You might also like
- ASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineDocument21 pagesASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineAnkit Saini100% (4)
- Chapter 8 Assignment AnswersDocument20 pagesChapter 8 Assignment AnswersPattraniteNo ratings yet
- Manufacturing Domain OverviewDocument52 pagesManufacturing Domain Overviewrajat_rathNo ratings yet
- Assembly Line BalancingDocument54 pagesAssembly Line BalancingKoushik Rao100% (1)
- Handout ConimDocument54 pagesHandout ConimLolly RagdollNo ratings yet
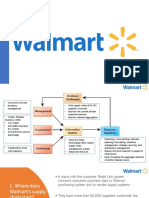
- WalmartDocument6 pagesWalmartBryan CambroneroNo ratings yet
- Overl All Asspect of Supply Chain ManagementDocument21 pagesOverl All Asspect of Supply Chain Managementtom100% (1)
- Lean-based Production Management: Practical Lean ManufacturingFrom EverandLean-based Production Management: Practical Lean ManufacturingNo ratings yet
- Metric Roller Chain SprocketsDocument39 pagesMetric Roller Chain SprocketsYusuf GilarNo ratings yet
- Du Dub PDFDocument55 pagesDu Dub PDFSURESH100% (1)
- Application of Robotics in Manufacturing Industry Group 7Document9 pagesApplication of Robotics in Manufacturing Industry Group 7Sathriyan SathiNo ratings yet
- Metal Cutting PDFDocument92 pagesMetal Cutting PDFJagadishchandrabose KondamudiNo ratings yet
- NSK Rollneck Bearing ManualDocument36 pagesNSK Rollneck Bearing ManualFaizNo ratings yet
- Facility Layout - AteneonlineDocument32 pagesFacility Layout - AteneonlineKashifgee6100% (1)
- 09MME020 Design and Analysis of 500 MT Wagon CarDocument79 pages09MME020 Design and Analysis of 500 MT Wagon CarJitendra PatelNo ratings yet
- Line Balancing: by Arun MishraDocument23 pagesLine Balancing: by Arun MishraArun MishraNo ratings yet
- 99 Examples Pneumatic Applications PDFDocument120 pages99 Examples Pneumatic Applications PDFAndres RodriguezNo ratings yet
- Value Stream MappingDocument35 pagesValue Stream MappingnestersenNo ratings yet
- KAizenDocument12 pagesKAizenTarun SharmaNo ratings yet
- Change Management ppt1Document36 pagesChange Management ppt1api-270331785No ratings yet
- Key Concepts of Supply Chain ManagementDocument28 pagesKey Concepts of Supply Chain ManagementMASROOR ALI SOOMRONo ratings yet
- SC21 Manufacturing Excellence Process Overview Dec 2013Document11 pagesSC21 Manufacturing Excellence Process Overview Dec 2013Sanjeev Kumar JhaNo ratings yet
- Principles of MechanismDocument356 pagesPrinciples of MechanismAnonymous laGNlpwKob100% (1)
- Scheduling Job Shop - A CasestudyDocument8 pagesScheduling Job Shop - A Casestudyabbas6063No ratings yet
- Lean Equipment Design Guide 2nd PrintDocument73 pagesLean Equipment Design Guide 2nd PrintcristianpetriceanNo ratings yet
- Design For LogisticsDocument22 pagesDesign For LogisticsBarun BhardwajNo ratings yet
- Hi Mix Low VolumeDocument20 pagesHi Mix Low VolumeKC KiewNo ratings yet
- Caparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyDocument44 pagesCaparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyNitesh YadavNo ratings yet
- Chapter09 (Shaft)Document70 pagesChapter09 (Shaft)Ganesh DongreNo ratings yet
- CM Mechanical Dock Leveler BrochureDocument2 pagesCM Mechanical Dock Leveler BrochureModern Group, ltdNo ratings yet
- A Method To Design Vibratory Bowl FeederDocument5 pagesA Method To Design Vibratory Bowl Feederأحمد عاطف أبوغديرNo ratings yet
- Im NotesDocument214 pagesIm Notesvivek.birla100% (1)
- Figure 1: SMED SystemDocument13 pagesFigure 1: SMED SystemAbdulziz kurdiNo ratings yet
- HeijunkaDocument6 pagesHeijunkajosegarreraNo ratings yet
- Chapter 4 Scheduling Management NewDocument64 pagesChapter 4 Scheduling Management NewAzza Rosli100% (1)
- Boston Gear Helical GearsDocument14 pagesBoston Gear Helical GearssandchiNo ratings yet
- Engineering Drawings - ThayerDocument39 pagesEngineering Drawings - Thayermaran.suguNo ratings yet
- B.1.1 Spur Gears With Gearwheels-10Document34 pagesB.1.1 Spur Gears With Gearwheels-10Ganapathy Subramaniam100% (1)
- Presto Lift General Catalog PDFDocument36 pagesPresto Lift General Catalog PDFlalit PatilNo ratings yet
- Manufacturing Systems - Schemmer MatrixDocument20 pagesManufacturing Systems - Schemmer MatrixSwati JaiswalNo ratings yet
- Overview of Warehouse OptimizationDocument7 pagesOverview of Warehouse OptimizationHo Van RoiNo ratings yet
- Is TOC For YouDocument5 pagesIs TOC For YouvikkyNo ratings yet
- Theory of Metal CuttingDocument69 pagesTheory of Metal Cuttingprof_panneer0% (1)
- TQM in ManufacturingDocument17 pagesTQM in ManufacturingPratik Prakash BhosaleNo ratings yet
- Quick Die Change in HammersDocument16 pagesQuick Die Change in HammersBalram JiNo ratings yet
- Line Balancing AlgorithmsDocument3 pagesLine Balancing AlgorithmsinaNo ratings yet
- PU Fittings and Tubing SMCDocument90 pagesPU Fittings and Tubing SMCAwdhesh Singh BhadoriyaNo ratings yet
- Lecture 08 Design For X (DFX)Document22 pagesLecture 08 Design For X (DFX)chitra2010No ratings yet
- Machine Elements DesignDocument281 pagesMachine Elements DesignsgmdoNo ratings yet
- MMH1105Sorting CompaniesDocument4 pagesMMH1105Sorting CompaniessachinNo ratings yet
- Metal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingDocument35 pagesMetal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingRavichandran GNo ratings yet
- Unit 1 - BaDocument10 pagesUnit 1 - Baprem nathNo ratings yet
- Space OptimizationDocument23 pagesSpace OptimizationSaikumar SelaNo ratings yet
- Accesorios TransportadoresDocument408 pagesAccesorios Transportadoresanon_828258107No ratings yet
- Process Optimization - Press Shop SCHULERDocument12 pagesProcess Optimization - Press Shop SCHULERVbNo ratings yet
- Basics of Conveyor EngineeringDocument26 pagesBasics of Conveyor EngineeringAbhishek GuptaNo ratings yet
- Power Grip Design Manual 17195Document179 pagesPower Grip Design Manual 17195Javier Jimenez100% (1)
- TurningDocument6 pagesTurningShivshankar Singh0% (1)
- Computer Aided Spur Gear Design and AnalysisDocument8 pagesComputer Aided Spur Gear Design and AnalysisKevin MalarkeyNo ratings yet
- Finite Element Method Simulation Lab: Report On Tutorial Problems Submitted in Fulfillment of The Requirements ofDocument32 pagesFinite Element Method Simulation Lab: Report On Tutorial Problems Submitted in Fulfillment of The Requirements ofAdil RasheedNo ratings yet
- Cleo County Floor Plan LayoutDocument7 pagesCleo County Floor Plan LayoutCash Cash CashNo ratings yet
- Project Title ListDocument12 pagesProject Title ListShrishant PatilNo ratings yet
- Design For Manufacturability A Complete Guide - 2021 EditionFrom EverandDesign For Manufacturability A Complete Guide - 2021 EditionNo ratings yet
- Project Quality Management A Complete Guide - 2019 EditionFrom EverandProject Quality Management A Complete Guide - 2019 EditionNo ratings yet
- Training Facility Norms and Standard Equipment Lists: Volume 1---Precision Engineering or MachiningFrom EverandTraining Facility Norms and Standard Equipment Lists: Volume 1---Precision Engineering or MachiningNo ratings yet
- DASAR - Slide Standar Profesi Audit Internal - Nur Abdillah (PUBLISH)Document53 pagesDASAR - Slide Standar Profesi Audit Internal - Nur Abdillah (PUBLISH)Pingkan OmpiNo ratings yet
- 9-0-SP1 Implementing CSP For BPMDocument91 pages9-0-SP1 Implementing CSP For BPMVaroonNo ratings yet
- MM Lectures CompleteDocument518 pagesMM Lectures CompleteVarunNo ratings yet
- Erp Assignment: Enterprise Resource PlanningDocument19 pagesErp Assignment: Enterprise Resource Planningamishaa13No ratings yet
- 01a BullwhipEffectDocument25 pages01a BullwhipEffectapi-3750011No ratings yet
- 7 Journal of Manufacturing Technology Mana-1-1Document23 pages7 Journal of Manufacturing Technology Mana-1-1VITA SARASINo ratings yet
- Manage Supply Chain Event Management mySAP SCM 4.1Document19 pagesManage Supply Chain Event Management mySAP SCM 4.1naveentondurNo ratings yet
- Supply Chain at World Co. CaseDocument3 pagesSupply Chain at World Co. Casekashif filesNo ratings yet
- Company Analysis of Tech Mahindra LTDDocument17 pagesCompany Analysis of Tech Mahindra LTDLeo JohnNo ratings yet
- Lecture 11 - Phase I-B Risk Assessment Process - Audit Planning - J.TejaresDocument13 pagesLecture 11 - Phase I-B Risk Assessment Process - Audit Planning - J.TejaresGia Sarah Barillo BandolaNo ratings yet
- Top Warehousing Company in India - Ark IndiaDocument11 pagesTop Warehousing Company in India - Ark IndiaArk IndiaNo ratings yet
- How Do Processes Create Value? (1) : Paul HarmonDocument13 pagesHow Do Processes Create Value? (1) : Paul HarmonTrevor IzallyNo ratings yet
- Total Supply Chain Management (TSCM)Document3 pagesTotal Supply Chain Management (TSCM)rishi_kulshreshthaNo ratings yet
- DBA618 Inventory Management and Scheduling PDFDocument7 pagesDBA618 Inventory Management and Scheduling PDFJouhara San JuanNo ratings yet
- Supply Chain ManagementDocument15 pagesSupply Chain Managementsam_sumit100% (2)
- Purchade Report Phase 1 2017Document3,914 pagesPurchade Report Phase 1 2017Vinod SinghNo ratings yet
- Programma Epistimoniko SynedrioDocument4 pagesProgramma Epistimoniko Synedriomaria foitNo ratings yet
- Bullwhip EffectDocument17 pagesBullwhip EffectSalamat AliNo ratings yet
- IBM Lean - Six SigmaDocument76 pagesIBM Lean - Six SigmaCahya PerdanaNo ratings yet
- Supply Chain MangementDocument22 pagesSupply Chain MangementsandhyaaryaNo ratings yet
- Physical Distribution SystemDocument20 pagesPhysical Distribution SystemSubha RudraNo ratings yet
- Implementing Payables Invoice To Pay124Document248 pagesImplementing Payables Invoice To Pay124upenderNo ratings yet
- Philippine Christian University: 1648 Taft Avenue Corner Pedro Gil ST., ManilaDocument5 pagesPhilippine Christian University: 1648 Taft Avenue Corner Pedro Gil ST., ManilaKatrizia FauniNo ratings yet
- Manage Your Conversion To SAP S/4HANA Private Cloud Edition With SAP Solution Manager and Focused BuildDocument59 pagesManage Your Conversion To SAP S/4HANA Private Cloud Edition With SAP Solution Manager and Focused Buildsandeep kNo ratings yet