You might also like
- Gas MetersDocument5 pagesGas Metersemongclooney11No ratings yet
- Fundamental Principles of Gas Turbine Meters Robert Bennett American Meter CompanyDocument6 pagesFundamental Principles of Gas Turbine Meters Robert Bennett American Meter CompanyCarlos TarquinoNo ratings yet
- Aga 7 FundamentalDocument6 pagesAga 7 FundamentalRakan Mohammed BinothmanNo ratings yet
- Ngineering ATA: Field Testing of FansDocument5 pagesNgineering ATA: Field Testing of FansMohamed TahounNo ratings yet
- Flowmeter Piping RequirementsDocument13 pagesFlowmeter Piping RequirementsVinodKumarNo ratings yet
- Gas Meter SelectionDocument7 pagesGas Meter SelectiongiromadNo ratings yet
- How To Determine Air FlowDocument22 pagesHow To Determine Air Flowsimonlia100% (1)
- Fundamentals of Gas Turbine Meters Robert Bennett American Meter CompanyDocument6 pagesFundamentals of Gas Turbine Meters Robert Bennett American Meter CompanysaadisdkNo ratings yet
- Lab 4 (Thermofluids Lab)Document32 pagesLab 4 (Thermofluids Lab)Adnan Nanda0% (1)
- Pressure MeasurementDocument12 pagesPressure MeasurementMuhammad ShahirNo ratings yet
- 2.2 Flow Measurement: Bernoulli's EquationDocument5 pages2.2 Flow Measurement: Bernoulli's EquationTAREK ALMAHDYNo ratings yet
- Exhaust Calculation BookletDocument22 pagesExhaust Calculation BookletFaquruddin AliNo ratings yet
- Flow MetersDocument16 pagesFlow MetersSyarif HidayatNo ratings yet
- Im316 Flow MeasurementDocument67 pagesIm316 Flow MeasurementSelvarajNo ratings yet
- 10.1 Ventilation Surveys - Undergound Ventilation SurveyDocument8 pages10.1 Ventilation Surveys - Undergound Ventilation SurveyDeepakKattimaniNo ratings yet
- Petroleum Engineering 325 Petroleum Production System Fluid Friction and Pressure Drop in Pipes, Couplings and ValvesDocument14 pagesPetroleum Engineering 325 Petroleum Production System Fluid Friction and Pressure Drop in Pipes, Couplings and ValvesUnknown Gamer467No ratings yet
- Experiment No 7Document7 pagesExperiment No 7Faizan Ahmed67% (3)
- Flowmeter Piping RequirementsDocument4 pagesFlowmeter Piping RequirementsYoke ShuNo ratings yet
- DsairelimDocument10 pagesDsairelimGerman Felipe TorresNo ratings yet
- Wind Tunnel Experiments 10 11Document4 pagesWind Tunnel Experiments 10 11Kaashyap SarmaNo ratings yet
- Drainagesystemslecturei 091022013358 Phpapp02Document62 pagesDrainagesystemslecturei 091022013358 Phpapp02Abdul Raoof100% (1)
- Bottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofDocument8 pagesBottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofsenaNo ratings yet
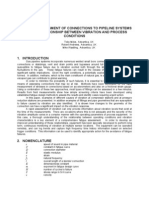
- AFMS Conference Louisiana 1999Document6 pagesAFMS Conference Louisiana 1999Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- Fundamental Principles of Gas Turbine Meters: Wayland Sligh Instromet IncDocument3 pagesFundamental Principles of Gas Turbine Meters: Wayland Sligh Instromet Incmyself_riteshNo ratings yet
- Synopsis - VenrurimeterDocument14 pagesSynopsis - VenrurimeterSunil GuptaNo ratings yet
- Air Flow RigDocument27 pagesAir Flow RigOsan Thorpe100% (4)
- Hvac Duct Air Leakage 9 12 19Document7 pagesHvac Duct Air Leakage 9 12 19Marinos GounaridisNo ratings yet
- Air Transfer TechnologyDocument14 pagesAir Transfer TechnologyRui ApolinárioNo ratings yet
- Flowmeter DemonstrationDocument24 pagesFlowmeter DemonstrationNajwa Ghazali100% (16)
- Plugin 005Document4 pagesPlugin 005csierracdtNo ratings yet
- Fundamental Principles of Gas Turbine MetersDocument6 pagesFundamental Principles of Gas Turbine MetersRodrigo Llave GomezNo ratings yet
- Bs848 Fan Performance TestingDocument12 pagesBs848 Fan Performance TestingKumaran GopalNo ratings yet
- 1 Meters For Liquids, Gases, and Solids in Suspension: Table 1: Applicability of Flow Metering TechnologiesDocument15 pages1 Meters For Liquids, Gases, and Solids in Suspension: Table 1: Applicability of Flow Metering Technologiespk_zhotNo ratings yet
- Pulse Valves For Dust Collector SystemsDocument4 pagesPulse Valves For Dust Collector SystemsUrip S. SetyadjiNo ratings yet
- B.Sc. Civil Engineering (6 Semester) Section "A" Group # 01Document8 pagesB.Sc. Civil Engineering (6 Semester) Section "A" Group # 01Engr Hamid Ismail CheemaNo ratings yet
- Air Eliminators and Combination Air Eliminators Strainers: Descrip OnDocument10 pagesAir Eliminators and Combination Air Eliminators Strainers: Descrip OnvendsrbNo ratings yet
- API-mpms Chapter 5.3Document6 pagesAPI-mpms Chapter 5.3bzkxtNo ratings yet
- II. In-Depth Installation Information: RestekDocument19 pagesII. In-Depth Installation Information: RestekBikas SahaNo ratings yet
- Fundamental Principles of Diaphragm Meters: Robert Bennett American Meter CompanyDocument5 pagesFundamental Principles of Diaphragm Meters: Robert Bennett American Meter Companymyself_riteshNo ratings yet
- Pipe VibrationDocument12 pagesPipe Vibrationwsjouri2510No ratings yet
- Design of Air Conditioning DuctsDocument37 pagesDesign of Air Conditioning Ductsandu gashuNo ratings yet
- Air Velocity MeasurementDocument8 pagesAir Velocity Measurementfakursanat3618No ratings yet
- Energy Losses in Bends - : Experiment No. - 09Document7 pagesEnergy Losses in Bends - : Experiment No. - 09John Michael Menoza ZapantaNo ratings yet
- Differential Head Flowmeters (Usbr - Gov) (ISO-5167 Stolz Equation) .HTMLDocument7 pagesDifferential Head Flowmeters (Usbr - Gov) (ISO-5167 Stolz Equation) .HTMLempanadaNo ratings yet
- Ce422l E5 4eg2Document5 pagesCe422l E5 4eg2Christine Joyce A. CortezNo ratings yet
- Fluid Mechanics Lab-I (Report)Document18 pagesFluid Mechanics Lab-I (Report)Mohammad Usman HabibNo ratings yet
- Determining The Bottom Hole PressureDocument8 pagesDetermining The Bottom Hole PressureAhmed AmirNo ratings yet
- Contenido de Aire AASHTO T152Document8 pagesContenido de Aire AASHTO T152Carlos SaldañaNo ratings yet
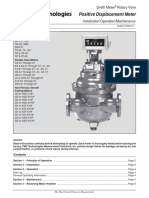
- Smith MN 01011Document8 pagesSmith MN 01011John UrdanetaNo ratings yet
- Liquid Turbine Flowmeter User ManualDocument16 pagesLiquid Turbine Flowmeter User ManualJorge RamosNo ratings yet
- 83 Calibration Ultrasonic Flowmeters PDFDocument6 pages83 Calibration Ultrasonic Flowmeters PDFMalouk CheniouniNo ratings yet
- GgsDocument21 pagesGgsKrishna KumarNo ratings yet
- UNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDocument15 pagesUNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDhruv JariwalaNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- Semi Variable CostDocument2 pagesSemi Variable CostKrishna VamsiNo ratings yet
- Listing Down Classroom Rules: Observing Classroom Management RoutinesDocument5 pagesListing Down Classroom Rules: Observing Classroom Management RoutinesMariya QuedzNo ratings yet
- 3VM Interruptores Caja Moldeada MCCB 3VM 2015Document92 pages3VM Interruptores Caja Moldeada MCCB 3VM 2015AG CarlosNo ratings yet
- Summary: Five Year Plans in India: Plan NotesDocument7 pagesSummary: Five Year Plans in India: Plan Notesbalu56kvNo ratings yet
- 2SD1163, 2SD1163A: Silicon NPN Triple DiffusedDocument6 pages2SD1163, 2SD1163A: Silicon NPN Triple DiffusedJoel PalzaNo ratings yet
- New STB Code 2Document69 pagesNew STB Code 2Gérard Junior BeaumontNo ratings yet
- Research For A Same Sex Marriage DebateDocument11 pagesResearch For A Same Sex Marriage DebateJanna Marzo100% (1)
- Search For Childcare CentreDocument2 pagesSearch For Childcare CentrefalanksNo ratings yet
- An Exercise On Cost-Benefits Analysis: Category Details Cost in First YearDocument3 pagesAn Exercise On Cost-Benefits Analysis: Category Details Cost in First YearPragya Singh BaghelNo ratings yet
- Daanbantayan National High School: Research in Science, Technology, Engineering, and MathematicsDocument6 pagesDaanbantayan National High School: Research in Science, Technology, Engineering, and MathematicsivyNo ratings yet
- Shannon Entropy Based On The S-Transform Spectrogram Applied On The Classification of Heart SoundsDocument6 pagesShannon Entropy Based On The S-Transform Spectrogram Applied On The Classification of Heart SoundsdenyspestanaNo ratings yet
- Industrial Visit TO Kothagudem Thermal Power PlantDocument23 pagesIndustrial Visit TO Kothagudem Thermal Power PlantAbhishek NarayanaNo ratings yet
- UTM SlideDocument231 pagesUTM SlideAlly RaxaNo ratings yet
- Print Version - 2010-2016 Audi A6 (C7) Fuse Box DiagramDocument6 pagesPrint Version - 2010-2016 Audi A6 (C7) Fuse Box DiagramAyan ShaikhNo ratings yet
- VAKSINDocument29 pagesVAKSINLeonardo LiswojoNo ratings yet
- Recommended Values For Road Rail and BackfillDocument3 pagesRecommended Values For Road Rail and BackfillAnonymous VeDNBhNo ratings yet
- Business Continuity Management To Strengthen OrganizationDocument28 pagesBusiness Continuity Management To Strengthen OrganizationEdward LibrianusNo ratings yet
- Sped and AlsDocument20 pagesSped and Alsrose dianne reyesNo ratings yet
- DDA Housing Scheme 2020 - Previous DDA Flats Price List, Location, ApplicationDocument9 pagesDDA Housing Scheme 2020 - Previous DDA Flats Price List, Location, Applicationraj RajNo ratings yet
- User Manuel - ESCODocument38 pagesUser Manuel - ESCOSerhat YıldırımNo ratings yet
- 2011 NIPCC Interim ReportDocument432 pages2011 NIPCC Interim ReportMattParke100% (2)
- Discover Biology The Core 6th Edition Singh Test BankDocument16 pagesDiscover Biology The Core 6th Edition Singh Test Bankkylebrownorjxwgecbq100% (16)
- TX7003Document1 pageTX7003Paola TorresNo ratings yet
- TAX 06 Preweek LectureDocument16 pagesTAX 06 Preweek LectureJohn DoeNo ratings yet
- Tappi T811Document5 pagesTappi T811Hà Trần MạnhNo ratings yet
- Schools of CriminologyDocument38 pagesSchools of Criminologykongthei100% (1)
- Family Trip To Shahpur DamDocument10 pagesFamily Trip To Shahpur DamShaikh Muhammad Ali100% (1)
- SimulationDocument2 pagesSimulationVin Mamuric Meneses100% (1)
- Farenhiet 451 - EssayDocument5 pagesFarenhiet 451 - Essayapi-275502795No ratings yet
- The Gaudapada Karika Quotes 2Document1 pageThe Gaudapada Karika Quotes 2goldenlion1No ratings yet