You might also like
- Astm A307Document6 pagesAstm A307thakrarhits100% (3)
- Intropavimentadora Blaw KnoxDocument22 pagesIntropavimentadora Blaw KnoxDomingo Cruz Garcia100% (1)
- Leseprobe Akupunktur Atlas GB HfullmannDocument13 pagesLeseprobe Akupunktur Atlas GB Hfullmannalvaedison00No ratings yet
- Asme b16.20 StandardsDocument1 pageAsme b16.20 StandardsJakir HossainNo ratings yet
- Asme B16.39-1998Document20 pagesAsme B16.39-1998absolutvacio82No ratings yet
- QN E121.00003 000 PDFDocument33 pagesQN E121.00003 000 PDFAditya JainNo ratings yet
- Astm A 307Document6 pagesAstm A 307Suneel MatchalaNo ratings yet
- Manual Fuji YidaDocument140 pagesManual Fuji Yidajeferson_camilo100% (1)
- Astm A529 1975Document4 pagesAstm A529 1975dharlanuctcomNo ratings yet
- Specification For Lighting Fixtures PDFDocument15 pagesSpecification For Lighting Fixtures PDFJyothisrikanth0% (1)
- Pressure-Reducing Valves For Water Systems, ShipboardDocument10 pagesPressure-Reducing Valves For Water Systems, Shipboardreza amiriniaNo ratings yet
- Volvo Penta Tamd61a-72j-A WM Fuelsystem PDFDocument44 pagesVolvo Penta Tamd61a-72j-A WM Fuelsystem PDFOzgyur MehmedovNo ratings yet
- Anclajes Red HeadDocument8 pagesAnclajes Red HeadLeonardo AvilaNo ratings yet
- PPR VerdeDocument96 pagesPPR VerdeIonut SomneaNo ratings yet
- Astm A502 1976Document6 pagesAstm A502 1976dharlanuctcomNo ratings yet
- ASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFDocument7 pagesASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFJA KNo ratings yet
- Valves: Guidelines On Terminology For and FittingsDocument30 pagesValves: Guidelines On Terminology For and FittingsNatalyaNo ratings yet
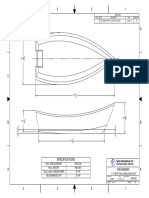
- Kachemak Boat PlansDocument5 pagesKachemak Boat PlanswescraftNo ratings yet
- A 197 - A 197M - 00 (2015)Document4 pagesA 197 - A 197M - 00 (2015)phaindikaNo ratings yet
- A307 PDFDocument6 pagesA307 PDFmuthunayakeNo ratings yet
- High-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Document6 pagesHigh-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Ngoc BuiNo ratings yet
- 通用电气GE Optima CT520Pro 全身用X射线计算机体层摄影装置7f0Document22 pages通用电气GE Optima CT520Pro 全身用X射线计算机体层摄影装置7f0service iyadMedicalNo ratings yet
- Master Tung Magic PointDocument11 pagesMaster Tung Magic Pointalvaedison00100% (2)
- AcupunctureDocument54 pagesAcupuncturealvaedison00No ratings yet
- Astm A307 (2000)Document7 pagesAstm A307 (2000)Marcelo Rodriguez FujimotoNo ratings yet
- Flanges ASME B 16.47 Serie ADocument2 pagesFlanges ASME B 16.47 Serie Aprabhuarunkumar100% (1)
- Lista de Normas AWWADocument8 pagesLista de Normas AWWAEnrique R. Garcia G.No ratings yet
- Api RP 571 (B) 51-100Document5 pagesApi RP 571 (B) 51-100alvaedison00100% (1)
- Din 6618Document10 pagesDin 6618panakosNo ratings yet
- Delta Industrial Knife Gate ValvesDocument28 pagesDelta Industrial Knife Gate ValvesAlin AllinNo ratings yet
- Awwa C207 2018Document40 pagesAwwa C207 2018JacobUnda100% (1)
- Astm A449 1978Document7 pagesAstm A449 1978rensieoviNo ratings yet
- Et 0000 0 000 04 750Document83 pagesEt 0000 0 000 04 750RenatoNo ratings yet
- Astm A285 1978Document5 pagesAstm A285 1978Juan Manuel Cruz MárquezNo ratings yet
- Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesDocument4 pagesSpecification For Seamless Medium-Carbon Steel Boiler and Superheater TubesMauricio Esteban Fernandez RamirezNo ratings yet
- Astm A 1008 - 2004 PDFDocument8 pagesAstm A 1008 - 2004 PDFdeepan govindasamyNo ratings yet
- B367Document5 pagesB367AVINASH CHAVANNo ratings yet
- Procedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Document14 pagesProcedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Sayed Diab AlsayedNo ratings yet
- Astm A53Document2 pagesAstm A53DeepakNo ratings yet
- Sa 283Document3 pagesSa 283AnilNo ratings yet
- B729Document3 pagesB729LambertWayneNo ratings yet
- ARS - Grating Original Arrigoni - Proindar PDFDocument2 pagesARS - Grating Original Arrigoni - Proindar PDFppedringNo ratings yet
- Polyken 2036Document2 pagesPolyken 2036nrd9771No ratings yet
- Architects Centra r200 DatasheetDocument2 pagesArchitects Centra r200 DatasheetCarlos SantoyoNo ratings yet
- Astm A325Document2 pagesAstm A325ingsabrinaNo ratings yet
- Coated Bolts and OvertappingDocument2 pagesCoated Bolts and OvertappingRamazan ErdinçNo ratings yet
- Astmf436 PDFDocument6 pagesAstmf436 PDFMiguel Angel Oncoy TahuaNo ratings yet
- Astm A192 Asme Sa192 PDFDocument4 pagesAstm A192 Asme Sa192 PDFWil Vasquez C100% (1)
- Specification For Coating SteelDocument28 pagesSpecification For Coating SteelSaud PathiranaNo ratings yet
- MecaLug HelpDocument31 pagesMecaLug Helpchukudi ogune100% (1)
- Astm A181-2001 PDFDocument3 pagesAstm A181-2001 PDFMohammed TariqNo ratings yet
- U-Bolt, Round, With 2 Nuts ASME B18.31.5 Carbon Steel SAE Right Hot Dip Galvanized 1/4X3.3/4X1Document1 pageU-Bolt, Round, With 2 Nuts ASME B18.31.5 Carbon Steel SAE Right Hot Dip Galvanized 1/4X3.3/4X1Abigail RuedaNo ratings yet
- Sa 299Document3 pagesSa 299Web LogueandoNo ratings yet
- Astm F1200-1988Document4 pagesAstm F1200-1988Abhijit TumbreNo ratings yet
- A737Document2 pagesA737doshi78No ratings yet
- Paper From SDI (Structural Deck Institute) WWDocument9 pagesPaper From SDI (Structural Deck Institute) WWkiss_59856786No ratings yet
- Steelwise: Are You Properly Specifying Materials?Document9 pagesSteelwise: Are You Properly Specifying Materials?Muhammad AhsunNo ratings yet
- Goulds Model 3700/3710: High Temperature/High Pressure Process Pumps Designed and Built To Meet Requirements of API-610Document40 pagesGoulds Model 3700/3710: High Temperature/High Pressure Process Pumps Designed and Built To Meet Requirements of API-610Rous MeryNo ratings yet
- Bar Grating ManualDocument36 pagesBar Grating ManualSiPp.T100% (1)
- Welding Metallurgy and Weldability of Stainless SteelsDocument1 pageWelding Metallurgy and Weldability of Stainless Steelskamal touilebNo ratings yet
- Dampers: Air Chem Systems, IncDocument12 pagesDampers: Air Chem Systems, Inchector.pineda7111No ratings yet
- Unc Thread Ansi b1Document1 pageUnc Thread Ansi b1SurajPachhade0% (1)
- Pressure Vessel Handbook 14th Edition - Megyesy 2008Document501 pagesPressure Vessel Handbook 14th Edition - Megyesy 2008y.kirthy vasanNo ratings yet
- F 876 - 01 - Rjg3ni0wmuuyDocument6 pagesF 876 - 01 - Rjg3ni0wmuuyPrakash MakadiaNo ratings yet
- Astm A123Document7 pagesAstm A123Asira UdayakanthaNo ratings yet
- Check Valve Nozzle Non - SlamDocument16 pagesCheck Valve Nozzle Non - SlamPatricio AcuñaNo ratings yet
- Car Washer CatalogueDocument24 pagesCar Washer Cataloguesra electricalsNo ratings yet
- Sa 307Document8 pagesSa 307Web LogueandoNo ratings yet
- Astm A 307Document6 pagesAstm A 307Carlos JuárezNo ratings yet
- A 381 - 96 QTM4MS05NGDocument5 pagesA 381 - 96 QTM4MS05NGnica tamNo ratings yet
- Traning Schedule 2018Document5 pagesTraning Schedule 2018alvaedison00No ratings yet
- Api RP 571 (B) 51-100Document6 pagesApi RP 571 (B) 51-100alvaedison00100% (1)
- Public Training Certification Schedule 2017 2Document2 pagesPublic Training Certification Schedule 2017 2alvaedison00No ratings yet
- Coreuppera PDFDocument1 pageCoreuppera PDFalvaedison00No ratings yet
- Core Upper ADocument6 pagesCore Upper Aalvaedison00No ratings yet
- Numero Agh IDocument7 pagesNumero Agh Ialvaedison00No ratings yet
- WHO Standard Acupuncture Point Locations: CommentaryDocument2 pagesWHO Standard Acupuncture Point Locations: Commentaryalvaedison00No ratings yet
- Heatexchanger 1 Introduction 180124194125Document8 pagesHeatexchanger 1 Introduction 180124194125alvaedison00No ratings yet
- Heatexchanger 2 Sthe 180124194846Document36 pagesHeatexchanger 2 Sthe 180124194846alvaedison00No ratings yet
- Tech Sheet 133Document3 pagesTech Sheet 133alvaedison00No ratings yet
- Komponen Lipid, Katabolisme Asam Lemak, Biosintesis Asam LemakDocument69 pagesKomponen Lipid, Katabolisme Asam Lemak, Biosintesis Asam Lemakalvaedison00No ratings yet
- Evidence-Based Approach To Acupuncture in Integrative Medicine For Pain ManagementDocument33 pagesEvidence-Based Approach To Acupuncture in Integrative Medicine For Pain Managementalvaedison00No ratings yet
- Ansi Nema CC 1-2009-R2015 WatermarkedDocument63 pagesAnsi Nema CC 1-2009-R2015 WatermarkedJorge GranadosNo ratings yet
- Lynns Box Joint JigDocument21 pagesLynns Box Joint Jigstacktranzer100% (1)
- Hwy STD Constr Details 100701 PDFDocument59 pagesHwy STD Constr Details 100701 PDFTony ZapantaNo ratings yet
- Stainless Series S118-4 or S6118-4 (Globe), S1118-4 or S61118-4 (Angle) Specification SheetDocument1 pageStainless Series S118-4 or S6118-4 (Globe), S1118-4 or S61118-4 (Angle) Specification SheetWattsNo ratings yet
- Technical Data Sheet For HUD 1 Universal Anchor Technical Information ASSET DOC 2331339Document6 pagesTechnical Data Sheet For HUD 1 Universal Anchor Technical Information ASSET DOC 2331339ARYANo ratings yet
- LINCOLN Model Nos 84808 84806 84804 84803Document8 pagesLINCOLN Model Nos 84808 84806 84804 84803Technical Support WarrantyNo ratings yet
- LiveWall Sprout DIY Living Wall Kit Installation InstructionsDocument15 pagesLiveWall Sprout DIY Living Wall Kit Installation InstructionsLiveRoof Green Roofs and LiveWall Vertical GardensNo ratings yet
- Screw, ISO 10664-2014, Truss Head, Flat Head, 6-Lobe, TorxDocument1 pageScrew, ISO 10664-2014, Truss Head, Flat Head, 6-Lobe, TorxDerekNo ratings yet
- IMG - 0107 PSME Code 2008 98Document1 pageIMG - 0107 PSME Code 2008 98Master JaguarNo ratings yet
- b2wb6024150170bp261017 Aerofoil System (With Strengthening Bar) - Using 60x24mm Rhs Posts With 170 X 150 Base Plates PDFDocument16 pagesb2wb6024150170bp261017 Aerofoil System (With Strengthening Bar) - Using 60x24mm Rhs Posts With 170 X 150 Base Plates PDFatalayyNo ratings yet
- Series 400 Road Restraint Systems (Vehicle and Pedestrian)Document13 pagesSeries 400 Road Restraint Systems (Vehicle and Pedestrian)krishnakumarNo ratings yet
- Flowserve ISC2 PP RepairDocument12 pagesFlowserve ISC2 PP RepairedekovacsNo ratings yet
- Profile Measurement Full ReportDocument16 pagesProfile Measurement Full ReportAman RedhaNo ratings yet
- FZR400 Service Manual Ch23 CorrectedDocument76 pagesFZR400 Service Manual Ch23 CorrectedJoaquin PrietoNo ratings yet
- Nicotra Roof Ext Fan Optg InstrDocument24 pagesNicotra Roof Ext Fan Optg InstrlsaishankarNo ratings yet
- PJJ Mechanical FastenerDocument14 pagesPJJ Mechanical FastenerAdib RizqullohNo ratings yet
- BKL - R+W CouplingsDocument4 pagesBKL - R+W Couplingsgökhan tanrıseverNo ratings yet
- 1000 Bolted JointsDocument3 pages1000 Bolted JointsMahmoud FawzyNo ratings yet
- Proportional Control Valves: Photo Type Series Description Main SpecificationsDocument25 pagesProportional Control Valves: Photo Type Series Description Main SpecificationsmedievoloNo ratings yet
- C Series IM Triclover PumpsDocument24 pagesC Series IM Triclover PumpsEduardo SalcidoNo ratings yet
- TLE Animal Prod 7 8 Q1 Mod5 SafetyMeasuresDocument32 pagesTLE Animal Prod 7 8 Q1 Mod5 SafetyMeasureswhite kiNo ratings yet
- Building Utilities TermsDocument9 pagesBuilding Utilities TermsKaren Dela TorreNo ratings yet
- Bolt Torque - CalculatorsDocument1 pageBolt Torque - CalculatorsshankerNo ratings yet