You might also like
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Motor ProtectionDocument41 pagesMotor Protectionrjphansalkar100% (3)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Nde Procedure Magnetic Particle TestingDocument20 pagesNde Procedure Magnetic Particle TestingBhisamS Salleh100% (3)
- NDT Probe B310Document4 pagesNDT Probe B310oquintero99No ratings yet
- 2002 Deep Snow Service ManualDocument392 pages2002 Deep Snow Service Manualwireless303No ratings yet
- Transformer ImpedanceDocument4 pagesTransformer ImpedanceNeelakandan MasilamaniNo ratings yet
- Engineering & Construction: Magnetic Particle Test ProcedureDocument13 pagesEngineering & Construction: Magnetic Particle Test Proceduresoledense5470100% (1)
- Approval of MPI ProcedureDocument17 pagesApproval of MPI ProcedureimranNo ratings yet
- Saep 1146Document8 pagesSaep 1146Ronanki RaviNo ratings yet
- MR453X7938C000 PDFDocument93 pagesMR453X7938C000 PDFBloorimNo ratings yet
- Diaphragm Walls and Stractures 60Document1 pageDiaphragm Walls and Stractures 60jaga67No ratings yet
- KrautKramer USK6 User ManualDocument22 pagesKrautKramer USK6 User ManualPedro Andrade RodriguesNo ratings yet
- Ultrasonic Testing Procedure: 1. ScopeDocument10 pagesUltrasonic Testing Procedure: 1. ScopePrashant PuriNo ratings yet
- Procedure For Magnetic Particle TestingDocument19 pagesProcedure For Magnetic Particle TestingKarrar TalibNo ratings yet
- MT ProcedureDocument6 pagesMT ProcedureMeet Patel100% (2)
- List NDT Techniques Commonly Used For Inspecting and ComponentsDocument12 pagesList NDT Techniques Commonly Used For Inspecting and ComponentscollinsNo ratings yet
- Variable Speed Units For Pumped Storage Power Plants: Page 1 of 9Document9 pagesVariable Speed Units For Pumped Storage Power Plants: Page 1 of 9raj sekharNo ratings yet
- Insulating Varnish OverviewDocument2 pagesInsulating Varnish OverviewvishiwizardNo ratings yet
- Sop52 08 0000 00 015Document11 pagesSop52 08 0000 00 015Ali RafiqueNo ratings yet
- V+ 4.magnetic Particle ExaminationDocument12 pagesV+ 4.magnetic Particle ExaminationAMAL VISHNUNo ratings yet
- Ultrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointDocument9 pagesUltrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointPierpaolo AparoNo ratings yet
- Eddy Current SpecificationsDocument7 pagesEddy Current SpecificationsBhavani PrasadNo ratings yet
- Standard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeDocument6 pagesStandard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeEsin DenizNo ratings yet
- Reg0012 - KVP Accuracy: 1 Personnel RequirementsDocument66 pagesReg0012 - KVP Accuracy: 1 Personnel RequirementsGeorgiana KokonaNo ratings yet
- Application Note Phoenix Bracelet ScannerDocument7 pagesApplication Note Phoenix Bracelet ScannerDonald ChurchNo ratings yet
- Ut Procedure OnsDocument10 pagesUt Procedure OnsPARTHNo ratings yet
- Wireline Equipment Standard-Norsok PDFDocument14 pagesWireline Equipment Standard-Norsok PDFRio de Mario100% (2)
- Fluid Cleanliness Counting Procedure Mar 2010Document11 pagesFluid Cleanliness Counting Procedure Mar 2010lulalala8888100% (1)
- Saep 333Document39 pagesSaep 333brecht1980100% (1)
- Ultrasonic Testing ProcedureDocument12 pagesUltrasonic Testing ProcedureRohit Kumar Mishra100% (1)
- Agpl QP RFT 03 PDFDocument8 pagesAgpl QP RFT 03 PDFMaged Ali RaghebNo ratings yet
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDocument14 pagesMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- Scil ABC Vet User ManualDocument117 pagesScil ABC Vet User Manualblctech2100% (1)
- ACFM Theory and Applications OverviewDocument78 pagesACFM Theory and Applications Overviewm_armouti100% (2)
- Meo Class 4 Oral ElectricalDocument39 pagesMeo Class 4 Oral ElectricalRohit Raj100% (1)
- Magnetic Particle Inspection - Use and Implementation of ASTM-E-1444Document17 pagesMagnetic Particle Inspection - Use and Implementation of ASTM-E-1444jaga67No ratings yet
- MT Sample ProcedureDocument7 pagesMT Sample ProcedureAgustine SetiawanNo ratings yet
- Magnetic Particle InspectionDocument11 pagesMagnetic Particle InspectionLuis Guevara0% (1)
- Probador de Fase y Rotación de MotorDocument32 pagesProbador de Fase y Rotación de Motornatsumyortiz02No ratings yet
- Tqi-03 MTDocument5 pagesTqi-03 MTGopal Ramalingam100% (1)
- Sbeam DsuvgDocument13 pagesSbeam DsuvgGiancarlo CostantiniNo ratings yet
- Section IiiDocument36 pagesSection IiiMuhammad AwaisNo ratings yet
- Parker Research Corp.: INSTRUMENT DESCRIPTION: Basically, The Contour Probe Is An Electromagnet Producing ADocument4 pagesParker Research Corp.: INSTRUMENT DESCRIPTION: Basically, The Contour Probe Is An Electromagnet Producing APedro MendozaNo ratings yet
- Special End Area Inspection SOPDocument8 pagesSpecial End Area Inspection SOPAsrNo ratings yet
- NGC 8206 Startup GuideDocument24 pagesNGC 8206 Startup Guidelafuria1234No ratings yet
- MPI ProcedureDocument10 pagesMPI Procedure今夕何夕No ratings yet
- MT Procedure AsmeDocument4 pagesMT Procedure AsmeMartinNo ratings yet
- Pirt Asnt Leiii MT Spe 11aDocument12 pagesPirt Asnt Leiii MT Spe 11aeldobie3100% (1)
- Periodic On-Line: Partial Discharge Monitoring of Large Turbine GeneratorsDocument2 pagesPeriodic On-Line: Partial Discharge Monitoring of Large Turbine Generatorsreza515heiNo ratings yet
- ScopeDocument9 pagesScoperaghbirNo ratings yet
- Punch Points ASME Sec. V - Non Destructive ExaminationsDocument6 pagesPunch Points ASME Sec. V - Non Destructive Examinationsvishal bailurNo ratings yet
- Sony KDL-40R485A Chassis ITC2Document70 pagesSony KDL-40R485A Chassis ITC2Nico50% (4)
- Saic MPT 2004 Rev 0Document6 pagesSaic MPT 2004 Rev 0philipyapNo ratings yet
- Bently Nevada MmsDocument30 pagesBently Nevada MmsMohamed Hamed100% (1)
- 1Document30 pages1Amarnath YadavNo ratings yet
- Magnetic Particle Testing Revision 0Document18 pagesMagnetic Particle Testing Revision 0amir ghabraeiNo ratings yet
- TAI SERVICES, INC. Eddy Current Inspection Procedures and SpecificationDocument4 pagesTAI SERVICES, INC. Eddy Current Inspection Procedures and SpecificationPrakashNo ratings yet
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- Ex No 14 STUDY AND EXPERIMENT ON BENCH TYPE WET HORIZONTAL MAGNETIC PARTICLE MACHINE (MODEL RADENT-B 2000) AND BLACK LIGHTDocument8 pagesEx No 14 STUDY AND EXPERIMENT ON BENCH TYPE WET HORIZONTAL MAGNETIC PARTICLE MACHINE (MODEL RADENT-B 2000) AND BLACK LIGHTJagajith Sathis Chandran NairNo ratings yet
- kema 60745安规更新培训Document58 pageskema 60745安规更新培训paulfangNo ratings yet
- Macurco CM-21AManual PDFDocument8 pagesMacurco CM-21AManual PDFJimmy RodriguezNo ratings yet
- 2688 DerechoDocument4 pages2688 DerechoDiego CatariNo ratings yet
- Diaphragm Walls and Stractures 56Document1 pageDiaphragm Walls and Stractures 56jaga67No ratings yet
- Diaphragm Walls and Stractures 55Document1 pageDiaphragm Walls and Stractures 55jaga67No ratings yet
- Diaphragm Walls and Stractures 46Document1 pageDiaphragm Walls and Stractures 46jaga67No ratings yet
- Diaphragm Walls and Stractures 49Document1 pageDiaphragm Walls and Stractures 49jaga67No ratings yet
- Diaphragm Walls and Stractures 42Document1 pageDiaphragm Walls and Stractures 42jaga67No ratings yet
- Math Test One PDFDocument20 pagesMath Test One PDFjaga67No ratings yet
- Diaphragm Walls and Stractures 41Document1 pageDiaphragm Walls and Stractures 41jaga67No ratings yet
- Construction of Concrete1Document1 pageConstruction of Concrete1jaga67No ratings yet
- Diaphragm Walls and Stractures 40Document1 pageDiaphragm Walls and Stractures 40jaga67No ratings yet
- Diaphragm Walls and Stractures 37Document1 pageDiaphragm Walls and Stractures 37jaga67No ratings yet
- Diaphragm Walls and Stractures 28Document1 pageDiaphragm Walls and Stractures 28jaga67No ratings yet
- Diaphragm Walls and Stractures 27Document1 pageDiaphragm Walls and Stractures 27jaga67No ratings yet
- Diaphragm Walls and Stractures 24Document1 pageDiaphragm Walls and Stractures 24jaga67No ratings yet
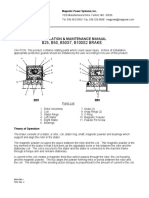
- Magpower B25 B50 BrakesDocument4 pagesMagpower B25 B50 BrakesJuan CaceresNo ratings yet
- ANNEX 01 - Technical Specifications: 1. 220kV Circuit BreakerDocument4 pagesANNEX 01 - Technical Specifications: 1. 220kV Circuit BreakercuongbkeNo ratings yet
- ELTR115 Sec1Document96 pagesELTR115 Sec1Tshering WangdiNo ratings yet
- Module 3Document94 pagesModule 3Syazwanie MohamedNo ratings yet
- Chapter 3 ElectromagnetismDocument29 pagesChapter 3 ElectromagnetismAnonymous oW9OeJvEvNo ratings yet
- Dynamics of The Synchronous Machine: ELEC0047 - Power System Dynamics, Control and StabilityDocument50 pagesDynamics of The Synchronous Machine: ELEC0047 - Power System Dynamics, Control and StabilityLawiii KkkNo ratings yet
- DC GeneratorDocument3 pagesDC GeneratorDurga SampathNo ratings yet
- I Taming The Tiger WithinDocument10 pagesI Taming The Tiger WithinRajeev ValunjkarNo ratings yet
- Electro Magnetic Forming A Russis Based Book LandscapeDocument272 pagesElectro Magnetic Forming A Russis Based Book LandscapebalajigandhirajanNo ratings yet
- DC MotorDocument84 pagesDC MotorMuhammad Fajar PrakasaNo ratings yet
- Ac Motor WikiDocument12 pagesAc Motor WikiQendrim ZekaNo ratings yet
- Electrical QuestionsDocument40 pagesElectrical Questionsየፐፐፐ ነገርNo ratings yet
- KVSTUDY6Document10 pagesKVSTUDY6OnlineDownloadsNo ratings yet
- Teknologi Elektrik Electrical Technology Km21502 - Note 7 - : Ir. Mohdadzriebin Hj. Radzali Mohdadzrie@Ums - Edu.MyDocument26 pagesTeknologi Elektrik Electrical Technology Km21502 - Note 7 - : Ir. Mohdadzriebin Hj. Radzali Mohdadzrie@Ums - Edu.MyRonaldo UlisiNo ratings yet
- NPT06 Operation Ac GeneratorDocument47 pagesNPT06 Operation Ac GeneratorElver MesaNo ratings yet
- Q3 ScienceDocument4 pagesQ3 ScienceAyesha PantojaNo ratings yet
- Ird ManualDocument44 pagesIrd ManualhcayetanoNo ratings yet
- Magnetic Hysteresis and Ferromagnetic MaterialsDocument67 pagesMagnetic Hysteresis and Ferromagnetic MaterialsafwdNo ratings yet
- Pneumatic Instrumentation AllDocument29 pagesPneumatic Instrumentation AllAlessio ScarabelliNo ratings yet
- A $20 HF Mobile Antenna: A Few Hours of Fun With PVC and Wire and You've Got Yourself A Respectable Road Radiator!Document4 pagesA $20 HF Mobile Antenna: A Few Hours of Fun With PVC and Wire and You've Got Yourself A Respectable Road Radiator!Marckos FrancoNo ratings yet
- Internal PresentationDocument34 pagesInternal PresentationaakifNo ratings yet
- NHDC Industrial Training ReportDocument32 pagesNHDC Industrial Training Reportashish100% (1)
- High Frequency TransformerDocument8 pagesHigh Frequency Transformertosikur rahmanNo ratings yet
- Output Equations OF TransformerDocument36 pagesOutput Equations OF TransformerArun ShobyNo ratings yet