You might also like
- Uwild GuideDocument8 pagesUwild GuideChenna RaoNo ratings yet
- AWS D1-1 PQR-WPS Yes Pre QualifiedDocument2 pagesAWS D1-1 PQR-WPS Yes Pre QualifiedJRodengineerNo ratings yet
- DNV CP 0484Document15 pagesDNV CP 0484nanotech123100% (1)
- Abs - Ship Vibration - 2021Document87 pagesAbs - Ship Vibration - 2021Jonathan BrasilNo ratings yet
- 03 - A1 - CCU (Cargo Carrying Unit) Rev.2 (MIGAS) PDFDocument77 pages03 - A1 - CCU (Cargo Carrying Unit) Rev.2 (MIGAS) PDFelvin100% (1)
- General Rules of Test Method For Welds: Nissan Engineering StandardDocument8 pagesGeneral Rules of Test Method For Welds: Nissan Engineering StandardRicardo F.A.No ratings yet
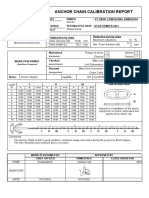
- Miss Bee Anchor Chain CalibrationDocument2 pagesMiss Bee Anchor Chain CalibrationFerdinandus Sihombing100% (5)
- Welding Guide For Rina-EngDocument75 pagesWelding Guide For Rina-EngReaz UddinNo ratings yet
- 033 - Anchor Calibration of MV Adolfo Sr.Document3 pages033 - Anchor Calibration of MV Adolfo Sr.Mikhail Roy Dela CruzNo ratings yet
- Japan Shipbuilding Quality Standard PDFDocument178 pagesJapan Shipbuilding Quality Standard PDFchachaNo ratings yet
- DNVGL RU SHIP Pt2Ch4Document132 pagesDNVGL RU SHIP Pt2Ch4Trung Tinh HoNo ratings yet
- Methods Statement Procedure Carbon Steel Tank 2Document22 pagesMethods Statement Procedure Carbon Steel Tank 2yuwantoni100% (1)
- Guia Procedimiento Inspeccion MFL PDFDocument6 pagesGuia Procedimiento Inspeccion MFL PDFleonciomavarezNo ratings yet
- Block de Motor - Especificaciones c15 PDFDocument19 pagesBlock de Motor - Especificaciones c15 PDFFJ OscarNo ratings yet
- Ut IacsDocument573 pagesUt Iacskoib789No ratings yet
- W33 Non-Destructive Testing of Ship Hull Steel Welds W33Document13 pagesW33 Non-Destructive Testing of Ship Hull Steel Welds W33shaxahNo ratings yet
- Hull Inspection Damage and Repair ReportDocument49 pagesHull Inspection Damage and Repair ReportIrvin L. OfiangaNo ratings yet
- ABS HIMP - Hull Inspection Maintenance Guide - 2012Document14 pagesABS HIMP - Hull Inspection Maintenance Guide - 2012Glen AshwellNo ratings yet
- Anchor Chain GaugingDocument2 pagesAnchor Chain Gaugingalive2flirtNo ratings yet
- D3 5-93PVDocument8 pagesD3 5-93PVBirdyTheoNo ratings yet
- Fcaw Wps-001a PDFDocument3 pagesFcaw Wps-001a PDFirfan bari100% (1)
- ABS - Guide For NDT For Hull Weld 2011Document89 pagesABS - Guide For NDT For Hull Weld 2011Packirisamy BaskarNo ratings yet
- ASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeDocument3 pagesASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeRamakrishnan AmbiSubbiah100% (1)
- ABS Thickness Measurement Requirement For Ship in Operation PDFDocument2 pagesABS Thickness Measurement Requirement For Ship in Operation PDFMohd Fouzi AbdullahNo ratings yet
- Pad Eye ACS 10Document10 pagesPad Eye ACS 10irnaldi yoza wijayaNo ratings yet
- Permanent Underwater Wet Weld RepairsDocument14 pagesPermanent Underwater Wet Weld RepairsMubeenNo ratings yet
- Report UWILD of TB Farel 05 - UnlockedDocument110 pagesReport UWILD of TB Farel 05 - UnlockedBanG NenTo NenToNo ratings yet
- Piping Fabrication and Welding - DNV OS F101Document18 pagesPiping Fabrication and Welding - DNV OS F101Yan FerizalNo ratings yet
- DNV Structure Steel Fabrication PDFDocument0 pagesDNV Structure Steel Fabrication PDFmastorfaizalNo ratings yet
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocument11 pagesIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnNo ratings yet
- Alumana Welder IDDocument7 pagesAlumana Welder IDZuberYousufNo ratings yet
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Document25 pagesUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarNo ratings yet
- Welding Report BQ 42 97Document4 pagesWelding Report BQ 42 97Shahid YNo ratings yet
- Abs Rule NDT Plan - 12-1100Document2 pagesAbs Rule NDT Plan - 12-1100fuaz100% (1)
- IACS Wear of Chains - Guide For Anchoring Equipment in ServiceDocument10 pagesIACS Wear of Chains - Guide For Anchoring Equipment in ServicegabelendaNo ratings yet
- Guid For NDT in ShipsDocument36 pagesGuid For NDT in ShipsDilan Chamara SamaraweeraNo ratings yet
- CWI TEST Flashcards PDFDocument30 pagesCWI TEST Flashcards PDFGary Oporto cabasNo ratings yet
- REP4 Rules For Ships - Part D 1.1.2021Document302 pagesREP4 Rules For Ships - Part D 1.1.2021Ahmed MehmedovNo ratings yet
- En 1765 Dock Hose Spec Sheet PDFDocument1 pageEn 1765 Dock Hose Spec Sheet PDFfjlmacielNo ratings yet
- 385-06-021 Air Winch Load TestDocument1 page385-06-021 Air Winch Load TestnisarNo ratings yet
- OSHA Shipyard Industry StandardsDocument275 pagesOSHA Shipyard Industry Standardsovantovalle80% (5)
- IAB-041-02 (IW Inspection Personnel)Document43 pagesIAB-041-02 (IW Inspection Personnel)Teddy TP100% (1)
- PSPC Ballast Tank IACS Procedural Requirments PDFDocument4 pagesPSPC Ballast Tank IACS Procedural Requirments PDFGhoozyNo ratings yet
- A. Rudder AlignmentDocument5 pagesA. Rudder AlignmentErlanggaBonaparteNo ratings yet
- SB404 Ship Survey, Estimation and RepairDocument3 pagesSB404 Ship Survey, Estimation and RepairAnu Sugathan oe22d015No ratings yet
- Hull Structure Course - DNVDocument724 pagesHull Structure Course - DNVaghowel100% (1)
- Drillship Guide Nov21212Document229 pagesDrillship Guide Nov21212nikNo ratings yet
- Composite Repairs Reqts Nov22Document83 pagesComposite Repairs Reqts Nov22Ludi D. LunarNo ratings yet
- 3floor BuildingDocument37 pages3floor BuildingRooking Ewondo SfuutNo ratings yet
- Cargo TanksDocument56 pagesCargo TankschowkheeyewNo ratings yet
- Section 3-04 Culvert DesignDocument97 pagesSection 3-04 Culvert Designvictoraboje100% (1)
- Andhra Pradesh Final Standardized Development and Building RegulationsDocument348 pagesAndhra Pradesh Final Standardized Development and Building Regulationsdarimadugu100% (1)
- Slamming Guide Dec21Document52 pagesSlamming Guide Dec21philipgeorge1993No ratings yet
- Buckling Commentary E-Mar18 PDFDocument132 pagesBuckling Commentary E-Mar18 PDFthomas1313No ratings yet
- ABS Fatigue Assessment of Offshore StructuresDocument66 pagesABS Fatigue Assessment of Offshore Structuresdither_francisco100% (1)
- My FacournitjgssDocument51 pagesMy Facournitjgssoink pihNo ratings yet
- Structural DesignDocument118 pagesStructural DesignnoahNo ratings yet
- Guide For The Design of Crane-Supporting Steel Structures 2Document128 pagesGuide For The Design of Crane-Supporting Steel Structures 2GogyNo ratings yet
- Ornekleme 6Document1 pageOrnekleme 6zikacu6129No ratings yet
- Design Fuidance Screw PileDocument189 pagesDesign Fuidance Screw PileSheeraz AhmedNo ratings yet
- Hidrociclon de PozoDocument68 pagesHidrociclon de PozoOswaldo SanchezNo ratings yet
- Composite RepairDocument71 pagesComposite RepairWirken GranatiNo ratings yet
- PFE Produced Water Treatment TechnologiesDocument91 pagesPFE Produced Water Treatment TechnologiesHassen Gannouni100% (1)
- ZA-20 Colt: Proposal For 2018 AIAA Individual Undergraduate Design Competition A-10 ReplacementDocument93 pagesZA-20 Colt: Proposal For 2018 AIAA Individual Undergraduate Design Competition A-10 Replacementflateric74@yandex.ruNo ratings yet
- EpriDocument21 pagesEprihubert_veltenNo ratings yet
- NDT - Nondestructive Testing Prepared By: D.VENKATESAN Manager, Beml LimitedDocument62 pagesNDT - Nondestructive Testing Prepared By: D.VENKATESAN Manager, Beml LimitedvenkatNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- A139 PDFDocument6 pagesA139 PDFالGINIRAL FREE FIRENo ratings yet
- 01 ISA-Skill RequirementDocument1 page01 ISA-Skill RequirementJack LaksmanaNo ratings yet
- Steel StructuresDocument3 pagesSteel StructuresmariyaNo ratings yet
- 11 SMAW Q4 Module 4Document13 pages11 SMAW Q4 Module 4Mark Johnson VillaronNo ratings yet
- Fillet Weld CapacityDocument1 pageFillet Weld CapacityjxsnyderNo ratings yet
- Scheme of Examination: B. TECH. (3 Semester) Mechanical EngineeringDocument144 pagesScheme of Examination: B. TECH. (3 Semester) Mechanical EngineeringNikhil Aggarwal0% (1)
- Technical Information: 1 - IntroductionDocument3 pagesTechnical Information: 1 - IntroductionJOSE CAMPOSNo ratings yet
- Lifeboat ChecklistDocument12 pagesLifeboat ChecklistmfazioliNo ratings yet
- Nickel and HT Alloys For Petrochemical ApplicationsDocument39 pagesNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- MSDS WC 7800Document8 pagesMSDS WC 7800Ranjith PatelNo ratings yet
- AD 360 - Movement Joints in Steel-Framed BuildingsDocument1 pageAD 360 - Movement Joints in Steel-Framed Buildingssymon ellimacNo ratings yet
- Bridgeway Catalog CompressedDocument200 pagesBridgeway Catalog CompressedSami EstuaniNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- Cusn0,15 (Stol® 81) Cw117C Industrial Rolled: Slight Difference in Chem. CompositionDocument8 pagesCusn0,15 (Stol® 81) Cw117C Industrial Rolled: Slight Difference in Chem. CompositionlucaNo ratings yet
- METRODE Non-Magnetic Welding Consumables 316NFDocument1 pageMETRODE Non-Magnetic Welding Consumables 316NFClaudia MmsNo ratings yet
- Brochure Trust Single LayerDocument8 pagesBrochure Trust Single LayerPaulo DiasNo ratings yet
- Brochure API 510 (150128)Document4 pagesBrochure API 510 (150128)wisnu_bayusaktiNo ratings yet
- Inspection: INSPN. CALL REF.-E Mail From Mr. Swami Dt. 19.12.17 Contact Person: Inspection Status: FinalDocument8 pagesInspection: INSPN. CALL REF.-E Mail From Mr. Swami Dt. 19.12.17 Contact Person: Inspection Status: FinalSantosh Narayan IngoleNo ratings yet
- Global Projects Organisation: Material Specification For 316/316L and 6mo Austenitic Stainless SteelDocument33 pagesGlobal Projects Organisation: Material Specification For 316/316L and 6mo Austenitic Stainless SteelThiyagarajan JayaramenNo ratings yet
- WPQR6Document3 pagesWPQR6Dimitris NikouNo ratings yet
- HTPI Program AgendaDocument13 pagesHTPI Program AgendaOwais Manzoor MalikNo ratings yet
- Bhel Haridwar: A Training Report On "Heavy Fabrication" atDocument53 pagesBhel Haridwar: A Training Report On "Heavy Fabrication" atparveenbilangNo ratings yet
- Ced 38 13455 WC PDFDocument97 pagesCed 38 13455 WC PDF폴로 쥰 차No ratings yet