You might also like
- Siemens Energy Turblex Full Line BulletinDocument6 pagesSiemens Energy Turblex Full Line BulletinKunming WangNo ratings yet
- Unit 10 Completed Scheme of WorkDocument4 pagesUnit 10 Completed Scheme of WorkBrunno BorimNo ratings yet
- Prosonic Flow 90-91-93 Service Manual - March 2008Document90 pagesProsonic Flow 90-91-93 Service Manual - March 2008razvan_mat67% (3)
- Catalogo Schneider - MedicionDocument266 pagesCatalogo Schneider - MedicionGerardo Zambrano Ovalle100% (1)
- The Grid 2: Blueprint for a New Computing InfrastructureFrom EverandThe Grid 2: Blueprint for a New Computing InfrastructureNo ratings yet
- Composite Boiler Aalborg PDFDocument2 pagesComposite Boiler Aalborg PDFihllhmNo ratings yet
- The Magic of Puppetry - A Guide - Jenkins, Peggy DavisonDocument168 pagesThe Magic of Puppetry - A Guide - Jenkins, Peggy Davisonkostas1977100% (1)
- 2.2 - All Worksheets - Homework Sheets - Extension SheetsDocument20 pages2.2 - All Worksheets - Homework Sheets - Extension SheetslogineNo ratings yet
- CESES-136-version1-1D1 Governance Intro Kjaer 2004Document9 pagesCESES-136-version1-1D1 Governance Intro Kjaer 2004UROOJ ARSHADNo ratings yet
- Triple Screw PumpsDocument2 pagesTriple Screw PumpsSaravanan SelvaNo ratings yet
- Condenser Performance SolutionsDocument12 pagesCondenser Performance SolutionsSubrata Das100% (1)
- EE11L Lab ManualDocument56 pagesEE11L Lab ManualDonutdealerd100% (1)
- Training ReportDocument34 pagesTraining ReportRoyalAryansNo ratings yet
- Material Safety Data Sheet: Light Diesel OilDocument3 pagesMaterial Safety Data Sheet: Light Diesel Oilnitin dangwalNo ratings yet
- F Me A of Journal BearingDocument6 pagesF Me A of Journal BearingkulilistrikNo ratings yet
- IBR Valve ScheduleDocument12 pagesIBR Valve ScheduleManikandan elumalaiNo ratings yet
- Dorot Pilot Valves English Edition 03.2017 8 11 PDFDocument4 pagesDorot Pilot Valves English Edition 03.2017 8 11 PDFMoises Chicchi PeraltaNo ratings yet
- TENTEC Hydraulic Ancillary Data Sheet R7 A4Document4 pagesTENTEC Hydraulic Ancillary Data Sheet R7 A4Juliyan PujakesumaNo ratings yet
- HP Steam Turbine StageDocument8 pagesHP Steam Turbine StageTarun ChoudharyNo ratings yet
- Disertation On Fmea Boiler Tube Failure AnalisisDocument65 pagesDisertation On Fmea Boiler Tube Failure AnalisisJose Gustavo Hernandez ReyesNo ratings yet
- Electrical LOTOTODocument3 pagesElectrical LOTOTOHakim MiswanNo ratings yet
- ME G511 Lect A August 2018Document47 pagesME G511 Lect A August 2018Vipul Agrawal100% (1)
- Electromatic Relief Valve TYPE 1525 VX: Bharat Heavy Electricals Limited TiruchirapalliDocument31 pagesElectromatic Relief Valve TYPE 1525 VX: Bharat Heavy Electricals Limited TiruchirapalliDenkaNo ratings yet
- Speed Sensor Data SheetDocument9 pagesSpeed Sensor Data Sheetmgkvpr0% (1)
- Modal and Fatigue Analysis of Decanter Centrifuge Rotor Using ANSYSDocument3 pagesModal and Fatigue Analysis of Decanter Centrifuge Rotor Using ANSYShebsonbezerraNo ratings yet
- STG Training MaterialDocument321 pagesSTG Training MaterialMashudi FikriNo ratings yet
- Failure Behaviour of Radial Spherical Plain Bearing (RSPB) Joints ForDocument15 pagesFailure Behaviour of Radial Spherical Plain Bearing (RSPB) Joints ForLuis Lozada100% (1)
- NuggetsDocument202 pagesNuggetsfazzlieNo ratings yet
- Part 2 PDFDocument95 pagesPart 2 PDFkalaiNo ratings yet
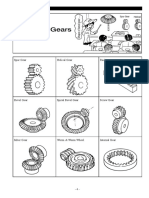
- Type of GearsDocument8 pagesType of GearsGururaja TantryNo ratings yet
- KKM Centrifugal Compressor SystemsDocument8 pagesKKM Centrifugal Compressor SystemsefeNo ratings yet
- Avionics Lightning Protection Design GUIDocument14 pagesAvionics Lightning Protection Design GUIuser123No ratings yet
- Describe Bearing Types, Designs and Application Theories Associated With Process PlantsDocument10 pagesDescribe Bearing Types, Designs and Application Theories Associated With Process PlantsVadivelAnnamalaiNo ratings yet
- Preventive Maintenance Schedule MEGADRIVE-LCIDocument2 pagesPreventive Maintenance Schedule MEGADRIVE-LCISergey PavlovNo ratings yet
- Cause and Prevention For Steam Turbine Blade Scaling FoulingDocument10 pagesCause and Prevention For Steam Turbine Blade Scaling FoulingSiva Kulanji100% (1)
- RAM Guide 080305Document266 pagesRAM Guide 080305Ned H. CriscimagnaNo ratings yet
- Bladder Accumulator SparesDocument1 pageBladder Accumulator SparesEng-Mohammed SalemNo ratings yet
- Khanna Paper Mills: Case StudyDocument1 pageKhanna Paper Mills: Case StudySankar MNo ratings yet
- M4. Bathtub CurveDocument29 pagesM4. Bathtub CurveElidad SukardiNo ratings yet
- Preventive Maintenance of Steam Turbine Used in Thermal Power Plant by Reliability Investigation and FMEADocument5 pagesPreventive Maintenance of Steam Turbine Used in Thermal Power Plant by Reliability Investigation and FMEAsaratchandranb100% (1)
- Designing and Maintaining Steam Coil Air Pre Heaters For Reliability and EffectivenessDocument8 pagesDesigning and Maintaining Steam Coil Air Pre Heaters For Reliability and EffectivenessBadukwangNo ratings yet
- MS 06 18 - BFB Boiler Pre-Start Checks - Rev B - 15 05 12Document6 pagesMS 06 18 - BFB Boiler Pre-Start Checks - Rev B - 15 05 12Prakash WarrierNo ratings yet
- QR01Document2 pagesQR01Mowaten MasryNo ratings yet
- Fan Pulley Selection GuideDocument2 pagesFan Pulley Selection GuideSatish MishraNo ratings yet
- Marvella RO RDRO User ManualDocument17 pagesMarvella RO RDRO User ManualBenzeer BavaNo ratings yet
- U6OHREPORT2008Document89 pagesU6OHREPORT2008Anonymous pKsr5vNo ratings yet
- In Line Centrifugal Fan IOMDocument31 pagesIn Line Centrifugal Fan IOMMunyaradzi MarizaniNo ratings yet
- Electrical Rotating Machine Asset Performance Management: GE PowerDocument13 pagesElectrical Rotating Machine Asset Performance Management: GE PowerMuhammad Tilal AshrafNo ratings yet
- Fundamentals of Engineering Thermodynamics 5thDocument187 pagesFundamentals of Engineering Thermodynamics 5thHaralambos TsivicosNo ratings yet
- System Overview Digital Turbine Control SystemsDocument56 pagesSystem Overview Digital Turbine Control SystemsAshutosh Yadav100% (3)
- Analysis and Design of Air-Jet Pumps For Pneumatic TransportationDocument302 pagesAnalysis and Design of Air-Jet Pumps For Pneumatic TransportationMusheer BashaNo ratings yet
- ME G511 Lect B August 2018Document18 pagesME G511 Lect B August 2018Vipul AgrawalNo ratings yet
- Advances in Gas Turbine Technology - Ernesto Benini PDFDocument538 pagesAdvances in Gas Turbine Technology - Ernesto Benini PDFhugosarNo ratings yet
- Deepanshi Jaiswal PDFDocument15 pagesDeepanshi Jaiswal PDFDeepanshi JaiswalNo ratings yet
- Robust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsFrom EverandRobust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsNo ratings yet
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsFrom EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsNo ratings yet
- Industrial Compressor Anti-Surge Computer Control: Ventzas Dimitrios, and Petropoulos GeorgeDocument4 pagesIndustrial Compressor Anti-Surge Computer Control: Ventzas Dimitrios, and Petropoulos Georgehamedarab100% (1)
- COmpressor Surge.Document6 pagesCOmpressor Surge.Geovane BritoNo ratings yet
- PRESSOR Controls Anti SurgeDocument25 pagesPRESSOR Controls Anti SurgeTrungNo ratings yet
- Surge Control Dynamic Analysis: For Centrifugal Compressor SystemsDocument3 pagesSurge Control Dynamic Analysis: For Centrifugal Compressor SystemsEdward JulianNo ratings yet
- Surge Control: Compressor Surge and MeasurementDocument4 pagesSurge Control: Compressor Surge and Measurementmtrj59100% (1)
- Introduction To Surge ControlDocument6 pagesIntroduction To Surge Controlnote222100% (1)
- 1.dresser Rand Surge ControlDocument4 pages1.dresser Rand Surge ControlHimawan Sigit Nugroho100% (1)
- Aalborg OmDocument4 pagesAalborg OmihllhmNo ratings yet
- Cleaning-In-Place in The Dairy IndustryDocument11 pagesCleaning-In-Place in The Dairy IndustryihllhmNo ratings yet
- Vapour Pressure HCL Water PDFDocument1 pageVapour Pressure HCL Water PDFihllhmNo ratings yet
- Tank InstrumentsDocument10 pagesTank InstrumentsihllhmNo ratings yet
- Implementing Off Page ConnectorsDocument9 pagesImplementing Off Page ConnectorsihllhmNo ratings yet
- QPM Oil Gas Petro Example PDFDocument4 pagesQPM Oil Gas Petro Example PDFihllhmNo ratings yet
- PFD&PID With AUtoCAD P&ID PDFDocument7 pagesPFD&PID With AUtoCAD P&ID PDFihllhmNo ratings yet
- Navgathi-New Shipbuilding Project Management PDFDocument16 pagesNavgathi-New Shipbuilding Project Management PDFihllhm100% (1)
- A High Capacity Floating LNG Design by Barend - PekDocument15 pagesA High Capacity Floating LNG Design by Barend - PekShaka Shalahuddin Shantika Putra100% (1)
- Ge Oil &gas Turbocompressor Trains On First Floating LNG Plant PDFDocument12 pagesGe Oil &gas Turbocompressor Trains On First Floating LNG Plant PDFihllhmNo ratings yet
- Chemical EquationsDocument6 pagesChemical EquationsihllhmNo ratings yet
- Claus Peter Halsig FLUORDocument24 pagesClaus Peter Halsig FLUORihllhm100% (1)
- LNG Industry, August 2016Document68 pagesLNG Industry, August 2016ihllhmNo ratings yet
- Allplastics - Acrylic Sheets DatasheetDocument3 pagesAllplastics - Acrylic Sheets DatasheetLUIS RAMIREZNo ratings yet
- MSU Brochure 2019Document21 pagesMSU Brochure 2019emonwreNo ratings yet
- Pritam RoyDocument4 pagesPritam Roybestfrend999No ratings yet
- The - Grizzled Rulebook WebDocument12 pagesThe - Grizzled Rulebook WebVladimir StevnsNo ratings yet
- Student Exploration: Distance-Time Graphs: Hugo Zaldivar 10/6/21Document6 pagesStudent Exploration: Distance-Time Graphs: Hugo Zaldivar 10/6/21Hugo ZaldivarNo ratings yet
- Table A-3 United States Counties Stations RevDocument127 pagesTable A-3 United States Counties Stations RevAlvin KimNo ratings yet
- Acuity Users ManualDocument41 pagesAcuity Users ManualJeff HowardNo ratings yet
- Submitted By: SALVA SHAH Hafsa Khan Haseeb Tariq Muhammad MuddsarDocument28 pagesSubmitted By: SALVA SHAH Hafsa Khan Haseeb Tariq Muhammad MuddsarMudassar ZuberiNo ratings yet
- Acr Tree Planting 2023Document20 pagesAcr Tree Planting 2023Vincent BesuenoNo ratings yet
- Cyber Laws and Ethics SYLLABUSDocument3 pagesCyber Laws and Ethics SYLLABUSSoumyaDashNo ratings yet
- Human Resource Management Current State June 2023. DR - AndreastaDocument41 pagesHuman Resource Management Current State June 2023. DR - Andreastadiklat sdirsiaNo ratings yet
- GRADIENT 30 TMDocument2 pagesGRADIENT 30 TMJatan JoshiNo ratings yet
- Week 1 6 Black Schedule DLDocument5 pagesWeek 1 6 Black Schedule DLapi-456880356No ratings yet
- Police Licensing ReportDocument10 pagesPolice Licensing ReportAndrew FordNo ratings yet
- Coaching PhilosophyDocument7 pagesCoaching Philosophyapi-352652572No ratings yet
- Henry J. Werdann Margaret Werdann v. Bill & Jenny Enterprises, Incorporated, and Niles Austin William Jones, 995 F.2d 1065, 4th Cir. (1993)Document6 pagesHenry J. Werdann Margaret Werdann v. Bill & Jenny Enterprises, Incorporated, and Niles Austin William Jones, 995 F.2d 1065, 4th Cir. (1993)Scribd Government DocsNo ratings yet
- 95719Document21 pages95719Oki SetiawanNo ratings yet
- Percubaan Upsr Bahasa Inggeris 014Document7 pagesPercubaan Upsr Bahasa Inggeris 014akusaitNo ratings yet
- Catalino Gallemit, vs. Ceferino Tabiliran: FactsDocument1 pageCatalino Gallemit, vs. Ceferino Tabiliran: Factsjeljeljelejel arnettarnettNo ratings yet
- Nus Career Fest 2020 PDFDocument8 pagesNus Career Fest 2020 PDFweiweiahNo ratings yet
- 01 - 01 Functional Setup Manager - EDAG0001Document5 pages01 - 01 Functional Setup Manager - EDAG0001Md Ahmed0% (1)
- SOCIAL STUDIES WORKSHEETS 2 FOR CLASS III (Corrected)Document2 pagesSOCIAL STUDIES WORKSHEETS 2 FOR CLASS III (Corrected)Mir Mustafa Ali100% (1)
- Lesson Plan in Science IV (Weather On Earth PT - Kcis)Document23 pagesLesson Plan in Science IV (Weather On Earth PT - Kcis)Charm PosadasNo ratings yet
- A Distinguished Warrior's Burial From DmanisiDocument2 pagesA Distinguished Warrior's Burial From DmanisiGeorgian National MuseumNo ratings yet
- Government of India: Form GST REG-06Document3 pagesGovernment of India: Form GST REG-06Allin ExportersNo ratings yet
- Christmas 1Document9 pagesChristmas 1Gabitzza CiobanuNo ratings yet