1
ATV Plans
71
72
73
74
75
It is beyond the scope of these plans to teach some of you basic pipe fitting. However, if you decide to build the rounded fender bracing I can give you some tips. Cut a 50 piece of EMT. On each end bend a 90 degree bend. Lay this piece (which is way too long) across the four front fender braces that you just tacked up and match up one of the bends to one of the outside braces. The 2 outside braces will have to be sawed off whatever the distance is that the bend reaches rearwards. Mark and cut each outside brace. Measure the outside to outside distance of the cut off braces. Remove whatever material is necessary to make the randomly bent piece with the 2-90 degree bends fit this distance. After cutting this piece to the correct length I normally lay it on the shop floor to tack it up since this assures me that the bends are properly indexed.
76 Position this piece onto the front fender braces, saddle the 2 inner braces to fit, and weld. We are up to the grill guard. It connects the front fender braces to the lower frame half.
Grill Guard
77 Grill Guard
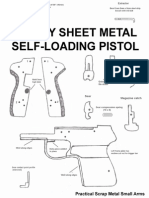
Cut 2 pieces of EMT 20 long. Bend one end 90 degrees. Cut off the excess bend and leave only enough to actually make 90 degrees as shown in photo above. Saddle the upper ends to fit the front fender bracing, hold into position on 18 centers at the top and cut to fit into the open ends of the lower frame rails as shown above. Cut 2 pieces of EMT 17 long. Saddle both ends and insert into the grill guard as pictured or to your tastes. Weld out. We have welded out some light mounting brackets to our grill guard. They are simply pieces of 1 x .125 flat material cut to fit our WalMart lights.
78 After you have your fender support structure in place you can start skinning the ATV. I have skinned using 26ga sheetmetal, .032 aluminum, and .125 thick ABS plastic. All work well. Use what you have available and are comfortable working with. I use .125 x .375 long steel pop rivets to secure the skin to the fender substructure. I cut the long strips of skin first as seen in the photos. Skin the outside sections of the fenders first, then skin the openings between the fenders last. Skinning takes me about 4 hours. Then I am ready to sand and paint the entire ATV if it requires painting. If you use ABS plastic it requires no paint.
79
Mounting Your Engine
Whatever engine you decide to use will determine precisely how you mount it. Cut mounting slots (.250) into the engine plate that will fit your engines mounting holes. Make the slots at least 1.25 long to insure that you can tighten your chain properly. Bolt your engine to the engine plate. The ATV requires a torque converter to perform as designed. Install the torque converter per the instructions from the manufacturer. Proper installation of the converter is MANDATORY. Improper installation will result in bad performance (belt slippage) and short belt life. After the engine/converter is loosely bolted to the engine plate and at the rearmost position of travel you are ready to install your chain.
At this point your axle assembly should already be bolted into place. Here are a few refresher shots to help you remember how the axle should look at various stages.
80
below is another variation
This is the ATV plans 4-wheeled ATV. This booklet will show you how to build it.
Table of Contents
Introduction Material List Recommended Engines and torque converter Where To Buy Listing Required Tool List Main Frame - Lower Half Main Frame Upper Half Front Axle Front Spindles Tie Rod and Drag Link Handlebars Engine Mounting Throttle Control Rear Axle Brake System Brake Control Seat Mount
Introduction
Please read this booklet completely before ordering materials or beginning construction of this ATV.
When constructed properly this ATV will do almost anything that a bought 2wd ATV will do for about 25% of the cost. This booklet will enable the homebuilder, either advanced or novice, to build an honest to goodness 4-wheeled ATV. Please do not be tempted to add an additional brace here and there. Doing so will add many more pounds of weight to the ATV making it heavier and reducing its performance. The reason so many ATVs are now 4-wheel drive is because they are so heavy that they get stuck easily. Light weight ATVs are very difficult to stick and do not require 4wd to go in most conditions. The frame of this ATV is constructed entirely of mild steel tubing and is of welded construction. You may weld the frame using any method you are comfortable with. You may substitute different gauges and slightly different sizes of metal if you need to. You may even have enough metal laying around your shop to build this ATV. Remember, you are building an ATV, not an aircraft. Kick back, relax and enjoy the process
Required Materials, Engine, Etc.
Below is a complete list of materials / etc. that are required to build this
ATV. 60 of 1 round tubing .062 wall (emt works fine also) 8 of .750 x .125 flat steel (bracing for skin to pop to) 30 of 1x1 14 or 16ga. square tubing 30 of .750 x .750 x 14 or 16ga. square tubing 8 of .875 O.D. pipe (handlebars, steering rod) 2 of 1.500 x 1.500 x 14 or 16ga. square tubing (frt axle) 2 of 1x.375 flat steel (can go heavier but not lighter)(steering arms) 6 of .500 O.D. round tubing (tie rod body) 4x8 sheet of .125 abs plastic OR 4x8 sheet of 26 ga. Steel (skin body) 4 wheels and tires with a 4 on 4 bolt pattern materials to make a seat OR good used motorcycle/ ATV seat twist grip throttle control (must fit 7/8 handlebars) clamp-on brake lever (must fit 7/8 handlebars) assorted .250 and .312 bolts, nuts, and lock washers ,std grade two .750x5 gr. 8 bolts and lock nuts (spindles) two .500x4 gr. 8 bolts and lock nuts (king pins) four .312 female tie rod ends (for tie rods) 5 hp or larger horizontal shaft engine (3/4 or 1 shaft) Torque Converter for your specific engine (must match your shaft) Complete rear axle assembly with brake and rear hubs Brake and throttle control cables and housings 2-Front hubs with sealed bearings
We sell most everything needed to build this ATV. Whatever you dont have already, just contact us and we most likely have it or you can most likely buy it at one of your local tractor supply stores. The steel used during the construction of your ATV is mild steel. It is available from almost any metals dealers. If you live in a very small town you may have to go to a larger town to get your metal. It all depends upon where you live. However, you may already have the very materials you need laying around your shop.
The minimum engine required for this ATV is 5 horsepower. You can use almost any horizontal shaft engine from 5 hp to 13 hp. Just be sure when you choose your engine that you can get a torque converter to fit the output shaft. You can get converters to fit and 7/8th inch shafts with no problem at all. You may even have a perfect engine just sitting there unused on a go kart, mini bike, log splitter, snow blower, garden tractor or tiller. Just look around your place and see.
Note: we recommend #40 chain for use with 5.5 and 6.5hp engines. 10 feet of #40 chain is $20.00. The complete set of four painted 8x7 wheels and tires are $290.00 shipping included inside the lower 48 states. Polished aluminum wheels are $100.00 extra. The complete rear axle parts package including sprocket for #40 chain, drum brake assembly, axle bearings and flanges, weldments to frame, all keys and allen set screws, lock nuts for axle, lug nuts and rear hubs is $300.00. The throttle control with housing and cable and cable stops is $16.00. The brake lever with cable, housing , midway and cable stop is $10.35.
Tie rod end package (4 tie rods) is $12.00 Spindle brackets are $4.20 for the pair Front hubs (with lug nuts) are $73.00 for the pair The seat that we sell is $39.50
If you wish to order any of the parts shown in the preceding pages, decide what you want and contact us at sales@gokartgalaxy.com for shipping costs. Send a complete listing of the parts you are ordering.
10
Required Tools The tools listed below or their equivalents are required to build the ATV.
Speed square- necessary for laying out angles Soapstone Measuring tape Tri-square C-clamps (3 inch) 4-inch side grinder Sawz-all type reciprocating saw or cut off saw or both Drill motor and bit selection
11
Hammer Center punch Conduit bender (1 inch) Any type of welding system that will penetrate 14 gauge material Jack stands or saw horses Hydraulic tubing bender-dont buy one, borrow one. Youll only use it once.
12
Main Frame-Lower Half
Cut 2 pieces of 1x1 square tubing 60 inches long, square cut both ends.
This will be the horizontal mainframe members. Cut 6 pieces of 1x1 square tubing 16 long, square cut both ends. These will be the cross members for the horizontal mainframe members as well as the uprights connecting the rear of the main frame to the upper half of the frame. Cut 1 piece of 1x1 square tubing 18 long. This piece will tie the uprights tighter. Lay out the 2-60 pieces on your workbench or whatever you are working with. Outside to outside measurement should be 18. Cross square them. Working at each end, tack up the front and rear crossmembers. Designate one end of the frame as the rear. Hook your tape onto the rear crossmember and measure forward and place marks at 20 and 33.5 respectively. These marks are the CENTER of the other 3-16 engine plate crossmembers. Weld the last engine plate crossmember in the direct center of where the engine plate will be. This stops any flex when using a large engine. Be sure to square the crossmembers. You engine mounting plate will weld to the engine plate crossmembers. Cut a piece of .125 thick steel plate 6 x 14. This is the engine mounting plate. Center the engine mounting plate (side to side) on the engine mount crossmembers and weld it out. The engine mounting plate will need engine mounting slots cut into it. These slots will need to fit the bolt pattern of your particular engine. Center the engine onto the plate in all directions and mark though the holes in the engine onto the plate. Create slots using your marks as the center of the slots. The slots need to be 1.25 long to give you plenty of adjustment when
13 you tension your drive chain. I use a milling machine to make my slots but a torch will do just fine. Hook your tape once more to the rear crossmember and measure forward 8. Place a mark there. Do this on each side. These marks are the center of your 16 uprights. Square and plumb and tack the uprights and THEIR crossmember into place. See drawings and photos below. Please note that I made my engine mounting plate out of 2 pieces of metal. You can also if you need to.
14
15
At this point we will divert our attention from the construction of the frame to the loose assembly of the rear axle. I say loose because it is far too soon to tighten or to key any of the pieces of the rear axle and proper alignment of the various pieces cannot be done until the frame is almost complete and the engine is test mounted. We offer a complete rear axle kit. If you have bought this kit EVERY part you need is included. However, you may already have a complete rear axle assembly sitting in your garage in the form of a live axle go kart. If so, you can use it just fine. We have tried various gear ratios and brakes. Different engines require different sprockets. However, I have found that a rear sprocket with 82 teeth works great with 5-8hp engines. An engine larger than 8 hp can use a 72 tooth sprocket pretty well. We prefer the internal expanding drum brake over the disk brake or band brake. None of the brakes will lock the rear wheels but this ATV does not need much braking power because it is so light.
16
Lay out all the axle parts that came with your kit. Slide your sprocket hub and sprocket on first. It will eventually go on the left side (viewed from the rear) of the axle. Next, from the right side of the axle slide on the brake backing plate, then the brake drum. Now you can slide on the axle bearings and 2-hole flanges and rear hubs. Included in your rear axle kit are two axle flange weldments. See photo below. weldments
Loosely bolt the weldments to the bearing flanges. These weldments (and thus the axle) will be centered 8 forward of the rear of the frame. I like to lay the frame upside down and then lay the loosely assembled rear axle where it should go on the frame. When the weldments are where they should be, tack in place. Now cut two pieces of 1x1 square tubing 3 inches long. These pieces connect the front side of the weldments to the bottom side of the frame (see photo below) . Weld out these braces and the weldments. The rear axle is temped in place. Please note the photos below show a disk brake installed instead of the reccomended drum brake. The disk brake looks cool but does not work well at all.
17
18
19
20
Front Axle
Cut a piece of 1.5 x 1.5 square tubing 23.5 long. We sell king pin brackets for the front axle but you can make your own if you want to. The king pin brackets are made with an offset. The offset goes to the bottom side of the axle. Be sure that you understand this. Orientate, and center (both directions) the king pin brackets (spindle component) on the front axle. Tack up and weld out. Spindle Components
After it is cool, insert (top side up as it will eventually be run) the welded front axle into a hydraulic tubing bender similar to the one shown below. Use the 1 ram dies since you are going to let the tubing ride on the shoulders of the die anyway. Put a degree finder (Walmart-$9.99) onto one side of the axle and bend the axle till the degree finder shows 2.5 degrees.
Hydraulic Bender (borrow one) This may or may not be exactly perfect but if its not perfect youll never know it. The purpose of the bend is to make the spindles run horizontal when installed onto the king pins.
21 Center the bent axle 6 rearward onto the bottom of the lower frame half and side to side and weld into place. See photos below.
22
23
24
25
26
27
Spindles, Tie Rod, Drag Link
The spindles are made from a pair of x 5 gr 8 bolts welded to a pair of 2.5 lengths of heavy wall tubing having a 5/8 inside diameter so that the king pin bolts will have a nice,tight fit. The tubing I use is outside diameter and 5/8 inside diameter. If you cant find it, I sell it. Mark the center of each of the 2.5 lengths of tubing. Grind the marks off the heads of the bolts. Tack the bolts square and plumb to the center of the tubing. When satisfied that they are square and plumb, weld out very well. After the spindles are cool bolt them to the front axle using 5/8 x 4 gr 8 bolts and lock nuts. Work the spindles through their full travel and oil. The spindle parts fit in a weird way, not quite flush on the bottom. But they work well. As they loosen, tighten the bolts more. Repeat this until it all fits well and it is not too tight and not too loose. After you begin riding your ATV you will need to tighten and oil the king pin bolts every once and a while. I do not use the plastic bushings on mine. They are not heavy duty enough. Cut two pieces of 3/16 x 1 flat material. Drill a 5/16 hole from the end of each of the pieces. These pieces will weld onto the backside of the intersection of your spindle bolts and the tubing that you just welded. These are your steering arms and MUST be welded very well. There is a lot of force on these arms when off road in rough terrain and you want them to be of top quality construction. See photos below.
28
Steering Arm, left side
29
Steering Arm, right side
30
Steering Arms, both sides
The tie rod for this ATV is built from outside diameter round tubing but you can use anything similar in size. Cut a piece of round tubing 18 long. Weld a 5/16 x 1.5 fine threaded bolt (weld the head) to each end of the tube. Screw on a 5/16 nut and a female tie rod end to each of the bolts you just welded on. The nuts are tightened to secure the tie rod end in position after adjusting toe in. Using a pair of 5/16 x 1.5 std thread bolts and lock nuts, secure the tie rod to the steering arms. Toe in should be about . Too little toe in will make the ATV road walk badly at higher speeds. Too much will do the same.
31 Remember, this is not a $7000.00 ATV with nice independent suspension and racing geometry and it will not drive like one of them. I regularly drive my ATV 30-35 mph on the road and do well but faster than that and it can get dangerous. Cut a piece of tubing 1 long. Just as you did with the tie rod, weld the same bolts to this piece and assemble. This is your drag link. It connects the steering shaft to the tie rod and transfers handlebar movement to the front wheels.
Drag Link
32
Upper Frame Half
The Upper frame half is made from 1 round tubing or EMT. Cut two pieces of 1 round tubing 60 long. Place a 55 degree bend with the center of the bend 21 from what will be the front end of the tubes. These pieces will be long on each end so you may fit them to the lower frame by holding each tube in place and marking the cuts. I miter the front end of each tube till it fits the top of the front axle (roughly a 35 degree miter) and then position, mark and cut the rear end of the tube where it intersects the upper frame crossmember. The upper frame halves are centered on the lower frame on 9.5 centers. See photos and drawings.
33
34
Upper frame halves
35
Steering Shaft, Handlebars
The steering shaft is built of std wall pipe. Overall diameter is 7/8. Cut a piece of pipe 25 long. Cut a piece of 1 wide x .125 flat material 3.25 long. Drill a 5/16 bolt hole 7/8 from one end. This is the steering shaft arm. You can drill a hole closer to the radus to slow down the steering ratio if dsired. Position the arm as shown in the photo with the steering shaft flush with the undrilled end and weld. Cut two pieces of round tubing with a 7/8 internal diameter. These will be the sleeves that the steering shaft runs through. These sleeves weld to 2 braces that in turn, weld to the upper frame half. Slide these sleeves over the steering shaft now. The bottom sleeve should be positioned flush against the arm you just welded to the bottom of the shaft. To keep this sleeve in position and to also prevent the shaft from falling through the sleeve when vertical, you may weld a small tack to the steering shaft itself about 1/16 above the sleeve. Do not tack sleeve to shaft. To make the above braces you can use most any material. I used left over square tubing scraps. Measuring up from the top of the front axle along the upper frame halves, place marks at 3 5/8 and 17 . Weld the braces on these marks. Center the steering shaft vertically and side to side on the braces and weld the sleeves to the braces. Connect one end of the drag link to the shaft steering arm as shown below. Cut a piece of 1 x .125 flat material. Drill a 5/16 hole 5/8 from one end. Bolt this piece to the other end of the drag link. With the steering shaft arm running perfectly straight front to rear of the ATV tack this connector piece to the top side of the tie rod. If it all looks good weld it out.
36 Do all that you can do to make your steering shaft fit tight. This makes it drive much better.See photos.
Drag Link
37
38
39
Cut a 40 long piece of pipe (7/8 O.D). This piece will be your handlebar. Working off of the center of the piece measure 6.5 off center each way. These marks will be the center of your primary bends. Leave the 1 dies in your hydraulic pipe bender. Position one of the marks you just made on the center of the die, put your degree finder on one side of the pipe to gauge your progress and pump slowly. Bend the pipe till the degree finder shows about 27 degrees. This will net you about a 55 degree bend. Being careful to index the piece in the bender, make the opposite bend in the same manner. The bends you just made provide the rise to your handlebar. Now you must level the outside ends of the handlebar. To do this, orientate the piece in the bender so that the bands will be in the proper direction. I like to flush the ends of the pipe with the outside roller of the bender and then pump until I like what I see. Some like a small amount
40 of upsweep on the bars, others like them dead level. Count your pumps this time and duplicate the bend on the other end when satisfied. After the bar shape is to my liking I like to put a 10 degree bend into the horizontal plane of the bar. This gives me a slightly sweptback feel. This is common pipe. If you ruin a few pieces its ok and very cheap.SEE photos.
41
42
43
44
45
After your handlebar is bent to your liking center it on the top of the steering shaft and weld out securely.
46
Seat and Seat Mounting
The seat on this ATV can be built from scratch or purchased. We sell a nice seat that you can easily bolt onto this frame. You can also buy a good used ATV seat on Ebay if you like. Regardless of what seat you choose it is a simple matter to attach it to the frame. We use 1 x .125 flat seat braces or 1 round tubing saddled to the frame in the correct places for the seat you have chosen to use. Almost anything will do for seat mounts. Place the mounts whereever needed to fit the seat you have built or purchased. We will leave all this up to you. Pictured below are photos of a home made seat and the seat we sell.
47
48
49
50
we sell this seat
51
52
53
Fender Substructure
This ATV can be run with or without fenders. It just depends upon what type of terrain you will be riding over. I like to drive over muddy terrain so I have added fenders. If you live in sandy country I wouldnt even bother building fenders. If, however, you want to plow through mud then you will really appreciate fenders Cut four pieces of square tubing 44 long. These will be your fender crossmembers. Measuring from the rear of the bottom half of the frame forward place marks at 22.5 and 41 3/8. These are the center marks for the lower rear and lower front crossmembers. Center up and weld. While we are here cut two pieces of square tubing 17 7/8 long and use these pieces to connect (front to rear) the crossmembers on each side. These serve to eventually lay your steel footrests (13 x 17.5 x .125 flat steel) on and weld to. Photos are below of footrests.
54
55
Now, insert one of the 44 pieces of square tubing into the 1 square tubing crossmember that the upper frame halves were welded to. Center it up and weld. Cut a 17.5 piece of square tubing. Using the last 44 piece of square tubing create a TEE which will serve as the front fender crossmember. Photos are below.
56
57
58
59
60
heres the front TEE
61
After the crossmembers have been welded we come to the actual round tubing used for the fender substructure. You can use most any type of thinwall round tubing available. I use EMT (about 1 overall diameter) which is available anywhere in the USA for almost nothing. I use a 1 conduit bender to bend the emt. Below is a conduit bender without the handle installed.
62 Cut four pieces of tubing 41 inches long. Each piece should have a 32 degree bend centered at 23 from what will be the bottom (forward) end of the brace. The outside braces go on first. As seen in the photos the bottom end of each brace must be saddled lightly to mate to the square tubing crossmembers. Position the lower end of the outside braces flush with the ends of the crossmember and tack. Position the upper end about flush with the end of the upper crossmember and after making adjustments for square, tack and weld. Repeat for the other outside brace. The inside braces are installed the same way. Cut a piece of EMT 44 long. Saddle the ends of each of the upper braces, position this piece centered and weld out. Trim the ends flush after welding. Cut two pieces of EMT 20 long. These are the diagonal braces that connect the rear fender connector brace (44 piece) to the lower frame half. These provide load bearing ability to the ATV fender. SEE photos below. Please note that this rear brace in the photo below is saddled differently than the instructions call for. The method you were told to do is easier but you may do it either way.
63
64
65
66
67
68
Cut four pieces of EMT 37 long. Put a 60 degree bend centered at 23 on each piece. Position and tack each of these pieces as we did the rear bracing. Below are photos of the front fender bends. Study the photos and then we will continue.
69
70
81
82
83
84
85
Yes, there is a disc brake shown in the pictures. No, it did not work well. Position your rear sprocket near where it should be to line up with the countershaft sprocket on the torque converter. Install and tension the chain. Spin the rear wheels to find exactly where the rear sprocket should be secured. With the sprocket loose on the axle it will almost be self-centering. Secure the rear sprocket with set screws and key. Also, install keys and set screws in rear hubs and tight all including lock nuts that secure hubs to axle. Tension chain like you would a motorcycle. Lets talk about brakes. I have tested several brakes on this ATV and am not 100% satisfied with any of them. The good news is, this ATV needs very little braking power. I have had the best luck with the drum brake shown in the pictures below. Properly set up, it will hold the ATV to a slow crawl when going down a
86 hill. The brake is already on the axle (loosely) and now requires a restraining arm as shown in photos below. The restraining arm locates the brake backing plate. Connecting the backing plate to the frame.
note my trailer hitch. I can and do pull 12 trailers, no problem.
87
midway With the brake backing plate and drum position on the rear axle cut a 10 long piece of x square tubing. Drill a .250 bolt hole on one end. Bolt the restraining arm to the slot provided on the backing plate and then weld to frame as shown above. Connect brake lever and cable to handlebars on left side. Install midway. Connect cable to brake actuation arm. After cycling brake lever a few times you will have to adjust cable again. After the rear axle is installed it is time to install the throttle control. Simply slip the twist grip throttle onto the right side of the handlebar and tighten the screws. Route the throttle cable to the engine and connect in whatever configuration is necessary for your particular engine. Be sure you have some method to kill the engine also. This varies from engine to engine. Crank your engine after verifying oil is in the crankcase and fuel is in the gas tank.
88 With your ATV on blocks or jacked up securely run the engine at slow speed and verify that chain is properly aligned. Now for the real fun, hop on the ATV and test ride. After a few minutes go over the entire ATV looking for loose bolts, etc. Readjust brake as needed. It wears in a lot during the first hour or so. Lastly, this ATV will run MUCH faster than it should be driven. Be wise and drive it at a safe speed at all times.
89
90
You might also like
- Wren Minibike PlansDocument7 pagesWren Minibike PlansJim100% (5)
- Garden Tractor Plans PDFDocument11 pagesGarden Tractor Plans PDFLucian LeonteNo ratings yet
- Cycle Car With Moto WheelDocument83 pagesCycle Car With Moto Wheelsapientwon7712100% (1)
- Mini-Skat 6-Wheel Plans AssemblyDocument40 pagesMini-Skat 6-Wheel Plans AssemblyВладимир Батманов100% (3)
- Cad Digger 650Document31 pagesCad Digger 650Melanie100% (2)
- KW Dirt MasterDocument5 pagesKW Dirt MastertaxmacNo ratings yet
- Homebuilt Car With Wood Frames - Practical MechanicsDocument39 pagesHomebuilt Car With Wood Frames - Practical Mechanicssjdarkman1930100% (3)
- Buggy PlanDocument6 pagesBuggy PlancharliemotoramaNo ratings yet
- SMAug 62 Tent TrailerDocument8 pagesSMAug 62 Tent TrailerJim80% (5)
- Brush Buggy, Build An ExcitingDocument5 pagesBrush Buggy, Build An ExcitingJim88% (8)
- Tubing BenderDocument9 pagesTubing BenderAdam Rath50% (2)
- Homemade Butterfly KnifeDocument7 pagesHomemade Butterfly Knifeme100% (1)
- Homebuilt Wood CarDocument26 pagesHomebuilt Wood Carsjdarkman1930100% (3)
- Beep Plans CompleteDocument9 pagesBeep Plans Completetaxmac80% (5)
- Mini BikeDocument6 pagesMini BikeraadianNo ratings yet
- Yard-Dozer MidgetDocument5 pagesYard-Dozer MidgetOlin Stej80% (5)
- Bull Frog Go KartDocument15 pagesBull Frog Go KartJim100% (3)
- AWD Buggy PlanDocument4 pagesAWD Buggy PlanOtis19640% (1)
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- CD 728 PlansDocument27 pagesCD 728 PlansPetar Petrovic100% (1)
- Build Your Own Go Kart Chassis - Go Kart Frame Plans & MeasurementsDocument15 pagesBuild Your Own Go Kart Chassis - Go Kart Frame Plans & Measurementsandyroads2No ratings yet
- 3 Wheel Dune BuggyDocument5 pages3 Wheel Dune BuggyyukitadaNo ratings yet
- Maverick - 1.6 ManualDocument6 pagesMaverick - 1.6 ManualTimNo ratings yet
- Building Your Own LatheDocument7 pagesBuilding Your Own Latheziamele100% (2)
- Gokart Project ReportDocument18 pagesGokart Project ReportSudhir RojeNo ratings yet
- Vintage Farm Impliment Plans 1950sDocument91 pagesVintage Farm Impliment Plans 1950sudivljini100% (4)
- By Emile Alline: Technical Art by Fred WolffDocument4 pagesBy Emile Alline: Technical Art by Fred WolffJim100% (3)
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- Pulse RifleDocument2 pagesPulse RifleElliot HamptonNo ratings yet
- Holmes 50Document65 pagesHolmes 50The_Desolator100% (15)
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Car 1901packardDocument8 pagesCar 1901packardDillon Hartsyker100% (1)
- Midgettractor PSMar 54Document7 pagesMidgettractor PSMar 54JimNo ratings yet
- Technical Manual-Go KartDocument13 pagesTechnical Manual-Go Kartmichaelmaness1168290% (2)
- Home Made Metal Spinning LatheDocument7 pagesHome Made Metal Spinning Latheuragunbaga80% (5)
- Minibeep Mba80bDocument14 pagesMinibeep Mba80bAparecido Nascimento Dos SantosNo ratings yet
- SMFeb 56 Roamabout Part 1Document17 pagesSMFeb 56 Roamabout Part 1Jim86% (7)
- Free Backhoe Plans-2Document15 pagesFree Backhoe Plans-2Владимир Батманов100% (2)
- Saucy Skimmer AKA Saucy Shingle Hydroplane Boat PlansDocument8 pagesSaucy Skimmer AKA Saucy Shingle Hydroplane Boat PlansJim100% (6)
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- King Quad 700 Tips 101 Ver 1.2Document36 pagesKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- Vintage Go Kart Mini Bike Plans-1950sDocument95 pagesVintage Go Kart Mini Bike Plans-1950sJanne FredrikNo ratings yet
- 3 Wheel 2Document5 pages3 Wheel 2jii_907001No ratings yet
- Pembuatan Dan Perencanaan GriderDocument15 pagesPembuatan Dan Perencanaan GriderErwan AchmadyaniNo ratings yet
- Membuat Mini Bike Mesin KompresorDocument8 pagesMembuat Mini Bike Mesin Kompresormawan_jogjaNo ratings yet
- Eolian Gen Diy PDFDocument0 pagesEolian Gen Diy PDFprozorianuNo ratings yet
- Offroad Kart PlanDocument24 pagesOffroad Kart PlanAnshul Kothari100% (1)
- 914 Rotisserie PlansDocument8 pages914 Rotisserie Planskenfish1No ratings yet
- Coil Winder Rev 3-19-11Document17 pagesCoil Winder Rev 3-19-11dougforbes000No ratings yet
- Welder Series Mustang IIDocument14 pagesWelder Series Mustang IIiforeman100% (1)
- ScooterDocument7 pagesScooterBuyuangKota100% (1)
- Wheelie Trainer First Manual PDFDocument28 pagesWheelie Trainer First Manual PDFGerardo Espinola Cardozo61% (28)
- 5x8 Utility Trailer PlansDocument32 pages5x8 Utility Trailer PlansEllyn Mohd100% (3)
- Wind MillDocument14 pagesWind MillArbër PacaraNo ratings yet
- Web QCGBDocument19 pagesWeb QCGBpramponiNo ratings yet
- 6x10 Utility Trailer PlansDocument32 pages6x10 Utility Trailer PlansEllyn Mohd100% (7)
- How To Build A KartDocument30 pagesHow To Build A KartIlhamo SawsaneNo ratings yet
- Auto Rotisserie PlansDocument36 pagesAuto Rotisserie PlansEllyn Mohd100% (3)
- Trijicon RECOIL TargetDocument1 pageTrijicon RECOIL TargetK Scott WyattNo ratings yet
- Simple Homemade Pistol Pit-Bull-1Document22 pagesSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (2)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)Document21 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)K Scott Wyatt86% (7)
- The DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFDocument23 pagesThe DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFBangBoomBang86% (167)
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDocument15 pagesThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (122)
- NATO Ammo Clone InformationDocument6 pagesNATO Ammo Clone InformationK Scott Wyatt100% (1)
- Sigs IntafDocument12 pagesSigs IntafK Scott WyattNo ratings yet
- Build Bolt ActionDocument101 pagesBuild Bolt Actionknkl99% (68)
- WP LoadSpec 7-2-13Document54 pagesWP LoadSpec 7-2-13K Scott Wyatt100% (1)
- PM 01 CarbineDocument9 pagesPM 01 CarbineK Scott Wyatt100% (2)
- Instructions For Colloidal Silver ProductionDocument6 pagesInstructions For Colloidal Silver ProductiondanmiclovanNo ratings yet
- Mormon Emergency PreperationDocument86 pagesMormon Emergency PreperationK Scott WyattNo ratings yet
- By Timj: PDF Version 1 - May 21, 2006Document158 pagesBy Timj: PDF Version 1 - May 21, 2006K Scott WyattNo ratings yet
- Low Maintenance Rifle 556mm Tech ManualDocument24 pagesLow Maintenance Rifle 556mm Tech ManualK Scott Wyatt100% (1)
- SF Recon ManualDocument127 pagesSF Recon ManualK Scott Wyatt100% (9)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (6)
- A Handbook For Light ArtilleryDocument555 pagesA Handbook For Light ArtilleryK Scott WyattNo ratings yet
- M16a2 25m ZeroDocument1 pageM16a2 25m ZeroAlan Warren SnyderNo ratings yet
- 37mm Load DataDocument15 pages37mm Load DataK Scott Wyatt92% (13)
- Assorted Recipes For Survival & Snack Food Bars RecipesDocument9 pagesAssorted Recipes For Survival & Snack Food Bars RecipesK Scott Wyatt100% (1)
- Head Shots (25 Jumping Jacks Prior To Shooting)Document17 pagesHead Shots (25 Jumping Jacks Prior To Shooting)K Scott WyattNo ratings yet
- Caselman Air Powered MG BlueprintsDocument38 pagesCaselman Air Powered MG Blueprintshnbg2klmo50% (2)
- Cardboard Tubed Smoke ProjectileDocument5 pagesCardboard Tubed Smoke ProjectileK Scott WyattNo ratings yet
- Powder Loads With Pistols Rev.BDocument4 pagesPowder Loads With Pistols Rev.BK Scott WyattNo ratings yet
- 37mm Firework ProjectDocument5 pages37mm Firework ProjectK Scott Wyatt100% (1)
- Improvised Plastic ExplosivesDocument49 pagesImprovised Plastic ExplosivesJon Segars100% (14)
- Unit Leader 1 1Document83 pagesUnit Leader 1 1glennallynNo ratings yet
- Ragnar's Guide To Home and Recreational Use of High ExplosivesDocument63 pagesRagnar's Guide To Home and Recreational Use of High Explosivestorontogoat100% (2)
- DamperDocument29 pagesDampervishnusankarNo ratings yet
- Carraro 20.19Document10 pagesCarraro 20.19Mindaugas MonkevičiusNo ratings yet
- Terex Off Highway Dump Trucks Spec 5be904Document410 pagesTerex Off Highway Dump Trucks Spec 5be904JosefFeiglNo ratings yet
- Wa150-6 KltaDocument12 pagesWa150-6 KltaIGNACIONo ratings yet
- Technical Specification: Gear Theoretical Speed (2200rpm) Ratio's (KM/H)Document2 pagesTechnical Specification: Gear Theoretical Speed (2200rpm) Ratio's (KM/H)shhp567No ratings yet
- Https WWW - Ale-Heavylift - Com Wp-Content Uploads 2014 01 EQUIPMENT-DATA-SHEET-SPT-Nicolas PDFDocument1 pageHttps WWW - Ale-Heavylift - Com Wp-Content Uploads 2014 01 EQUIPMENT-DATA-SHEET-SPT-Nicolas PDFRyan LeeNo ratings yet
- Analisis Tecnico Ta1 Cat-992kDocument17 pagesAnalisis Tecnico Ta1 Cat-992kRAMON CALDERON0% (1)
- 1998 Chevrolet Camaro & Pontiac Firebird Service Manual Volume 2Document545 pages1998 Chevrolet Camaro & Pontiac Firebird Service Manual Volume 2SeanNo ratings yet
- 2008 Bajaj Auto Rickshaw Re 4 Stroke Parts ManualDocument40 pages2008 Bajaj Auto Rickshaw Re 4 Stroke Parts ManualZakari DaudaNo ratings yet
- Volvo L220G Wheel Loaders Service Manual - A++ Repair Manual StoreDocument22 pagesVolvo L220G Wheel Loaders Service Manual - A++ Repair Manual StoreAnbarasan100% (1)
- Catalogo Tecnico Transpaleta Manual Toyota BT Lifter Lhm300Document4 pagesCatalogo Tecnico Transpaleta Manual Toyota BT Lifter Lhm30001911514616No ratings yet
- Bus SpecificationDocument22 pagesBus Specificationmouds22No ratings yet
- F3970 EsDocument4 pagesF3970 Esstefanovicana1No ratings yet
- Manual Clark C60 - 70 - 80D - I-554-16Document204 pagesManual Clark C60 - 70 - 80D - I-554-16Wagner Bernardina100% (2)
- LTM1200 en PDFDocument10 pagesLTM1200 en PDFdepi_rachmanNo ratings yet
- 3.1 变速箱 Gear box-WG9725220377-1356 080 042-ZF16S2231TO变速器(13.80XS180双杆430拉12.214脉冲输入117DIN开关IT3无线束ZF) PDFDocument112 pages3.1 变速箱 Gear box-WG9725220377-1356 080 042-ZF16S2231TO变速器(13.80XS180双杆430拉12.214脉冲输入117DIN开关IT3无线束ZF) PDFEdwin MoralesNo ratings yet
- C - ZF - Axle - MS-T 3045-3055 Service ManualDocument112 pagesC - ZF - Axle - MS-T 3045-3055 Service ManualWere WolfNo ratings yet
- TR60 1Document526 pagesTR60 1vlak100% (2)
- Husqvarna 1992-2012 250 360 PartsDocument108 pagesHusqvarna 1992-2012 250 360 Parts14583No ratings yet
- Bell B45e AdtDocument976 pagesBell B45e AdtPieter Botha100% (1)
- ShaftsDocument12 pagesShaftsKingsly JasperNo ratings yet
- HE-Catalog 2014 enDocument408 pagesHE-Catalog 2014 enJairoHernanLoperaNo ratings yet
- AUMUND Apron FeedersDocument12 pagesAUMUND Apron Feederschannakeshava pandurangaNo ratings yet
- TM 5-3810-305-24 LRT 110 CraneDocument869 pagesTM 5-3810-305-24 LRT 110 CraneAdvocate100% (4)
- Subframe, Stabilizer Bar, Control ArmDocument42 pagesSubframe, Stabilizer Bar, Control ArmpabloNo ratings yet
- Business Class M2 Maintenance ManualDocument153 pagesBusiness Class M2 Maintenance ManualEdwin Alfonso Hernandez Montes100% (2)
- Spicer Service ManualDocument98 pagesSpicer Service Manualnoveliux100% (1)
- Product Introduction: XCT80 Automobile CraneDocument17 pagesProduct Introduction: XCT80 Automobile CraneErika Justiniano VargasNo ratings yet
- 310-0510/-0610/-0710 Integrated Hydrostatic Transaxle Service and Repair ManualDocument40 pages310-0510/-0610/-0710 Integrated Hydrostatic Transaxle Service and Repair ManualRamon MartinezNo ratings yet
- 200 Series Diff Drop InstructionDocument11 pages200 Series Diff Drop Instructiona20012024015 ar100% (1)