You might also like
- Alcoa AP BrochureDocument8 pagesAlcoa AP BrochureGanesh AshokanNo ratings yet
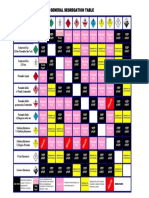
- Storage Segregation ChartDocument1 pageStorage Segregation Chartshakti123456789No ratings yet
- Avr sr7Document5 pagesAvr sr7Ysabel Aliaga100% (2)
- Casting WebOnly 0804Document5 pagesCasting WebOnly 0804FabFabFabFabNo ratings yet
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 pagesA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNo ratings yet
- Technology Dhirajlal ChauhanDocument2 pagesTechnology Dhirajlal ChauhanM Ahsan Ali KhanNo ratings yet
- FLOW 3D MP v6 BrochureDocument9 pagesFLOW 3D MP v6 Brochurehhad0% (1)
- Metalcasting OutlookDocument8 pagesMetalcasting OutlookJEn LisNo ratings yet
- Unit I Foundry TechnologyDocument164 pagesUnit I Foundry TechnologyBlessy KamalaNo ratings yet
- SIVEX FC - BrochureDocument5 pagesSIVEX FC - Brochurenagola10No ratings yet
- Solidification and Grain Size StrengtheningDocument38 pagesSolidification and Grain Size StrengtheningYazmin GuevaraNo ratings yet
- Magnesium Alloys: The American Foundry Society Technical Dept., Schaumburg, IllinioisDocument3 pagesMagnesium Alloys: The American Foundry Society Technical Dept., Schaumburg, IllinioissaranNo ratings yet
- Casting (Metalworking) : Navigation SearchDocument26 pagesCasting (Metalworking) : Navigation SearchDion Satya GuntaraNo ratings yet
- Aurrenak GarciaDocument60 pagesAurrenak GarciaKaanMertNo ratings yet
- Mitutoyo - Twardościomierze Shore'a HH-300 - E4137-811 - 2009 ENDocument6 pagesMitutoyo - Twardościomierze Shore'a HH-300 - E4137-811 - 2009 END.T.No ratings yet
- Fdu 01Document8 pagesFdu 01Anonymous 7ZTcBnNo ratings yet
- Unit 1 - CastingDocument133 pagesUnit 1 - CastingBlessy KamalaNo ratings yet
- Cif Purge Plug Systems en 3Document3 pagesCif Purge Plug Systems en 3abdeljalil elbadrNo ratings yet
- Metal Casting Dies: Thoguluva Raghavan VijayaramDocument4 pagesMetal Casting Dies: Thoguluva Raghavan VijayaramcombinationcoffeeNo ratings yet
- Chapter - 3 Part 2 - Casting - Processes Types PDFDocument73 pagesChapter - 3 Part 2 - Casting - Processes Types PDFMohammad TahaNo ratings yet
- Filtros para HierroDocument4 pagesFiltros para Hierrojose.figueroa@foseco.comNo ratings yet
- Aberdeen Simulation Driven DesignDocument24 pagesAberdeen Simulation Driven Designmashri77No ratings yet
- About Die CastingDocument3 pagesAbout Die CastingJoelNo ratings yet
- FondarexDocument28 pagesFondarexAditheya Varthan MNo ratings yet
- GIFA 2003 - Triumph Bonveillie Motorcycle DTD 05th May 2003Document42 pagesGIFA 2003 - Triumph Bonveillie Motorcycle DTD 05th May 2003Pham PhucNo ratings yet
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDocument12 pagesOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNo ratings yet
- Incometer Topometer en 10037930Document20 pagesIncometer Topometer en 10037930Josephi_abbasNo ratings yet
- C2C Getting StartedDocument24 pagesC2C Getting StartedKok MunNo ratings yet
- Publication Russia Foundry 2011Document86 pagesPublication Russia Foundry 2011mecaunidos7771No ratings yet
- PRODUKTBLAD NovaFlow Solid CV HPDC PDFDocument2 pagesPRODUKTBLAD NovaFlow Solid CV HPDC PDFSaša GojkovićNo ratings yet
- 2013 Annual ReportDocument15 pages2013 Annual Reportetamil87No ratings yet
- Cast Vs ForgedDocument9 pagesCast Vs ForgedSIVANo ratings yet
- Characterization of Zircon-Based Slurries For Investment CastingDocument10 pagesCharacterization of Zircon-Based Slurries For Investment CastingNarasimha Murthy InampudiNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- AMG Aluminum - Titanium Boron Aluminum Grain Refiners PDFDocument1 pageAMG Aluminum - Titanium Boron Aluminum Grain Refiners PDFoscarNo ratings yet
- Casting ChecklistDocument4 pagesCasting Checklistmihai90No ratings yet
- Simulatiing Porosity in Ductile Iron - Etip17Document2 pagesSimulatiing Porosity in Ductile Iron - Etip17yeokbinNo ratings yet
- Defects of HPDC With BifilmDocument22 pagesDefects of HPDC With BifilmdocphantomNo ratings yet
- 19ME302 - Module 1 NotesDocument41 pages19ME302 - Module 1 NotesLikhith Kumar NNo ratings yet
- AlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsDocument12 pagesAlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsAbdullah SiddiqNo ratings yet
- ASSAB 8407 Supreme-D20140715Document12 pagesASSAB 8407 Supreme-D20140715yanuarNo ratings yet
- A Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar HussainDocument23 pagesA Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar Hussainoquintero99100% (2)
- Sem, Tem, DLSDocument84 pagesSem, Tem, DLSMadhuri HarshaNo ratings yet
- Design of Lathe Chucks and AccessoriesDocument12 pagesDesign of Lathe Chucks and AccessoriesRaasik Jain100% (1)
- JIS H5302 2000 Japanese Industrial Standard PDFDocument15 pagesJIS H5302 2000 Japanese Industrial Standard PDFselvamNo ratings yet
- Cast-Designer Cpi en Hq2Document2 pagesCast-Designer Cpi en Hq2Indra Pratap SengarNo ratings yet
- 8 - Rapid S Process - Anders JarforsDocument38 pages8 - Rapid S Process - Anders JarforsDalat TigonNo ratings yet
- Application Note Powder MetallurgyDocument6 pagesApplication Note Powder MetallurgyVictoria TechiNo ratings yet
- Alspek H: The Direct Measurement of Hydrogen in Aluminium AlloysDocument4 pagesAlspek H: The Direct Measurement of Hydrogen in Aluminium AlloysAnonymous 5OZXPX9xdNo ratings yet
- NADCA Field Testing FindingsDocument1 pageNADCA Field Testing FindingsagomezyNo ratings yet
- Qadri Group Companies: Experience of A 100 YearsDocument6 pagesQadri Group Companies: Experience of A 100 Yearssaifullah629No ratings yet
- Alucast 2014 Final ReportDocument12 pagesAlucast 2014 Final Reporta10000816No ratings yet
- The Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsDocument9 pagesThe Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsThiru MuruganNo ratings yet
- K-Alloy BrochureDocument2 pagesK-Alloy BrochureBill BremanNo ratings yet
- INITEK Process: Coatings Filtration Feeding Systems Melt Shop Refractories Binders CruciblesDocument8 pagesINITEK Process: Coatings Filtration Feeding Systems Melt Shop Refractories Binders CruciblesMatheusM.FerreiraNo ratings yet
- Processing of Metals and AlloysDocument611 pagesProcessing of Metals and AlloysHoracioGutierrezNo ratings yet
- Foundry: ProcessDocument6 pagesFoundry: ProcesszadacaNo ratings yet
- Cast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschDocument11 pagesCast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschRajesh SharmaNo ratings yet
- JIS Japan Sizes Combined G 3456/3458/3460/3454: 20 Tps Tube & Pipe SizesDocument2 pagesJIS Japan Sizes Combined G 3456/3458/3460/3454: 20 Tps Tube & Pipe Sizessyaiful.bahri13No ratings yet
- Manus Factus: Manufacturing Technology Production TechnologyDocument52 pagesManus Factus: Manufacturing Technology Production TechnologyrahulNo ratings yet
- Unit IDocument93 pagesUnit IKumar SubramanianNo ratings yet
- Manufacturing Technology-I (ME6302) : Iii Semester / Ii Year - B' Section (Academic Year: 2014-2015 - Batch: 2013-2017)Document53 pagesManufacturing Technology-I (ME6302) : Iii Semester / Ii Year - B' Section (Academic Year: 2014-2015 - Batch: 2013-2017)sivaenotesNo ratings yet
- Proceso Finex y CorexDocument15 pagesProceso Finex y CorexAnthony AlvarezNo ratings yet
- Additives 091010060938 Phpapp01Document62 pagesAdditives 091010060938 Phpapp01Swetha T100% (1)
- Abb FusesDocument124 pagesAbb FusesJC InquillayNo ratings yet
- Reparacion Quemacocos NTB00-001Document12 pagesReparacion Quemacocos NTB00-001Sarah SimpsonNo ratings yet
- EbharaDocument73 pagesEbharahippong niswantoroNo ratings yet
- VP Brochure2.PubDocument2 pagesVP Brochure2.PubalfredopinillosNo ratings yet
- Dross Formation PptaaaaaaaaaaaaaaaaaaaDocument28 pagesDross Formation PptaaaaaaaaaaaaaaaaaaaAyman Hamed MalahNo ratings yet
- Dispersion EsDocument49 pagesDispersion EsJose Fernando Solanilla DuqueNo ratings yet
- Ready Mix ConcreteDocument15 pagesReady Mix ConcreteSharukh KhanNo ratings yet
- Lecture Wise QuestionsDocument7 pagesLecture Wise Questionsdassault megecNo ratings yet
- Low Cost Sustainable Housing - Building Materials PDFDocument35 pagesLow Cost Sustainable Housing - Building Materials PDFGail VoirNo ratings yet
- Procedure For Rapid Chloride Penetration Test: 1.1 Personnel, Material, and Equipment RequirementsDocument3 pagesProcedure For Rapid Chloride Penetration Test: 1.1 Personnel, Material, and Equipment RequirementsShyamNo ratings yet
- Ul94 Versus Ul746c PDFDocument4 pagesUl94 Versus Ul746c PDFCiclair RamosNo ratings yet
- WEG Hazardous Area Motors Usa125 Brochure English PDFDocument124 pagesWEG Hazardous Area Motors Usa125 Brochure English PDFPustinjak SaharicNo ratings yet
- Lecture 4 - Wafer CleanDocument24 pagesLecture 4 - Wafer Cleanimage05No ratings yet
- FM9, VT2206PTDocument6 pagesFM9, VT2206PTSherzad Chem67% (3)
- Goodpack DairyDocument18 pagesGoodpack DairyPankaj Jaiswal0% (1)
- Mechanics of Machines ME2031: Lab Instructor: Awais LiaqatDocument12 pagesMechanics of Machines ME2031: Lab Instructor: Awais LiaqatAnonymous B0cm7LZhNo ratings yet
- Industrial Training PresentationDocument28 pagesIndustrial Training PresentationFathi MawardiNo ratings yet
- Test On Electrolysis Grade IXDocument13 pagesTest On Electrolysis Grade IXkrisnuNo ratings yet
- Technical DataDocument17 pagesTechnical Datat_syamprasadNo ratings yet
- Construction and Building Materials: Sustainable Use of Waste in Flexible Pavement: A ReviewDocument15 pagesConstruction and Building Materials: Sustainable Use of Waste in Flexible Pavement: A ReviewWilly K. CrispinNo ratings yet
- Engineering Mechanics DistributedForcesDocument47 pagesEngineering Mechanics DistributedForcesChamith KarunadharaNo ratings yet
- Corbel Design For PrecastDocument1 pageCorbel Design For Precastselvakumar sNo ratings yet
- Abs/A ASC T Pum MP Block R Refurbish: Part 1: D Disassemb LyDocument10 pagesAbs/A ASC T Pum MP Block R Refurbish: Part 1: D Disassemb LyEd MoralesNo ratings yet
- Metronics Part NumberingDocument33 pagesMetronics Part Numberingl0k0tusNo ratings yet
- Appliances Prices List 090722 20220709191818Document2 pagesAppliances Prices List 090722 20220709191818Karan RajputNo ratings yet
- Week 2-Basic Cost ManagementDocument21 pagesWeek 2-Basic Cost ManagementRichard Oliver CortezNo ratings yet