 4
M5
M6
M7-M8
c2
1,12
1,00
0,90
0,80
4.2.4.2. NOTES
Note 1
The formulae apply only to wheels whose diameters do not exceed 1,25 m. For larger diameters
experience shows that the permissible pressures between the rail and the wheel must be
lowered. The use of wheels of greater diameter is not recommended.
Note 2
It should be noted that the limiting pressure PL is a notional pressure determined by supposing
that contact between the wheel and the rail takes place over a surface whose width is the useful
width defined earlier (clause 4.2.4.1.2.) and whose length is the diameter of the wheel. The
method of calculating set out above is derived from application of the HERTZ formula, which may
be written :
2
cg / ( 0,35 . E ) = P / ( b . D )
where :
cg is the compressive stress in the wheel and the rail N/mm2
E the modulus of elasticity of the metal in N/mm2
P the wheel load in N
b and D in mm, being as defined above (clause 4.2.4.1.).
Taking KL to represent the value cg2 / ( 0,35 . E ) which has the dimension of a pressure in
2
N/mm , the relation may be written :
KL = P / ( b . D )
4 - 25
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
and characterizes the wheel pressure on the rail. The formula of clause 4.2.4.1. is obtained by
putting :
KL = PL . c1 . c2
4.2.5. DESIGN OF GEARS
The choice of the method of making design calculations for gears is left to the manufacturer, who
must indicate the origin of the method adopted, the loads to be taken into account being
determined in accordance with the directions given in 2.6.
In the case of a calculation which takes account of the operating time the conventional hours
determined in 2.1.3.2. should be used.
4 - 26
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
APPENDIX
A- 4.1.3. - DETERMINATION OF PERMISSIBLE STRESSES IN MECHANISM
COMPONENTS SUBJECTED TO FATIGUE
The endurance limit for a polished specimen is a laboratory value, which is practically never
attained in parts actually used. Numerous factors - shape, size, surface condition (machining
quality) and possible corrosion - induce discontinuities resulting in "notch effects", which
decrease the permissible stresses in the part, when these stresses are calculated by
conventional elementary methods for the strength of materials. These factors are taken into
account by coefficients, called ks, kd, ku, kc, respectively all greater than or equal to unity, by the
product of which the endurance limit for a polished specimen is devided.
Guidelines concerning the determination of these coefficients are set out below :
a. Determination of ks
This coefficient specifies the stress concentrations caused by changes of section with radii,
annular grooves, transverse holes and the method of securing hubs.
Figures A.4.1.3.1. a. and b. give the values of the shape coefficient ks as a function of the ultimate
strength of the metal, valid for diameter D of 10 mm.
The curves a. give the coefficient ks for changes of section of ratio D/d = 2 with a correction table
T.A.4.1.3.1. for other values of D/d. The b curves give, for guidance some values of ks for holes,
annular grooves and keyways.
Diameters in excess of 10 mm are taken care of by introducing the size coefficient kd.
Figure A.4.1.3.1.a. Shape coefficient ks (Diameter D = 10 mm)
Change of section D/d = 2
4 - 27
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For other values of D/d read ks from the curve (r/d) + q with the following values for q :
Table T.A.4.1.3.1. - Correction factors q for D/d 2
D/d
q
1,05
0,13
Curve
1,1
0,1
1,2
0,07
1,3
0,052
1,4
0,04
1,6
0,022
2
0
I Transverse hole d1 = 0,175 d
II Annular groove : depth 1 mm
III Keyed hub
IV Press-fitted hub
Figure A.4.1.3.1.b. Shape coefficient ks (Diameter D =10 mm)
Hole, annular groove, keyway
b. Determination of size coefficient kd
For diameters greater than 10 mm the stress concentration effect increases and this increase is
allowed for by introducing the size coefficient kd.
The values of the coefficient kd are given in table T.A.4.1.3.2. for values of d from 10 mm to 400
mm.
Table T.A.4.1.3.2. - Values of kd
d mm
kd
10
1
20
1,1
30
1,25
50
1,45
4 - 28
100
1,65
200
1,75
400
1,8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
c. Determination of surface condition (method of machining) coefficient ku
Experience shows that parts produced with a rough finish have a longer endurance limit than
carefully polished parts.
This is allowed for by applying a machining coefficient ku given in figure A.4.1.3.2. for the case of
a surface which is ground or finely polished with emery and for the case of a surface which is
rough machined.
d. Determination of corrosion coefficient kc
Corrosion can have a very appreciable effect on the endurance limit of steels ; this is allowed for
by applying a coefficient kc.
Figure A.4.1.3.2. gives the values of this coefficient kc for the cases of corrosion due to fresh
water and due to sea water.
Figure A.4.1.3.2. - Values of the machining coefficient ku , corrosion coefficient kc
Values of ku
Curve
I
II
Surface ground or finely polished
Surface rough machined
III
IV
Surface corroded by fresh water
Surface corroded by sea water
Values of kc
4 - 29
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
EXAMPLE OF APPLICATION
Shaft in A-550 steel with change of section.
Diameters D = 70 mm and d = 5D mm
with transition radius r = 5 mm.
Turned on lathe, with keyed wheel.
The component will be deemed to be classified in group E4.
We shall assume alternating loading ( = - 1) and the shaft to be of A 550 steel
2
(minimum R = 550 N/mm ). We can therefore adopt :
bw = 0,5 . 550 = 275 N/mm2
Section A-B
D/d = 70 / 50 = 1,4
r/d = 5 / 50 = 0,1
Determination of ks (shape)
For D/d = 1.4 we have :
q = 0,04
(Table T.A.4.1.3.1.)
From the curve (r/d) + q = 0,1 + 0,14 we find by interpolation :
ks = 1,4
(Figure A.4.1.3.1.a.)
Determination of kd (size)
For d = 50 we have :
kd = 1,45
(Table T.A.4.1.3.2.)
Determination of ku (machining)
For a part turned on a lathe we have :
ku = 1,15
(Figure A.4.1.3.2., curve II)
From the foregoing values we derive :
wk = 275 / ( 1,4 . 1,45 . 1,15 ) = 117,8 N/mm2
4 - 30
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For = - 1 we have :
d = wk = 117,8 N/mm2
c = log(2 000 000/8 000) / log(550 / 117,8) = 3,58
For group E4 the critical stress is therefore :
k = d . 2(8-4)/c = 117,8 . 2(4 / 3,58) = 255,4 N/mm2
The safety coefficient k is given by :
k = 3,21/c = 3,2(1 / 3.58) = 1,38
The permissible stress af is therefore :
af = 255,4 / 1,38 = 184,6 N/mm2
Section C-D
We have :
ks = 2,2
(Figure A.4.1.3.1.b.)
kd = 1,45
(same value as above)
ku = 1,15
(same value as above)
Hence :
wk = 275 / ( 2,2 . 1,45 . 1,15 ) = 75,0 N/mm2
d = wk
= 75,0 N/mm2
c =log(2 000 000 / 8 000) / log(550 / 75) = 2,77
k =
75 . 2(4/2,77) = 204 N/mm2
k =
3,21/2.77 = 1,52
af =
204 / 1,52 = 134 N/mm2
4 - 31
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
LIST OF SOME WORKS DEALING WITH FATIGUE PROBLEMS
(1) Niemann, G. Maschinenelemente
Band 1
Springer Verlag Berlin/Gottingen/Heidelberg 1975
(2) Niemann, G. Maschinenelemente
Band 2
Springer Verlag Berlin/Gottingen/Heidelberg 1983
(3) Decker, K.-H. Maschinenelemente
Carl Hanser Verlag, Munchen 1982
(4) "Metal Fatigue" by J.A. POPE - Ph D, D.Sc - Wh.Sch. I. Mech. E.
Chapman and Hall Ltd., 37, Essex Street, London, W.C.2.
(5) "La Fatigue des Metaux" by R. CAZAUD - Ingenieur CNAM - Doctor of the University of Paris
Lecturer at the Higher Institute for Mechanical Engineering Materials, Consulting Engineer
Dunod
92, rue Bonaparte - Paris
(6) "Fatigue of Metals and Structures" by H.J. GROVER, S.A. GORDON, R.L. JACKSON
Thames and Hudson
London
4 - 32
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A- 4.2.2. - COMMENTS ON THE CHOICE OF ROPES AND ON THE PROBLEM
OF THE FACTOR OF SAFETY
The useful life of a hoisting rope depends on factors inherent both in the construction of the rope
(internal factors) and in the characteristics of the hoisting appliance and the way in which the
rope is reeved (external factors).
The main external factors are the tensile load, the pulley diameters and the type and number of
working cycles.
These factors will in principle determine the rope winding diameters.
Figure F.A.4.2.2. shows the relationships between the tensile stress, the pulley diameters and
the useful life (number of bending reversals causing failure) for a given rope (of diameter 16
mm).
According to this diagram, the larger the pulley diameter and the smaller the tensile stress, the
longer the useful life of the rope.
Winding diameters must be determined so as to ensure a reasonable useful life of the rope
before its replacement.
The old method of calculation defined fixed minimum factors of safety and minimum winding
diameters (as a function of the rope diameter) for certain uses, such as for example in hoisting
appliances.
This method, which is still used and sometimes even stipulated by law in many countries, does
not enable the conditions for a reasonable useful life to be met. The loads and the type of
utilisation of hoisting appliance mechanisms differ considerably from one appliance to another
with the result that such minimum values may be too high in certain cases (e.g. for a power
station overhead travelling crane) or too low in other cases (e.g. for a grabbing crane on arduous
duty).
Even if the safety factors were chosen according to the group of the mechanisms, the calculation
of winding diameters on the basis of these safety factors could not result in a good design for the
following reasons :
The manufacturer wishes to use ropes of the smallest possible diameter in order to obtain the
smallest possible diameters for the pulleys and drums. For a given safety factor, he achieves
this by using wire of the greatest possible strength and using a rope with the greatest possible
fill factor.
4 - 33
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Yet the useful life of a rope whose diameter has been calculated in this way is not always
optimum.
A rope of identical diameter, of which the wire is of longer strength (e.g. 1600 N/mm2 instead of
2
2200 N/mm ) and the fill factor is lower (e.g. eight strands instead of six) may have a much
longer useful life in spite of the lower factor of safety.
Another difficulty stems from the fact that the safety factor is related to breaking strengths whose
definitions differ from one country to another, and safety factors do not have the same meaning if
they relate to a breaking strength defined in different ways.
Four definitions exist for the breaking strength of ropes :
- Calculated breaking strength : this is the cross-section of the rope multiplied by the strength
of the wire of which it is composed ;
- Theoretical breaking strength : given by the sum of the breaking strengths of the wires used
in the rope ;
- Actual breaking strength : this is the load obtained by an ultimate tensile strength test on the
rope ;
- Nominal breaking strength : this is the minimum breaking strength guaranteed by the rope
manufacturer.
When a rope is determined by using a safety factor which is related either to the actual breaking
strength or to the nominal breaking strength, the manufacturer tends to adopt ropes in which the
spinning loss (difference between the theoretical breaking strength and the actual breaking
strength) is as small as possible in order to obtain a smaller rope diameter. The spinning loss,
however, is not related to the resistance of a rope to repeated bending. A satisfactory useful life
for ropes cannot therefore be obtained with this method of calculation.
This shows that the safety factor is not an adequate basis for determining the winding diameters
required to ensure satisfactory rope life under bending reversals ; indeed this method will often
prevent the optimum solution from being obtained.
Because it is difficult for the manufacturer to allow for the influence of these different factors, it is
preferable to determine the rope diameter dmin simply as a function of the tensile load S, from the
formula :
0,5
dmin = C . S
where C is a coefficient depending solely on the group of the mechanism.
4 - 34
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In cases where non rotating ropes are used (e.g. tower cranes in which the load is suspended
from a single part) and for dangerous handling operations (e.g. molten materials), the values of
C are increased above the normal values in order to compensate for the more unfavourable rope
construction or the greater risk.
The value of C, the safety factor Zp referred to the theoretical breaking strength and the rope fill
factor f (ratio of the metal cross section of the rope to the area of the circle circumscribing the
rope) are linked by the following relation :
0,5
C = [ Zp / ( . k . f .RO / 4 ) ]
where RO is the ultimate strength (in N/mm2) of the wire used in the rope.
The values of C apply to ropes made with wire having a strength of 1600, 1800, 2000 or 2200
N/mm2 .
where, exceptionally, use is made of a rope composed of wires with a strength of 1400 N/mm ,
the rope diameter must be increased accordingly.
The rope manufacturer or crane maker must choose the composition and cross section of the
rope, for the calculated minimum diameter d, to suit the reeving conditions of the particular rope
and in the light of the latest technical progress.
4 - 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Number of bending reversals required to cause failure (useful life)
Number of bending reversals
Tensil
stress
Langs lay rope, diameter 16 mm, six strands of nineteen 1 mm dia. wires, Ro = 1400 N/mm2
Cast-iron pulleys with machined groove of radius r = 8,5 mm.
Figure A.4.2.2.
Influence of pulley diameter D and tensile stress t on the useful life of a rope
4 - 36
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A- 4.2.3. - CONSIDERATIONS ON THE DETERMINATION OF MINIMUM
WINDING DIAMETERS FOR ROPES
There are no absolute minimum pulley and drum diameters below which a rope could no longer
operate. Nor is there a required absolute minimum diameter for different types of rope.
The useful life of a rope is progressively reduced with decreasing pulley and drum diameters, if
other conditions remain unchanged.
Figure A.4.2.3. shows the pattern of behaviour of a particular rope.
In order to ensure an adequate useful rope life, the minimum winding diameters D must be
determined, as a function of the group classification of the mechanism involved, from the formula
:
D/d H
where d is the nominal rope diameter and H is a coefficient which is chosen according to the
group in which the mechanism is classified and which becomes higher when the duty is more
arduous.
The coefficient H is higher for pulleys than for drums because, in the course of a cycle of
operations, the rope is subjected to twice as many bending reversals over a pulley (rope straight,
rope bent, rope straight) as on a drum (rope straight, rope bent).
The coefficient H is lower for equalising pulleys because the rope undergoes fewer bending
reversals and the movement is normally very limited. Such pulleys must nonetheless be
dimensioned with reference to the number of bending reversals.
Unfavourable winding conditions, e.g. reeving around several pulleys, reverse bends, or the use
of non-rotating ropes whose construction is less favourable for bending reversals, must be
compensated for by a suitable increase to ensure a useful rope life commensurate with the
group classification of the mechanism.
4 - 37
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Number of bending reversals required to cause failure (useful life)
Number of bending reversals
Pulley diameter
Ratio
Langs lay rope, diameter 16 mm, six strands of nineteen 1 mm dia. wires,
R = 1400 N/mm2
Cast-iron pulleys with machined groove radius r = 8,5 mm.
Figure A.4.2.3.
Influence of pulley diameter D and tensile stress t on the useful life of a rope
4 - 38
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
F.E.M.
SECTION I
3rd EDITION
REVISED
HEAVY LIFTING APPLIANCES
1.001
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 5
ELECTRICAL EQUIPMENT
Revised in 2003
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA MANUTENTION
Section I
HEAVY LIFTING APPLIANCES
F.E.M.
1.001
rd
3 EDITION
REVISED
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 5
ELECTRICAL EQUIPMENT
Revised in 2003
rd
The total 3 revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section 1
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The third edition of the "Rules for the design of hoisting appliances" dated 1987.10.01')
included 8 booklets. An addition to this edition was compiled in 1998. This addition is
incorporated in booklet 9, which also replaces booklet 6.
This booklet forms part of the "Rules for the design of hoisting appliances" 3rd edition
revised, consisting of 8 booklets:
Booklet 1 - Object and scope
Booklet 2 - Classification and loading on structures and mechanisms
Booklet 3 - Calculating the stresses in structures
Booklet 4 - Checking for fatigue and choice of mechanism components
Booklet 5 - Electrical equipment revised in 2003
Booklet 6 Stability and safety against movement by the wind
Booklet 7 - Safety rules
Booklet 8 - Test loads and tolerances
Booklet 9 - Supplements and comments to booklets 1 to 8
NOTE: Booklet 9 must not therefore be used separately
Booklet 5 has been revised in 2003 to take into account various European standards.
The main modifications concern the following points:
5.3 Installation of cables and conductors
This clause has been re-arranged; the new version includes some parts of old 5.2 and
references to
EN 60204-32
EN 60364-5-52
5.5 Limiting and indicating devices (old title "End limit switches")
This clause has been replaced by references to requirements coming from European
standards on motor over speed protection
5.6 Type of control
The revision of this clause makes references to requirements coming from European
standards on braking resistors of inverters
Booklet 5 - 1/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.7 Environment
The existing text has been deleted and replaced by the reference to EN 60204-32.
Clauses on EMC and on potentially explosive atmospheres have been introduced
5.8 Selection of motors
The revision of this clause introduced minor changes. A new clause 5.8.4. on inverter drives
has been added
5.9 to 5.11
The revision of this clause introduced minor changes. The reference to IEC 60034-1 has
been added.
Booklet 5 - 2/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
BOOKLET 5 - ELECTRICAL EQUIPMENT
5.1 FOREWORD..................................................................................................................................................................................... 5
5.2 POWER SUPPLY .......................................................................................................................................................................... 6
5.2.1.
G E N E R A L.........................................................................................................................................................................................................................................................6
5.2.2.
CUT-OUT AND S AFETY DEVICES..............................................................................................................................................................................................6
5.2.3.
CONDUCTOR BAR S, CABLE REELS AND FLEXIBLE CABLES ..........................................................................................................................6
5.3 INSTALLATION OF CABLES AND CONDUCTORS ................................................................................................................. 7
5.3.1.
CALCULATION O F C R O S S - S E C T I O N O F C O N D U C T O R S .....................................................................................................................................7
5.3.1.1.
CALCULATION OF THE CROSS-SECTION IN RELATION TO THE ADMISSIBLE VOLTAGE DROP.........................7
5.3.1.2. CALCULATION OF THE MINIMUM CROSS-SECTION IN RELATION TO THE THERMAL CAPACITY OF THE
CONDUCTORS ...............................................................................................................................................................8
5.3.2.
INSTALLATION C O N D I T I O N S.........................................................................................................................................................................................................9
5.4 ELECTRICAL PROTE CTIVE AND SAFETY EQUIPMENT..................................................................................................... 10
5.4.1.
SAFEGUARDING MOTORS AGAINST OVERHEATING ..........................................................................................................................................10
5.4.2.
SAFEGUARDING WIRING...............................................................................................................................................................................................................10
5.4.3.
SAFEGUARDING AGAINST ABSENCE OR INVERSION OF PHASES ........................................................................................................10
5.4.4.
ACTION OF SAF ETY DEVICES...................................................................................................................................................................................................10
5.4.5.
PROTECTION AG AINST THE EFFECTS OF LIGHTNING ......................................................................................................................................11
5.5 LIMITING AND INDICATING DEVICES..................................................................................................................................... 12
5.5.1.
GE N E R A L R E Q U I R E M E N T S.........................................................................................................................................................................................................12
5.5.2.
M O T O R O V E R S P E ED PROTECTION....................................................................................................................................................................................12
5.6 CONTROLS .................................................................................................................................................................................... 13
5.6.1.
C O M P O N E N T S.........................................................................................................................................................................................................................................13
5.6.1.1.
RELAYS AND CONTACTORS.......................................................................................................................... 13
5.6.1.2.
RESISTOR UNITS.......................................................................................................................................... 13
5.6.2.
CONTROLGEAR, LOCATION, MOUNTING AND ENCLOSURES.....................................................................................................................14
5.6.3.
T Y P E O F C O N T R OL.............................................................................................................................................................................................................................14
5.6.4.
5.6.3.1.
ENERGISATION ............................................................................................................................................. 14
5.6.3.2.
CAB CONTROL .............................................................................................................................................. 14
5.6.3.3.
FLOOR CONTROL.......................................................................................................................................... 14
5.6.3.4.
CABLE-LESS CONTROLS............................................................................................................................... 14
C O N T R O L O F M E CHANICAL BRAKES.................................................................................................................................................................................15
5.6.4.1.
SECOND BRAKE............................................................................................................................................ 15
5.7 ENVIRONMENT............................................................................................................................................................................. 16
5.7.1.
POTENTIALLY E XPLOSIVE ENVIRONMENTS...............................................................................................................................................................16
5.7.2.
E L E C T R O M A G N E TIC COMPATIBILITY................................................................................................................................................................................16
5.8 SELECTION OF MOTORS ........................................................................................................................................................... 17
5.8.1.
CRITERIA FOR MOTOR SELECTION (IEC 60034-1) .................................................................................................................................................17
5.8.1.1.
REMARKS ON THE SELECTION OF MOTORS................................................................................................. 17
5.8.1.2.
DEGREE OF PROTECTION (IEC 60034-5)........................................................................................................ 18
5.8.1.3.
THERMAL CALCULATION OF THE MOTOR ..................................................................................................... 18
5.8.1.4.
SQUIRREL CAGE MOTORS WITH DIRECT STARTING..................................................................................... 20
Booklet 5 - 3/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.2.
5.8.3.
5.8.4.
5.8.1.5.
POWER CORRECTION IN FUNCTION OF AMBIENT TEMPERATURE AND ALTITUDE........................................ 21
5.8.1.6.
CYCLIC DURATION FACTOR AND NUMBER OF WORKING CYCLES PER HOUR.............................................. 22
MOTORS FOR VE R T I C A L M O T I O N S.....................................................................................................................................................................................23
5.8.2.1.
DETERMINATION OF REQUIRED TORQUE..................................................................................................... 23
5.8.2.2.
CYCLIC DURATION FACTOR AND NUMBER OF CYCLES PER HOUR............................................................... 24
M O T O R S F O R H O R I Z O N T A L M O T I O N S.............................................................................................................................................................................25
5.8.3.1.
DETERMINING THE NECESSARY TORQUE .................................................................................................... 25
5.8.3.2.
CYCLIC DURATION FACTOR AND NUMBER OF CYCLES PER HOUR............................................................... 27
5.8.3.3.
ROTATION..................................................................................................................................................... 27
5.8.3.4.
SPAN VARIATION .......................................................................................................................................... 27
DEVICE SELECT IONS FOR INVERTER DUTY...............................................................................................................................................................28
GENERAL..................................................................................................................................................................... 28
5.8.4.2.
THERMAL DIMENSIONING............................................................................................................................. 29
5.8.4.3.
SELECTION CRITERIA FOR VERTICAL MOTIONS ........................................................................................... 29
5.8.4.4.
SELECTION CRITERIA FOR HORIZONTAL MOTIONS ...................................................................................... 30
5.9 LOAD LIFTING MEANS................................................................................................................................................................ 31
5.9.1.
CURRENT SUPPL Y...............................................................................................................................................................................................................................31
5.9.2.
LOAD HOLDING DEVI C E S..............................................................................................................................................................................................................31
5.9.2.1.
5.10
LIFTING MAGNETS ........................................................................................................................................ 31
5.9.3.
G R A B S.............................................................................................................................................................................................................................................................31
5.9.4.
LOAD TURNING EQUIPMENT......................................................................................................................................................................................................32
MAINTENANCE AND CHECKS........................................................................................................................................... 33
5.10.1.
M A I N T E N A N C E........................................................................................................................................................................................................................................33
5.10.2.
C H E C K S.........................................................................................................................................................................................................................................................33
5.10.2.1. REGULAR CHECKS........................................................................................................................................ 33
5.10.2.2. CHECKS BEFORE COMMISSIONING.............................................................................................................. 34
5.11
AUXILIARY ELECTRICAL EQUIPMENT............................................................................................................................ 34
5.11.1.
LIGHTING......................................................................................................................................................................................................................................................34
5.11.1.1. CABIN ........................................................................................................................................................... 34
5.11.1.2. WORKING AREA LIGHTING............................................................................................................................ 34
5.11.1.3. ACCESS AND MACHINERY CABINET LIGHTING.............................................................................................. 34
5.11.1.4. EMERGENCY LIGHTING................................................................................................................................. 34
5.11.2.
HEATING AN D AIR-CONDITIONING .................................................................................................................................................................................35
5.11.2.1. MACHINERY CABINETS............................................................................................................................... 35
5.11.2.2. CABIN ........................................................................................................................................................... 35
5.11.3.
AUXILIARY CI RCUIT............................................................................................................................................................................................................................35
LIST OF SYMBOLS AND NOTATIONS
See booklet
Booklet 5 - 4/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.1
FOREWORD
The electrical equipment for hoisting appliances should conform to EN 60204-32 and other
applicable EN-standards published by CEN and CENELEC. In case the relevant ENstandards do not specify particular requirements, the recommendations given in this
document should be followed.
Many details specified in the previous versions of this Booklet 5 are now covered by the EN
60204-32.
Booklet 5 - 5/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.2
POWER SUPPLY
5.2.1.
GENERAL
This document deals with a.c. low-voltage systems up to 1000 V.
The power supply system should comply with EN 60204-32 clause 4.3. Voltage variation at
the point of supply (4.3 of EN 60204-32) should not exceed 5% ... +5%. of the rated voltage
under normal operating conditions. In applications with very long cabling distances it may be
necessary to limit the voltage variation further. The allowed per cent voltage drop in the
different parts of the power supply need to considered case by case. It is recommended that
the details of the power supply system are agreed between the supplier and the purchaser
e.g. by using Annex A of EN 60204-32.
The type of the power supply grounding (see IEC 60364-1) may have significant effects on
the requirements of the crane electrification. The type should always be agreed between the
purchaser and supplier. In cases where the power supply type is TN with neutral directly
earthed, equipment will usually perform correctly.
If the power supply type is TN with other than neutral earthing, TT or IT some restrictions
may need to be considered, e.g. devices designed for neutral earthed TN supply may
incorporate components for EMC filtering, which might
not withstand the phase to earth voltage of corner earthed systems or IT systems
during ground fault
introduce unacceptably high leakage currents to earth.
5.2.2.
CUT-OUT AND SAFETY DEVICES
The requirements for crane-supply-switch and crane disconnector are given in clause 5 of
EN60204-32.
Additional requirements may apply, if these devices are used in emergency operations (see
9.2.5.4 of EN 60204-32).
5.2.3.
CONDUCTOR BARS, CABLE REELS AND FLEXIBLE CABLES
The following clauses in EN 60204-32 set the basic requirements:
13.7. Flexible cables
13.8. Collector wires, collector bars and slip-ring assemblies
14.4.3. Connections to cranes and between moving parts of the crane
According to 13.8.2. of EN 60204-32 the continuity of any protective bonding connection with
sliding contacts shall be ensured e.g. by duplication of the current collector.
Additionally, when sliding contacts are used to supply power to electronic drives, double
collectors should be used also in phase collectors to avoid noise and hardware failures which
may occur if a contact cuts off momentarily.
Booklet 5 - 6/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.3
INSTALLATION OF CABLES AND CONDUCTORS
General requirements for cables and wiring practices are given in clauses 13 and 14 of EN
60204-32.
5.3.1.
CALCULATION OF CROSS-SECTION OF CONDUCTORS
These requirements apply both to the power supply to the crane and also to wiring within the
crane.
The voltage drop must be considered, paying attention to the fluctuation and the voltage drop
within the power supply. For very long supply lines, not only the resistive but also the
inductive part of the supply impedance need to be taken into account.
The cross-section of the conductors should be determined by taking into account the
mechanical strength required and the electrical load to be carried.
5.3.1.1.
CALCULATION OF THE CROSS-SECTION IN RELATION TO THE
ADMISSIBLE VOLTAGE DROP
When calculating the voltage drop, the most unfavourable position of the hoisting appliance
in relation to the supply point must be considered.
When calculating the admissible voltage drop on a supply line used by several hoisting
appliances, the start-up (ID) and rated (IN) currents of the motors operating simultaneously
must be taken into account.
Notes for the calculation:
In this clause, the rated current (IN) should be considered not necessarily to mean the
nameplate current of the motor but the current drawn by the motor at full rated load.
For squirrel-cage rotor motors ID (start-up current), refer to the manufacturer's
catalogue. In case the motor is controlled by an electronic drive (soft-starter, frequency
converter etc), the maximum current during any phase of operation should be
considered as start-up current, although the highest current does not necessarily
occur when starting the motion. With direct starting the ID is typically 5 to 10 times IN.
With electronic drives the start-up current depends on the converter type and on its
adjustments; with frequency converters the ID is typically below 2 times IN.
For slip-ring rotor motors, consider ID to be approx. 2 * IN.
For drive with n motors in parallel, apply n * ID or n * IN.
In case two or more hoisting appliances are working together, they should be
considered as one appliance by using the sum current ( ID or IN ) of each joint motion.
In case the power supply also feeds other (continuos) loads such as lighting, hydraulic
pumps, lifting magnets or other cranes, the current drawn by these devices need to be
taken into account.
Booklet 5 - 7/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For a three phase power supply, the required minimum cross-section (S) of copper
conductors can be calculated with the formula:
S
= 3 * l * Itot * cos / ( u * )
l
= Effective length of the line [m]
Itot
= Sum of the above calculated (ID and IN) currents [A]
= Admissible voltage drop [V]
= Electric conductivity [ * mm2 * m-1]-1
cos
5.3.1.2.
[mm2], where
= Power factor.
CALCULATION OF THE MINIMUM CROSS-SECTION IN RELATION TO
THE THERMAL CAPACITY OF THE CONDUCTORS
When calculating the cross-section for the conductor bar, which supplies several hoisting
appliances, the actual simultaneous operation of the drive motors must be taken into
account.
Notes for the calculation:
In this clause, the rated current (IN) should be considered not necessarily to mean the
nameplate current of the motor but the current drawn by the motor at full rated load.
In case n>1 motors are driven in parallel, consider : IN = n * IN (IN = nominal current
for one motor).
In case two or more hoisting appliances are working together, they should be handled
as one by using the sum current of each joint motion.
In case the power supply also feeds other (continous) loads such as lighting, hydraulic
pumps, lifting magnets or other cranes, the current drawn by these devices need to be
taken into account.
The maximum allowed conductor temperature shall not be exceeded during normal
operation. Conductor cross-section should be selected according to manufacturers
specifications or according to IEC60364-5-52.
The tables of IEC 60364-5-52 contain a number of parameters, the most important of which
are:
- conductor type
- installation method
- correction factors (ambient temperatures, bunching of cables,...); for cable drums see
also EN 60204-32 clause 13.7.3,
The current limits given in IEC 60364-5-52 are for continuous current. If the conductor
manufacturer does not provide more detailed guidance for intermittent use consisting of
active periods (Ta) and
idle periods (Ti),
the information provided in 5.3.1.2.1 or in 5.3.1.2.2 can be used.
Booklet 5 - 8/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.3.1.2.1.
Overloading capacity of
conductors with 10
minute cycle time
Table 5. 3.1.2-A
The allowed increase of the current
depends on the duration of the load
cycle compared to the thermal time
constant of the conductor. Table
5.3.1.2-a defines the overloading
capacity ( fED ) of conductors in
intermittent duty when duration of the
operating cycle is 10 minutes. These fED
values have been calculated using the
formulas in 5.3.1.2.2.
5.3.1.2.2.
Overloading capacity of
conductors with any
cycle time
If the duration of the operating cycle is
very short compared with the time
constant of the cable (T) it may be
possible to apply higher factors than
shown in 5.3.1.2.1.
The allowed overloading factor fED for
the particular duty cycle can be
expressed as a function of Ta, Ti, and T
as shown below.
fED for a 10 minute cycle
cross
section
Ta / (Ta + Ti)
mm2
0,6
0,4
0,25
0,15
1,5
1,044
1,120
1,265
1,505
2,5
1,058
1,150
1,315
1,580
1,075
1,183
1,369
1,660
1,092
1,215
1,421
1,737
10
1,116
1,260
1,493
1,842
16
1,139
1,303
1,561
1,942
25
1,161
1,344
1,626
2,037
35
1,177
1,373
1,673
2,105
50
1,193
1,403
1,719
2,173
70
1,207
1,429
1,760
2,231
95
1,219
1,450
1,793
2,280
120
1,227
1,464
1,816
2,314
150
1,234
1,477
1,836
2,343
185
1,240
1,488
1,854
2,369
240
1,247
1,501
1,874
2,397
300
1,252
1,510
1,888
2,419
The thermal time constant T to be used in the f ED calculation is given in Table 5.3.1.2-b.
f ED =
1-e
1- e
5.3.2.
Table 5. 3.1.2-B
T a+ T i
1,5
2,5
10
16
25
35
T/min
2,7
3,1
3,6
4,2
5,2
6,4
7,9
9,4
mm 2
50
70
95
120
150
185
240
300
mm
Ta
T/min 11,3 13,6 16,1 18,4 21,0 23,7 27,7 31,8
INSTALLATION CONDITIONS
Type of protection for connection and distribution equipment must be suitable for surrounding
conditions following the guidelines given in EN 60204-32 clause 12.3.
The connections and linking terminals should be placed in cabinets or boxes. Plug-in
arrangements whose accidental connection could be dangerous should be clearly separated
unless their design precludes this risk. In order to ensure continual mechanical protection, the
protective covering of the cables and conductors should enter housings through packing
glands or such similar devices.
The wires or conductors belonging to electrical circuits with different rated voltages may be
arranged within a single enclosure or may form part of the same cable provided that these
wires or conductors are insulated against the highest rated voltage.
Conductors having single insulation can only be installed in conduits or trunking whose ends
are fitted with adequate protection.
Non-sheathed conductors and cables, which are fixed to parts of the framework should be
protected, if necessary, against any mechanical wear and tear.
Booklet 5 - 9/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.4
5.4.1.
ELECTRICAL PROTECTIVE AND SAFETY EQUIPMENT
SAFEGUARDING MOTORS AGAINST OVERHEATING
Motor overload protection shall fullfill the requirements of 7.3 of EN 60204-32.
Normal thermal relays or protection methods based on calculating methods may not perform
properly in short time duty (S2 of IEC 60034-1) and in intermittent duty, (S3...S8 of IEC
60034-1) because e.g.
their time constant may not be comparable to that of the load cycle
initial temperature during power up is not known
when self-ventilated motors are operated at low speeds the cooling is not efficient
Therefore protection methods based on actual temperature measurement of the motor are
preferred.
The overload protection can also be implemented by electronic devices, which may be either
separate devices or integrated in the control or drive unit.
5.4.2.
SAFEGUARDING WIRING
The cross-section of a conductor should be determined according to the current intensity to
which it is subject during both normal running of the motor and starting-up or electrical
braking, see clause 5.3.2.
Whether the loads (motors) are overloadprotected or not, all wires should be safeguarded
according to 7.2 of EN 60204-32 against any overcurrent, which could result from a shortcircuit or faulty insulation.
The protective device shall be rated for the anticipated short-circuit currents.
5.4.3.
SAFEGUARDING AGAINST ABSENCE OR INVERSION OF PHASES
Where an incorrect phase sequence of the supply voltage can cause a hazardous condition
or damage to the hoisting machine, protection should be provided according to 7.8 of EN
60204-32.
If the absence of phases may occasion a danger, the appropriate safety measures must be
taken.
5.4.4.
ACTION OF SAFETY DEVICES
When several motors drive the same motion, the action of a safety device should stop all of
the motors for this movement.
After a safety device has been activated, it should be possible for the equipment to be started
up again only manually.
Booklet 5 - 10/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.4.5.
PROTECTION AGAINST THE EFFECTS OF LIGHTNING
For very tall pieces of hoisting equipment which are erected in particularly exposed locations,
the effects of lightning must be considered
on pieces of vulnerable structure (for example : jib support cable)
on anti-friction bearings or runners which form a link between large parts of the frame (for
example : slewing ring, travel runner).
When necessary, safeguarding against the effects of lightning should be carried out e.g. by
following IEC 61024-1.
For the safety of personnel, it is recommended that the runner rails for the lifting equipment
are earthed.
Booklet 5 - 11/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.5
LIMITING AND INDICATING DEVICES
In addition to the requirements given later in this clause, the limiting and indicating devices
should comply
with 7.7 of FEM 1.001 Booklet 7, and
with EN 12077-2, and
with the EN-standards for the particular crane type, and
in case there is no published EN-standards for the the particular crane type, the
requirements given in ISO 10245 for the particular crane type should be followed.
5.5.1.
GENERAL REQUIREMENTS
A limit switch should bring about the arrest of motion by opening the electric circuit and
keeping it open as long as safety conditions are not restored.
If it is unavoidable to by-pass a safety device, this operation should only be able to be
effected with the aid of a device which, when no longer actuated, automatically re-inserts the
safety device. The provisions of 9.2.4 of EN 60204-32 should be followed, and if necessary a
permanent warning signal should be given.
In general, the safety functions should comply with safety category 1 if hardwired or safety
category 2 of EN 954-1 if not hardwired.
5.5.2.
MOTOR OVERSPEED PROTECTION
All electronically controlled hoisting motions shall be equipped with overspeed protection.
The overspeed protection shall prevent
uncontrolled and unintentional motions and
all parts of the mechanism from reaching its mechanical limit speed.
The trigger limit of the overspeed protection shall be set so that the mechanical brake is
capable to stop the motion safely in all conditions. In general, the trigger limit should not
exceed 1,2 times the specified speed at nominal load. When utilising field weakening with a
reduced load, the trigger limit can be adjusted to a higher value, in general not exceeding 1,2
times the specified speed for that load.
The emergency stopping with any possible speed and load combination shall not cause any
hazard including the cases where the drive is intended to operate above the nominal speed.
NOTE : Topics to be considered include allowed speed/load combinations, time delays in the
system (particularly brake delays), mechanical speed limit of the machinery, reliability
of load measurement/estimation.
Booklet 5 - 12/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.6
CONTROLS
5.6.1.
COMPONENTS
5.6.1.1.
RELAYS AND CONTACTORS
Relays and contactors must comply with the requirements of EN6024-32 clause 4.2.2.
In case the crane will be used at an altitude in excess of 1000 m, this shall be considered by
selecting the contactors and relays.
Reversing contactors should be of the electrically or mechanically interlocking type.
5.6.1.2.
5.6.1.2.1.
RESISTOR UNITS
General
Resistor units should be accommodated in suitable enclosures according to EN 60204-32 cl.
12.3.
The temperature limit of the resistance material is defined in 7.2.2.8 of IEC 60947-1.
Temperature rise of the touchable surfaces of the resistor enclosures shall comply with
7.2.2.2 of IEC 60947-1. When designing the resistor units, the equivalent torque, cyclic
duration factor and switching rate have to be considered.
Cooling fans for resistors should be used only if proper monitoring is arranged (air flow
detection and/or temperature measurement). In dirty environments fans should not be used
to ensure reliability.
5.6.1.2.2.
Braking resistors for inverter drives
The braking resistor of a hoisting drive shall be capable of absorbing the generative energy
when lowering the maximum load at maximum speed. For horizontal motions, the braking
resistor shall be capable of absorbing the generative energy during deceleration of the
motion also taking into account the possibility of a swinging load and the wind push (the load
and load attachment included).
The braking resistor shall be thermally capable to absorb the generative energy during
successive drive cycles of the application. The failure of the braking resistor shall neither lead
to the loss of stopping capability nor to any uncontrolled acceleration of the motion.
The braking resistors and their enclosure may heat up to hazardous temperatures. Protection
or warning of the hazard shall be provided depending on the application. The requirements of
clause 5.1.4.1 of prEN 13135-2 shall be fulfilled.
NOTE : The braking resistor may also be common for several hoist and travel drives. In such
cases the dimensioning of the braking resistor shall be made accordingly.
NOTE : The braking resistor is usually connected to the DC-bus of the inverter and due to
this it becomes live always when electric power is supplied to the inverter also during not
running the motor.
Booklet 5 - 13/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.6.2.
CONTROLGEAR, LOCATION, MOUNTING AND ENCLOSURES
Switching devices, controlgear and panels housing electrical equipment may be enclosed:
in cabinets or housings,
in special enclosed spaces,
in the supporting structure (principally the crane girder) of the hoisting appliance.
These enclosures and the equipment installed should comply with cl. 12 of EN 60204-32.
5.6.3.
TYPE OF CONTROL
5.6.3.1.
ENERGISATION
The lifting appliance can only be energised when all the control devices are in the off
position. This off position can be determined either by a checking circuit or by using hold-torun controls. As required in EN 60204-32 clause 10.7.1, a device for emergency stop or for
emergency switching off shall be located at each operator control station.
5.6.3.2.
CAB CONTROL
The controls should be so arranged that the operator has an adequate view of the cranes
working area.
The control for hoisting appliances should preferably be arranged on the right-hand side of
the operators seat.
5.6.3.3.
FLOOR CONTROL
Push-buttons or other switching devices, which automatically return to their off position as
soon as they are released, should be provided for the control of all motions by pendant
control units.
Housings of pendant control units should preferably be of fully insulating material or of
material with protective insulaion. Metal parts accessible from the outside, which pass
through the insulation, should be separately earthed.
The surface of the housing must be a vivid colour. For indoor operation, the degree of
protection should be at least IP43, and for outdoor operation at least IP55
Pendant control units should be suspended with a strain relief arrangement.
5.6.3.4.
CABLE-LESS CONTROLS
The requirements of 9.2.7 of EN 60204-32 and Annex C of prEN 13557 apply to cable-less
controls incl. radio and infrared controls.
The transmitter must have a minimum protection class IP 43 for indoor use and IP 55 for
outdoor use.
Booklet 5 - 14/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.6.4.
CONTROL OF MECHANICAL BRAKES
The requirements of EN 60204-32 clauses 9.3.4, 15.6, and 15.7 should be fulfilled.
Measures should be taken to ensure that no unintentional movements occur when starting.
5.6.4.1.
SECOND BRAKE
Cranes, which require particular safety, e.g. in steel works or with dangerous or melted loads,
should be provided with a second brake.
The operation of the second brake shall be arranged according to the design of the drive. It is
recommended that under normal operating conditions, the second brake is always be applied
on stopping, after the motion has been brought to a halt by the main brake. In some
applications for example if waiting for the releasing of the second brake would cause
unacceptable time delay at each starting - it may be necessary to apply the second brake
only when the crane switch (main contactor) is de-energized.
In the event of an emergency stop, the second brake should be applied immediately.
Booklet 5 - 15/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.7
ENVIRONMENT
The electrical equipment shall be suitable for use in the physical environment and operating
conditions specified in 4.4.2 to 4.4.8 of EN 60204-32. When the physical environment or the
operating conditions are outside those specified, an agreement may be needed between the
supplier and the user (see annex A of EN 60204-32).
5.7.1.
POTENTIALLY EXPLOSIVE ENVIRONMENTS
In potentially explosive atmospheres, the electrical equipment including motors shall comply
with relevant additional requirements (e.g. EN 50014...50020).
5.7.2.
ELECTROMAGNETIC COMPATIBILITY
The requirements of 4.4.2 of EN 60204-32 apply.
The manufacturer should perform an EMC analysis to define what essential safety and/or
protection requirements apply to his apparatus and how to conform to them. The
manufacturer should apply
harmonised specific product family standards and
harmonised generic standards for the residential, commercial, and light industrial
environment, and industrial environment
to bring the hoisting machine into compliance with the EMC Directive.
When using only CE marked apparatus and components (complying with the EMC
Directive) and following strictly the instructions and limitations of use of the manufacturer of
these products, the finished hoisting machine could be considered to comply with the EMC
Directive and no further verification is then needed. The manufacturer shall provide clear
instructions for assembly/installation/operation/maintenance in the instructions for use to
ensure that the compliance with the Directive can be reached in all expected electromagnetic
environments.
In cases where the manufacturer does not restrict himself to only using CE marked
apparatus, a thorough EMC analysis and verification of compliance is needed.
Booklet 5 - 16/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8
SELECTION OF MOTORS
5.8.1.
CRITERIA FOR MOTOR SELECTION (IEC 60034-1)
When selecting motors for an application, at least the following details need to be considered:
- required powers-the thermal power is also included in these required powers,
- maximum rated torque and maximum acceleration torque,
- cyclic duration factor,
- number of cycles/hour,
- type of control (type of braking),
- speed regulation,
- type of power feed,
- degree of protection, (environment conditions),
- ambient temperature,
- altitude.
The motor has to comply with the following two dimensioning requirements:
- the thermal calculation according to clause 5.8.1.3.
- the required maximum torque:
for hoisting mechanisms according to clause 5.8.2.1.
for horizontal motions according to clause 5.8.3.1.
NOTE: Additional or different criteria may be needed depending on the driving system.
NOTE: Selection of motors for inverter drives is defined in clause 5.8.4, which also covers the
dimensioning of inverter drives.
If the required torque diagrams, in order to define the mean equivalent torque (cl. 5.8.1.3.1.)
are not available, these can be assessed respectively with the help of tables T 5.8.2.2a. and
T 5.8.3.2a
5.8.1.1.
REMARKS ON THE SELECTION OF MOTORS
The selection of the motor should be agreed with the manufacturer in taking into account the
torque and powers calculated in the following clauses and the real operating conditions of the
motor.
In the event of electronic power control, the definition of the motors has to be made in
cooperation with the manufacturer, taking into account the cooling system and the speed
range.
In cases where two or more mechanisms drive the same motion, the following shall be
considered:
both static and dynamic synchronisation of the motions according to the needs of the
application
necessary interlocks between the mechanisms to ensure safe operation
both static and transitional asymmetrical loading of the mechanisms and consequently
needed adequate dimensioning of motors and other drive components
Booklet 5 - 17/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.1.2.
DEGREE OF PROTECTION (IEC 60034-5)
The degree of protection for all motors shall be according to EN 60204-32 clause 15.2. In
case of water condensation risk, care should be taken that the water condensation drain
holes remain open.
5.8.1.3.
THERMAL CALCULATION OF THE MOTOR
5.8.1.3.1.
Mean equivalent torque
In order to carry out the thermal calculation, the mean equivalent torque must be determined
as a function of the required torque during the working cycles, by the formula:
Mmed =
M12 * t1 + M22 * t 2 + ... + Mn 2 * tn
t 1 + t 2 + ... + t n
Where :
t1, t2, ...,tn
are the durations of the time periods during which the different torque
values are produced; periods of rest are not taken into account.
M1, M2 , .... Mn
are the calculated torque values taking into account all the inertia
forces including the one of the rotor mass of the motor.
In case of variable loads at least 10 successive working cycles must be taken into account
(see definition 2.1.2.2.).
Diagram 5.8.1.3.1. shows an example of the torque for 2 different operating cycles.
5.8.1.3.2.
Mean equivalent power
Starting from the mean equivalent torque, the mean equivalent power P med [kW] is defined by
the formula:
Pmed = (M med * nm / 9 550 )
where:
Mmed
= mean equivalent torque [Nm]
nm
= speed of motor [1/min]
If the motor is rated for S3-duty and the rating corresponds to the actual use in the particular
application, then the motor can be selected according to the calculated mean equivalent
power.
For S1-rated squirrel cage motors, the thermal dimensioning shall be carried out according to
the method described in clause 5.8.1.4. (NOTE: applies only for direct starting motors).
For the motor selection, the mean equivalent power P med should be corrected as a function of
altitude if it exceeds 1000 m and the ambient temperature if it deviates from 40 C (See
5.8.1.5.).
Booklet 5 - 18/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Torque
raising
with load
lowering
with load
M1
raising
without load
M6
lowering
without load
M7
M12
M2
M5
hoisting
motion
M8
t1
t2
t3
t4
t5
t6
t8
tr1
M3
tr2
t9
t10
t7
tr3
time
M11
t11
t12
tr4
M4
M9
M10
M1
M2
M6
with load
and resisting wind
horizontal
motion
t1
t2
t3
t4
tr1
t5
without load
with driving wind
t6
tr2
tr3
M5
CYCLE 1
M3
raising with
partial load
lowering with
partial load
M4
raising
without load
lowering
without load
M6
M1
M12
M2
M5
hoisting
motion
M8
t1
t2
t3
t4
t5
t6
t8
tr1
M3
tr2
t9
t7
t10
tr3
M11
t11
time
t12
tr4
M4
M9
M1
M10
M2
M6
with partial load
and resisting wind
horizontal
motion
t1
t2
t3
t4
tr1
t5
tr2
without load
with driving wind
t6
tr3
M5
CYCLE 2
M3
M4
Diagram 5.8.1.3.1.
Typical torques for 2 different operating cycles:
Hoisting motion
tr: rest time
M1,M4,M7,M10,
M2,M8,
M3,M6,M9,M12
M5,M11,
starting torque
hoisting torque raising
braking torque
hoisting torque lowering
Horizontal motion
tr: rest time
M1,M4
starting torque
M2
working torque with wind
M3, M6
braking torque
M5
torque without load with wind
Booklet 5 - 19/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.1.4.
SQUIRREL CAGE MOTORS WITH DIRECT STARTING
The following inequality has to be fulfilled for the thermal dimensioning of squirrel cage
motors:
Ck ( 1 - N ) * P N * T > ( 1 - mcy ) * P mcy * tN + ( P N * t E * ID / IN ) - ( J * nmcy2 * 10-3 / 182 )
NOTE: Subscript cy refers to cycle.
loss energy of the motor working at its rated
power (S1) during a time T
loss energy of the motor during the time t N
( 1 - mcy ) * P mcy * t N
(constant speed) in a cycle
2
-3
( P N * tE * ID / IN ) - ( J * n mcy * 10 / loss energy of the motor during the starting
182 )
and braking phases
Ck
correction factor linked to the type of motor
nominal power [kW] of the motor in
PN
continuous (S1) duty
N
efficiency of the motor at P N
Pmcy.
Mmcy * nmcy / 9 550 [kW]
nmcy
speed of motor [1/min] for power P mcy
mean resisting torque [Nm] calculated in the
same manner as M med (see clause 5.8.1.3.1),
Mmcy
but not including the starting and braking
phases.
mcy
efficiency of the motor at power P mcy
total time of cycle [s],
T
= t N + t E + tr
cyclic duration factor (see clause 5.8.1.6.)
ED
= 100 * ( tN + t E ) / T
operating time [s] at constant speed during
tN
one cycle.
equivalent time [s] of starting and braking
during one cycle,
tE
= ( / 30 ) * nmcy * J / Macc / ( dccy + 0,5 * d icy +
3 * fcy )
tr
total rest (idle) time [s] during one cycle.
total inertia of masses in motion referred to
J
the motor shaft [kgm2].
the number of complete starts during one
dccy
cycle
dicy
the number of impulses during one cycle
the number of electrical brakings during one
fcy
cycle
the mean accelerating torque [Nm],
Macc
= M Dmcy - M mcy
MDmcy
mean starting torque of motor [Nm]
( 1 - N ) * P N * T
Booklet 5 - 20/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The following data has to be indicated by the motor manufacturer:
nominal power [kW] of motor in continuous
(S1) duty
efficiency for 1/4 P N ... 5/4 P N powers
moment of inertia of motor [kgm2]
speed of motor at 1/4 P N ... 5/4 P N [1/min]
mean starting torque of motor in [Nm]
ratio between the starting current and the
current at P N
correction factor linked to the type of motor
PN
1/4 ... 5/4
JM
n1/4 ... 5/4
MDmcy
ID/IN
Ck
In case the C k factor is not mentioned in the manufacturer's catalogue, C k shall be taken
equal to 1 for motors of polarity equal or above 4.
5.8.1.5.
POWER CORRECTION IN FUNCTION OF AMBIENT TEMPERATURE AND
ALTITUDE
These corrections are depending from the type of motor, the cooling method and the
insulation class.
The precise calculation can only be made by the motor manufacturer in supplying them with
the following indications:
- P med without correction
- value of ambient temperature
- altitude
The thermal dimensioning can be based on the formulas below and on the values of k
indicated in Diagram 5.8.1.5:
Pmed = P med / k
or
P'mcy = P mcy / k
(for squirrel cage motors)
P'mcy or P'med = required nominal power of motor as function of altitude and ambient
temperature.
Booklet 5 - 21/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
ALTITUDE
Ambient Temperature
Diagram 5.8.1.5 = Correction factor k as function of ambient temperature and altitude
Note 1: The k > 1 coefficient values are to be applied only by agreement between the motor
manufacturer and the hoisting appliances manufacturer.
Note 2: The ambient temperature shall be indicated above an altitude of 1000 m.
5.8.1.6.
CYCLIC DURATION FACTOR AND NUMBER OF WORKING CYCLES PER
HOUR
The cyclic duration factor is given by the following formula:
ED = Operating time / (Operating time + idle time ) * 100
(%)
The operating time and the number of operations per hour of the motors as well as the
number of working cycles of the crane, are an important base for the thermal definition of the
motors and which should be agreed between the user and the manufacturer of the crane. In
case it is not possible to give these indications in a precise manner, it should be referred to
tables T 5.8.2.2 a and T 5.8.3.2 a.
Booklet 5 - 22/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.2.
MOTORS FOR VERTICAL MOTIONS
5.8.2.1.
DETERMINATION OF REQUIRED TORQUE
For a hoisting motor, the required power to raise the maximum nominal load (P Nmax) is
defined in kW in taking account of the configuration of the transmission and of the reeving
according to the following formula:
PNmax = L * V L * 10-3 *
Where:
L = maximum nominal permissible lifting force [N]
VL = lifting speed [m/s]
= efficiency of machinery
The required torque to raise the maximum nominal load is:
MNmax = P Nmax * 9 550 / n, where
nm = rotating speed of the motor [1/min].
In order to be able to develop the necessary torque for acceleration, for lifting the test load or
for compensating for variations in the mains voltage and frequency, the torque developed by
the motor must satisfy the following minimum condition:
-
For squirrel cage motors with direct starting:
Mmin / MNmax 1,6, where
Mmin is the minimum torque of the motor during starting.
For slip ring motors:
Mmax / M Nmax 1,9
with M max being the maximum torque of the motor.
For all types of motors which are fed by voltages and /or variable frequencies:
Mmax / M Nmax 1,4
The mechanical braking torque at the motor shaft (MF) should at least be equal to:
MF 2 * M Nmax * 2
Static
Dynamic MF 1,6 * M Nmax * 2
Definition of the braking torque:
-
Static: is the required minimum torque to prevent the SWL (safe working load) rotating the
machinery.
Dynamic: is the braking torque produced by the brake during the whole duration of a
braking cycle.
In case electrical braking is applied, it shall be capable to slow down the load in complete
safety.
Booklet 5 - 23/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.2.2.
CYCLIC DURATION FACTOR AND NUMBER OF CYCLES PER HOUR
In the case where no precise indications are given, the values mentioned in Table T 5.8.2.2.a
can be chosen.
Table T.5.8.2.2.a.
Indications for the number of cycles per hour and the cyclic duration factor for the vertical
motions
Type of appliance
Reference
1
2
3
Hand-operated (=not
motorised) appliances
Erection cranes
Erection and dismantling
cranes for power stations,
machine shops, etc.
Stocking and reclaiming
transporters
Stocking and reclaiming
transporters
6
7
Workshop cranes
Overhead travelling cranes,
pigbreaking cranes
Scrapyard cranes
Ladle cranes
Soaking-pit cranes
Stripper cranes, open-hearth
furnace-charging cranes
Forge cranes
Bridge cranes for unloading,
bridge cranes for containers
Other bridge cranes (with crab
and/or slewing jib crane)
11
12-a
12-b
13
14
Numbe
r
of
concerning
cycles
nature of use
per
(1)
hour
Designation
8
9
10
Particulars
Lifting
2-25
2-15
25-40
15-40
Hook duty
20-60
40
Grab or
magnet
25-80
60-100
10-50
40-120
25-40
40-100
3-10
30-60
30
10
6
20-60
60
40-60
40-60
60
60
40
40-60
b Hook duty
20-60
40-60
Grab or
magnet
20-80
40-100
20-50
60
40
Grab or
magnet
a Hook or
spreader duty
Bridge cranes for unloading,
bridge cranes (with crab and/or
slewing jib crane)
Drydock cranes, shipyard jib
cranes, jib cranes for
dismantling
Type of mechanism ED%
Hook duty
Booklet 5 - 24/ 35
Derrickin Derricki
g hinged
ng
boom
boom
S2 (2)
15-30
min
S2 (2)
15-30
min
S2 (2)
15-30
min
S2 (2)
15-30
min
S2 (2)
15-30
min
40
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
18
19
Dockside cranes (slewing, on
gantry, etc.), floating cranes
and pontoon derricks
Dockside cranes (slewing, on
gantry, etc.), floating cranes
and pontoon derricks
Floating cranes and pontoon
derricks for very heavy loads
(usually greater than 100 t)
Deck cranes
Deck cranes
20
21
Tower cranes
Derricks
20
10
22
Railway cranes allowed to run
in train
10
15
16
17
Hook duty
Grab or
magnet
Hook duty
Grab or
magnet
40
60
40-60
20
25-60
40
60-100
40-60
2-10
S1 (2)
or S2
30 min
40
60
S2 (2)
15-30
min
40
60
40-60
S1 (2)
or S2
30 min
40
25-40
S1 or
S2 (2)
30 min
30-60
30-80
1) This column comprises only some indicatory typical cases of utilisation
2) it is recommended for S1 and S2 to refer to the definition IEC 60034-1
5.8.3.
MOTORS FOR HORIZONTAL MOTIONS
In order to select travel motors correctly, all the necessary torque (or power) values must be
considered, taking into account the starting time, the number of starting cycles per hour and
the cyclic duration factor. The maximum transmissible torque of the travel motors is limited by
the adhesion of the driven travel wheels on their tracks.
5.8.3.1.
DETERMINING THE NECESSARY TORQUE
- Speed maintaining torque
To determine the torque necessary for maintaining the speed, account has to be taken
of the sum of forces (w) resisting to travel resulting from the dead-weight, the load and
operating conditions such as:
- deformation of the running surface,
- friction of the wheels on straight sections and in curves,
- wind force,
- gradients in the track,
- necessary traction of power supply cable.
- Acceleration torque (running up to speed)
The acceleration torque shall take into account the sum of the acceleration forces of
the mass of lifted load and of the other masses put into motion. The recommended
acceleration values are given in Table T 2.2.3.1.1 (booklet 2).
Booklet 5 - 25/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The travel motors must deliver the necessary torque in the following operating conditions:
-
Case I for cranes not exposed to wind
Case II for cranes exposed to wind
The necessary torque can be calculated by the following formulae (see diagram
5.8.1.3.1)
Case I
M1, ... Mn = [ a * ( m + mL ) + w0 ]* v * 60 / ( 2 * * nm * )
Case II
The largest of the values from the results of the following formula shall be taken into
account:
M1, ... Mn = [ a * ( m + mL ) + w8 ]* v * 60 / ( 2 * * nm * )
and
M1, ... Mn = w25 * v * 60 / ( 2 * * nm * )
where:
a
m
mL
m0
mrot
acceleration [m/s2] (at constant speed a = 0)
= m0 + mrot * , equivalent mass [kg] of all parts put into motion,
excluding the load, which is supposed to be concentrated at the
suspension point of the load.
mass of lifted load [kg]
mass [kg] of the whole of the elements, excluding the load,
undergoing the same horizontal motion as the suspension point of
the load.
= ( J * n2 / v2 ) / 91,2 ,
equivalent mass [kg] of the inertia of
rotating parts reduced to linear motion, where:
n speed of rotating masses [1/min]
moment of inertia of all rotating masses [kgm2]
w0, w8, w25
total travel resistance [N] (w can also become negative in
some cases)
w0 at zero wind
w8 at a wind of 80 N/m2
w25 at a wind of 250 N/m2
v
travel speed [m/s]
nm rotation speed of motors [1/min]
overall efficiency of mechanism
J
The motor shall be selected based on the highest of the calculated torque values (M1 , ... Mn )
in case I and II.
For slip ring motors used for the horizontal motions, the starting resistances shall be so
defined that the minimum torque delivered by the motor is never less than 1,2 times the
torque required to maintain the travel speed.
Booklet 5 - 26/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.3.2.
CYCLIC DURATION FACTOR AND NUMBER OF CYCLES PER HOUR
In the case where no precise indications are given, the values mentioned in Table T
5.8.3.2.a. can be chosen.
5.8.3.3.
ROTATION
The calculation is carried out in an analogous fashion to clause 5.8.3.1, angular speeds being
substituted for the linear speeds.
5.8.3.4.
SPAN VARIATION
If the span variation in the case of luffing jibs, leads to an elevation or to a lowering of the
centre of gravity of the masses put into motion, the calculation can be carried out in an
analogous fashion to clause 5.8.3 in inserting into the factor (w) the forces required to the
vertical displacement of the centre of gravity.
Table T. 5.8.3.2.a
Indications for the number of cycles per hour and the cyclic duration factor for the horizontal
motions
Type of appliance
Particulars Numbe
Type of mechanism ED%
r
Refeconcerning
of
rence
nature of use cycles Rotatio
Designation
Crab
Travel
(1)
per
n
hour
1
Hand-operated appliances
2
Erection cranes
2-25
25
25-40
25-40
Erection and dismantling
3
2-15
25
25
cranes for power stations,
machine shops, etc.
4
Stocking and reclaiming
Hook duty
20-60
15-40
40-60
25-40
transporters
Stocking and reclaiming
Grab or
5
25-60
40
60
15-40
transporters
magnet
6
Workshop cranes
10-50
25-40
25-40
7
Overhead travelling cranes,
Grab or
40-120
40-60
60-100
pigbreaking cranes, scrapyard
magnet
cranes
8
Ladle cranes
3-10
40-60
40-60
9
Soaking-pit cranes
30-60
40
40-60
40-60
10
Stripper cranes, open-hearth
30
40
60
furnace-charging cranes
10
40
40
11
Forge cranes
6
100
25
25
12-a Bridge cranes for unloading,
a Hook or
20-60
15-40
40-60
15-40
bridge cranes for containers
spreader duty
Other
bridge
cranes
(with
crab
12-b
b Hook duty
and/or slewing jib crane)
20-60
25-40
40-60
25-40
Booklet 5 - 27/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Bridge cranes for unloading,
bridge cranes (with crab and/or
slewing jib crane)
Drydock cranes, shipyard jib
cranes, jib cranes for
dismantling
Dockside cranes (slewing, on
gantry, etc.), floating cranes
and pontoon derricks
Dockside cranes (slewing, on
gantry, etc.), floating cranes
and pontoon derricks
Floating cranes and pontoon
derricks for very heavy loads
(usually greater than 100 t)
Deck cranes
Deck cranes
13
14
15
16
17
18
19
20
21
22
Grab or
magnet
20-80
40
40-100
15-60
Hook duty
20-50
25
40
25-40
Hook duty
40
25-40
40
15-25
Grab or
magnet
Hook duty
Grab or
magnet
Tower cranes
Derricks
Railway cranes allowed to run
in train
20
25-60
40-60
2-10
15-40
30-60
30-80
40
60
20
10
10
40-60
25
25
25-40
25
15-40
1) This column comprises only some indicatory typical cases of utilisation
5.8.4.
DEVICE SELECTIONS FOR INVERTER DUTY
5.8.4.1.
GENERAL
When feeding asynchronous motor by inverters,
the motor speed is always close to the no-load
point (= between the maximum torque point and
zero-torque point) on the torque curves shown in
the figure 5.8.4.1. The speed adjustment as
realized by changing the supply frequency to the
motor. In the field-weakening region above the
nominal motor speed nN, the motors maximum
torque (pull-out torque Mpo) decreases inversely
proportional to the square of the speed, which
sets limitations to the use of field-weakening.
The figure also shows the motor current at rated
speed (thick line), which increases very rapidly if
the motor is loaded excessively.
I
IN
4
M
MN
n
nN
0
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
NOTE 1:
If the motor is loaded up to the pullFigure 5.8.3.4
out torque or too close to it, there is a
high risk of getting into an unstable
situation. The required minimum torque
margins are defined in 5.8.4.3 and 5.8.4.4. An even higher margin may be needed
depending on
Booklet 5 - 28/ 35
2.6
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
the characteristic of the inverter (e.g. vector control or U/f control, with or without
speed feedback), and
the foreseen environment (e.g. variation of supply voltage, load swaying, transient
phenomena).
NOTE 2:
The curves shown in the figure are indicative only, and actual values for a
particular motor type need to be asked from the motor supplier.
NOTE 3:
The advice given in 5.8.1.1 shall be followed throughout this clause.
5.8.4.1.1.
Use of field weakening
As with field weakening the motor's pull-out torque decreases, only a limited load can be
handled. The allowed maximum percent load for different speeds can not be specified as
such, but must be analyzed in more detail. The main points affecting are the load to be
handled and the rotational inertia of the system (motors, brakes, couplings, gears) together
with the desired acceleration rate.
When applying field weakening is considered, all restrictions caused by the mechanical
components (motor, brake, gear) have to be checked. Note also that increasing the speed
increases the stopping distance in quadrature.
5.8.4.2.
THERMAL DIMENSIONING
The thermal calculation of the motor can be done as shown in 5.8.1.3. When using S1-rated
motors, instead of the inequality of 5.8.1.4, the below formula shall be used.
Ck (1 - N ) * P N * T > ( 1 - med ) * P med * (T - tr )
The operational class of the crane as well as the load spectrum has only a negligible effect
on the inverter selection. The following items may vary depending on application and should
be checked:
dimensioning of the braking resistor
need of enclosure cooling.
5.8.4.3.
5.8.4.3.1.
SELECTION CRITERIA FOR VERTICAL MOTIONS
Motor selection
The required torque (MNmax ) to raise the maximum nominal load is calculated as in 5.8.2.1.
The torque M max developed by the motor shall comply with 5.8.2.1.
In order to be able to develop the necessary torque for acceleration, for lifting the test load or
for compensating for variations in the mains voltage, the largest of the torques M1 ... Mn (
=Mi,max ) during the load cycle (see 5.8.1.3.1) should comply with
Mpo / Mi,max 1,3,
unless it is ensured by the control system that exceeding the pull out torque Mpo can be
avoided. See also NOTE 1 in 5.8.4.1.
NOTE: In the field weakening region, a lower safety margin according to the inverter
manufacturers instructions may be appropriate.
Booklet 5 - 29/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.8.4.3.2.
Inverter selection
The continuous current rating of the inverter shall be at least equal to the motor current at
load torque M Nmax. The current required by the motor at any foreseen loading including
dynamic situations shall not exceed the short time overload rating of the inverter.
5.8.4.4.
5.8.4.4.1.
SELECTION CRITERIA FOR HORIZONTAL MOTIONS
Motor selection
The required torques (M1 ... Mn) are calculated as in 5.8.3.1. The largest of them (M i,max ) must
satisfy the following minimum condition:
Mpo / Mi,max 1,2,
unless it is ensured by the control system that exceeding the pull out torque Mpo can be
avoided.
The possibility to apply field weakening should be checked case by case. Usually there are
very limited possibilities to apply field weakening in horizontal motions due to the fact that
very often a major portion of the torque requirement comes from the acceleration (and
deceleration) dependent term. Typical applications for field weakening are cranes exposed to
wind during low wind condition.
5.8.4.4.2.
Inverter selection
The continuous current rating of the inverter shall be at least equal to the motor current at the
highest speed maintaining torque. The current required by the motor at any foreseen loading
including dynamic situations shall not exceed the short time overload rating of the inverter.
Booklet 5 - 30/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.9
LOAD LIFTING MEANS
5.9.1.
CURRENT SUPPLY
In view of the arduous duty to which current supply systems are subjected, the electrical
equipment must be selected and installed with special care.
Supply cables should be able to be wound on cable winders and their mechanical strength,
resistance to external influences and heat-resistance, must be suitable for the service
conditions.
Cable fixing means should be so selected that all strain on the connections or damage to the
cables is avoided.
Cables should be installed and guided in such a way as to exclude the possibility of damage
in normal service.
5.9.2.
LOAD HOLDING DEVICES
The requirements given in this clause apply to all load holding devices such as lifting
magnets and vacuum lifters.
Load holding devices are normally designed for a cyclic duration factor of 50 %. Other cyclic
duration factors should be agreed between the manufacturer and user.
The tear-off force should be at least twice the lifting capacity.
If there is a stand-by power supply from batteries, the holding time should be at least 20
minutes. In this case, an automatic charging unit and a charge level indicator should be
provided. Use of the stand-by supply should be indicated visually and audibly for general
warning. If the battery voltage level is not adequate, a device preventing the installation from
being used should come into effect.
5.9.2.1.
LIFTING MAGNETS
The insulation class of the windings should be selected according to the power loss, the
ambient temperature and, if necessary, the heating caused by the goods handled.
The lifting capacity for a lifting magnet should be specified for a precise load at rated voltage
and operating temperature of the magnet coil.
5.9.3.
GRABS
The drive motors (electro-hydraulic or electro-mechanical drive) should be designed for S3,
S4 or S6 duty depending on type and application.
In normal service, the motors and electrical equipment located on the grab must comply with
IP 55 at least. For underwater operation the degree of protection must be IP 57 at least. Due
to the special service conditions of this equipment, jolts and vibrations must be given
particular attention.
Booklet 5 - 31/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.9.4.
LOAD TURNING EQUIPMENT
Load turning equipment should be so designed that loads can be accelerated and braked
without the ropes twisting. The arrangement of the lifting ropes, the load, the lifting height, the
centre of gravity and the moment of inertia of the load and loading beam if applicable should
be taken into account in the design of the equipment.
The installation of guides such as telescoping or articulated systems may be used in order to
prevent the twisting of ropes.
All electrical connections to turning parts should be designed in accordance with the turning
range.
If the turning motor is mounted on the supporting structure of the hoisting appliance, it must
comply with the degree of protection of the other motors on the structure at least. If the
turning motor is mounted on the load lifting means, it must comply with IP 44 at least for
indoor operation and IP 55 for outdoor operation.
Booklet 5 - 32/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.10
MAINTENANCE AND CHECKS
5.10.1. MAINTENANCE
The electrical equipment of a hoisting appliance should be maintained in good condition.
Maintenance should be based on the duty class and load spectrum of the hoisting appliance
and carried out in accordance with the instructions of the supplier or manufacturer.
In addition to the checklists in 5.10.2, requirements for maintenance instructions and
practices can be found e.g. in ISO 12480-1 and EN 12644-1.
5.10.2. CHECKS
A distinction is made between regular checks and checks made before the appliance is
commissioned.
Regular checks are subdivided into simple checks and comprehensive checks.
5.10.2.1.
5.10.2.1.1.
REGULAR CHECKS
Simple checks
The safety devices which can be checked from the control position are to be checked
regularly, in principle before the start of each workday, for their proper electric functioning.
In particular, the following, at least, must be checked :
emergency limit switches,
brake functions,
emergency stop.
5.10.2.1.2.
Comprehensive checks
At least once a year, the electrical equipment of a hoisting appliance should be given a
comprehensive check.
Besides the above simple checks, the following should be checked thoroughly :
the settings and conditions of the electrical safety devices,
integrity of protective earth systems,
integrity of equipotential circuits,
insulation of all the electrical equipment,
tightness of all connections,
predetermined resistance values, if any,
physical condition of cables and cable inlets,
physical condition of safety devices,
presence and condition of devices protecting against direct contact,
the technical performance of replaced parts is compatible with the proper functioning of
the hoisting appliance.
Booklet 5 - 33/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.10.2.2.
CHECKS BEFORE COMMISSIONING
In addition to the comprehensive checks, the checks before commissioning include, at least :
checking that all the hoisting appliances electrical equipment is in conformity with
regulations and standards,
checking that the electrical equipment agrees with the circuit diagrams,
checking the switching sequence of the safety and control circuits,
checking the proper functioning of the electrical components
checking that the control system does not permit any uncontrolled excess speeds in
normal operation,
checking the correct settings for all the electrical equipment and its proper functioning.
5.11
AUXILIARY ELECTRICAL EQUIPMENT
In addition to the requirements of EN 60204-32 clause 16 the following clauses apply.
5.11.1. LIGHTING
5.11.1.1.
CABIN
A fixed non-dazzling service lighting should be provided, so arranged that only the necessary
illumination for the lighting of the control equipment is provided.
When the general area lighting equipment is not sufficient to permit access and exit out of the
cabin in safety, supplementary portable lighting should be provided ; this equipment must be
able to work, even if the principal electrical circuits of the crane are isolated.
5.11.1.2.
WORKING AREA LIGHTING
When the working area lighting is provided by the appliance, projectors should be suitably
placed on the crane, so that a minimum illumination of 30 lux at ground level is guaranteed.
This lighting circuit should be independent of the principal circuits of the hoisting appliance.
Precautions must be taken to avoid voltage drops produced by starting the motors cutting out
the gas discharge lamps.
5.11.1.3.
ACCESS AND MACHINERY CABINET LIGHTING
When the general area lighting does not permit sufficient illumination, supplementary lighting
independent of the principal circuits of the hoisting appliance should be provided. The
minimum illumination should be 30 lux.
5.11.1.4.
EMERGENCY LIGHTING
When the lighting of the area does not permit exit out of the appliance in safety, a portable
lamp, equipped with batteries should be provided. A battery charger must be provided in the
cabin.
Booklet 5 - 34/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5.11.2.
5.11.2.1.
HEATING AND AIR-CONDITIONING
MACHINERY CABINETS
Natural or forced ventilation should be provided to disperse thermal power generated by the
machinery and its equipment.
Where electronic equipment is used and working conditions do not guarantee an ambient
temperature for proper functioning of the electronic equipment, an air conditioning unit should
be provided.
5.11.2.2.
CABIN
If necessary heating appliances should be provided in the cabin.
This apparatus of black heat/non-radiant type shall be securely fixed. It must be provided with
a thermostat and must have such a power to assure a minimum temperature of 15 C, taking
into account the environment in which the equipment is installed. This apparatus must be fed
independently of the principal circuits of the hoisting appliance.
If required by the environment an air conditioning unit should be installed in the cabin to
maintain a maximum acceptable temperature. This apparatus must be fed by a circuit
independent of the principal circuits of the hoisting appliance.
5.11.3. AUXILIARY CIRCUIT
If there is no possibility of supply in the proximity, auxiliary circuits should be provided for
maintenance purposes, as follows :
A circuit for portable lighting, if the ambient lighting is not sufficient to carry out
maintenance.
A circuit for portable tools according to agreement between customer and supplier.
These circuits should be protected by a differential circuit breaker of high sensitivity and
they should be independent of the principal circuits of the hoisting appliance.
-:-
Booklet 5 - 35/ 35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
SECTION I
HEAVY LIFTING APPLIANCES
F.E.M.
1.001
3rd
EDITION
REVISED
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 7
SAFETY RULES
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 7
SAFETY RULES
7.1. SCOPE..................................................................................................................................................4
7.2. BASIS OF CALCULATIONS...............................................................................................................4
7.3. MARKING AND PLATES.....................................................................................................................4
7.3.1. RATING PLATE............................................................................................................................4
7.3.2. MANUFACTURER'S PLATE ......................................................................................................5
7.3.3. WARNING NOTICES ..................................................................................................................5
7.4. CONSTRUCTION REQUIREMENTS..................................................................................................6
7.4.1. CLEARANCES.............................................................................................................................6
7.4.1.1. Safety distances....................................................................................................................... 6
7.4.1.2. Longer clearance...................................................................................................................... 6
7.4.1.3. Upper clearance ....................................................................................................................... 6
7.4.2. DRIVER'S CABS IN GENERAL.................................................................................................6
7.4.2.1. Drivers visibility ........................................................................................................................ 6
7.4.2.2. Cabs dispositions..................................................................................................................... 7
7.4.2.3. Heat-insulating material............................................................................................................. 7
7.4.2.4. Glazed windows and entrances.............................................................................................. 7
7.4.2.5. Anti-glare lighting and heating................................................................................................... 7
7.4.2.6. Heat-proof................................................................................................................................. 8
7.4.2.7. Clean air supply ........................................................................................................................ 8
7.4.3. ADDITIONAL REGULATIONS REGARDING HOIST-SUSPENDED DRIVER'S CABS....8
7.4.3.1. Plate indication .......................................................................................................................... 8
7.4.3.2. Inopportune motions.................................................................................................................. 8
7.4.3.3. Suspended driver's cabins....................................................................................................... 8
7.4.3.4. Lowering speed limit................................................................................................................. 8
7.4.3.5. Controls..................................................................................................................................... 9
7.4.3.6. Limit switches........................................................................................................................... 9
7.4.3.7. Buffers...................................................................................................................................... 9
7.4.3.8. Distress signal .......................................................................................................................... 9
7.4.3.9. Safety headroom ...................................................................................................................... 9
7.4.3.10. Remote control........................................................................................................................ 9
7.4.4. GANGWAYS AND PLATFORMS..............................................................................................10
7.4.4.1. Cab access............................................................................................................................. 10
7.4.4.2. Indirect access ....................................................................................................................... 10
7.4.4.3. Access to gangways, stairways and platforms.................................................................... 10
7.4.4.4. Maintenance areas ................................................................................................................. 10
7.4.4.5. Raised locations areas ........................................................................................................... 10
7.4.4.6. Erection, dismantling, testing, repairs and maintenance works areas................................... 11
7.4.4.7. Lowered works areas........................................................................................................... 11
7.4.4.8. Headroom................................................................................................................................ 11
7.4.4.9. Guard rails .............................................................................................................................. 11
7.4.4.10. Slip-proof surfaces............................................................................................................... 12
7.4.4.11. Power lines protections........................................................................................................ 12
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.5. STAIRWAYS AND LADDERS ..................................................................................................12
7.4.5.1. General ................................................................................................................................... 12
7.4.5.2. STAIRWAYS........................................................................................................................... 12
7.4.5.3. LADDERS................................................................................................................................ 13
7.5. MECHANICAL DEVICES...................................................................................................................14
7.5.1. ROPE AND CHAIN DRIVES ....................................................................................................14
7.5.1.1. Drums...................................................................................................................................... 14
7.5.1.2. Lowest hook position.............................................................................................................. 14
7.5.1.3. Ropes...................................................................................................................................... 14
7.5.1.4. Chains..................................................................................................................................... 14
7.5.2. HOOK BLOCKS, PULLEYS AND OTHER LOAD CARRYING DEVICES ........................15
7.5.2.1. Prevent to jumping................................................................................................................... 15
7.5.2.2. Hand guard ............................................................................................................................. 15
7.5.2.3. Maintenance............................................................................................................................ 15
7.5.2.4. Accidental un-hooking protection ........................................................................................... 15
7.5.2.5. Working load plate................................................................................................................... 15
7.5.3. BRAKES......................................................................................................................................15
7.5.3.1. General ................................................................................................................................... 15
7.5.3.2. Hoisting brake ......................................................................................................................... 16
7.5.3.3. Travel and crab brakes........................................................................................................... 16
7.5.3.4. Slewing brake......................................................................................................................... 17
7.5.3.5. Luffing brake........................................................................................................................... 17
7.6. HYDRAULIC EQUIPMENT ................................................................................................................18
7.6.1. Pipes ...........................................................................................................................................18
7.6.2. Cylinders.....................................................................................................................................18
7.6.3. Working pressure .....................................................................................................................18
7.6.4. Pollution......................................................................................................................................18
7.6.5. Pressure gauge ........................................................................................................................18
7.6.6. Breathers....................................................................................................................................18
7.6.7. Limit positions...........................................................................................................................19
7.6.8. Bursting pressure.....................................................................................................................19
7.6.9. Hydraulic fluid ............................................................................................................................19
7.6.10. Unintentional start-up ............................................................................................................19
7-2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.7. SAFETY DEVICES..............................................................................................................................20
7.7.1. DEVICES FOR LIMITING WORKING MOTIONS ..................................................................20
7.7.1.1. HOIST MECHANISMS............................................................................................................... 20
7.7.1.2. TRAVEL DRIVES..................................................................................................................... 20
7.7.1.3.
LUFFING AND SLEWING MECHANISMS........................................................................... 21
7.7.2. SAFETY AGAINST OVERLOADING AND OVERTURNING ................................................21
7.7.2.1. Derailment safety devices ...................................................................................................... 21
7.7.2.2. Overload protection ................................................................................................................ 22
7.7.2.3. Load chart............................................................................................................................... 22
7.8. AGEING OF APPLIANCES................................................................................................................23
7-3
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.1. SCOPE
These rules are applicable to cranes and heavy lifting appliances covered by clause 1.4. of
1
booklet 1 - "Object and Scope" .
7.2. BASIS OF CALCULATIONS
The calculation of crane structures and mechanisms shall be in accordance particularly with
booklet 3-"Design stresses in the structure" and booklet 4 "Design and choice of mechanism
components".
7.3. MARKING AND PLATES
Lifting appliances shall bear the following markings or plates, in the language of the country in
which the appliance will operate, or in a language accepted by the user.
7.3.1. RATING PLATE
The lifting capacity (and radius where applicable) shall be permanently marked in a visible
position and shall be easily legible from the ground.
The lifting capacity shall be the heaviest mass which may be hoisted by the crane, or by any
hoisting accessory, either permanent or incorporated under certain conditions ; in the case of
grabbing cranes, the lifting capacity shall be the permissible total weight of the grab and
contents.
In the case of luffing cranes, the lifting capacity corresponding to each radius shall be indicated
in durable form showing appropriate graduations, and shall be clearly legible from the ground.
More detailed indications of permissible loads at different radii shall be obtainable from the
manufacturer's operating manual.
In the case of cranes with more than one hoist, the lifting capacity of each hoist shall be indicated
on the relevant hook block. It should furthermore be indicated if all the hoists can be used at the
same time.
For builders tower cranes, the safety measures in preparation by the E.E.C. are also accepted by the
F.E.M.
7-4
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.3.2. MANUFACTURER'S PLATE
Each lifting appliance, independent crab or winch shall be fitted at a convenient point with the
maker's plate, detailing the following :
- name of manufacturer,
- year of manufacture,
- manufacturer's serial number,
- lifting capacity in kgs and/or tonnes,
- type.
7.3.3. WARNING NOTICES
A notice reading : "Do not stand under the load" shall be suitably located so as to be clearly
visible. Crane access points shall be marked with a notice reading : "No access for
unauthorised personnel". Particularly dangerous areas shall be marked with a notice reading :
"Danger - Crane" and, where necessary, by means of warning colour stripes.
7-5
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4. CONSTRUCTION REQUIREMENTS
7.4.1. CLEARANCES
7.4.1.1. Safety distances
All moving parts of lifting appliances, with the exception of handling and grabbing devices, in their
most unfavourable position and under the most unfavourable loading conditions shall be at least
0,05 m from any fixed part of a building, at least 0,1 m from any guard rail or handrail and a
minimum of 0.5 m from access areas. Access areas are all access ways authorised to
personnel. This does not apply to working platforms. For railway loading profiles, the appropriate
loading gauge shall be used and there shall be a minimum clearance of 0,5 m in access areas.
Under no circumstances shall fixed parts of any lifting appliance encroach upon the railway
clearance gauge.
7.4.1.2. Longer clearance
The minimum vertical distance between the longer clearance line of a lifting appliance and areas
of general access below (from the floor as well as from fixed or movable equipment belonging to
the building, with the exception of working or service platforms or similar shall be at least 1.8 m
in areas of general working access. From parts of stationary or mobile installations with limited
walk-on or step-on access (such as roofs, heaters, machinery parts and cranes travelling below
etc.) as well as from guard rails, the minimum vertical distance shall be 0,5 m.
7.4.1.3. Upper clearance
The minimum vertical distance between the upper clearance line of a lifting appliance and fixed
or moving parts above (e.g. between crab structures or guard-rails on the one hand and roof
joists, pipelines or lifting appliances travelling overhead on the other) shall be not less than 0,5
m in maintenance areas and in the vicinity of platforms. This distance may be reduced to 0,1 m
in the case of individual structural members, provided no danger to personnel results or that
adequate precautions are taken to eliminate the risks.
7.4.2. DRIVER'S CABS IN GENERAL
7.4.2.1. Drivers visibility
Driver's cabs shall be designed so that the driver has a clear view of all work areas or so that he
may adequately follow all operations with the aid of suitable equipment.
7-6
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.2.2. Cabs dispositions
The driver's cab shall have sufficient room for the driver to be able to reach or leave the controls
without hindrance. Controls shall preferably be operated from a sitting position, but also from a
standing position when necessary.
Driver 's cabs shall have a minimum headroom of 1,9 m and shall be fitted with a guard rail of at
least 1,0 m high.
Outdoor cabs, or those operating in unheated bays, shall be of enclosed construction, except in
warm climates. Driver's cabs in heated bays, or which are seldom used or of an auxiliary nature
may be of open construction.
A protective shield shall be installed above the driver 's cab when there is any danger of falling
objects.
The layout of the cab and controls shall be ergonomically designed.
7.4.2.3. Heat-insulating material
The structural framework of the driver's cab shall be of non-combustible material, and the side
panels and roof may optionally be of fire resistant materials. The floor of the driver's cab shall be
covered with non-metallic, heat-insulating material.
7.4.2.4. Glazed windows and entrances
In cabs with windows less than 1,0 m from the floor and glazed areas in the floor, the glazing
shall be constructed or protected to a height of 1,0 m so that personnel cannot fall through them ;
walkover windows shall be tread proof.
Entrances shall be protected against accidental opening. Sliding doors and outward opening
doors of driver's cabs must lead on to landings.
It must be possible to clean the windows of the driver's cab without risk. Glazed openings let into
the floor of the driver's cab and those which are exposed to an increased risk of breakage or
subjected to heat radiation when the crane is in operation shall be made of suitable safety glass.
7.4.2.5. Anti-glare lighting and heating
Driver's cabs shall be provided with adequate anti-glare lighting to allow handling of the controls
and, if necessary, can be ventilated.
Enclosed driver's cabs for outdoor operation and cabins located in unheated bays must be
provided with heating.
7-7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.2.6. Heat-proof
Driver's cabs which are exposed to radiant heat shall be protected against heat radiation and of
a heat-proof design, and they shall be air-conditioned in order to ensure tolerable working
conditions.
7.4.2.7. Clean air supply
Driver's cabs exposed to conditions presenting a health hazard, such as dust, vapours or gases,
shall be protected against their entry and provided with a clean air supply.
7.4.3. ADDITIONAL REGULATIONS REGARDING HOIST-SUSPENDED DRIVER'S
CABS
7.4.3.1. Plate indication
The permitted number of persons and maximum load of the driver's cab shall be permanently
and clearly indicated. Additional "Operating and maintenance instructions for hoist-suspended
driver's cabs" shall be posted in the cab.
7.4.3.2. Inopportune motions
It must not be possible for the driver's cab to spin or swing dangerously.
7.4.3.3. Suspended driver's cabins
Hoist suspended driver's cabins shall be provided with an anti-fall device. Alternatively, there may
be two independent means of suspension, provided that the driver's cabin remains secure
should one means of suspension break, or should the drive or service brake fail. Each individual
means of suspension shall be designed with a safety factor of not less than five times the full
working load.
If there is an anti-fall device and only one means of suspension, a minimum safety factor of eight
is necessary.
Rope drives shall be designed as a minimum in accordance with mechanism group M8. The
diameter of the rope shall be not less than 6 mm. Ropes for outdoor duty shall be made of
galvanised steel wire.
7.4.3.4. Lowering speed limit
On reaching a speed of 1.4 times the nominal lowering speed the driver's cab shall
automatically be brought to a halt.
The driver's cab must be able to move independently of the load.
7-8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.3.5. Controls
All controls shall stop automatically as soon as the driver releases them.
7.4.3.6. Limit switches
Normal and emergency limit switches shall be provided for the highest and lowest positions of
the cab, with separate switching and operating systems.
Emergency limit switches shall directly switch off the main power circuit and activate an audible
warning signal.
In the event of the driver 's cab striking an obstacle or a suspension means becoming slack, all
crane motions shall automatically shut down. Devices for returning the crane to service shall not
be of self re-setting type.
7.4.3.7. Buffers
If the travel speed of the driver's cab is greater than 40 m/min, devices shall be provided to
reduce the speed promptly so that the buffers cannot be struck at a speed
greater than 40 m/min. If the impact velocity is greater than 20 m/min, energy absorption buffers
shall be provided.
7.4.3.8. Distress signal
The driver 's cab shall be provided with a distress signal system independent of the electrical
supply of the crane.
It shall also be provided with a mean of emergency descent, e.g. a rope ladder or escape
apparatus, which is always in the cab.
7.4.3.9. Safety headroom
The user shall ensure that with the maximum stacking height of goods there is a safety
headroom of 0,5 m to the underside of the driver's cab in its working position.
7.4.3.10. Remote control
It must only be possible to remotely operate the crane from the ground with the driver's cab in its
highest working position (see also 7.7.).
7-9
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.4. GANGWAYS AND PLATFORMS
7.4.4.1. Cab access
Easy and safe access to the driver's cab must be possible with the lifting appliance in any
position under normal working conditions. If the floor of the driver's cab is less than 5 m above
ground level, access may be restricted to certain positions of the lifting appliance, provided the
driver's cab is fitted with appropriate emergency exit means, e.g. a rope ladder.
Entry to the driver's cab should be preferably from a platform at the same level as the floor of the
cab and provided with guard rails. Entry through the floor, or through the ceiling of the driver's cab
shall be permissible only when necessitated by virtue of space restrictions.
Where entry is made directly via a staircase, a platform or a gangway, the horizontal gap to the
driver's cab entrance shall not exceed 0,15 m and the difference in level between the platform
and the driver's cab floor shall not exceed 0,25 m.
7.4.4.2. Indirect access
When the driver's cab cannot be reached directly from ground level in any position of the crane,
and where the driver's cab floor is higher than 5 m from ground level, the crane installation shall
be provided with appropriate gangways. For certain appliances, such as overhead travelling
cranes, access may be limited to certain positions of the crane, if appropriate devices are
provided which enable the driver to leave the cab.
7.4.4.3. Access to gangways, stairways and platforms
Gangways, stairways, and platforms must have safe access with the lifting appliance in any
position. Stairways and ladders in frequent use shall lead on to platforms or gangways. For such
access, stairways are preferable to ladders.
7.4.4.4. Maintenance areas
All operating locations and all equipment of the crane which requires regular inspection or
maintenance must be provided with safe access, or be reached by means of portable work
platforms.
7.4.4.5. Raised locations areas
The above-mentioned locations when more than 2 m above floor level, and also crane jibs must
be accessible via stairways, platforms, walkways or ladders. Steps shall be fitted with guard rails
on both sides (see also 7.4.5.2.).
7 - 10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.4.6. Erection, dismantling, testing, repairs and maintenance works areas
When work is carried out during erection, dismantling, testing, repairs and maintenance at
points situated more than 2 m above floor level, appropriate measures shall be taken on cranes
and jibs to ensure the safety of personnel (such as handrails, handgrips, safety devices, etc.)
and to permit access of personnel to these points. Pulleys and moving parts placed at the end of
jibs shall be designed so that no lubrication is necessary between erecting and dismantling the
crane. If this is not the case, the jib must be provided with access.
7.4.4.7. Lowered works areas
The above-mentioned access to the jib may be omitted when the latter can be lowered for the
purpose of a complete visual check or when other constructions permit a visual check.
7.4.4.8. Headroom
Stairways, gangways and platforms shall have a headroom of not less than 1,8 m. A clear
passageway not less than 0,5 m wide must be provided in the vicinity of driven parts which move
relative to gangways and platforms ; this dimension may be reduced to 0,4 m up to a height of
0,6 m by providing a handrail. The clear width of passage way between stationary parts shall be
not less than 0,4 m.
The clear headroom of little used access ways inside crane structures may be reduced to a
minimum of 1,3 m, whilst at the same time the width shall be increased to 0,7 m, varying linearly
with the reduction in height. The headroom above platforms used only for maintenance
purposes may be reduced to 1,3 m.
7.4.4.9. Guard rails
Parts of crane installations with access shall be provided with continuous guard rails on those
sides where there is a danger of falling from a height of over 1 m. Toe guards shall be not less
than 0,1 m high. Openings in guard rails shall be permissible where adequate protective
measures against falling are provided. Guard rails shall, as a rule, be not less than 1 m high
and shall be provided with toe guards and intermediate rails. The height of the guard rails may
be reduced to 0,8 m for passage ways where a clear height of 1,3 m is permissible. Along
gangways there shall be at least one handrail.
For gangways alongside building walls or a solid wall construction, handrails shall be
permissible in lieu of guard rails. Interruptions in the length of these shall not exceed 1 m (e.g.
for building columns, door openings).
7 - 11
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.4.10. Slip-proof surfaces
Platform surfaces shall be suitably slip-proof. Holes, gaps and openings in the flooring shall be
restricted in size so that a 0,02 m diameter ball cannot pass through.
Gangways which are less than 0,5 m above exposed power lines must be provided with solid
flooring in those areas.
7.4.4.11. Power lines protections
When gangways are located adjacent to power lines, these lines must be protected against
accidental contact.
7.4.5. STAIRWAYS AND LADDERS
7.4.5.1. General
Stairways and ladders shall be provided wherever the difference in level exceeds 0,5 m.
Footholds provided with hand grips may be installed on vertical surfaces where the height does
not exceed 2 m (e.g. end carriages).
Ladders shall be interrupted by intermediate landings if they exceed a height of 8 m. For great
heights as, for example, tower cranes for building, additional intermediate platforms may be
provided for which the vertical interval must be a maximum of 8 m. Where there are space
problems, a single continuous ladder with platforms alongside may be installed.
7.4.5.2. STAIRWAYS
The slope of stairways shall not exceed 65, the height of individual steps shall not exceed 0,25
m (0,2 m for tower cranes) and their depth shall not be less than 0,15 m. If possible, the
following ratios shall be observed :
2 . step height + 1 tread width = 0,63 m
The height interval between steps shall be constant. In the case of main stairways the guard rail
posts shall be spaced not less than 0,6 m apart, but in the case of other stairways 0,5 m shall
suffice.
Surface of treads shall be anti-slip.
Stairways shall be provided with guard rails on each side ; where there is a wall on one side of
the stairway a handrail shall be sufficient on the wall side.
7 - 12
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.4.5.3. LADDERS
The length of rungs between side frames shall be no less than 0,3 m ; their pitch shall be
constant and not exceeding 0,3 m. The rungs shall be at least 0,15 m away from fixed structural
members. A rung shall be able to withstand a force of 1200 N at the centre without suffering
permanent deformation.
Climb-through openings shall not be smaller than 0,63 m x 0,63 m or less than 0,8 m in
diameter.
Ladders over 5 m in height shall be provided with safety hoops starting at a height of 2,5 m.
The distance between safety hoops shall be not greater than 0,9 m. They must be
interconnected by at least three equally spaced longitudinal stringers. In all cases, one
longitudinal stringer must be placed at a point which is exactly opposite the vertical centre line of
the ladder.
The strength of safety hoops, reinforced by the longitudinal stringers, must be adequate to
withstand a force of 1000 N distributed over 0,1 m acting on any point of the hoop, without any
visible deformation.
The sides of ladders shall extend at least 1 m above the top rung, unless some other
appropriate handhold is provided. Where space is limited, 0,8 m shall be acceptable.
Safety hoops are not necessary on ladders placed on the inside of structures which can act as a
safety guard and where there is a clearance of 0,7 m to 0,8 m between the ladder and the
opposite side. Structural members can be considered equivalent to safety hoops provided they
are arranged so that the perpendicular distance between bars in the danger zone is always less
than 0,75 m and the inscribed circle between the ladder and the struts is less than 0,75 m.
The ladders must be provided with rest platforms spaced so that the first stretch does not
exceed 10 m and there are then rest platforms at every 8 m.
7 - 13
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.5. MECHANICAL DEVICES
7.5.1. ROPE AND CHAIN DRIVES
7.5.1.1. Drums
Rope drums shall be provided with rope grooves. The rope, as a rule, shall be wound in one
layer. If winding is done in more than one layer, an appropriate spooling device or winding
system shall be provided ; such a device is not necessary in the case of two layers where the
rope is self-guided during winding.
If there is a possibility of the rope becoming slack on the drum during operation or of not being
wound on properly, means shall be provided to prevent this.
Drums shall be provided with end flanges unless other measures are taken to prevent the ropes
from overriding the ends or falling.
The diameter of the flanges of the drum shall be such that, with the rope fully wound on, the
flange shall project a distance of not less than one-and-a-half rope diameters above the top layer
of the rope (for builders cranes, twice the rope dia).
7.5.1.2. Lowest hook position
At the lowest permissible hook position, there shall still be at least two turns on the drum before
the rope anchorage. If the rope end is fastened to the drum with bolted clamps, there shall be at
least two separate clamps held by bolting fitted with positive locking devices.
7.5.1.3. Ropes
Ropes shall be protected wherever possible against the influence of direct radiant heat and
against being sprayed with molten and other dangerous substances. Special ropes shall be
used when operating under conditions of excessive influence of heat, corrosive materials etc...
7.5.1.4. Chains
Chain drives shall be provided with a device ensuring smooth running of the chain on the
sprocket wheel and preventing it from jumping. An effective chain guard shall be provided.
7 - 14
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.5.2. HOOK BLOCKS, PULLEYS AND OTHER LOAD CARRYING DEVICES .
7.5.2.1. Prevent to jumping
Adequate means shall be provided to prevent the rope or chain from jumping off the pulleys.
7.5.2.2. Hand guard
An adequate guard shall be provided where there is any danger of a hand being trapped
between the rope and the pulley of the hook block.
7.5.2.3. Maintenance
Rope pulleys shall be designed so as to be accessible for maintenance.
7.5.2.4. Accidental un-hooking protection
Safety hooks or specially designed hooks shall be required where the method of operation
induces increased danger of accidental un-hooking of the load or of the hook becoming
snagged.
7.5.2.5. Working load plate
Interchangeable load carrying devices, such as grabs, lifting magnets, buckets, tongs and
beams, shall be permanently marked with their safe working load and dead weight and also, in
the case of grabs and buckets for bulk materials, with their capacity and name of manufacturer.
7.5.3. BRAKES
The provisions of this clause shall not apply to cylinder operated mechanisms e.g. hydraulic jack
hoists.
7.5.3.1. General
Drives shall be provided with mechanical brakes. If in exceptional cases the drive is through a
self-locking gear, the brake may be omitted, provided it has been ensured that no excessive
stresses or movements can occur.
Brake mechanisms shall be easy to inspect. Brake springs shall be of the compression type.
Brakes must be adjustable and brake linings must be replaceable.
7 - 15
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.5.3.2. Hoisting brake
Hoist units must be provided with brakes which are automatically applied and which can safely
hold the test load in the event of switching off or failure of the hoist drive.
Brake systems shall be designed for 1,6 times the hoist load and they shall be capable of
braking the dynamic test load without a damaging snatch effect and without unacceptable
overheating.
Brakes of hoist units shall be arranged so that there is a positive mechanical link between the
winch components which, on the one hand, generate the braking moment and, on the other
hand, support the load.
The electrical and mechanical gear shall make it possible to keep the lowering speed under
load within the permissible limits.
Hoist units for carrying molten materials shall be provided with two mechanical brakes which
operate independently of each other, each of which shall meet the preceding requirements ; the
second brake shall be applied with a time lag in relation to the first one.
In special critical cases where failure of a driving unit must be catered for the second brake shall
act on the rope drum ; this brake shall be so controlled that it is applied automatically, not later
than the instant a speed of 1,5 times the nominal lowering speed has been reached. In such
cases the control gear of the crane shall include an emergency stop which shall also activate the
brake.
7.5.3.3. Travel and crab brakes
Power driven travel drives of cranes and crabs shall be equipped with an automatic brake, or a
brake which may be operated from the control position. Excluded from this category are cranes
not subjected to wind, operating on a horizontal track at a speed not exceeding 40 m/min., or
when on wheels with antifriction bearings, not exceeding 20 m/min. For cranes intended to carry
molten materials, a brake is required independently of speed.
The brakes must be so designed that the crane or crab can be brought to rest in a suitable time
and held stationary in all operating conditions, under wind load when applicable and also in the
case of power failure.
Non-automatic travel brakes of cranes and crabs exposed to the wind shall be provided with a
clamping device.
Automatic travel brakes or anchoring devices shall be designed with a factor of safety not less
than 1.1 against the maximum forces in out of service conditions.
7 - 16
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.5.3.4. Slewing brake
Power driven slewing drives shall be provided with brakes designed to bring to a halt, in a
suitable time and to hold the slewing part stationary in all service conditions, under wind load
when applicable and in the event of power failure.
7.5.3.5. Luffing brake
Luffing systems shall be provided with brakes designed so that in the event of shut down or
failure of the luffing gear drive they shall be applied automatically and safely hold the jib with the
test load in the most unfavourable position.
Brake mechanisms shall be designed for a minimum braking moment equivalent to 1,6 times
the moment due to the hook load and the dead weight of the jib system plus 1,0 times the
moment due to the wind load, in the most unfavourable operating configuration (i.e. maximum
wind load in service).
For the crane out of service this shall be at least 1,1 times the moment due to the dead weight of
the jib system and due to the wind (max. out of service storm wind) in the most unfavourable jib
position or in a specified out of service jib position.
7 - 17
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.6. HYDRAULIC EQUIPMENT
7.6.1. Pipes
Precision seamless steel pipe shall be used for pressure lines up to 3 cm outer diameter ; no
welding shall be done on these except for welding on the flanges of bolted connections.
7.6.2. Cylinders
When hoisting and luffing mechanisms are driven by hydraulic jacks, automatic devices (burst
protection valves) shall be installed immediately adjacent to the connections to pressure lines to
avoid any undesirable lowering of the load, particularly in the event of pipe failure. When there is
a risk of dangerous lowering of the load due to oil leakage or leaking components, mechanical
devices shall be provided to prevent this.
With other hydraulic drives, the above motions must be stopped by means of automatic brakes,
actuated by self-resetting controls, as specified under paragraph 7.5.3.
7.6.3. Working pressure
Exceeding of the maximum specified working pressure shall be prevented by means of
pressure relief valves. Appropriate provisions or constructional measures shall be
taken to prevent the working pressure from being exceeded by more than 1.6 times,
including the case of transient peak pressure.
7.6.4. Pollution
Prior to start-up, the hydraulic system shall be free from foreign bodies such as turnings,
sprinters or scale. The system shall be designed so that such foreign bodies can be readily
removed when making repairs.
7.6.5. Pressure gauge
Each hydraulic circuit shall have at least one connection outlet for a pressure gauge, enabling
the measurement of pressure without any dismantling of pipework.
7.6.6. Breathers
Hydraulic systems shall be fitted with breathers at suitable points.
7 - 18
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.6.7. Limit positions
Overrunning of limit positions shall be prevented by means of appropriate devices.
7.6.8. Bursting pressure
Pipework and hoses must be designed with a factor of safety of four against bursting pressure ;
this applies also to connections and flange joints. For stationary lifting appliances which are free
from hydraulic shocks and vibration , a factor of safety of 2,5 shall suffice.
7.6.9. Hydraulic fluid
Hydraulic fluid used in the hydraulic installations of cranes and winches shall comply with the
requirements of service conditions and with the technological and safety requirements. The
hydraulic fluid shall be specified to the user. It must be possible to check the maximum and
minimum levels of the hydraulic tank.
7.6.10. Unintentional start-up
Unintentional start-up of drives following the renewal of power supply after failure or the
switching on of the isolator switch or of the main crane switch must be prevented ; e.g. by means
of electrical interlocks or by means of an automatic mechanical return of the controller.
7 - 19
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.7. SAFETY DEVICES
7.7.1. DEVICES FOR LIMITING WORKING MOTIONS
7.7.1.1. HOIST MECHANISMS
The range of power driven hoist mechanisms shall be restricted at the highest and the lowest
permissible positions of the load supporting means by automatic limit switches (emergency
limit switches), having regard to the distance required to slow clown. The return from the limit
positions must be possible by means of the controller. If a limit position is reached during
normal operation, there shall be an additional and independent service limit switch. In this case,
when the service limit switch has been tripped, it shall be possible to effect the return movement
by use of the controller, but if the emergency limit switch has been tripped, this return movement
shall not be possible.
Hoists powered by an internal combustion engine and mechanically coupled with non
intermediate electrical, hydraulic or pneumatic link may be provided with visual or acoustic
warning devices instead of limit switches.
7.7.1.2. TRAVEL DRIVES
Power driven cranes and crabs shall be provided with devices such as shoe brakes, rubber,
spring or hydraulic buffers or other special devices, which are capable of absorbing one half of
the energy of the moving masses at normal travelling speed and such that the maximum
2
deceleration in the driver 's cab does not exceed 5 m/sec .
If the limit of travel is frequently reached during normal operation, the maximum deceleration in
the driver 's cab shall not exceed 2,5 m/sec2.
Cranes and crabs with radio control shall be provided with limit switches when the travel speeds
are in excess of 40 m/min.
Cranes and crab mounted driver's cabs, which are subject to wind, shall be provided with storm
anchors for "Out of Service" conditions.
When operating conditions require that certain wind conditions be taken into account in the
operation of the crane, a wind indicator and alarm must be provided on the crane.
Cranes shall be fitted with rail sweeps where material obstructions can come to rest in the track.
7 - 20
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
When two or more cranes run on the same track special devices shall be provided to prevent a
dangerous collision. Under no circumstances shall the deceleration in the driver's cab exceed 5
2
m/sec .
In areas which are dangerous due to their being within the operational area of cranes or crabs,
adequate measures shall be taken to protect personnel ; e.g. by the use of warning notices,
flashing lights, acoustic warnings or, if necessary, automatic stopping devices.
7.7.1.3.
LUFFING AND SLEWING MECHANISMS
With power driven luffing mechanisms the movement of the jib at the limit of the travel shall be
restricted by means of automatic limit switches (emergency limit switches) having regard to the
distance required to slow clown.
The return from the limit positions must be possible by means of the controller.
Luffing mechanisms powered by an internal combustion engine and mechanically coupled with
no intermediate electrical, hydraulic or pneumatic link, may be provided with visual or acoustic
warning devices instead of limit switches.
Similarly, power driven slewing mechanisms with-limited slewing range shall have the slewing
movement limited by means of an automatic emergency limit switch.
Furthermore, there shall be devices in accordance with the spirit of the provisions of paragraph
7.7.1.2. at the limits of travel of restricted slewing range or luffing range.
7.7.2. SAFETY AGAINST OVERLOADING AND OVERTURNING
7.7.2.1. Derailment safety devices
Cranes and crabs shall be so designed, or provided with such additional safety devices that,
even in the event of derailment or failure of a runner wheel or a wheel shaft or bearing, the
maximum drop is limited to 3 cm and falling or overturning is prevented.
In addition, exceptional forces such as those due to impact on buffers, collision and erection
shall not cause the crane or the crab to overturn or fall.
7 - 21
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.7.2.2. Overload protection
Cranes and trolleys equipped with jibs and outriggers which can overturn due to an overload,
and having a load lifting capacity independent of radius, shall be provided with an overload
protection switch ; however, when the load lifting capacity varies with the outreach, the switch
shall also act as a load moment switch. It should be possible to return into the permissible
range of the load moment by reversing the movement or, where the overload has been caused
by lifting the load, by setting it down using the controller.
Cranes with hoists and/or luffing mechanism powered by an internal combustion engine and
mechanically coupled with no intermediate electrical, hydraulic or pneumatic link may be
provided with a visual or acoustic warning device instead of an overload switch.
7.7.2.3. Load chart
Cranes and lifting appliances with the lifting capacity dependent on radius shall be provided with
a permanent notice, clearly visible from the driving position and stating, in suitable graduations,
the hook loads corresponding to the various radii.
7 - 22
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
7.8. AGEING OF APPLIANCES
Like other machines and lifting appliances, those pertaining to Section I of the FEM are also
designed for a certain duration of life.
They are, in addition, covered by Design Rules which have been developed from the scientific
knowledge and experience of users and manufacturers for application to the various types of
appliances.
This notion of ageing applies mainly to the structure and the mechanisms, and not so much to
the consumable components (such as : ropes, brake linings, brushes, heat engines, etc...).
The principal factors contributing adversely to the ageing of appliances are :
-
fatigue phenomena
corrosion
operational, assembly and dismantling accidents
overloading
inadequate maintenance.
The user must always bear in mina the importance of ageing.
7 - 23
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
SECTION I
HEAVY LIFTING APPLIANCES
F.E.M.
1.001
3rd
EDITION
REVISED
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 8
TEST LOADS AND TOLERANCES
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9
Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 8
TEST LOADS AND TOLERANCES
8.1. TESTS...................................................................................................................................................2
8.1.1. DYNAMIC TEST ...........................................................................................................................2
8.1.2. STATIC TEST ...............................................................................................................................2
8.1.3. NOTE 1..........................................................................................................................................2
8.1.4. NOTE 2..........................................................................................................................................2
8.2. TOLERANCES OF CRANES AND TRACKS .....................................................................................3
8.2.1. MEASURING PROCEDURE .....................................................................................................3
8.2.2. MANUFACTURING TOLERANCES FOR CRANES...............................................................3
8.2.2.1. Span.......................................................................................................................................... 3
8.2.2.2. Crane girders camber............................................................................................................... 4
8.2.2.3. Inclination of the wheel............................................................................................................. 4
8.2.2.4. Trolley rail center distance........................................................................................................ 4
8.2.2.5. Difference in height of two opposite points.............................................................................. 5
8.2.2.6. Bearing surface........................................................................................................................ 5
8.2.2.7. Vertical axis of the trolley......................................................................................................... 6
8.2.2.8. Trolley rails linearity .................................................................................................................. 6
8.2.2.9. Axes of the wheel bores.......................................................................................................... 7
8.2.2.10. Axle bores of opposite wheels .............................................................................................. 7
8.2.2.11. Bushed wheels....................................................................................................................... 8
8.2.2.12. Guide rollers............................................................................................................................ 8
8.2.2.13. Bushed wheels diameter........................................................................................................ 8
8.2.3. TOLERANCES FOR CRANE TRACKS....................................................................................9
APPENDIX..................................................................................................................................................11
A - 8.1.3. - TEST LOADS FOR CRANES IN SOME EUROPEAN COUNTRIES .........................11
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.1. TESTS
Prior to being placed in service, appliances must be tested under overload conditions, as follows
:
8.1.1. DYNAMIC TEST
The dynamic test shall be carried out with an overload coefficient 1 = 1,2 i.e. with a load equal to
120 % of the safe working load. All motions shall be carefully operated in turn, without checking
speeds of temperature rises in the motors (see clause 2.3.3.c).
8.1.2. STATIC TEST
The static test shall be carried out with an overload coefficient 2 = 1,4 i.e. with a load equal to
140 % of the safe working load. This test must be carried out under still conditions and consists
in hoisting the safe working load to a small distance above the ground and then adding the
required surplus without shock (see clause 2.3.3.c.).
8.1.3. NOTE 1
The figures given for these test loads represent minimum requirements. Where national
legislation or rules call for higher values, these must be complied with insofar as appliances
destined for such countries are concerned.
The test to be used in certain countries are given in appendix A-8.1.3. for information.
8.1.4. NOTE 2
When making these tests, it is customary to measure the deflection of the structure of an
appliance.
The present rules impose no obligation as to the allowable deflections.
Should the user wish to impose a deflection limit, he must specify this in his call for tenders 1.
1
(1) The custom of regarding small deflection under load as a measure of the strength of an appliance
should be discontinued.
Although an unduly large deflection can adversely affect lattice girders because of the danger of movement
at the joints, no untoward effects are to be feared in the case of solid-web or box girders.
In practice, the magnitude of the deflection should be limited only from the standpoint of convenience of
operation, since vertical oscillations of the load can be troublesome in some cases.
8-2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2. TOLERANCES OF CRANES AND TRACKS
GENERAL
The use of the Design Rules presupposes that the tolerances specified hereafter for cranes and
tracks shall be maintained. These tolerances apply unless other conditions have been agreed
with the user, and take no account of elastic deformations during the operation. The elastic
deformations have to be taken into consideration if required.
The specified tolerances are valid for overhead travelling cranes, gantry cranes and jib cranes,
but not for railway cranes. For cranes which have been erected for temporary use only, e.g.
building cranes, these rules are only partially valid, in other cases they are to be used judiciously.
8.2.1. MEASURING PROCEDURE
when using measuring tapes, calibrated steel measuring types are to be used. The rules for the
use of these measuring types are to be observed. The readings obtained are to be corrected for
the sag of the tape measure as well as for the divergence of the ambient temperature from the
standard temperature. All measurements on one and the same crane have to be made with the
same tape and the same tension force.
8.2.2. MANUFACTURING TOLERANCES FOR CRANES
8.2.2.1. Span
The greatest divergence s of the crane spans from the drawing dimension must not exceed the
following values :
for s 15 m :
s = 2 mm
mm ( max. 15 mm )
for s > 15 m :
s = [ 2 + 0,15 . ( s-15 ) ]
(s is to be expressed in m)
Figure 8.2.2.1.
8-3
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2.2.2. Crane girders camber
Crane girders, freely supported at their ends, must have no sag, even if the drawing does not
prescribe a camber. This means that the track of the trolley with unloaded crane (without trolley)
must have no deviation downward from the horizontal. This requirement only applies to cranes
with a span longer than 20 m.
8.2.2.3. Inclination of the wheel
In cases where the top of the rail is flat, the inclination of the wheel axis from the horizontal, for
the unladen crane, must be between + 0,2 % and -0,05 %.
Figure 8.2.2.3.
By unladen crane is meant the crane bridge without trolley, freely supported on the end
carriages.
8.2.2.4. Trolley rail center distance
The trolley rail centre distance must not differ from the nominal dimension s by more than 3
mm.
Figure 8.2.2.4.
8-4
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2.2.5. Difference in height of two opposite points
In a plane perpendicular to the travel direction of the trolley, the difference in height of two
opposite points of the trolley track shall not exceed 0,15 % of the trolley rail centre distance, with
a maximum of 10 mm .
Figure 8.2.2.5.
8.2.2.6. Bearing surface
Trolley rails shall be laid in such a way that the running surface is horizontal and that the greatest
unevenness of the bearing surface is no more than 3 mm for rail centres up to 3 m and no
more than 0,1 % of the trolley wheel centre distance if it exceeds 3 m .
Figure 8.2.2.6.
8-5
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2.2.7. Vertical axis of the trolley
The vertical axis of the trolley rail must not diverge from the vertical axis of the rail girder web by
more than half the thickness of the rail girder web .
Figure 8.2.2.7
8.2.2.8. Trolley rails linearity
The axes of the trolley rails must not diverge from their theoretical axis by more than 1,0 mm in
a rail length of 2 m. There should be no misalignments at rail joints.
Center axis of the trolley rails
Figure 8.2.2.8.
8-6
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2.2.9. Axes of the wheel bores
The axes of the wheel bores must not have an angular deviation greater than 0,04 % from its
theoretical axis, in the horizontal plane .
Theoretical position
of all wheels
Figure 8.2.2.9.
8.2.2.10. Axle bores of opposite wheels
The axle bores of wheels opposite to each other at each side of the track, and if wheels are
mounted in bogies the axes of the bogie pins of the unwarped trolley and crane bridge shall have
an alignment divergence in the vertical plane, less than 0,15 %, maximum 2 mm of the wheel
centre distance .
Figure 8.2.2.10.
8-7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2.2.11. Bushed wheels
The centre planes of wheels rolling on a common rail must not diverge more than 1 mm from
the rail axis .
Center axis of the rail head
Center of wheel
Center of wheel
Figure 8.2.2.11.
For bushed wheels the above tolerances apply with the wheel in a central position between the
contact surfaces at either side of the wheel.
8.2.2.12. Guide rollers
If horizontal guide rollers are used, the centre of the distance between guide rollers at one corner
must not deviate more than 1 mm from the axis of the rail .
Center of distance between
guide rollers
Distance
between
guide
rollers
Center axis of the rail head
Figure 8.2.2.12.
8.2.2.13. Bushed wheels diameter
The diameter tolerance of the wheels should correspond to the ISO tolerance classification h9. If
runner wheel speeds are synchronized by an "electrical shaft", tighter tolerances may be
required. These will have to be determined from case to case. These tolerances will apply also
to non driven wheels, as the wheels must be interchangeable.
8-8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
8.2.3. TOLERANCES FOR CRANE TRACKS
The tolerances specified below apply to new crane tracks. If in the course of use, these
tolerances are exceeded by 20 %, the track must be realigned. If the travelling behaviour is
noticeably deteriorating, it may be necessary to realign the track, even if the tolerance excess has
not reached 20 %.
1 - The greatest divergence s from the spans s is :
for s 15 m :
s = 3 mm
for s > 15 m :
s = [ 3 + 0,25 . ( s-15 ) ] mm
(s is to be expressed in m) (see figure 8.2.2.1.).
(max. 25 mm)
If horizontal guide rollers are provided on one rail only, the tolerances for the other rail only
may be increased to three times the above values, but must not exceed 25 mm.
2 - It is assumed that with the trolley positioned in the centre of the span the deflection of both
rail tracks is approximately equal.
3 - The greatest permissible tolerance of the upper edge of the rail is 10 mm from the
theoretical height position. The theoretical height is either the horizontal position, or if
applicable, the theoretical camber curve. The height position of the two rails may show a
divergence of 10 mm. The curvature in a longitudinal direction may, at each point of a
measured length of 2 m, not exceed a rise of 2 mm.
4 - The inclination of the rail rolling surface must not exceed the following values as compared
with the theoretical position :
Longitudinally : 0,3 %
Laterally
: 0,3 %
Figure 8.2.3.a.
8-9
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
5 - The maximum permissible lateral deviation of each rail in a horizontal plane is 10 mm.
The curvature in the longitudinal axis at any point shall not exceed 1 mm in a length of 2 m
.
Random sampling
Figure 8.2.3.b.
For cranes guided on both sides by horizontal rollers, the above values are valid also for the
rail surfaces of the horizontal rollers.
For cranes guided on one rail only, the requirement for the straightness of the non guiding
rail can be lowered, in agreement with manufacturer.
6 - No account has to be taken of misalignment at the rail joints. It is recommended that
welded rail joints are used.
8 - 10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
APPENDIX
A - 8.1.3. - TEST LOADS FOR CRANES IN SOME EUROPEAN COUNTRIES
Country
AUSTRIA
BELGIUM
Dynamic tests
125 % up to 25 t
110 % over 25 t
Up to 20 t
125 %
From 20 to 50 t
+5t
Over 50 t
110 %
Static tests
25 t
25 to 50 t
50 t
140 %
10 t
120 %
SWITZERLAND
GERMANY
Pk = 1,25 . P
(H1 and H2)
Pg = 1,33 . P
(H1 and H2)
Pk = 1,25 . P
Pk = 1,25 . P1 + 0,25 . P0
FRANCE
120 %
(excluding builder's tower cranes
and some dismountable
appliances : 110 %)
GREAT BRITAIN 125 % of the SWL
ITALY
NETHERLANDS
NORWAY
SWEDEN
128 % self propelled cranes
120 % tower cranes
110 % other lifting appliances
Up to 20 t
125 %
From 20 to 50 t
+5t
Up to 20 t
125 %
From 20 to 50 t
+5t
Over 50 t
110 %
or FEM
Up to 5 t
125 %
From 5 to 20 t
120 %
From 20 to 50 t
115 %
Over 50 t
110 %
Comments
Pg = 1,50 . P
(H3 and H4)
Pg = 1,33 . P - 1,4 . P
According to
DIN 15030
DIN 15018 part 1
DIN 15019 part 1
DIN 15030
150 %
(excluding builder's tower cranes
and some dismountable
appliances : 133 %)
During 15 min.
Not compulsory
FEM
8 - 11
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
FEDERATION EUROPEENNE DE LA
MANUTENTION
F.E.M.
SECTION I
3rd EDITION
REVISED
HEAVY LIFTING APPLIANCES
1.001
1998.10.01
RULES FOR THE DESIGN OF
HOISTING APPLIANCES
BOOKLET 9
SUPPLEMENTS AND COMMENTS
TO BOOKLETS 1 to 8
The total 3rd Edition revised comprises booklets 1 to 5 and 7 to 9Copyright by FEM Section I
Also available in French and German
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Booklet 9
SUPPLEMENTS AND COMMENTS
TO BOOKLETS 1 TO 8
9.1. PREFACE..............................................................................................................................................3
9.2. PRESENTATION..................................................................................................................................3
9.3. VALUES OF THE DYNAMIC COEFFICIENT (2.2.2.1.1.) ..............................................................4
9.4. FORCE DUE TO HORIZONTAL MOTIONS SH (2.2.3.)....................................................................6
9.4.1. Transverse action due to rolling action........................................................................................ 6
9.4.1.1.
9.4.1.2.
9.4.1.3.
9.4.1.4.
9.4.1.5.
Model of appliance................................................................................................................. 6
Relationship between tangential forces and displacements .................................................... 8
Forces due to skewing ........................................................................................................... 9
Tangential forces, Fx and Fy ................................................................................................ 10
Skewing angle .................................................................................................................. 11
9.4.2. Buffer effects on the structure ................................................................................................. 11
9.5. WIND ACTION (2.2.4.1.)...................................................................................................................12
9.6. QUALITY OF STEEL (3.1.3.) ............................................................................................................13
9.7. STRUCTURAL MEMBERS OTHER THAN JOINTS - PERMISSIBLE STRESSES (3.2.2.1.)....18
9.8. JOINTS MADE WITH TENSION BOLTS WITH CONTROLLED TIGHTENING (3.2.2.2.1.).......20
9.9. CHECKING MEMBERS SUBJECT TO CRIPPLING (3.3)..............................................................20
9.10. CHECKING MEMBERS SUBJECT TO BUCKLING (3.4).............................................................21
9.11. CASE OF STRUCTURES SUBJECTED TO SIGNIFICANT DEFORMATION (3.5.)...................22
9.11.1. Non-proportional effect on the structure due to the forces .................................................... 22
9.11.2. Non linear structures and favourable effects of own weight................................................. 24
9.12. CHOICE OF RAIL WHEELS (4.2.4.)..............................................................................................26
9.13. DESIGN OF GEARS (4.2.5.) ...........................................................................................................27
9 -1
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.14. DETERMINATION OF PERMISSIBLE STRESSES IN MECHANISM COMPONENTS
SUBJECTED TO FATIGUE ( 2.1.4.3., 4.1.3.5., 4.1.3.6., 4.1.3.7.) .......................................................27
9.14.1. Introduction .............................................................................................................................. 27
9.14.2. Partial modifications of booklet 2 and 4.................................................................................... 28
9.14.3. Checking for fatigue of a mechanical component - example................................................... 34
9.15. STABILITY AND SAFETY AGAINST MOVEMENT BY WIND (Booklet 6 : deleted)................36
9.15.1. Scope....................................................................................................................................... 36
9.15.2. Stability - Calculations.............................................................................................................. 36
9.15.2.1.
9.15.2.2.
9.15.2.3.
9.15.2.4.
9.15.2.5.
9.15.2.6.
9.15.2.7.
Stability .............................................................................................................................. 36
Calculations ....................................................................................................................... 36
travel effect........................................................................................................................ 36
site effect........................................................................................................................... 36
attachments effect ............................................................................................................. 36
collision effect .................................................................................................................... 36
For tower cranes ................................................................................................................ 37
9.15.3. Backward stability in service conditions ................................................................................. 38
9.15.4. Application of wind loads ........................................................................................................ 38
9.15.4.1. On-service.......................................................................................................................... 38
9.15.4.2. Out-of-service..................................................................................................................... 38
9.15.5. Crane base .............................................................................................................................. 38
9.15.6. Temporary additional stability devices..................................................................................... 39
9.15.7. Deformation.............................................................................................................................. 39
9.15.8. Resistance to drifting caused by wind.................................................................................... 39
9.16. TESTS (8.1.) ....................................................................................................................................41
9.17. TORANCES OF CRANES AND TRACKS (8.2.) ...........................................................................42
9 -2
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.1. PREFACE
The Rules for the Design of Hoisting Appliances established by the Technical Committee of
Section I of the Fdration Europenne de la manutention (F.E.M), which were published in the
form of 8 booklets, have been increasing widely used in many countries all over the world.
However, these rules were elaborated at the beginning of the eighties and must advance to keep
pace with the improving state of knowledge and the increasingly efficient conception tool being
used.
The need for a revision is based on several observations :
The harmonized standard EN 13001 from the work of CEN/TC147/WG2 will be applied
progressively only at the beginning of the 21st century.
Thus, it is not desirable to await this date and continue to refer to the FEM rules, certain
parts of which became obsolete.
FEM 1.001 consolidates a great deal of experience and serves manufacturers and
customers often as a basis for calculations.
Development of the rules should make future application of the harmonized standards
easier, based on methods with limit states, among others.
The text below shall be considered as a supplement to those texts which are the subject of
booklets 2, 3, 4 and 8. Booklet 6 is deleted.
9.2. PRESENTATION
At the begining of each clause, there is a reference to the clause coming from booklet 2, 3, 4, 6 or
8 that the new text may replace.
Example :
Clause 2.2.2.1.1.of booklet 2 may be replaced by the following text:
9 -3
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.3. VALUES OF THE DYNAMIC COEFFICIENT (2.2.2.1.1.)
Clause 2.2.2.1.1.of booklet 2 may be replaced by the following text:
For the coefficient given by the clause 2.2.2.1.1 of booklet 2, we can take the value 2 given by
the following text :
In the case of hoisting an unrestrained grounded load, the dynamic effects of transferring the
load from the ground to the crane shall be taken into account by multiplying the gravitational force
due to the mass of the hoist load by a factor 2 (see figure F.9.3).
The mass of the hoist load includes the masses of the payload, lifting attachments and a portion
of the suspended hoist ropes or chains, etc.
Figure F.9.3 - Factor 2
The factor 2 shall be obtained as follows :
2 = 2min + 2h
2min and 2 are given in table T.9.3.a for the appropriate hoisting class. For the purpose of this
standard, cranes are assigned to hoisting classes HC1 to HC4 according to their dynamic
characteristics. (The selection of hoisting classes depends on the particular types of cranes and
is dealt with in the European Standards for specific crane types.) Equally, values for 2 can be
determined by experiments or by analysis without reference to hoisting class.
h is the steady hoisting speed, related to the lifting attachment. Values of h are given in table
T.9.3.b.
9 -4
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.3.a - Values of 2 and 2min
Hoisting class
of the appliance
2
s/m
2 min.
HC1
0,17
1,05
HC2
0,34
1,10
HC3
0,51
1,15
HC4
0,68
1,20
Table T.9.3.b - Values of h for estimation of 2
Load combination
Type of hoist drive and its operation method of operation
HD1
HD2
HD3
HD4
HD5
Case I, Case II
h,max
h,CS
h,CS
0,5 . h,max
h. = 0
Case III
h,max
h,max
0,5 . h,max
Where :
HD1
hoist drive cannot be operated with creep speed;
HD2
a steady creep speed for the hoist drive can be selected by the crane driver;
HD3
hoist drive control system ensures the use of a steady creep speed until the load is
lifted from the ground;
HD4
a stepless variable speed control can be operated by the crane driver;
HD5
after prestressing the hoist medium, a stepless variable speed control is provided by
the drive control system independent of the crane driver;
h,max.
is the maximum steady hoisting speed;
h,CS
is the steady hoisting creep speed.
9 -5
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.4. FORCE DUE TO HORIZONTAL MOTIONS SH (2.2.3.)
Clause 2.2.3.of booklet 2 may be replaced by the following text:
9.4.1. Transverse action due to rolling action
Example of a method for analysing forces due to skewing.
9.4.1.1. Model of appliance
To enable an estimation to be made of the tangential forces between wheels and rails and also
of the forces between the acting guide means that are caused by skewing of the lifting appliance,
a simple travel-mechanics model is necessary. The lifting appliance is considered to be
travelling at a constant speed without anti-skewing control.
The model consists of n pairs of wheels in line, of which p pairs are coupled. An individual (i)
pair of wheels can be defined, either as coupled (C) mechanically or electrically, or mounted
independently (l) of each other. The latter condition is also valid in the case of independent
single drives.
The wheels are arranged in ideal geometric positions in a rigid crane structure which is
travelling on a rigid track. Differences in wheel diameters are neglected in this model. They are
either fixed (F) or movable (M) in respect of lateral movement. The lateral degree of freedom can,
for example, be provided by a hinged leg.
The different combinations of transversally in-line wheel pairs that are possible are shown in
figure F.9.4.a.
Coupled (C)
Fixed/Fixed
(F/F)
Independent (I)
IFF
CFF
Fixed/Movable
(F/M)
IFM
CFM
Figure F.9.4.a - Different combinations of wheel pairs
9 -6
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In figure F.9.4.b the positions of the wheel pairs relative to the position of the guide means in
front of the travelling crane are defined by the distance di.
NOTE: Where flanged wheels are used instead of an external guide means, d1 = 0.
9 -7
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
It is assumed that the gravitational forces due to the masses of the loaded appliance (mg) are
acting at a distance l from rail 1 and are distributed equally to the n wheels at each side of the
crane runway.
Sl ac k of the
guide
Width of t he rail head
T ravell ing di rect ion
Wheel pair 1
Wheel pair 2
Wheel pair i
Wheel pair n
Span
Rail 1
Rai l 2
Figure F.9.4.b - Positions of wheel pairs
9.4.1.2. Relationship between tangential forces and displacements
It is at first necessary to assume a relationship between the tangential forces and the
corresponding displacements occurring between wheel and rail. Since the wheel has to transfer
drive moments (My) to the rail and its movement is restricted by the system (crane and runway), it
slides in the longitudinal and lateral directions [u(ux,uy)]; corresponding tangential forces (Fx, Fy)
react on the crane (see figure F.9.4.c).
Sliding
distance
Geometry
Rolling distance
Forces
Figure F.9.4.c - Tangential forces and displacements
9 -8
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
In general, a relationship exists between the sliding distances (ux,uy), the free-rolling distance r,
the wheel load Fz and the tangential forces (Fx, Fy), as follows :
Fx = fx(sx, sy, pc, surface conditions) Fz
Fz
Fy = fy(sx, sy, pc, surface conditions)
The friction coefficients of the rolling wheel (fx, fy) depend on the slip, i.e. the relation between
slide and free-rolling distances (sx = ux / r, sy = uY / r), on the contact pressure between wheel
and rail (pc) and on the surface conditions of the rail. To simplify the calculation, the following
empirical relationships may be used :
fx = 0,3 1
(250. s x ) , for sx 0,015
fy = 0,3 1
250. s
) , for s
0,015
9.4.1.3. Forces due to skewing
The crane model is assumed to be travelling in steady motion and to have skewed to an angle ,
as shown in figure F.9.4.d. The appliance may be guided horizontally by external means or by
wheel flanges.
Direction of motion
Direction of rail
Lateral slip
Guide means
Rail 1
Rail 2
Instantaneous
Slide pole
Figure F.9.4.d - Forces acting on crane in skewed position
9 -9
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A guide force Fy is in balance with the tangential wheel forces Fx1i, Fy1i, Fx2i, Fy2i, which are
caused by rotation of the appliance about the instantaneous slide pole. With the maximum
lateral slip sy = at the guide means and a linear distribution of the lateral slip syi between the
guide means and the instantaneous slide pole, the corresponding skewing forces can be
calculated as follows :
a) Distance between instantaneous slide pole and guide means h
For systems F/F, h = (p'l2 + d2i) / di
For systems F/M, h = (pl2 + d2i) / di
where :
p
is the number of pairs of coupled wheels;
is the distance of the instantaneous slide pole from rail 1;
'
is the distance of the instantaneous slide pole from rail 2;
is the span of the appliance;
di
is the distance of wheel pair i from the close-fitting guide means. b) guide force Fy
Fy = f mg
where :
= 1 - di /nh,
for systems F/F
= ' (1 - di /nh),
-250
f = 0,3(1 - e
for systems F/M
where < 0,015 rad;
mg
is the gravitational force due to the mass of the loaded appliance;
is the number of wheels at each side of the crane runway.
9.4.1.4. Tangential forces, Fx and Fy
Fx1i = 1i fmg
Fx2i = 2i fmg
FY1i = 1i fmg
FY2i = 2i fmg
Where :
f and mg are as given in clause 9.4.1.3.b)
1i, 2i, 1i and 2i are as given in table T.9.4.
9 -10
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.4 - Values of 1i, 2i, 1i and 2i
Combinations
of wheel pairs
(see figure F.9.4.a)
1i = 2i
CFF
'l/nh
IFF
CFM
'l/nh
IFM
1i
2i
d
(1 i )
n
h
'
di
(1 )
n
h
0
9.4.1.5. Skewing angle
The skewing angle , which should not exceed 0,015 radians, shall be chosen taking into
account the space between the guide means and the rail as well as reasonable dimensional
variation and wear of the appliance wheels and the rails as follows :
= g + w + t
Where :
g = sg/wb
is the part of the skewing angle due to the slack of the guide;
sg
is the slack of the guide;
wb
is the distance between the guide means;
w = 0,1 (b/wb)
is the part of the skewing angle due to wear;
is the width of the rail head;
t = 0,001 rad
is the part of the skewing angle due to tolerances.
9.4.2. Buffer effects on the structure
In clause 2.2.3.4.1 replace 0,7 m/s with 0,4 m/s
9 -11
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.5. WIND ACTION (2.2.4.1.)
Clause 2.2.4.1.of booklet 2 may be replaced by the following text:
Other recommendations or work results can also be used provided that the same level of safety
is obtained
9 -12
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.6. QUALITY OF STEEL (3.1.3.)
Clause 3.1.3 of booklet 3 may be replaced by the following text:
The properties of the steel grades frequently used are provided in the following standards :
EN 10025
Hot-rolled products of non-alloy structural steels. Technical delivery conditions;
EN 10113-1 Hot-rolled products in weldable fine grain structural steels Part 1: General delivery conditions;
EN 10137-1 Plates and wide flats made of high yield strength structural steels in the quenched
and tempered or precipitation hardened conditions - Part 1: General delivery
conditions;
EN 10149-1 Hot-rolled flat products made of high yield strength steels for cold forming - Part 1:
General delivery conditions;
EN 10210-1 Hot finished structural hollow sections of non-alloy and fine grain structural steels Part 1: Technical delivery requirements;
EN 10219-1 Cold formed welded structural hollow sections of non-alloy and fine grain steels Part 1: Technical delivery requirements.
The quality of steels in these design rules refers to the property of the steel to exhibit ductile
behaviour at determined temperatures.
The steels are divided into four quality groups. The group in which the steel is classified, is
obtained from its notch ductility in a given test and at a given temperature.
Tables T.9.6.a, T.9.6.b, T.9.6.c and T.9.6.d comprises the notch ductility values and test
temperatures for the four quality groups.
The indicated notch ductilities are minimum values, being the mean values from three tests,
longitudinal test pieces are used.
The notch ductility shall be determined in accordance with V-notch impact tests according to the
European Standard EN 10045-1.
Steels of different quality groups can be welded together.
Tc
is the test temperature for the V-notch impact test.
is the temperature at the erection site of the crane.
Tc and T
are not directly comparable as the V-notch impact test imposes a more
unfavourable condition than the loading on the crane in or out of service.
9 -13
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.6.a - Quality groups
Quality
Impact
energy
Test
temperature
group
according to
EN 10045-1
J
Tc C
27
27
+ 20
27
40
4
- 20
27
40
27
40
27
Steels, corresponding to the quality group
Designation of steels
According to
According to
According
old standard
EN 10027-1 &
to
ECISS IC 10
EN 10027-2
ST 37-2
S235JR
1.0037
ST 44-2
S275JR
1.0044
50 B
S355JR
1.0045
Fe 360-B
Fe 430-B
Fe 510-B
R St 37-2
St 44-2
E 24(A37)-2
E 28 - 2
E 36 (A52)-2
40 B
43 B
S235JR
S275JR
S355JR
S235JRG2
S275JR
S235JR
S275JR
S355JR
S235JRG2
S275JR
1.0037
1.0044
1.0045
1.0038
1.0044
1.0037
1.0044
1.0045
1.0038
1.0044
Fe 360-C
Fe 430-C
Fe 510-C
St 37-3U
St 44-3U
ST 52-3U
E 24 (A37)-3
E 28 - 3
E 36 (A52)-3
40 C
43 C
50 C
Fe 360-D1
Fe 360-D2
Fe 430-D1
Fe 430-D2
Fe 510-D1
Fe 510-D2
Fe 510-DD1
Fe 510-DD2
S235JO
S275JO
S355JO
S235JO
S275JO
S355JO
S235JO
S275JO
S355JO
S235JO
S275JO
S355JO
S235J2G3
S235J2G4
S275J2G3
S275J2G4
S355J2G3
S355J2G4
S355K2G3
S355K2G4
1.0114
1.0143
1.0553
1.0114
1.0143
1.0553
1.0114
1.0143
1.0553
1.0114
1.0143
1.0553
1.0116
1.0117
1.0144
1.0145
1.0570
1.0577
1.0595
1.0596
St 37-3N
St 44-3N
St 52-3N
E 24 (A37)-4
E 28 - 4
E 36 (A52)-4
S235J2G3
S235J2G4
S275J2G3
S275J2G4
S355J2G3
S355J2G4
S355K2G3
S355K2G4
S235J2G3
S275J2G3
S355K2G3
1.0116
1.0117
1.0144
1.0145
1.0570
1.0577
1.0595
1.0596
1.0116
1.0144
1.0595
40 D
43 D
50 D
St 52-3N
S235J2G3
S275J2G3
S355J2G3
S355J2H
1.0116
1.0144
1.0570
1.0576
50D
S355J2H
1.0576
9 -14
Old
New
standard
standard
DIN 17100
BS 4360 (1972)
EN 10025
(1990)
DIN 17100
NF A 35-501
BS 4360
(1972)
EN 10025
(1990)
DIN 17100
NF A 35-501
BS 4360
(1972)
EN 10025
(1993)
EN 10025
(1990)
DIN 17100
NF A 35-501
BS 4360
(1972)
DIN 17100
EN 10210-1
BS 4360
(1972)
(1994)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.6.b - Quality groups
Quality
group
Impact
energy
Test
temperature
according to
EN 10 045-1
Tc C
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
40
47
- 20
Steels, corresponding to the quality group
Designation of steels
According to
According to
According
old standard
EN 10027-1 &
to
ECISS IC 10
EN 10027-2
S275N
S275NL
1.0490
1.0491
E 355 R
E 355 FP
S355N
S355NL
1.0545
1.0546
E 420 R
E 420 FR
S420N
S420NL
1.8902
1.8912
E 460 R
E 460 FP
S460N
S460NL
1.8901
1.8903
StE285
TStE285
S275N
S275NL
1.0490
1.0491
StE355
TStE355
S355N
S355NL
1.0545
1.0546
StE420
TStE420
S420N
S420NL
1.8902
1.8912
StE460
TStE460
S460N
S460NL
1.8901
1.8903
40EE
S275N
S275NL
1.0490
1.0491
50EE
S355N
S355NL
1.0545
1.0546
S420N
S420NL
1.8902
1.8912
S460N
S460NL
1.8901
1.8903
S275M
S275ML
1.8818
1.8819
S355M
S355ML
1.8823
1.8834
S420M
S420ML
1.8825
1.8836
S460M
S460ML
1.8827
1.8838
55EE
9 -15
Old
New
standard
standard
NF A 36-201
(1984)
EN 10113-2
(1993)
DIN 17102
(1983)
EN 10113-2
(1993)
(United
Kingdom)
EN 10113-2
(1993)
EN 10 113-3
(1993)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.6.c - Quality groups
Quality
group
Impact
energy
Test
temperature
according to EN
10045-1
Tc C
30
40
50
30
40
50
30
40
50
30
40
50
30
40
50
30
40
50
30
40
30
40
50
30
40
50
30
40
50
30
40
50
30
40
50
30
40
50
30
40
40
50
40
50
40
50
40
50
Steels, corresponding to the quality group
Designation of steels
According to
According to
According
old standard
EN 10027-1 &
to
ECISS IC 10
EN 10027-2
S 460 T
S 500 T
S 550 T
S 620 T
S 690 T
S 960 T
-20
TStE 460 V
StE 500 V
TStE 500 V
EStE 500 V
StE 550 V
TStE 550 V
EStE 550 V
StE 620 V
TStE 620 V
EStE 620 V
StE 690 V
TStE 690 V
EStE 690 V
TStE 890 V
EStE 890 V
TStE 960 V
S460Q
S460QL
S460QL1
S500Q
S500QL
S500QL1
S550Q
S550QL
S550QL1
S620Q
S620QL
S620QL1
S690Q
S690QL
S690QL1
S890Q
S890QL
S890QL1
S960Q
S960QL
S460Q
S460QL
S460QL1
S500Q
S500QL
S500QL1
S550Q
S550QL
S550QL1
S620Q
S620QL
S620QL1
S690Q
S690QL
S690QL1
S890Q
S890QL
S890QL1
S960Q
S960QL
S500A
S500AL
S550A
S550AL
S620A
S620AL
S690A
S690AL
9 -16
1.8908
1.8906
1.8916
1.8924
1.8909
1.8984
1.8904
1.8926
1.8986
1.8914
1.8927
1.8987
1.8931
1.8928
1.8988
1.8940
1.8983
1.8925
1.8941
1.8933
1.8908
1.8906
1.8916
1.8924
1.8909
1.8984
1.8904
1.8926
1.8986
1.8914
1.8927
1.8987
1.8931
1.8928
1.8988
1.8940
1.8983
1.8925
1.8941
1.8933
1.8980
1.8990
1.8991
1.8992
1.8993
1.8994
1.8995
1.8996
Old
New
norme
norme
NFA 36-204
(1992)
EN 10137-2
(1995)
(Allemagne)
EN 10137-2
(1995)
EN 10137-3
(1995)
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.6.d - Quality groups
ality
oup
Impact
energy
Test
temperature
according to
EN 10 045-1
Tc C
Steels, corresponding to the quality group
Designation of steels
According to old
According to
According
standard
EN 10027-1 &
to
ECISS IC 10
EN 10027-2
E 315 D
S315MC
1.0972
E 355 D
S355MC
1.0976
E 420 D
S420MC
1.0980
S460MC
1.0982
S500MC
1.0984
S550MC
1.0986
S600MC
1.8969
S650MC
1.8976
S700MC
1.8974
E 560 D
E 690 D
QStE 300 TM
40
- 20
Old
New
standard
standard
NF A 36-231
(1992)
S315MC
1.0972
QStE 360 TM
S355MC
1.0976
QStE 420 TM
S420MC
1.0980
QStE 460 TM
S460MC
1.0982
QStE 500 TM
S500MC
1.0984
QStE 550 TM
S550MC
1.0986
QStE 600 TM
S600MC
1.8969
QStE 650 TM
S650MC
1.8976
QStE 690 TM
S700MC
1.8974
S315MC
1.0972
46F40
S355MC
1.0976
50F45
S420MC
1.0980
S460MC
1.0982
(United
S500MC
1.0984
Kingdom)
S550MC
1.0986
S600MC
1.8969
43F35
60F55
SEW 092
EN 10149-2
(1995)
S650MC
1.8976
75F70
S700MC
1.8974
QStE 260 N
S260NC
1.0971
QStE 300 N
S315NC
1.0973
QStE 360 N
S355NC
1.0977
QStE 420 N
S420NC
1.0981
EN 10149-3
S260NC
1.0971
(1995)
S315NC
1.0973
(United
S355NC
1.0977
Kingdom)
S420NC
1.0981
40/30
43/35
9 -17
SEW 92-75
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.7. STRUCTURAL MEMBERS OTHER THAN JOINTS - PERMISSIBLE
STRESSES (3.2.2.1.)
Clause 3.2.1.1.of booklet 3 may be replaced by the following text:
Table T.9.7.a - Values for fy, fu, and a for non alloy, fine grain structural steels
and such in the quenched and tempered conditions
Standard
Steel
Thickness
t
mm
Yield
stress fy
N/mm2
Ultimate
stress fu
N/mm2
S235
(Fe360)
16
40
100
150
200
250
16
40
63
80
100
150
200
250
16
40
63
80
100
150
200
250
16
40
63
80
100
50
100
150
50
100
150
50
100
50
235
225
215
195
185
175
275
265
255
245
235
225
215
205
355
345
335
325
315
295
285
275
460
440
430
410
400
460
440
400
690
650
630
890
830
960
340
340
340
340
320
320
410
410
410
410
410
400
380
380
490
490
490
490
490
470
450
450
550
550
550
550
550
550
550
500
770
760
710
940
880
980
EN 10025
S275
(Fe440)
EN 10025
and
EN 10113
S355
(Fe510)
S355N
and
S355NL
steels up
to t 150
EN 10113
S460
EN 10137
S460
S690
S890
S960
9 -18
Permissible stresses: a
Case I
Case II
Case III
2
2
N/mm
N/mm
N/mm2
157
150
143
130
123
117
183
177
170
163
157
150
143
137
237
230
223
217
210
197
190
183
307
293
287
273
267
307
293
267
460
433
420
593
553
640
177
169
162
147
139
132
207
199
192
184
177
169
162
154
267
259
252
244
237
222
214
207
346
331
323
308
301
346
331
301
519
489
474
669
624
722
214
205
195
177
168
159
250
241
232
223
214
205
195
186
323
314
305
295
286
268
259
250
418
400
391
373
364
418
400
364
627
591
573
809
755
873
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
NOTE 1: The yield stress fy and the permissible stress a of the hot finished structural
hollow sections according to EN 10210-1 comply with those in Table T.9.7, t 65 mm, for
grades 235 to 460.
NOTE 2: The yield stress fy and the permissible stress a of the cold formed welded
structural hollow sections according to EN 10219-1 comply with those in Table T.9.7, t 40
mm, for grades 235 to 460.
Table T.9.7.b - Values for fy, fu, and a for high yield strength steels for
cold forming and hollow sections
Standard
EN 10149
Steel
S315
S355
S420
S460
S500
S550
S600
S650
S700
EN 10219-1
S420MH
and MLH
Thickness
t
mm
all t
>
>
8
8
8
8
16
40
Yield
stress fy
N/mm2
315
355
420
460
500
550
600
650
630
700
680
Ultimate
stress fu
N/mm2
390
430
480
520
550
600
650
700
700
750
750
420
400
500
500
9 -19
Permissible stresses: a
Case I
Case II
Case III
N/mm2
N/mm2
N/mm2
210
237
286
237
267
323
280
316
382
307
346
418
333
376
455
367
414
500
400
451
545
433
489
591
420
474
573
467
526
636
453
511
618
280
267
315
300
382
363
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.8. JOINTS MADE WITH TENSION BOLTS WITH CONTROLLED
TIGHTENING (3.2.2.2.1.)
Clause 3.2.2.2.1.of booklet 3 may be replaced by the following text:
For the calculation developed in clause 3.2.2.2.1, other recommendations or standards (for
example : VDI 2230, FDE 25030, or the work of CEN/TC 185/WG 7) can be used.
However, different methods may not be mixed.
Tests (for example : extensometric) can complete and/or replace the calculations.
9.9. CHECKING MEMBERS SUBJECT TO CRIPPLING (3.3)
Clause 3.3.of booklet 3 may be replaced by the following text:
The method presented in ENV 1993-1 :1992 Eurocode 3 :
Design of steel structures Part 1.1 may be used.
9 -20
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.10. CHECKING MEMBERS SUBJECT TO BUCKLING (3.4)
Clause 3.4 of booklet 3 may be replaced by the following text:
In determining the buckling safety coefficients, stated below, it was considered that flat plates
under compressive stresses equally distributed over the plate width, are exposed to a greater
danger of buckling than plates under stresses changing from compression to tension over the
plate width.
In consequence, safety against buckling was made dependent on the ratio of stresses at the
plate edges (appendix A-3.4. of booklet 3).
It shall be verified that the calculated stress is not higher than the critical buckling stress divided
by the following coefficients v given by table T.9.10:
Table T.9.10
Case
Buckling safety v
Buckling of plane members
I
II
III
Buckling of curved members :
Circular cylinders
(e.g. tubes)
I
II
III
1,70 + 0,175 ( - 1)
1,50 + 0,125 ( - 1)
1,35 + 0,075 ( - 1)
1,70
1,50
1,35
The edge-stresses ratio varies between + 1 and - 1.
Appendix A.3.4.of booklet 3 gives the procedure for determining the critical buckling stress.
Checking members subjected to buckling can be carried out according to other
recommendations , for example ENV 1993-1.
ENV 1993-1 is based on limit state analysis : partial safety factors F and M are used.
9 -21
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.11. CASE OF STRUCTURES SUBJECTED TO SIGNIFICANT
DEFORMATION (3.5.)
Clause 3.5.of booklet 3 may be replaced by the following text:
9.11.1. Non-proportional effect on the structure due to the forces
In this case the stresses in the members cannot be
proportional to the forces which cause them due to the
deformation of the structure as a result of the application of
these forces.
This is the case, for example, with the stresses produced in
the column of a crane (illustrated in figure F.9.11.a) where it is
clear that the moment in the column is not proportional to the
forces applied because of deformations that increase their
moment arm.
Figure F.9.11.a
In this case the calculation can be carried out :
- either by using the limit states method;
- or by using the method described in clause 3.5 of booklet 3.
Limit states method
The figure F.9.11.b shows the limit states method :
Figure F.9.11.b - Typical flow chart of the limit state method
fi
is the load i on the element or component;
Fj
is the load combination j from loads fi, multiplied by partial load coefficients and risk
coefficient, when applicable;
Sk
are the load effects in section k of members or supporting parts, such as inner forces and
moments, resulting from load combination Fj;
1l
are the stresses in the particular element l as a result of load effects Sk;
2l
are the stresses in the particular element l arising from local effects;
is the resulting design stress in the particular element l;
is the specified strength or characteristic resistance of the material, particular element or
connection, such as the stress corresponding to the yield point, limit of elastic stability or
fatigue strength (limit states);
9 -22
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
lim is the limit design stress;
P
are the partial load coefficients applied to individual loads according to the load
combination under consideration;
is the risk coefficient, where applicable;
is the resistance coefficient.
NOTE 1: Instead of a comparison of stresses, as mentioned above, a comparison of
forces, moments, deflections, ets. may be made.
NOTE 2: A general description of the limit state, method of design is given in ISO 2394 :
1986, General principle on reliability for structures.
The individual specific fi loads are calculated according to the data in booklet 2.
They are multiplied by the appropriate partial coefficients of load.
Then they are combined according to the combinations given in clause 2.3 of
booklet 2.
Table T.9.11 - Partial coefficients p
Loads
Clause
Loading condition
(see 2.3)
Case I
1,22
1,16
1,10
Favourable effect - estimated
weight
0,90
0,95
1,00
Favourable effect - measured
weight
1,00
1,00
1,00
2.2.2.1
1,34
1,22
Acceleration from drives
2.2.3
1,34
1,22
1,10
Effects of climate
2.2.4
1,16
1,10
Dead
loads
unfavourable effect
2.2.1
Case II Case III
Working loads
with m = 1,10
9 -23
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
For checking erection or dismanling, the case III is appropriate.
NOTE: The values given in table 10 of the document pr EN 13001-2 may be accepted.
9.11.2. Non linear structures and favourable effects of own weight
Clause 3.5 of Booklet 3 describes a corrective method for proof of competence calculations in
cases of structures subjected to significant deformation. However, the significant deformations
are not the only cases where the designer shall consider the use of similar correction.
By combining clauses 2.3.1 and 3.2.1 or 3.4 the conditions for calculated stress in load
combination Case I can be expressed as follows:
{c (SG + SL + SH)} cr /
where
cr
is the yield stress, crippling stress or buckling stress, whichever is the
most critical one,
is the relevant coefficient E or V.
The above formula can also be presented as:
{c (SG + SL + SH)} cr
for any structural system.
If the structural system is behaving nearly linearly, the above formula can be modified as follows:
= kg c SG + kL c SL + kh c SH cr
where coefficients kg, kL, and kh represent the linear relationships between the load effects (SG,
SL, SH) and the calculated stress. Those coefficients depend on the configuration and type of
loading of the crane.
9 -24
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
A simplified example: A simply supported beam,with span l and section modulus W, loaded by
its own weight mg (SG ) and in the middle by force F (produced by the load effects SL) . The
bending stress is calculated by the formula:
c mg l c F l
+
8 W
4W
where it is seen that k g =
l
8W
and
kL =
l
4W
In order to check the most critical effect of all the loads for a particular design detail, it is evident
that the signs for the variable loads shall be selected so that they lead to the maximum
combined stress (if such a combination is physically possible). Furthermore, the loads are
multiplied by coefficients taking into account dynamic effects and an adequate margin for failure.
However, in a case where the dead weight SG decreases the absolute value of the stress due to
the variable loads (SG having an opposite, favourable stress effect) the multiplication of the dead
weight by its coefficients would lead to an situation where the actual margin for the critical stress
might be dangerously reduced. To maintain the intended margin for failure, the calculation
method described in clause 3.5 shall be applied in the following cases:
1. - When the dead weight has an effect in the opposite direction to the effect of the variable
loads, i.e. the dead weight has a balancing effect. Examples: towers and lower structures of
slewing jib cranes and tower cranes.
2. - Especially for structures where the dead weight has an effect in the opposite direction to the
effect of the variable loads and the tension and compression forces are carried by different
structural elements.
Example 1: Tie-downs for storm anchoring take the difference between upwards and
downwards loads while the wheels carry all the downwards loads in the case of opposite
wind action.
Example 2: Bogie pins and the ties of pin joints (such as end cups). The pins carry all the
compression while the ties carry the difference between upwards and downwards loads.
3. - Pre-stressed structures.
Example: Bolted flange joints.
In this case the variable loads shall be multiplied by the coefficient , but the pre-stress loads
shall be taken as the lowest estimated nominal values. The coefficient for the dead weight shall
be selected between 1 and depending on whether its effect is favourable or unfavourable for
the bolts.
9 -25
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.12. CHOICE OF RAIL WHEELS (4.2.4.)
Clause 4.2.4.of booklet 4 may be replaced by the following text:
The method proposed in clause 4.2.4.1 can be used with the values of PL and c2 given below
tables T.9.12.a and T.9.12.b:
Table T.9.12.a - Values of PL
Ultimate strength of metal
used for rail wheel
PL
Minimum strength
for the rail
N/mm_
N/mm2
N/mm2
fu > 500
5,00
350
fu > 600
5,60
350
fu > 700
6,50
510
fu > 800
7,20
510
fu > 900
7,80
600
fu > 1000
8,50
700
Table T.9.12.b - Values of c2
Group classification
of mechanism
c2
M1 and M2
1,25
M3 and M4
1,12
M5
1,00
M6
0,90
M7 and M8
0,80
The hardening of the running surface at the depth of 0,01D may be taken into account when
selecting the value of PL
When using the tables above, it is not necessary to consider the 5 last paragraphs of clause
4.2.4.1.3 in booklet 4.
9 -26
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.13. DESIGN OF GEARS (4.2.5.)
Clause 4.2.5.of booklet 4 may be replaced by the following text:
Standards or calculation methods such as follows may be used, for example:
NF E 23015, Henriot method;
DIN 3990;
ISO 6336.
For the design calculation for gears, the coefficient m is not cumulative with the service factor
(ka). However, it shall be at least equal to m.
9.14. DETERMINATION OF PERMISSIBLE STRESSES IN MECHANISM
COMPONENTS SUBJECTED TO FATIGUE ( 2.1.4.3., 4.1.3.5., 4.1.3.6.,
4.1.3.7.)
Clauses 2.1.4.3, 4.1.3.5, 4.1.3.6, 4.1.3.7 and appendix A 4.1.3 of booklets 2 and 4 may be
replaced by the following text:
9.14.1. Introduction
The calculation methods for determining the fatigue strength of mechanism components are
similar in the documents of section I (FEM 1.001 edition 1987) and section II (FEM 2.131 and
FEM 2.132 edition 1992)
In the above-mentioned editions, the Whler curve of a component includes a second slope
6
(factor c') for the number of cycles n greater than 2.10 :
Figure F.9.14.a
9 -27
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
The presence of this second slope results in the determination of very low values for fatigue
strength for very heigh number of cycles n, and consequently the safety level is too high.
The text below proposes in particular the cancelling of the second slope of the Whler curve is
presented below.
9.14.2. Partial modifications of booklet 2 and 4
BOOKLET 2 MODIFIED
NOTE: The modifications are written in bold face type.
2.1.4.3
STRESS SPECTRUM
....In many applications the function f(x) may be approximated by a function consisting of a
certain number r of steps, comprising respectively n1, n2,... nr stress cycles ; the stress may
be considered as practically constant and equal to i during ni cycles. If n represents the total
number of cycles and max the greatest of the stresses 1, 2, ..., r there exists a relation :
r
n1 + n2 + ... + nr =
ni = n
1 > 2 > ... > r
et
i =1
we obtain an approximated form :
ksp = 1
max
n1
+ 2
n
max
n2
+ ..... + r
n
max
nr
=
n
n
maxi ni
i= 1
r
the summation is truncated for the first ni 2.106. This ni is taken as nr and replaced with
nr = 2.106 cycles.
Depending on its stress spectrum, a component is placed in one of the spectrum classes
P1, P2, P3, P4, defined in table T.2.1.4.3.
9 -28
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
BOOKLET 4 MODIFIED
NOTE: The modifications are written in bold face type.
4.1.3.5
WHLER CURVE
In this context, the Whler curve, shows the number of stress cycles n which can be
withstood before fatigue failure as a function of the maximum stress (or ), when all stress
cycles present the same amplitude and the same ratio k between extreme values.
With regard to this WHLER curve, the following hypotheses are made respectively
- for n = 8.103 :
- for
= R
or
R
3
8103 n 2106, the area of limited endurance, the function is represented
by a straight line TD in a reference comprising two logarithmic scale axes
(figure 4.1.3.5 modified).
The slope of the WHLER curve, in the interval considered, is characterized
by the factor :
log 2 106 log 8 103
log 2 106 log 8 103
c = tan =
or
c = tan =
log R log d
log R log d
3
- for
n > 2.106 :
= d
or
=d
Figure 4.1.3.5 modified
The spectrum factor ksp of the component is determined by means of the above mentioned
value of c.
9 -29
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
4.1.3.6. FATIGUE STRENGTH OF A MECHANICAL COMPONENT
The fatigue strength k or k of a given mechanical component is determined by the following
expressions respectively :
8 j
k = 2 c d
or
where j is the component's group number.
8 j
= 2 c d
The group classification of components, on the basis of their total number of cycles n and their
spectrum factor ksp, as well as the critical fatigue stresses associated with each group, are
illustrated in figure 4.1.3.6 modified where jk represents the stress applying to group Ej. For the
critical shear stresses, the letter must be replaced with .
Figure 4.1.3.6
modified
Concerning the relation between spectrum classes P1 to P4 and the spectrum factor ksp see
table T.2.1.4.3 in booklet 2.
9 -30
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Comment : The above fatigue strengths are based on the components group number so
those values are discontinuous. The above formulas may be usefully replaced with the
following:
k =
n
k sp
nd
1
c
d
n
k sp
2 106
1
c
or k =
See example in 9.14.3.
9 -31
d
1
c
n
k sp
nd
d
n
k sp
2 106
1
c
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
BOOKLET 4 MODIFIED
NOTE: The modifications are written in bold face type.
4.1.3.7 PERMISSIBLE STRESSES AND CALCULATIONS
The permissible stresses af and af are obtained by dividing the stresses k and k, defined in
4.1.3.6., respectively by a safety factor of k .
1
k = 3,2c
Taking :
af and af will be obtained by the relations :
af =
and it is verified that :
k
k
af =
k
k
af
af
with :
maximum calculated normal stress amplitude,
maximum calculated shear stress amplitude.
In the case of components acted upon simultaneously by normal stresses and shear
stresses with different ratios between extreme stresses, the following condition must be
satisfied :
2
2
2
x y
y
x
11
,
+ 2
kx
k
k
ky
kx ky
in which :
x, y
= maximum normal stresses in the directions x and y respectively,
= maximum shear stress,
kx, ky
= fatigue strength for normal stresses, in the directions x and y
respectively,
k
= shear fatigue strength.
If it is not possible to determine the most unfavourable case of the foregoing relation from the
corresponding stresses x, y and , calculations must be performed separately for the loads
x max, y max and max and the most unfavourable corresponding stresses.
It should be noted that the checks described above do not guarantee safety against brittle
fracture.
Such safety can be ensured only by a suitable choice of material quality.
9 -32
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
BOOKLET 4 MODIFIED
A- 4.1.3. - DETERMINATION OF PERMISSIBLE STRESSES IN MECHANISM COMPONENTS
SUBJECTED TO FATIGUE
NOTE: The modifications are written in bold face type.
The endurance limit for a polished specimen is a laboratory value, which is practically never
attained in parts actually used. Numerous factors - shape, size, surface condition (machining
quality) and possible corrosion - induce discontinuities resulting in "notch effects", which
decrease the permissible stresses in the part, when these stresses are calculated by
conventional elementary methods for the strength of materials. These factors are taken into
account by coefficients, called ks, kd, ku, kc, respectively all greater than or equal to unity.The
endurance limit fora polished specimen isdivided by the product of theses coefficients.
Designers are advised against using a skin factor taking into account the influence of
surface treatments.
...
The calculation for permissible stresses for fatigue can also be constructed with the
stress gradient method (or Siebel method), which takes into account plastic adaptation
with notch root ..
This method is used in the following documents :
- "Handbuch fr Werkstoffprfung", E. SIEBEL, Berlin 1958,
- "Calcul des pices la fatigue - Mthode du gradient", A. BRAND, CETIM 1980
- FKM Forschungskuratorium Maschinenbau e. V. (Hrsg.) : Festigkeitsnachweis. Vorhaben
Nr. 154, FKM-Heft 183-1Frankfurt 1994,
- E DIN 743 : Tragfhigkeit von Wellen und Achsen. Teile 1-4, Beuth-Verlag, Berlin, April
1996
9 -33
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.14.3. Checking for fatigue of a mechanical component - example
We consider a shaft whose initial stress spectrum is as given in table T.9.14:
Table T.9.14
Level
i (N/mm_)
i/ max
ni (real)
ni (effective)
200
10 000
10 000
160
0,8
50 000
50 000
125
0,625
200 000
200 000
90
0,45
1 500 000
1 500 000
80
0,4
5 000 000
2 000 000
71
0,355
20 000 000
63
0,315
50 000 000
0
n = ni = 3 760 000
According to booklet 2
Classification of the component
n = 3,76.106
It belongs to the class of utilization B8 (clause 2.1.4.2).
c = 3 (slope of the Whler curve for the component)
We calculate the spectrum factor ksp (clause 2.1.4.3):
k sp = 1
10 4
3,76 10 6
+ 0,83
5 104
3,76 106
+ 0,6253
2 105
3,76 106
+ 0,45 3
1,5 106
3,76 106
+ 0,4 3
2 106
3,76 106
= 0,0026 + 0,006809 + 0,012986 + 0,036353 + 0,034043
= 0,09285
It belongs to the spectrum class P1 and, consequently, to the component group E6 (clause
2.1.4.4).
9 -34
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
According to booklet 4
Checking for fatigue
The endurance limit of the component is : d = 100 N/mm2 (clause 4.1.3.4).
The fatigue strength of the shaft is (clause 4.1.3.6):
k = 2
8 j
. d = 2
8 6
.100 = 158 N / mm 2
1/c
The safety factor is (clause 4.1.3.7):
k = 3.2
The permissible stress of the shaft is :
af =
= 3.21/3 = 1.473
k
158
=
= 1073
, N/mm2
k
1473
,
The maximum calculated stress is :
= 200 N/mm2
= 200 N/mm2 > af = 107.3 N/mm2
The shaft is not acceptable for fatigue, because the max stress amplitude is higher than the
permissible value.
NOTE: If we use the fatigue
4.1.3.6, it becomes :
d
=
k =
1/ c
n
k sp
2 106
strength formula proposed in the comment of the clause
100
3760000
0,09285
2000000
1/ 3
2
= 178,9 N/mm
The permissible stress of the shaft is :
af =
k
178,9
=
= 1215
, N/mm2
k
1473
,
The maximum calculated stress is :
= 200 N/mm
= 200 N/mm2 > af = 121.5 N/mm2
The shaft is still not acceptable for fatigue, because the max stress amplitude is higher than the
permissible value.
9 -35
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.15. STABILITY AND SAFETY AGAINST MOVEMENT BY WIND
(Booklet 6 : deleted)
The following text replaces booklet 6
9.15.1. Scope
These requirements specifiy the conditions to be met when verifying, by calculation, the stability
of cranes that are subject to tipping and drifting; it assumes that the cranes are standing on a
firm, level supporting surface or track.
NOTE: Where the crane is required to operate on an inclined surface, the manufacturer
shall take the specified conditions into account.
9.15.2. Stability - Calculations
9.15.2.1. Stability
A crane is said to be stable when the algebraic sum of the stabilizing moments is greater than or
equal to the sum of the overturning moments.
9.15.2.2. Calculations
Calculations shall be made to verify the stability of the crane by computing the sum of the
overturning moments and the stabilizing moments using the loads multiplied by the load factor
given in table T.9.15.a
In all calculations, the position of the crane and its components, and the effect of all loads and
forces, shall be considered in their least favourable combination, direction and effect.
9.15.2.3. travel effect
For cranes designed to travel with load, the forces induced by the maximum allowable vertical
track variation as specified by the manufacturer shall be taken into account, in addition to other
loads specified in condition II of table T.9.15.a.
9.15.2.4. site effect
Where required, excitation effects appropriate to the particular site or zone shall be considered
as an additional loading condition.
9.15.2.5. attachments effect
In the calculations shown in table T.9.15.a, consideration shall be given to the loads induced by
the weight of the crane and its components, including any lifting attachments which are a
permanent part of the crane in its working condition.
9.15.2.6. collision effect
For the case of collision (e. g. buffer impact), the stability calculations shall be based on dynamic
considerations.
9 -36
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.15.2.7. For tower cranes
For tower cranes the stability case according to table T.9.15.b shall be met.
Table T.9.15.a.
Condition
Loading
Load factor to
be considered
Loads induced by the dead weight
1,0
Applied load
1,6P
Wind load
Inertia forces*
Loads induced by the dead weight
1,0
Applied load
1,35 P
Wind load
1,0 W1
Inertia forces
1,0 D
III. Backward Stability
Loads induced by the dead weight
1,0
(Sudden release of load)
Applied load
-0,2 P
Wind load
1,0 W1
Inertia forces
Loads induced by the dead weight
1,0
Applied load
1,0 P1
Wind load
1,2 W2
Inertia forces
Loads induced by the dead weight
1,0
Applied load
1,25 P2
Wind load
1,0 W3
Inertia forces
1,0 D
I. Basic Stability
II. Dynamic Stability
IV.
Extreme
Wind Loading
V. Stability During
Erection
or dismantling
Where :
are the inertia forces from drives
is the net load
P1
is the fixed load lifting attachment; out-of-service the fixed load lifting attachment
shall be considered as part of the weight of the crane and its components
P2
is the weight of the part being installed/removed during erection or dismantling
W1 is the in-service wind effect
W2 is the out-of-service wind effect - gusting effects are included
W3 is the in-service wind effect W1 or the effect of the wind limit for erection work in
accordance with the instruction handbook of the manufacturer
9 -37
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Table T.9.15.b.
Condition
VI Stability During
Erection or
dismantling
see figure F.9.15.
Loading
Load factor to be
considered
Loads induced by the dead
weight
1,0
Horizontal applied load
0,10 P2
Vertical applied load
1,16 P2
Wind load
1,0 W3
Inertia forces
1,0 D
Figure F.9.15 - Example: application of a load P2 for fitting a jib
9.15.3. Backward stability in service conditions
The backward stability is covered by condition III.
9.15.4. Application of wind loads
9.15.4.1. On-service
On-service wind forces shall always be applied in the least favourable direction.
9.15.4.2. Out-of-service
Out-of-service wind forces shall be applied in the least favourable direction for those cranes
which are not free to rotate with the wind. For those cranes which are designed to rotate with the
wind, the force shall be applied on the superstructure in the direction contemplated, and in the
least favourable direction on the lower structure.
9.15.5. Crane base
The crane manufacturer shall specify the forces imposed by the crane on the ground or
supporting structure. The information given by the manufacturer should state all applicable
conditions for which the forces have been stipulated (including out-of-service wind). Where the
crane base provides all or part of the stability of the crane, the manufacturer shall specify the
requirement applicable to the crane base.
9 -38
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.15.6. Temporary additional stability devices
Tower cranes shall be stable in their operating configuration (condition I to IV in table T.9.15.a)
without use of temporary additional devices.
Temporary additional devices may be used to satisfy condition V in table T.9.15.a, erection or
dismantling.
Detachable ballast may be used to satisfy the case in condition IV of table T.9.15.a. However, this
condition shall be met without this extra ballast, using a factor of 1,1 W2.
9.15.7. Deformation
Where it can be shown that with the most unfavourable loads for the most destabilizing
configuration, and consideration given to deformation (Second Order Theory), the effect on the
overturning moment does not exceed 10%.Then stability calculations may be carried out ignoring
deflections (First Order Theory) for ease of calculation.
However, when this is the case, the overturning moments for each condition in table T.9.15.a
shall be increased by the value obtained above according to the second order.
9.15.8. Resistance to drifting caused by wind
The resistance to drifting caused by wind shall be proven by calculation for all cranes on rails
operating in the open air under the conditions in table T.9.15.c.
Table T.9.15.c - Drifting caused by wind
Condition
1.- IN SERVICE
2.- OUT OF SERVICE
Loading
Load factor to be
considered
Loads induced by the dead weight
1,0
Applied load
1,35 P
Wind load
1,2 W1
Inertia forces
1,0 D
Loads induced by the dead weight
1,0
Applied load
1,0 P1
Wind load
1,2 W2
Inertia forces
9 -39
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
Where rail clamps or similar measures are necessary to avoid out-of-service drifting, the
operator's manual shall advise that they shall be applied when the in-service wind limit has been
reached.
The resistance to travel due to friction and the coefficients of friction shown in table T.9.15.d shall
apply.
Table T.9.15.d - Resistance to travel and coefficients of friction
Ratio : Resistance to travel / Radial load
Coefficient of friction between track and
Plain bearings
Anti friction bearings
the braked wheel
the rail clamp
0,02
0,005
0,14
0,25
NOTE: Higher coefficients of friction may be allowed for if it can be shown that these are
present in all surface conditions and qualities (e.g. oil, dirt, ice).
9 -40
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.16. TESTS (8.1.)
Clause 8.1.of booklet 8 may be replaced by the following text:
Prior to being in service, appliances must be tested under overload conditions, as follows :
The cranes shall be tested dynamically, using the maximum nominal speed for each drive
movement and overload that is not less than that obtained by multiplying the rated load by
coefficient given in table T.9.16:
Table T.9.16 - Values of dynamic test coefficient
Last (t)
1,2
1,4
> 1,4
30
1,2
1,25
1,3
100
1,15
1,2
1,25
< 100
1,10
1,15
1,2
NOTE: These values are not applicable for cranes equipped with powered series hoist
mechanisms with a direct action lifting force limiter. In that case the values given in FEM
9.751 may be used.
where = dynamic coefficient according clause 9.3.
For cranes this dynamic test also covers the requirements of static overload and stability testing.
9 -41
File is licenced for Sarawak Energy Berhad - Order-no: 401995 - 1License(s)
9.17. TORANCES OF CRANES AND TRACKS (8.2.)
Clause 8.2.of booklet 8 may be replaced by the following text:
The axes of the wheel bores shall not have an angular deviation greater than from its
theoretical axis, in the horizontal plane, see figure F.9.17
The theoretical axis is the arithmetic mean value of the direction angles of all wheel axes. The
values for are given in table T.9.17 below.
Theoretical
position
of all wheels
Figure F.9.17
Table T.9.17 - Wheel direction deviation angle /rad
Class of
Travel speed v (m/min)
mechanism
25
50
100
200
>200
M1
0.0012
0,0012
0,0012
0,0010
0,0008
M2
0,0012
0,0012
0,0010
0,0008
0,0007
M3
0,0012
0,0010
0,0008
0,0007
0,0006
M4
0,0010
0,0008
0,0007
0,0006
0,0005
M5
0,0008
0,0007
0,0006
0,0005
0,0004
M6
0,0007
0,0006
0,0005
0,0004
0,0004
M7
0,0006
0,0005
0,0004
0,0004
0,0004
M8
0,0005
0,0004
0,0004
0,0004
0,0004
NOTE: The angles give approximately same amount of wear of the wheels and rails, when the
wheels are designed according to 9.12.
9 -42
You might also like
- BS ISO 20332.2016 - Cranes - Proof of Competence of Steel StructuresDocument105 pagesBS ISO 20332.2016 - Cranes - Proof of Competence of Steel StructuresAndré Luiz NogueiraNo ratings yet
- Cranes-Equipment For Lifting Persons BS EN 14502-1 PDFDocument22 pagesCranes-Equipment For Lifting Persons BS EN 14502-1 PDFMaazARaza0% (1)
- FEM - 1.001 - Booklet 1 To 8Document277 pagesFEM - 1.001 - Booklet 1 To 8Er Faiyaz Ahmed100% (6)
- Iso 8686 1 2012Document54 pagesIso 8686 1 2012Shahroze Mustafa50% (2)
- En 13001 - 2 PDFDocument2 pagesEn 13001 - 2 PDFAlvaro0% (1)
- Astm F2648Document8 pagesAstm F2648Ingeniero Civil100% (1)
- Hydraulic Winch Design Problem - Sizing of Hydraulic Pump and MotorDocument3 pagesHydraulic Winch Design Problem - Sizing of Hydraulic Pump and Motorgbm2246100% (2)
- Cranes - Slewing Jib Cranes: British Standard Bs en 14985:2007Document60 pagesCranes - Slewing Jib Cranes: British Standard Bs en 14985:2007SiddharthNo ratings yet
- Fem 2.131-2.132 (1997) PDFDocument122 pagesFem 2.131-2.132 (1997) PDFAliakbarTaghipour100% (1)
- FEM1.001 Engl - Order - 403411Document314 pagesFEM1.001 Engl - Order - 403411putraarmansyah3256No ratings yet
- EN 13001-1-2004 General Principles and Requirement PDFDocument27 pagesEN 13001-1-2004 General Principles and Requirement PDFFernando LeeNo ratings yet
- International StandardDocument20 pagesInternational StandardMani Ma50% (2)
- DIN en 15011-2011 - Cranes - Bridge and Gantry CranesDocument95 pagesDIN en 15011-2011 - Cranes - Bridge and Gantry CranesGhilea George88% (8)
- En 13001-3-3Document21 pagesEn 13001-3-3robson2015100% (1)
- DWP Calculation 1601139173Document18 pagesDWP Calculation 1601139173Ashutosh KumarNo ratings yet
- Guide EN13155 A1 Rev0Document18 pagesGuide EN13155 A1 Rev0EdivaldoNo ratings yet
- ISO 16625-2013 - Cranes and Hoists - Selection of WireDocument26 pagesISO 16625-2013 - Cranes and Hoists - Selection of WireFreedomNo ratings yet
- Safety Assessment en 13001-3-2Document8 pagesSafety Assessment en 13001-3-2Anonymous MahXzLfNo ratings yet
- Sheave DesignDocument6 pagesSheave DesignZach DockterNo ratings yet
- Iso 14122-1Document14 pagesIso 14122-1German Benedek100% (2)
- DIN 15018-1 (EN - Version 11-1984)Document38 pagesDIN 15018-1 (EN - Version 11-1984)Pierre-Emmanuel Meiers100% (9)
- Fem - Rules For The Design of Hoisting Appliances 1.001, 10-01-1998Document312 pagesFem - Rules For The Design of Hoisting Appliances 1.001, 10-01-1998OlegIshchuk100% (2)
- DIN 536-1 - Crane Rails Hot Rolled Flat Bottom Crane Rails (Type A) Dimensions, Section Parameters and Steel GradesDocument5 pagesDIN 536-1 - Crane Rails Hot Rolled Flat Bottom Crane Rails (Type A) Dimensions, Section Parameters and Steel GradesVitor Ferreira100% (3)
- Crane Rail SelectionDocument3 pagesCrane Rail SelectionnoxleekNo ratings yet
- Iso 12488 1 2012 en PDFDocument11 pagesIso 12488 1 2012 en PDFAndrew Limbong100% (2)
- Fem 9.341Document6 pagesFem 9.341rafael1978No ratings yet
- Iso 8686 1 2012 en PDFDocument11 pagesIso 8686 1 2012 en PDFMehdi MabroukNo ratings yet
- Bs 2573 Crane DesignDocument72 pagesBs 2573 Crane DesignAnonymous 1HFV185Sl480% (5)
- Herts Contact StressDocument4 pagesHerts Contact StressPete SwiftNo ratings yet
- FEM Documentslist2008Document5 pagesFEM Documentslist2008tantrihellyantiNo ratings yet
- ISO22986-modal VinçDocument12 pagesISO22986-modal VinçAkin Ersoz100% (4)
- ISO 4308-2-1988 Scan PDFDocument4 pagesISO 4308-2-1988 Scan PDFIngeniero mecanico F.N.I.No ratings yet
- PrEN 15011 Krane EnglischDocument133 pagesPrEN 15011 Krane Englischb786349No ratings yet
- BS EN 13414-3-2003+A1-2008-Grommets and Cable Laid SlingsDocument30 pagesBS EN 13414-3-2003+A1-2008-Grommets and Cable Laid SlingsUlviyye ElesgerovaNo ratings yet
- Design Concepts For Jib Cranes PDFDocument12 pagesDesign Concepts For Jib Cranes PDFanthony cordovaNo ratings yet
- 1 Pmoczko Et Al PDFDocument8 pages1 Pmoczko Et Al PDFrobson2015No ratings yet
- BS ISO 1837 - 2003 Lifting Hooks NomenclatureDocument12 pagesBS ISO 1837 - 2003 Lifting Hooks NomenclatureAhmed Imtiaz RaoNo ratings yet
- BS en 13001-3-6-2018Document60 pagesBS en 13001-3-6-2018Ash TurnerNo ratings yet
- BS DD CENTS 13001-3-2 Cranes. General Design. Limit States and Proof of Competence of Wire Ropes in Reeving SystemsDocument32 pagesBS DD CENTS 13001-3-2 Cranes. General Design. Limit States and Proof of Competence of Wire Ropes in Reeving SystemsCaptIsqan100% (3)
- Din 15020-1 1974 PDFDocument12 pagesDin 15020-1 1974 PDFJuliete Maria Taparello100% (1)
- KranDocument7 pagesKranMarioNo ratings yet
- FEM 1.001-1998 Rules For The Design of Hoisting AppliancesDocument312 pagesFEM 1.001-1998 Rules For The Design of Hoisting AppliancesJunior XaviNo ratings yet
- FEM1001 Anglais PDFDocument312 pagesFEM1001 Anglais PDFandredurvalandradeNo ratings yet
- FEM1.001 Engl Order 402762Document314 pagesFEM1.001 Engl Order 402762rikon rikonNo ratings yet
- FEM1.001 Booklets 1 To 9 PDFDocument312 pagesFEM1.001 Booklets 1 To 9 PDFAbhijit GulawaniNo ratings yet
- M PM 170Document34 pagesM PM 170mahesh_eilNo ratings yet
- Saep 309Document22 pagesSaep 309brecht1980No ratings yet
- File f-1677125380531Document52 pagesFile f-1677125380531Logesh KumarNo ratings yet
- F09fire MonitorDocument14 pagesF09fire Monitorummi azzuhraNo ratings yet
- ASTM B117: SD-11 Closeout Submittals Energy Efficient Equipment For Motors Reduce Volatile Organic Compounds (VOC)Document5 pagesASTM B117: SD-11 Closeout Submittals Energy Efficient Equipment For Motors Reduce Volatile Organic Compounds (VOC)JamesNo ratings yet
- Iec 62059-11Document11 pagesIec 62059-11César Andrés Barrios ArroyoNo ratings yet
- Mil STD 461cDocument195 pagesMil STD 461cJerry WagonerNo ratings yet
- Ac21 11 PDFDocument13 pagesAc21 11 PDFArun ArunNo ratings yet
- Mil STD 461cDocument195 pagesMil STD 461cjra9090No ratings yet
- Ac21 11 Ac91 23 PDFDocument13 pagesAc21 11 Ac91 23 PDFArun ArunNo ratings yet
- Universal Technical Standard For Solar Home SystemsDocument61 pagesUniversal Technical Standard For Solar Home SystemsleolopluNo ratings yet
- 20180h Manual PipelinesDocument248 pages20180h Manual PipelinesĐiệnBiênNhâm100% (3)
- Rules For Building and Classing Mobile Offshore Drilling Units - 2015Document177 pagesRules For Building and Classing Mobile Offshore Drilling Units - 2015Adriano CostaNo ratings yet
- Rules For Classification and Construction I Ship Technology: 1 Seagoing ShipsDocument20 pagesRules For Classification and Construction I Ship Technology: 1 Seagoing Shipsramlan003No ratings yet
- Fire Test Protocol For Water Mist SystemsDocument15 pagesFire Test Protocol For Water Mist SystemsأبومحمدالزياتNo ratings yet
- International Telecommunication Union: RecommendationDocument17 pagesInternational Telecommunication Union: RecommendationGintang PrabowoNo ratings yet
- DLT 5195 Specification For Design of Hydraulic TunnelsDocument129 pagesDLT 5195 Specification For Design of Hydraulic TunnelsAlexander GotteNo ratings yet
- DLT 5039-1995 Specification For Design of Steel Gate in Hydraulic and Hydroelectric EngineeringDocument26 pagesDLT 5039-1995 Specification For Design of Steel Gate in Hydraulic and Hydroelectric EngineeringAlexander Gotte100% (1)
- DLT 5019-94 Specification For Manufacture-Erection and Formal Acceptance of Gate Hoist in Hydraulic and Hydroelectric ProjectsDocument50 pagesDLT 5019-94 Specification For Manufacture-Erection and Formal Acceptance of Gate Hoist in Hydraulic and Hydroelectric ProjectsAlexander GotteNo ratings yet
- Beam Design Formulas With Shear and MomentDocument20 pagesBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- Alignment of Vertical Shaft HydrounitsDocument50 pagesAlignment of Vertical Shaft HydrounitsAlexander Gotte100% (3)
- Nasa Cr-912 Shell Analysis ManualDocument852 pagesNasa Cr-912 Shell Analysis ManualDianna LambertNo ratings yet
- 12 Panhard Place 2 - Structural CalculationsDocument39 pages12 Panhard Place 2 - Structural CalculationsmarkomarkomarkomarkoNo ratings yet
- A Review of Mechanical Behavior of Structural Laminated Bamboo LumberDocument19 pagesA Review of Mechanical Behavior of Structural Laminated Bamboo LumberAssima DauletbekNo ratings yet
- Checking of Steel Members in FlexureDocument24 pagesChecking of Steel Members in FlexureLemuel GultianoNo ratings yet
- Class Section PDFDocument27 pagesClass Section PDFVassil VassilevNo ratings yet
- NASPEC Information CenterDocument27 pagesNASPEC Information CenterAnonymous ep7LE5ZdP5No ratings yet
- Buckling: From Wikipedia, The Free EncyclopediaDocument10 pagesBuckling: From Wikipedia, The Free EncyclopediaSherif GebalyNo ratings yet
- Fischer, 2015, Design of CFTconnections For Special Moment FramesDocument8 pagesFischer, 2015, Design of CFTconnections For Special Moment Framesprisciliano1No ratings yet
- PETE 661: Drilling Engineering Lesson 16 Coiled TubingDocument42 pagesPETE 661: Drilling Engineering Lesson 16 Coiled Tubingcmrig74No ratings yet
- (2020) Experimental Comparisons of Repairable Precast Concrete Shear Walls With ADocument16 pages(2020) Experimental Comparisons of Repairable Precast Concrete Shear Walls With ASofía Córdoba SáenzNo ratings yet
- FM Global 1-55 Weak Construction and DesignDocument18 pagesFM Global 1-55 Weak Construction and DesignhungNo ratings yet
- SAP2000 Steel DesignDocument169 pagesSAP2000 Steel DesignFrancisco Ignacio Burgos Sepúlveda100% (4)
- IASS 2011 - Bending Active - Full Paper - LienhardDocument7 pagesIASS 2011 - Bending Active - Full Paper - LienhardErika PazNo ratings yet
- GL - IACS - Guidance Manual On Tanker Structures PDFDocument30 pagesGL - IACS - Guidance Manual On Tanker Structures PDFjuricic2100% (2)
- Ali 1991, The Flow Behavior of Deformed Prefabricated Vertical DrainsDocument14 pagesAli 1991, The Flow Behavior of Deformed Prefabricated Vertical DrainsHuy Hiep NguyenNo ratings yet
- Concrete Pipe Deflection LimitsDocument18 pagesConcrete Pipe Deflection LimitsAhmed KarimNo ratings yet
- CFS Steel Angle Load Capacity For Tension LoadDocument7 pagesCFS Steel Angle Load Capacity For Tension LoadIftesham BasharNo ratings yet
- Strain Based Design of PipelineDocument137 pagesStrain Based Design of PipelinejangdiniNo ratings yet
- INS DS 0058 Buckling Pin Pressure Relief ValveDocument12 pagesINS DS 0058 Buckling Pin Pressure Relief ValvelutzzNo ratings yet
- ERSS-Lecture 1 (ChiewSP 5mar20)Document73 pagesERSS-Lecture 1 (ChiewSP 5mar20)sunilarunaNo ratings yet
- Software Verification: MethodologyDocument25 pagesSoftware Verification: Methodologytomxxx34No ratings yet
- Syllabi: The Institution of Engineers, Sri LankaDocument107 pagesSyllabi: The Institution of Engineers, Sri LankaAmal Priyashantha Perera100% (2)
- CEE 460 - Final Exam Review QuestionsDocument3 pagesCEE 460 - Final Exam Review QuestionsBilal BatroukhNo ratings yet
- Transverse Web Stiffeners and Shear Moment Interation For Steel Plate Girder BridgesDocument14 pagesTransverse Web Stiffeners and Shear Moment Interation For Steel Plate Girder BridgesIvan JovanovicNo ratings yet
- Direct Strength Design of Cold-Formed Purlins PDFDocument38 pagesDirect Strength Design of Cold-Formed Purlins PDFEdwin Ramirez100% (1)
- AdvancesComputationalStabilityA - DesconhecidoDocument140 pagesAdvancesComputationalStabilityA - DesconhecidoBerPessuttoNo ratings yet
- Larsen & Toubro Limited Ecc Division: Transformer Transportation On Solding Khad Bridge Design Review of PierDocument3 pagesLarsen & Toubro Limited Ecc Division: Transformer Transportation On Solding Khad Bridge Design Review of PiervibishnanNo ratings yet
- Casing Design WorkshopDocument52 pagesCasing Design WorkshopNikita Axyonov100% (1)
- TTDocument40 pagesTTELEVATED KnowledgeNo ratings yet