You might also like
- Metal CastingDocument11 pagesMetal Castingআজিজুর রহমান চৌধুরীNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Sand CastingDocument45 pagesSand CastingwinasharNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- English For Logistics VocabularyDocument2 pagesEnglish For Logistics VocabularyOla WodaNo ratings yet
- Ch-21 Sand CastingDocument156 pagesCh-21 Sand CastingDivya SoniNo ratings yet
- Foundery Shop (Ch-6)Document121 pagesFoundery Shop (Ch-6)Shubham VermaNo ratings yet
- Metal CastingDocument12 pagesMetal CastingChinmay Das100% (4)
- Manufacturing ProcessesDocument134 pagesManufacturing ProcessesB J ISAC ABRAHAM PAULNo ratings yet
- Casting TheoryDocument22 pagesCasting TheoryJairam Atluri100% (1)
- Production Planning and Inventory ManagementDocument31 pagesProduction Planning and Inventory ManagementChindu JosephNo ratings yet
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Differences Between Metal Forming Process and Casting ProcessDocument21 pagesDifferences Between Metal Forming Process and Casting ProcessFarhana Eyla75% (4)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Current Status and Roadmap Demand and Replenishment PlanningDocument24 pagesCurrent Status and Roadmap Demand and Replenishment PlanningAlexey MalakhovNo ratings yet
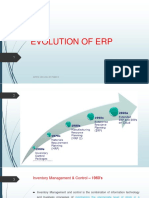
- Evolution of ErpDocument32 pagesEvolution of ErpJeffrin MichaelNo ratings yet
- Metal Casting: AdvantagesDocument35 pagesMetal Casting: AdvantagesDida KhalingNo ratings yet
- MT Merged PDFDocument273 pagesMT Merged PDFavcNo ratings yet
- Sand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessDocument45 pagesSand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessSUNDRAMNAGANo ratings yet
- Sand CastingDocument45 pagesSand CastingjmmshahNo ratings yet
- Introduction 1.. FoundryDocument112 pagesIntroduction 1.. FoundryDhananjay Shimpi100% (1)
- Casting: Process, Terminology & StepsDocument12 pagesCasting: Process, Terminology & StepsمحمودالوصيفNo ratings yet
- Unit I KRDocument20 pagesUnit I KRSelvaNo ratings yet
- Sand Casting and Other Casting ProcessesDocument74 pagesSand Casting and Other Casting ProcessesRashid KareemNo ratings yet
- MP 1st Module NotesDocument39 pagesMP 1st Module NotesKailas Sree ChandranNo ratings yet
- Unit 1 NotesDocument27 pagesUnit 1 NotesarunkumarnoolaNo ratings yet
- Manufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaDocument31 pagesManufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaRAMAKANT RANA100% (1)
- Ch-21 Sand CastingDocument130 pagesCh-21 Sand CastingJimmy JindalNo ratings yet
- Casting IntroductionDocument14 pagesCasting Introductionaakash bhardwajNo ratings yet
- CastingDocument46 pagesCastingamalendu_biswas_1No ratings yet
- Foundry Asguest57564 Download: Share Add To Flagembed Views: 5846 Category: EducationDocument9 pagesFoundry Asguest57564 Download: Share Add To Flagembed Views: 5846 Category: EducationGurjinder SinghNo ratings yet
- Ch-21 Sand Casting PDFDocument123 pagesCh-21 Sand Casting PDFKartik BhararaNo ratings yet
- Unit - I Metal Casting Processes What Is Sand Casting?Document43 pagesUnit - I Metal Casting Processes What Is Sand Casting?Indumathiuuuijiio89i889 VelusamyxNo ratings yet
- Casting Is A Manufacturing Process by Which A Liquid Material Is Usually Poured Into ADocument7 pagesCasting Is A Manufacturing Process by Which A Liquid Material Is Usually Poured Into AsrchougulaNo ratings yet
- Basic Manufacturing ProcessesDocument60 pagesBasic Manufacturing Processesggrhg72No ratings yet
- Lec 1 & 2Document43 pagesLec 1 & 2Omar AssalNo ratings yet
- MM Experiment ReportDocument10 pagesMM Experiment ReportAbdullah ArshadNo ratings yet
- Advantages of Metal CastingDocument6 pagesAdvantages of Metal CastingHarshGuptaNo ratings yet
- Design of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveDocument17 pagesDesign of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveYonas YG100% (2)
- CastingDocument65 pagesCastingsamurai7_77No ratings yet
- Assistant Professor Mechanical Department: Mr. G. Aravind ReddyDocument67 pagesAssistant Professor Mechanical Department: Mr. G. Aravind ReddySai RamNo ratings yet
- Steps Involved in Sand Casting Process: BY Aravindkumar BDocument39 pagesSteps Involved in Sand Casting Process: BY Aravindkumar BanilNo ratings yet
- MGF Notes - 1Document79 pagesMGF Notes - 1A ABHISHEK MARSHALLNo ratings yet
- Fundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingDocument32 pagesFundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingAkash GuptaNo ratings yet
- Ch-21 Sand CastingDocument156 pagesCh-21 Sand CastingMANJEET KUMARNo ratings yet
- Metal Casting NotesDocument14 pagesMetal Casting NotesMathew Joel MathewNo ratings yet
- Unit 1 Metal Casting Processes MT 1Document15 pagesUnit 1 Metal Casting Processes MT 1vijayNo ratings yet
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- Process of Sand CastingDocument5 pagesProcess of Sand CastingHailu BeyechaNo ratings yet
- Casting ProcessDocument72 pagesCasting ProcessFRO MusicNo ratings yet
- MFG Casting - SparkAcademyDocument156 pagesMFG Casting - SparkAcademybenNo ratings yet
- Casting Manufacturing Lab ReportDocument16 pagesCasting Manufacturing Lab ReportNiko KoNo ratings yet
- Devraj Yadav - PCME302 - CA1Document13 pagesDevraj Yadav - PCME302 - CA1devraj10010713No ratings yet
- Pattern - WordPressDocument17 pagesPattern - WordPressjayakumarNo ratings yet
- Pattern Making &foundaryDocument26 pagesPattern Making &foundaryAshish SinghNo ratings yet
- Publication 11 12691 1710Document5 pagesPublication 11 12691 1710xf9bk4wpbfNo ratings yet
- Imp CastingDocument42 pagesImp CastingMRINAL MAGARNo ratings yet
- 2,. CastingDocument37 pages2,. Castingmohit s sNo ratings yet
- Casting ProcessDocument40 pagesCasting Processharish3742No ratings yet
- Unit 1 - Manufacturing Process - WWW - Rgpvnotes.inDocument26 pagesUnit 1 - Manufacturing Process - WWW - Rgpvnotes.insuneel kumar rathoreNo ratings yet
- Abstract of ASTM F912 2000Document5 pagesAbstract of ASTM F912 2000Jesse ChenNo ratings yet
- Machine Tools Stock ListDocument10 pagesMachine Tools Stock ListElectro Motion UK (Export) LtdNo ratings yet
- Approaches To Strategy FormationDocument24 pagesApproaches To Strategy FormationSahil KhannaNo ratings yet
- Demand Flow Technology and TAKTDocument40 pagesDemand Flow Technology and TAKTgokulNo ratings yet
- Carter Vanslyke - Brand Identity MatrixDocument9 pagesCarter Vanslyke - Brand Identity Matrixapi-581430984No ratings yet
- Lecture1!1!25337 - Zero Lecture B2B MarketingDocument23 pagesLecture1!1!25337 - Zero Lecture B2B MarketingVijay TushirNo ratings yet
- Thesis Brand AwarenessDocument5 pagesThesis Brand Awarenessamywellsbellevue100% (2)
- PortfolioDocument28 pagesPortfoliokitabkecil45No ratings yet
- 31CrMo23 Data SheetDocument2 pages31CrMo23 Data SheetOrnella MancinelliNo ratings yet
- ERICSTEWARTResumeDocument3 pagesERICSTEWARTResumeArun YadavNo ratings yet
- Understanding Call Centre OffshoringDocument37 pagesUnderstanding Call Centre OffshoringjongkiljNo ratings yet
- Research Paper On Integrated Marketing CommunicationDocument5 pagesResearch Paper On Integrated Marketing CommunicationgxkswirifNo ratings yet
- Muhammad Aqeel Alvi: Work Experience SkillsDocument1 pageMuhammad Aqeel Alvi: Work Experience SkillsaqeelNo ratings yet
- Marketing Management AssignmentDocument4 pagesMarketing Management AssignmentPallavi PandeyNo ratings yet
- Strategic Management: Quiz 1Document16 pagesStrategic Management: Quiz 1He VansakNo ratings yet
- SCM Summaries Karthik Sai DhanduDocument9 pagesSCM Summaries Karthik Sai DhanduKarthik SaiNo ratings yet
- 4 Product Specification and Request 5 Product SpecificationDocument5 pages4 Product Specification and Request 5 Product SpecificationAbelito NahasonNo ratings yet
- APPC Manufacturing ProcessDocument45 pagesAPPC Manufacturing ProcessManish DwivediNo ratings yet
- D Planning Campaigns - April 2021Document21 pagesD Planning Campaigns - April 2021George OsoloNo ratings yet
- BlackodisingDocument2 pagesBlackodisingSwapnil Khade100% (2)
- Almarai Company in UAE RevisionDocument14 pagesAlmarai Company in UAE Revisionsaleem razaNo ratings yet
- Human Resource As Gatekeeper To The Amusement ParkDocument6 pagesHuman Resource As Gatekeeper To The Amusement ParkSouvikNo ratings yet
- Measuring Customer's Satisfaction Using SERVQUAL Model: A Study On Eastern Bank LimitedDocument11 pagesMeasuring Customer's Satisfaction Using SERVQUAL Model: A Study On Eastern Bank Limitedijsab.comNo ratings yet
- Rotomolded Tanks - Importance of Rotomolded TanksDocument3 pagesRotomolded Tanks - Importance of Rotomolded Tanksrotomould03No ratings yet
- Mba ProjectDocument88 pagesMba ProjectAtul AmolikNo ratings yet
- Delhivery LogisticsDocument11 pagesDelhivery Logisticsmonk0062006No ratings yet