You might also like
- Assembly Line BalancingDocument54 pagesAssembly Line BalancingKoushik RaoNo ratings yet
- Line BalancingDocument28 pagesLine BalancingMohammad FarooquiNo ratings yet
- Chapter 3 Work Flow and Batch Processing MNDocument87 pagesChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- Operation SchedulingDocument28 pagesOperation SchedulingGagan BhatiNo ratings yet
- Capacity PlanningDocument16 pagesCapacity PlanningAnadi Ranjan100% (1)
- 7 Slides Cell DesignDocument30 pages7 Slides Cell DesignLuis Alberto Lamas LavinNo ratings yet
- Babalola2019 PDFDocument33 pagesBabalola2019 PDFMatt SlowikowskiNo ratings yet
- Project Report On Maynard Operation Sequence TechniqueDocument9 pagesProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNo ratings yet
- TQM Lean ContructionDocument8 pagesTQM Lean ContructionJoseph ZANo ratings yet
- Maintenance Management: Total Productive Maintenance (TPM)Document41 pagesMaintenance Management: Total Productive Maintenance (TPM)Anvesh DwivediNo ratings yet
- Unit I Introduction To Lean ManufacturingDocument14 pagesUnit I Introduction To Lean Manufacturingtamilselvan nNo ratings yet
- Value Stream MappingDocument40 pagesValue Stream Mappingjinyue7302No ratings yet
- Lean HistoryDocument18 pagesLean HistoryJocksidNo ratings yet
- Productivity Improvement Through Lean Deployment & Work Study MethodsDocument6 pagesProductivity Improvement Through Lean Deployment & Work Study MethodsesatjournalsNo ratings yet
- AssemblyDocument26 pagesAssemblySahil GuptaNo ratings yet
- Process Manager WorkshopDocument58 pagesProcess Manager WorkshopHamada AhmedNo ratings yet
- Cellular ManufacturingDocument25 pagesCellular ManufacturingApoorv Mathur100% (1)
- Operations ManagementDocument80 pagesOperations ManagementgopalsakalaNo ratings yet
- Assembly Line Balance OKDocument42 pagesAssembly Line Balance OKLuis ValensNo ratings yet
- FLEXCON Energy SimulationDocument31 pagesFLEXCON Energy Simulationmano7428No ratings yet
- Unblocking BottlenecksDocument3 pagesUnblocking BottlenecksMaggie GonzalesNo ratings yet
- Kaizen Case StudyDocument44 pagesKaizen Case StudyTanmoy ChakrabortyNo ratings yet
- One Piece FlowDocument31 pagesOne Piece Flowakdmech9621100% (1)
- JIT Kaizen 1666650411Document300 pagesJIT Kaizen 1666650411You ElNo ratings yet
- What Is Lean Construction?Document54 pagesWhat Is Lean Construction?Citizen Kwadwo AnsongNo ratings yet
- A Report On Application of Kaizen in Poultry FarmDocument12 pagesA Report On Application of Kaizen in Poultry FarmMaulik Padh100% (1)
- Six Sigma Metrics and DMAICDocument21 pagesSix Sigma Metrics and DMAICzoyamalik27100% (2)
- Total Quality ManagementDocument7 pagesTotal Quality ManagementmansoorliveNo ratings yet
- Lean Brief Takt TimeDocument2 pagesLean Brief Takt TimeBala Kumar M PNo ratings yet
- Work StudyDocument20 pagesWork Studyjesus784No ratings yet
- Lean Manufacturing REPORTDocument15 pagesLean Manufacturing REPORTSandeep GrNo ratings yet
- Handbook of Industrial EngineeringDocument24 pagesHandbook of Industrial EngineeringRanachetan SinghNo ratings yet
- PMTS (Most)Document161 pagesPMTS (Most)Sundar Narayanan100% (1)
- LayoutDocument5 pagesLayoutPrem RanjanNo ratings yet
- Agile Manufacturing CaseDocument3 pagesAgile Manufacturing CaseAngela Vesleño100% (1)
- Takt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDocument1 pageTakt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDevendra PataniNo ratings yet
- UntitledDocument47 pagesUntitledFrank Dongmo100% (1)
- Initial Plan For Sonoco Improvement Basic Notes: Example of A Matrix To Prioritise The Line For Performance ImprovementDocument5 pagesInitial Plan For Sonoco Improvement Basic Notes: Example of A Matrix To Prioritise The Line For Performance ImprovementDamianNo ratings yet
- Method Study: by Kunal PatelDocument28 pagesMethod Study: by Kunal PatelPatel KunalNo ratings yet
- Kaizen Blitz Charter: Date: Area: Team NameDocument10 pagesKaizen Blitz Charter: Date: Area: Team Nameanjo0225No ratings yet
- Time Study2Document68 pagesTime Study2omkdikNo ratings yet
- 2013-4-16 - P Using Lean Manufacturing Techniques To Improve Production Efficiency in The Ready Wear Industry and A Case Study PDocument7 pages2013-4-16 - P Using Lean Manufacturing Techniques To Improve Production Efficiency in The Ready Wear Industry and A Case Study Phemlata2014No ratings yet
- Pillar 7 Office TPMDocument9 pagesPillar 7 Office TPMapumu sexbombyaNo ratings yet
- World Class Manufacturing ManagementDocument2 pagesWorld Class Manufacturing ManagementShashank BurdeNo ratings yet
- Ch09 Layout StrategyDocument71 pagesCh09 Layout Strategygreatguy_07No ratings yet
- Lean Manufacturing PrinciplesDocument14 pagesLean Manufacturing PrinciplesPavithraNo ratings yet
- Takt TimeDocument17 pagesTakt TimenabilNo ratings yet
- Lean Manufacturing Guide UpdatedDocument30 pagesLean Manufacturing Guide UpdatedBalaji S100% (1)
- Latest Starbucks Buzzword: 'Lean' Japanese Techniques: Starbucks Stores Speed UpDocument4 pagesLatest Starbucks Buzzword: 'Lean' Japanese Techniques: Starbucks Stores Speed UpDiana Elena ChiribasaNo ratings yet
- RJS Penny Fab ModelDocument92 pagesRJS Penny Fab ModelRam Janm SinghNo ratings yet
- Techniques For Improving Productivity: Work Study - Method StudyDocument82 pagesTechniques For Improving Productivity: Work Study - Method StudySitangshu PalNo ratings yet
- Capacity Planning For Products and Services: Mcgraw-Hill/IrwinDocument38 pagesCapacity Planning For Products and Services: Mcgraw-Hill/IrwinUnni KrishnanNo ratings yet
- TQM 4th ChapterDocument31 pagesTQM 4th ChapterWaleed Tahir ChNo ratings yet
- A3 Problem Solving Training Course OutlineDocument1 pageA3 Problem Solving Training Course OutlineNedra DebbechNo ratings yet
- 4 - Planning and Strategic Management - NewDocument47 pages4 - Planning and Strategic Management - NewKamil Ubungen Delos ReyesNo ratings yet
- Smed AnalysisDocument9 pagesSmed AnalysishajiNo ratings yet
- Push VsPull SlideSet9Document44 pagesPush VsPull SlideSet9Aditya PalNo ratings yet
- Impact of Packaging On The Buying Behaviour of ConsumersDocument12 pagesImpact of Packaging On The Buying Behaviour of ConsumersArun MishraNo ratings yet
- Exchange Rate Determination: Arun Mishra 9893686820Document21 pagesExchange Rate Determination: Arun Mishra 9893686820Arun MishraNo ratings yet
- Marketing Mix and Branding Competitive Hypermarket StrategiesDocument19 pagesMarketing Mix and Branding Competitive Hypermarket StrategiesArun MishraNo ratings yet
- Unit III Decision Making ConceptsDocument16 pagesUnit III Decision Making ConceptsArun MishraNo ratings yet
- The Effect of Retailer Concentration and Store FormatDocument62 pagesThe Effect of Retailer Concentration and Store FormatArun MishraNo ratings yet
- The Instruments of Trade Policy: Arun Mishra 9893686820Document13 pagesThe Instruments of Trade Policy: Arun Mishra 9893686820Arun MishraNo ratings yet
- WTO & Its Importance For Indian Business: Prof. Arun MishraDocument25 pagesWTO & Its Importance For Indian Business: Prof. Arun MishraArun MishraNo ratings yet
- Service Product Life CycleDocument20 pagesService Product Life CycleArun MishraNo ratings yet
- Service Complaints & Recovery U5Document16 pagesService Complaints & Recovery U5Arun MishraNo ratings yet
- People in Services: Human Resources ManagementDocument15 pagesPeople in Services: Human Resources ManagementArun MishraNo ratings yet
- U3 Decision Making ConceptsDocument27 pagesU3 Decision Making ConceptsArun MishraNo ratings yet
- Multinationals: Unit I As Global IntermediariesDocument18 pagesMultinationals: Unit I As Global IntermediariesArun MishraNo ratings yet
- U3 Regional Integration & Trade ArrangementsDocument40 pagesU3 Regional Integration & Trade ArrangementsArun MishraNo ratings yet
- International Monetary Fund (IMF) Role and Function of Imf: Arun Mishra 9893686820Document27 pagesInternational Monetary Fund (IMF) Role and Function of Imf: Arun Mishra 9893686820Arun MishraNo ratings yet
- Joint VentureDocument23 pagesJoint VentureArun MishraNo ratings yet
- International Business: An Overview & Types: Unit - IDocument55 pagesInternational Business: An Overview & Types: Unit - IArun MishraNo ratings yet
- International Business Environment: Unit - IIDocument35 pagesInternational Business Environment: Unit - IIArun MishraNo ratings yet
- Theories of International Trade: Unit - IDocument24 pagesTheories of International Trade: Unit - IArun Mishra100% (1)
- DSS - Relevance, Scope, Characteristics, Components: Dss & Mis - Unit IvDocument15 pagesDSS - Relevance, Scope, Characteristics, Components: Dss & Mis - Unit IvArun MishraNo ratings yet
- U4 Database Management System (DBMS)Document31 pagesU4 Database Management System (DBMS)Arun MishraNo ratings yet
- Decision Making TechDocument22 pagesDecision Making TechArun MishraNo ratings yet
- U5 Dialog Generation SystemDocument17 pagesU5 Dialog Generation SystemArun MishraNo ratings yet
- The Systems Development Methodologies: Unit - IIDocument24 pagesThe Systems Development Methodologies: Unit - IIArun MishraNo ratings yet
- System Analysis & Design: Unit - IIDocument33 pagesSystem Analysis & Design: Unit - IIArun MishraNo ratings yet
- Management Information System Overview & Characteristics: Prof. Arun Mishra Mobile: 9893686820Document22 pagesManagement Information System Overview & Characteristics: Prof. Arun Mishra Mobile: 9893686820Arun MishraNo ratings yet
- MIS - Subsystems & Types: Prof. Arun MishraDocument47 pagesMIS - Subsystems & Types: Prof. Arun MishraArun MishraNo ratings yet
- Consumer Behaviour (MBA III Sem)Document25 pagesConsumer Behaviour (MBA III Sem)Arun MishraNo ratings yet
- Frameworks of IT & IT Growth Model: Unit IIDocument12 pagesFrameworks of IT & IT Growth Model: Unit IIArun MishraNo ratings yet
- Diffusion of Innovation and Opinion LeadershipDocument17 pagesDiffusion of Innovation and Opinion LeadershipArun MishraNo ratings yet
- Influence of Personality and Self Concept On BuyingDocument19 pagesInfluence of Personality and Self Concept On BuyingArun MishraNo ratings yet
- Integration Quiz Practice KeyDocument2 pagesIntegration Quiz Practice KeyJimmyNo ratings yet
- PHP Array FunctionsDocument54 pagesPHP Array FunctionsDeepak MitraNo ratings yet
- Business Analytics Using R - A Practical ApproachDocument7 pagesBusiness Analytics Using R - A Practical ApproachRiya LokhandeNo ratings yet
- P3 Mock PaperDocument10 pagesP3 Mock PaperRahyan AshrafNo ratings yet
- Programme Number: 1 InputDocument18 pagesProgramme Number: 1 InputroshanNo ratings yet
- Let Us C SolutionsDocument81 pagesLet Us C Solutionsneonav100% (2)
- Express LibraryDocument24 pagesExpress LibraryPrakhar SikarwarNo ratings yet
- Integrals of Differential Binomials and Chebyshev's CriterionDocument4 pagesIntegrals of Differential Binomials and Chebyshev's CriterionEnrique GonzalezNo ratings yet
- Dynamic Testing and Diagnostics of A-D Converter 565Document11 pagesDynamic Testing and Diagnostics of A-D Converter 565Marius260No ratings yet
- DLMS HandbookDocument68 pagesDLMS Handbookharsh100% (3)
- 5.4 - High Resolution Array LaterologDocument24 pages5.4 - High Resolution Array LaterologNilesh SinghalNo ratings yet
- Extraction and Leaching 93851 - 14 ADocument18 pagesExtraction and Leaching 93851 - 14 Aakarcz6731No ratings yet
- One Sample Z TestDocument10 pagesOne Sample Z TestCornelius DuraiNo ratings yet
- FPGA Implementation of CORDIC Processor: September 2013Document65 pagesFPGA Implementation of CORDIC Processor: September 2013lordaranorNo ratings yet
- A Scheduling Approach For Ship Design Project With Fields Constraint in Tasks and Human ResourcesDocument6 pagesA Scheduling Approach For Ship Design Project With Fields Constraint in Tasks and Human ResourcesavciahmNo ratings yet
- Gaussian Beams 2019Document31 pagesGaussian Beams 2019Eduardo Casas MartínezNo ratings yet
- Account Mapping Transformation FileDocument174 pagesAccount Mapping Transformation FileIrvandias AnggriawanNo ratings yet
- Crystal Ball Report - FullDocument7 pagesCrystal Ball Report - FullVan A HoangNo ratings yet
- Richardson 2007Document20 pagesRichardson 2007Badri VrsnprasadNo ratings yet
- MBR Session 20Document78 pagesMBR Session 20mariamabbasi2626No ratings yet
- Basic ProbDocument12 pagesBasic ProbChaaaNo ratings yet
- (Clifford) Advances in Engineering Software PDFDocument796 pages(Clifford) Advances in Engineering Software PDFNguyễn Tấn LậpNo ratings yet
- Calibration of SensorsDocument5 pagesCalibration of SensorsSubhrajit MoharanaNo ratings yet
- MMW Chapter 3Document82 pagesMMW Chapter 3Marjorie MalvedaNo ratings yet
- Modeling of Strip Temperature in Rapid Cooling Section of Vertical Continuous Annealing FurnaceDocument6 pagesModeling of Strip Temperature in Rapid Cooling Section of Vertical Continuous Annealing FurnaceFahrgerusteNo ratings yet
- Calculus Final Test 2017 - 2018 Semester 1Document2 pagesCalculus Final Test 2017 - 2018 Semester 1Hoàng HàNo ratings yet
- 2-Angle Pair Relationships PDFDocument4 pages2-Angle Pair Relationships PDFLeigh YahNo ratings yet
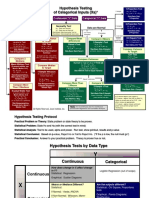
- Hypothesis Testing Roadmap PDFDocument2 pagesHypothesis Testing Roadmap PDFShajean Jaleel100% (1)
- Shaft Alignment Guide - E-Jan05Document21 pagesShaft Alignment Guide - E-Jan05Brian FreemanNo ratings yet