You might also like
- 06 GTAW Stainless SteelDocument4 pages06 GTAW Stainless SteelMuhammad Fitransyah Syamsuar PutraNo ratings yet
- 01 Drill Bits SeminarDocument80 pages01 Drill Bits SeminarjalalNo ratings yet
- Drill Bit Fundamentals: Schlumberger TrainingDocument50 pagesDrill Bit Fundamentals: Schlumberger TrainingJGRENDON2004100% (1)
- Wps Hzi SMAWDocument18 pagesWps Hzi SMAWMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Manufacturing Tooling Cutting Tool Design Nageswara Rao Posinasetti MFG Tooling - 03 Cutting ToolsDocument24 pagesManufacturing Tooling Cutting Tool Design Nageswara Rao Posinasetti MFG Tooling - 03 Cutting ToolsnidhidarklordNo ratings yet
- A Review On Optimization of Cutting Parameters in Drilling Using Taguchi MethodDocument5 pagesA Review On Optimization of Cutting Parameters in Drilling Using Taguchi MethodbhargabNo ratings yet
- Hard Turning En8Document33 pagesHard Turning En88207 ASCETNo ratings yet
- FYP 1st PresentationDocument20 pagesFYP 1st PresentationSajjad AbidNo ratings yet
- MFG Tooling - 05 Work Holding-LocatingDocument26 pagesMFG Tooling - 05 Work Holding-LocatingSolidworks ManiaNo ratings yet
- The Study of High Speed Fine Turning of Austenitic Stainless SteelDocument4 pagesThe Study of High Speed Fine Turning of Austenitic Stainless SteelI Gede Nengah Wika GunawanNo ratings yet
- Optimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmDocument12 pagesOptimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmKRCE GANESHNo ratings yet
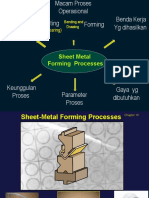
- 08R KG20 Sheet Metal FormingDocument82 pages08R KG20 Sheet Metal FormingFajar PutraNo ratings yet
- Artigo 3Document15 pagesArtigo 3Juliano Tessinari ZagôtoNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- 330:155g Finite Element Analysis: 2 January 16, 2008 Rao, P.NDocument21 pages330:155g Finite Element Analysis: 2 January 16, 2008 Rao, P.NkumeshannaiduNo ratings yet
- Dentium NR LineDocument51 pagesDentium NR Linevaleriu vatamanNo ratings yet
- Austenite Stainless SteelDocument13 pagesAustenite Stainless SteelYuvaraj RajuNo ratings yet
- Measurement: Ajay Kumar, Vishal GulatiDocument12 pagesMeasurement: Ajay Kumar, Vishal Gulatiparveenrathee123No ratings yet
- Determining The Effect of Cutting ParameDocument8 pagesDetermining The Effect of Cutting ParameMohamed ElsemaryNo ratings yet
- Metal CuttingDocument131 pagesMetal CuttingFRANCIS THOMASNo ratings yet
- Captura de Pantalla 2023-04-19 A La(s) 4.22.40 P. M PDFDocument44 pagesCaptura de Pantalla 2023-04-19 A La(s) 4.22.40 P. M PDFCesar MartinezNo ratings yet
- MFG Tooling - 11 Forming ToolsDocument11 pagesMFG Tooling - 11 Forming ToolsJairo ContrerasNo ratings yet
- ActivityNo.1 Rocks-Minerals Identification-Semilla, Razzel Carl-Pete-2102Document6 pagesActivityNo.1 Rocks-Minerals Identification-Semilla, Razzel Carl-Pete-2102RAZZELNo ratings yet
- Dentium - NR Line NRPMC1507Rev.2Document102 pagesDentium - NR Line NRPMC1507Rev.2alexandru lutaNo ratings yet
- td4n e PDFDocument8 pagestd4n e PDFAlexandre SouzaNo ratings yet
- Daily and Weekly DiaryDocument14 pagesDaily and Weekly DiaryShravani GogawaleNo ratings yet
- A Study On Optimisation of Cutting Parameters and Prediction of Surface Roughness in End Milling of Aluminium Under MQL MachiningDocument17 pagesA Study On Optimisation of Cutting Parameters and Prediction of Surface Roughness in End Milling of Aluminium Under MQL MachiningAzaath AzuNo ratings yet
- Lecture 4 Metal Cutting ProcessDocument14 pagesLecture 4 Metal Cutting ProcessDhiraj DhimanNo ratings yet
- Haki Presentation ShamsulDocument33 pagesHaki Presentation ShamsulHartojo siahaanNo ratings yet
- Lecture 2 Screws and FastenersDocument155 pagesLecture 2 Screws and FastenersVASUDEV SINGH SENGARNo ratings yet
- Angular MeasurementDocument41 pagesAngular MeasurementJack JohnNo ratings yet
- Turn 10 Sept 2008Document66 pagesTurn 10 Sept 2008PeterLoNo ratings yet
- Grinding & Cutting Wheel Selection Guide: StraightDocument1 pageGrinding & Cutting Wheel Selection Guide: StraightJose VasquezNo ratings yet
- Mini ProjectDocument16 pagesMini Projecthemalatha balasubramanianNo ratings yet
- Unit 5 - TurningDocument67 pagesUnit 5 - TurningLLeeMK6079100% (1)
- Indice Standards1 NammsDocument513 pagesIndice Standards1 NammsLALO MNo ratings yet
- Global Standart NaamsDocument513 pagesGlobal Standart NaamsLALO MNo ratings yet
- 2014ijetae 0114 01Document6 pages2014ijetae 0114 01Sc PhamNo ratings yet
- A Study of Methods To Solve Complex Spur Gear Problems IJERTV2IS70699Document8 pagesA Study of Methods To Solve Complex Spur Gear Problems IJERTV2IS70699Likhith DogiparthiNo ratings yet
- Optimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural NetworkDocument19 pagesOptimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural Networkelie chaneNo ratings yet
- Kamble 2013Document2 pagesKamble 2013nithya_sendhilNo ratings yet
- Activity Plural HenryDocument2 pagesActivity Plural HenryHENRY CARVAJAL RAMIREZNo ratings yet
- Activity Plural HenryDocument2 pagesActivity Plural HenryHENRY CARVAJAL RAMIREZNo ratings yet
- Self Drilling Screws: DescriptionDocument2 pagesSelf Drilling Screws: DescriptionPaulNo ratings yet
- Lempco ResortesDocument32 pagesLempco ResortesStewart SeguraNo ratings yet
- PWPS - 2G SMAWDocument2 pagesPWPS - 2G SMAWasrafiNo ratings yet
- NR Line Catalog - DentiumDocument74 pagesNR Line Catalog - DentiumfengshengtNo ratings yet
- Prediction of Cutting Tool Wear, Surface Roughness and Vibration of Work Piece in Boring of AISI 316 Steel With Artificial Neural NetworkDocument8 pagesPrediction of Cutting Tool Wear, Surface Roughness and Vibration of Work Piece in Boring of AISI 316 Steel With Artificial Neural NetworkSamir BoseNo ratings yet
- Dentium NR Line P 1506 Rev2Document54 pagesDentium NR Line P 1506 Rev2alexandru lutaNo ratings yet
- 8 Bitselection 180813115555Document19 pages8 Bitselection 180813115555jalalNo ratings yet
- ME2007 MT Module-1 Lectures 1-10Document81 pagesME2007 MT Module-1 Lectures 1-10Raj KamalNo ratings yet
- A Comprehensive Experimental Study On Surface Integrity by End Milling Ti-6Al-4V PDFDocument7 pagesA Comprehensive Experimental Study On Surface Integrity by End Milling Ti-6Al-4V PDFhasib_07No ratings yet
- Modeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVMDocument12 pagesModeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVMEr Parth PrajapatiNo ratings yet
- L2 - 4ME02 - Introduction To Mechanics of CuttingDocument52 pagesL2 - 4ME02 - Introduction To Mechanics of CuttingJaimish PatelNo ratings yet
- Slide 12 Sheet Forming 1Document37 pagesSlide 12 Sheet Forming 1john doeNo ratings yet
- Versadie™: Thick Turret Insert Slitting DieDocument2 pagesVersadie™: Thick Turret Insert Slitting DieAnonymous lB6SsHu5KNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Magnetic Materials in Japan: Research, Applications and PotentialFrom EverandMagnetic Materials in Japan: Research, Applications and PotentialNo ratings yet
- 5 Alperen2020Document13 pages5 Alperen2020Nguyễn Hữu PhấnNo ratings yet
- 17 - Metals 11 00419 v2Document23 pages17 - Metals 11 00419 v2Nguyễn Hữu PhấnNo ratings yet
- The Effect of Process Parameters On Machining of Magnesium Nano Alumina Composites Through EDMDocument8 pagesThe Effect of Process Parameters On Machining of Magnesium Nano Alumina Composites Through EDMNguyễn Hữu PhấnNo ratings yet
- Multi Objective Optimization of Drilling Edm Process Parameters of Lm13 Al Alloy-10Zrb - 5tic Hybrid Composite Using RSMDocument18 pagesMulti Objective Optimization of Drilling Edm Process Parameters of Lm13 Al Alloy-10Zrb - 5tic Hybrid Composite Using RSMNguyễn Hữu PhấnNo ratings yet
- Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) Process Parameters Using Weighted Sum Genetic Algorithm ApproachDocument16 pagesMulti-Objective Optimization of Wire Electrical Discharge Machining (WEDM) Process Parameters Using Weighted Sum Genetic Algorithm ApproachNguyễn Hữu PhấnNo ratings yet
- Materials Processing Technology: ElsevierDocument7 pagesMaterials Processing Technology: ElsevierNguyễn Hữu PhấnNo ratings yet
- A Review of Additive Mixed-Electric Discharge Machining: Current Status and Future Perspectives For Surface Modification Of..Document25 pagesA Review of Additive Mixed-Electric Discharge Machining: Current Status and Future Perspectives For Surface Modification Of..Nguyễn Hữu PhấnNo ratings yet
- Manuscript UM 16Document51 pagesManuscript UM 16Nguyễn Hữu PhấnNo ratings yet
- Measurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedDocument14 pagesMeasurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedNguyễn Hữu PhấnNo ratings yet
- Investigating The Electrical Discharge Machining (EDM) Parameter Effects On Al-Mg2Si Metal Matrix Composite (MMC) For..Document11 pagesInvestigating The Electrical Discharge Machining (EDM) Parameter Effects On Al-Mg2Si Metal Matrix Composite (MMC) For..Nguyễn Hữu PhấnNo ratings yet
- EDM Modelling and Simulation: November 2015Document51 pagesEDM Modelling and Simulation: November 2015Nguyễn Hữu PhấnNo ratings yet
- Fulltext212011 PDFDocument13 pagesFulltext212011 PDFNguyễn Hữu PhấnNo ratings yet
- Analysis of Face Milling Performance On Inconel 71Document12 pagesAnalysis of Face Milling Performance On Inconel 71Nguyễn Hữu PhấnNo ratings yet
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocument9 pagesReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnNo ratings yet
- Ultrasonic Vibration-Assisted Electric Discharge Machining: A Research ReviewDocument12 pagesUltrasonic Vibration-Assisted Electric Discharge Machining: A Research ReviewNguyễn Hữu PhấnNo ratings yet
- IJAMT1.568Anoop PublishedpaperDocument10 pagesIJAMT1.568Anoop PublishedpaperNguyễn Hữu PhấnNo ratings yet
- 2017-Ijamt AmeddgDocument16 pages2017-Ijamt AmeddgNguyễn Hữu PhấnNo ratings yet
- Effect of Current On Electrical Discharge Machining (Edm) : Supervise by DR: Shukry H. Aghdeab 2010 - 2011Document58 pagesEffect of Current On Electrical Discharge Machining (Edm) : Supervise by DR: Shukry H. Aghdeab 2010 - 2011Nguyễn Hữu PhấnNo ratings yet
- ComparativeanalysisDocument12 pagesComparativeanalysisNguyễn Hữu PhấnNo ratings yet
- Surface Studies For Electrodischarge Machining (EDM) With Electropolishing and Comparisons With Single-Point Diamond Machining - Part 1Document32 pagesSurface Studies For Electrodischarge Machining (EDM) With Electropolishing and Comparisons With Single-Point Diamond Machining - Part 1Nguyễn Hữu PhấnNo ratings yet
- Characterizing The Effects of Micro Electrical DisDocument6 pagesCharacterizing The Effects of Micro Electrical DisNguyễn Hữu PhấnNo ratings yet
- Experimental Investigation of Thermal Conductivity and Specific Heat of Nanoparticles Mixed Cutting FluidsDocument10 pagesExperimental Investigation of Thermal Conductivity and Specific Heat of Nanoparticles Mixed Cutting FluidsNguyễn Hữu PhấnNo ratings yet
- Investigation Into The Effect of Aluminium Powder On Mechanical, Tribological and Electrical Properties of Al-ABS CompositesDocument7 pagesInvestigation Into The Effect of Aluminium Powder On Mechanical, Tribological and Electrical Properties of Al-ABS CompositesNguyễn Hữu PhấnNo ratings yet
- Optimization of Micro-Electrical Discharge Machining Parameters of Ti6AL4V Component: A Mapping StudyDocument14 pagesOptimization of Micro-Electrical Discharge Machining Parameters of Ti6AL4V Component: A Mapping StudyNguyễn Hữu PhấnNo ratings yet
- Dear AuthorDocument15 pagesDear AuthorNguyễn Hữu PhấnNo ratings yet
- Investigation On Electro Discharge Machining of H13Document10 pagesInvestigation On Electro Discharge Machining of H13Nguyễn Hữu PhấnNo ratings yet
- Epfl TH2572Document205 pagesEpfl TH2572Nguyễn Hữu PhấnNo ratings yet
- Optimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganDocument4 pagesOptimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganNguyễn Hữu PhấnNo ratings yet
- 1 s2.0 S0169433207007404 Main PDFDocument7 pages1 s2.0 S0169433207007404 Main PDFNguyễn Hữu PhấnNo ratings yet
- Normalization and Other Topics in Multi Objective OptimizationDocument13 pagesNormalization and Other Topics in Multi Objective OptimizationNguyễn Hữu PhấnNo ratings yet