You might also like
- Hot TapDocument1 pageHot TapDavid Rios CruzNo ratings yet
- Hydrotest Pressure CalculationDocument26 pagesHydrotest Pressure CalculationChetan B Kapadia100% (13)
- Competency 4Document2 pagesCompetency 4Jae RiondangaNo ratings yet
- How To Proceed For A Hot TapDocument16 pagesHow To Proceed For A Hot TapThamaraikani Mani100% (1)
- List of Contractor Hot TappingDocument2 pagesList of Contractor Hot TappingW.m. Kairol W. HassanNo ratings yet
- Split TeeDocument80 pagesSplit TeeJohn Peter100% (1)
- Hot Tap OperationDocument23 pagesHot Tap OperationAmresh Kumar100% (1)
- Hydratight Hot Tap ProcedureDocument39 pagesHydratight Hot Tap Proceduremitesh0% (1)
- Assamble Final Drive Cat 777Document15 pagesAssamble Final Drive Cat 777mahmudiNo ratings yet
- Advances in Silicon Science 4Document398 pagesAdvances in Silicon Science 4Rodolfo Angulo OlaisNo ratings yet
- Flaktwoods Final DrawingDocument180 pagesFlaktwoods Final DrawingBui Duy ThanhNo ratings yet
- EPA Hot Tapping CalculationsDocument17 pagesEPA Hot Tapping CalculationsJose Maluenda100% (1)
- Hot TappingDocument12 pagesHot TappingSmith JasonNo ratings yet
- Hot Tap CalculationDocument20 pagesHot Tap CalculationVetti Payan100% (6)
- Hot Tapping CalculationsDocument17 pagesHot Tapping CalculationsVikash Tiwari100% (3)
- Team Hot Tap BrochureDocument16 pagesTeam Hot Tap Brochurecloud23100% (2)
- Piping Code ComparisonDocument5 pagesPiping Code ComparisonAndy Hakim83% (6)
- Piping Marking ProcedureDocument14 pagesPiping Marking ProcedureKelvin ThengNo ratings yet
- Basket Type StrainerDocument12 pagesBasket Type Strainerprateek_bhoir100% (1)
- Hot Topping Split TeeDocument4 pagesHot Topping Split Teelili100% (1)
- Ancor Flanges Asme ViiiDocument3 pagesAncor Flanges Asme ViiiAnjani PrabhakarNo ratings yet
- Hot Tapping GuideDocument3 pagesHot Tapping GuidegshdavidNo ratings yet
- Vibration Assessment of Barred TeeDocument1 pageVibration Assessment of Barred Teeข้าวเม่า ทอดNo ratings yet
- Full Hot TapDocument91 pagesFull Hot TapHaseeb Bokhari100% (1)
- P43-R00 - Hydrotesting of PipelineDocument14 pagesP43-R00 - Hydrotesting of PipelinesojeckNo ratings yet
- ASME B31.3 Wall Thickness CalculationDocument27 pagesASME B31.3 Wall Thickness CalculationJesus Magallanes SNo ratings yet
- Induction BendsDocument16 pagesInduction BendsDesmond Chang100% (1)
- Split Tee Specifications and Drawings - 20130906 - 191217Document17 pagesSplit Tee Specifications and Drawings - 20130906 - 191217Anonymous cuOIjrLINo ratings yet
- Pipes. Wall Thickness Calculation According ASME B31.3Document86 pagesPipes. Wall Thickness Calculation According ASME B31.3Jeannie Tatiana Pérez Sánchez100% (4)
- Sample Hot Tap Construction Schedule PDFDocument1 pageSample Hot Tap Construction Schedule PDFrajkamal eshwarNo ratings yet
- Pipe Bend Againts Coating 3LPE AnalisisDocument25 pagesPipe Bend Againts Coating 3LPE Analisisraditia2205100% (1)
- How Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedDocument2 pagesHow Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedTay Hua SetNo ratings yet
- Hot Tapping PDFDocument32 pagesHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- Data Sheet For Barred Tee 010719 PDFDocument1 pageData Sheet For Barred Tee 010719 PDFkandraNo ratings yet
- Pipe ThicknessDocument33 pagesPipe ThicknessMukesh GuptaNo ratings yet
- Hot TappingDocument15 pagesHot Tappingghkashyap150% (2)
- P 2 X Tadj X .35 X SMYS X Ej Do: N-G-PI-305: Hot Tap & Stopples Procedure - Hot Tap Fitting Selection ChartDocument1 pageP 2 X Tadj X .35 X SMYS X Ej Do: N-G-PI-305: Hot Tap & Stopples Procedure - Hot Tap Fitting Selection Chartorqh007No ratings yet
- Pipeline Wall Thickness Calculation: 3.2 Calculated Using SCH WT W/o CorrosionDocument2 pagesPipeline Wall Thickness Calculation: 3.2 Calculated Using SCH WT W/o CorrosionImmanuel SNo ratings yet
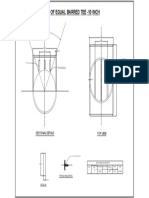
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- Working Philosophy of A Gasket To Prevent LeakageDocument4 pagesWorking Philosophy of A Gasket To Prevent LeakageAlfonNo ratings yet
- Insulating Gaskets & Its Practical DifficultiesDocument6 pagesInsulating Gaskets & Its Practical Difficulties4A28Sparsh JainNo ratings yet
- Analysis of Bolt TorquingDocument7 pagesAnalysis of Bolt TorquingAlessandro Serafini100% (1)
- DS Barred Tee (Rev)Document2 pagesDS Barred Tee (Rev)Advis100% (2)
- Big Bore Spade & BlindDocument1 pageBig Bore Spade & Blindnedumaran.sNo ratings yet
- Pipes. Wall Thickness Calculation According ASME - B31.3Document98 pagesPipes. Wall Thickness Calculation According ASME - B31.3acildeNo ratings yet
- Flange Leakage Test As Per Asme Boiler & Pressure Vessel CodeDocument12 pagesFlange Leakage Test As Per Asme Boiler & Pressure Vessel CoderssambhiNo ratings yet
- Hassad Project Expansion Joint Data Sheet EX-P 201: Revision: A0 DATE: 28/07/2006Document1 pageHassad Project Expansion Joint Data Sheet EX-P 201: Revision: A0 DATE: 28/07/2006akilasrivatsavNo ratings yet
- Hot Tap ProcedureDocument21 pagesHot Tap ProcedureImanuel Sitepu100% (1)
- In-Service Welding of Pipelines Industry Action PlanDocument13 pagesIn-Service Welding of Pipelines Industry Action Planعزت عبد المنعم100% (1)
- WPS-PQR For Split TeeDocument9 pagesWPS-PQR For Split TeemaheshmalaichamyNo ratings yet
- Especificaciones Tecnicas Desmantelamiento de ConcretosDocument14 pagesEspecificaciones Tecnicas Desmantelamiento de ConcretoscarlosalbarNo ratings yet
- Hot Tapping Calculations PDFDocument17 pagesHot Tapping Calculations PDFMSNo ratings yet
- Piping Tie-Ins The BasicsDocument4 pagesPiping Tie-Ins The BasicsashokNo ratings yet
- 05 Pipeline Modification Without ShutdownDocument17 pages05 Pipeline Modification Without ShutdownPradhipta86No ratings yet
- Strategies For Inspecting Hrsgs in Two-Shift and Low-Load ServiceDocument12 pagesStrategies For Inspecting Hrsgs in Two-Shift and Low-Load ServicevnchromeNo ratings yet
- Conduction Tracing Versus Steam Jacketing 6-23-02Document5 pagesConduction Tracing Versus Steam Jacketing 6-23-02David FonsecaNo ratings yet
- Pig TrapsDocument6 pagesPig TrapsDouGPhillips999100% (1)
- Best Practices - No.29 Steam TracingDocument4 pagesBest Practices - No.29 Steam Tracingpedromarques10No ratings yet
- Pipe WorkDocument12 pagesPipe WorkSudheepNo ratings yet
- Get More Life From HeatExchangers Sleeving of Tubes PDFDocument4 pagesGet More Life From HeatExchangers Sleeving of Tubes PDFalejandrogrande100% (1)
- 5.david - .Spencer - Air Cooled HE TTSDocument6 pages5.david - .Spencer - Air Cooled HE TTSBaher ElsheikhNo ratings yet
- Tr-21 Thermal Expansion Contraction Plastic PipeDocument28 pagesTr-21 Thermal Expansion Contraction Plastic PipelexdanteNo ratings yet
- HowtoCleanNGasPipingwithGasBlows Power March2020Document10 pagesHowtoCleanNGasPipingwithGasBlows Power March2020brianjaldinalbaNo ratings yet
- 5 2 3 6 DR CevatzarpaIGUMakaleRiskinTheHottapOperationDocument19 pages5 2 3 6 DR CevatzarpaIGUMakaleRiskinTheHottapOperationchristian tortugoNo ratings yet
- Jet Filter GBDocument6 pagesJet Filter GBBrian WebbNo ratings yet
- CenosphereDocument12 pagesCenosphereSHRINIL DESAINo ratings yet
- Pipe Flow Friction Factor Calculations With Excel Spreadsheets 3 June 15 Final PDFDocument29 pagesPipe Flow Friction Factor Calculations With Excel Spreadsheets 3 June 15 Final PDFlyguyenquocduyNo ratings yet
- Lube Oil SystemDocument4 pagesLube Oil SystemSudhanshu ShekharNo ratings yet
- Owner's Manual: GX22 - GX31Document60 pagesOwner's Manual: GX22 - GX31Rafael Antonio Triana PulidoNo ratings yet
- Garbage Management Plan-2021 (Rev 2023)Document41 pagesGarbage Management Plan-2021 (Rev 2023)Afig DzhafarovNo ratings yet
- Use and Maintenance Manual: - Steam SterilizerDocument64 pagesUse and Maintenance Manual: - Steam Sterilizerأحمد محمدNo ratings yet
- Solid State Zelio RelayDocument76 pagesSolid State Zelio RelayAlfiansyah Dharma Setia DjaketraNo ratings yet
- Activity 1: What Are The Properties of Solution?: It Is Capable of Dissolving More Substances Than Any Other LiquidDocument2 pagesActivity 1: What Are The Properties of Solution?: It Is Capable of Dissolving More Substances Than Any Other LiquidElla Nana100% (1)
- Web Bearing and Buck1ling To BS en 1993Document3 pagesWeb Bearing and Buck1ling To BS en 1993antoninoNo ratings yet
- UN 5222-02 Part2 - UD-AU-000-EB-00017 PDFDocument4 pagesUN 5222-02 Part2 - UD-AU-000-EB-00017 PDFManjeet SainiNo ratings yet
- Indian b2b Email DatabaseDocument24 pagesIndian b2b Email Databasesamima khatunNo ratings yet
- Dion FR 7721-00Document3 pagesDion FR 7721-00Vasu DevanNo ratings yet
- 5.2. Classification of FuelsDocument16 pages5.2. Classification of FuelsadiNo ratings yet
- Sinclair Catalogue Split v019 Technical Part en PDFDocument88 pagesSinclair Catalogue Split v019 Technical Part en PDFMarko KaticNo ratings yet
- BPUTSYLLABUSDocument2 pagesBPUTSYLLABUSshreetam beheraNo ratings yet
- Vend RegDocument49 pagesVend RegProcaeHexdofNo ratings yet
- REDOX Reaction: CombustionDocument13 pagesREDOX Reaction: Combustionanwar9602020No ratings yet
- CHEMISTRY BOOK 2 ObjDocument44 pagesCHEMISTRY BOOK 2 ObjHaris AkhtarNo ratings yet
- Pds CPD Sika Duoflex SL UsDocument4 pagesPds CPD Sika Duoflex SL UsJohnNo ratings yet
- Case 1: Soil: Project Title: Prince Majed Palace Design of Underground Water TankDocument5 pagesCase 1: Soil: Project Title: Prince Majed Palace Design of Underground Water Tanktantq-1No ratings yet
- Electroplating of PlasticsDocument4 pagesElectroplating of PlasticsislammughalNo ratings yet
- Multistep Synthesis of 2-Chloro-4-BromoanilineDocument9 pagesMultistep Synthesis of 2-Chloro-4-Bromoanilinejcrider2100% (1)
- Methods of Purification of Organic CompoundsDocument9 pagesMethods of Purification of Organic CompoundsTolani AyoNo ratings yet
- Application of Mechanical, Electrical & Computer-Based Systems To Operate & Control ProductionDocument30 pagesApplication of Mechanical, Electrical & Computer-Based Systems To Operate & Control ProductionSafi ullahNo ratings yet
- Alstom Power's Flash Dryer Absorber For Flue Gas DesulfurizationDocument7 pagesAlstom Power's Flash Dryer Absorber For Flue Gas DesulfurizationGuglielmo Cancelli100% (1)