You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ANSI N43.17 Full Body ScannerDocument46 pagesANSI N43.17 Full Body ScannerJoão Pedro100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Gas Metering System-Woodward - SwiftDocument4 pagesGas Metering System-Woodward - Swiftkats2404No ratings yet
- Us 5890441Document21 pagesUs 5890441kats2404100% (1)
- Us 7249732Document42 pagesUs 7249732kats2404No ratings yet
- F135 Engine SpecificationDocument2 pagesF135 Engine Specificationkats2404100% (1)
- CB-8491 Heat Recovery BrochureDocument8 pagesCB-8491 Heat Recovery Brochurekats2404No ratings yet
- Thin Gap Brochure 2015 WebDocument12 pagesThin Gap Brochure 2015 Webkats2404No ratings yet
- Cabin Boom Noise DampingDocument1 pageCabin Boom Noise Dampingmanzoni1No ratings yet
- Lift Calculations: FT LBF FT LBF A F PDocument3 pagesLift Calculations: FT LBF FT LBF A F Psabzg89No ratings yet
- Comparison of 10s, 12s, and 14s Lipo Power Systems for RC JetsDocument1 pageComparison of 10s, 12s, and 14s Lipo Power Systems for RC Jetskats2404No ratings yet
- Dillon Aero M-240 Mount Quick Change 500 Round MagazineDocument2 pagesDillon Aero M-240 Mount Quick Change 500 Round Magazinekats2404No ratings yet
- Helio ServicesDocument68 pagesHelio Serviceskats2404No ratings yet
- StackEconomizer CRE-CCE Boiler BookDocument22 pagesStackEconomizer CRE-CCE Boiler BookBorisvukic89No ratings yet
- Heat ExchangersDocument8 pagesHeat Exchangerskats2404No ratings yet
- Combined GearboxDocument8 pagesCombined Gearboxkats2404No ratings yet
- Computer Controlled Air Isolation SystemDocument2 pagesComputer Controlled Air Isolation Systemkats2404No ratings yet
- Von Klip Tip Cs PropellerDocument12 pagesVon Klip Tip Cs PropellergerezairNo ratings yet
- Professor Von Kliptip Explains Constant Speed Propeller SystemsDocument16 pagesProfessor Von Kliptip Explains Constant Speed Propeller Systemskats2404100% (1)
- Variable Pitch Constant Speed Propellers For Light AircraftDocument72 pagesVariable Pitch Constant Speed Propellers For Light Aircraftkats2404100% (1)
- Mil HDBK 1783b Notice 1Document1 pageMil HDBK 1783b Notice 1kats2404No ratings yet
- Mil HDBK 1783bDocument171 pagesMil HDBK 1783bkats2404No ratings yet
- Besander TD English 02Document1 pageBesander TD English 02kats2404No ratings yet
- IC 900 IC 910 Ignition ControllerDocument50 pagesIC 900 IC 910 Ignition Controllerkats2404No ratings yet
- Q A About Infrared 1Document2 pagesQ A About Infrared 1kats2404No ratings yet
- IC 900 IC 910 Ignition ControllerDocument50 pagesIC 900 IC 910 Ignition Controllerkats2404No ratings yet
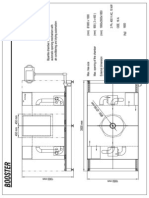
- BOOSTER - EnglishDocument1 pageBOOSTER - Englishkats2404No ratings yet
- Powder Coating IR CuringDocument4 pagesPowder Coating IR Curingkats2404No ratings yet
- Silicone MoldingDocument6 pagesSilicone Moldingkats2404No ratings yet
- Adjustable OvenDocument3 pagesAdjustable Ovenkats2404No ratings yet
- Horizontal and Vertical OvensDocument2 pagesHorizontal and Vertical Ovenskats2404No ratings yet
- Rotary and Conveyorized OvensDocument2 pagesRotary and Conveyorized Ovenskats2404No ratings yet
- Past Midterm ExamDocument12 pagesPast Midterm Examrony16novNo ratings yet
- Extended Surfaces - Fins Function and Heat TransferDocument31 pagesExtended Surfaces - Fins Function and Heat TransferEn Csak100% (1)
- Heat TransferDocument74 pagesHeat TransferSyed Shueab.sNo ratings yet
- Enclosure Heaters: RittalDocument2 pagesEnclosure Heaters: RittalivanramljakNo ratings yet
- Full Report Control EngineeringDocument14 pagesFull Report Control EngineeringJoshua ReynoldsNo ratings yet
- Recip startup report measurementsDocument1 pageRecip startup report measurementsOscar MayorgaNo ratings yet
- Sizing Cast Iron Radiator Heating Capacity GuideDocument5 pagesSizing Cast Iron Radiator Heating Capacity Guideazkar01No ratings yet
- Design of Air Pre Heater and EconomizerDocument4 pagesDesign of Air Pre Heater and EconomizerRyan PerezNo ratings yet
- HEAT TRANSFER PROBLEMSDocument2 pagesHEAT TRANSFER PROBLEMSBryan Christian G. LambolotoNo ratings yet
- Psychrometry: © American Standard Inc. 1999Document90 pagesPsychrometry: © American Standard Inc. 1999Lenard de LeonNo ratings yet
- Cobalt 60Document3 pagesCobalt 60GAGANPREET SINGHNo ratings yet
- Shell and Tube Heat Exchanger1Document19 pagesShell and Tube Heat Exchanger1Lily NurdianaNo ratings yet
- Shell Balance ExplainedDocument63 pagesShell Balance Explained丁偉庭100% (1)
- UntitledDocument17 pagesUntitledGeeno VeracionNo ratings yet
- IR Thermovision 20KV Week-24Document92 pagesIR Thermovision 20KV Week-24asenk cincaulaNo ratings yet
- Land vs Water Specific Heat LabDocument4 pagesLand vs Water Specific Heat LabBojana SimicNo ratings yet
- Heat Transfer and TypesDocument14 pagesHeat Transfer and TypesTuğba AydınNo ratings yet
- Thermal EdgeDocument2 pagesThermal EdgeQuantumAutomationNo ratings yet
- Lecture 4Document26 pagesLecture 4Mesbahose SalekeenNo ratings yet
- Heat Transfer by Conduction LabDocument5 pagesHeat Transfer by Conduction LabRaveena NaiduNo ratings yet
- Unit Ops Bare and Lagged PipesDocument8 pagesUnit Ops Bare and Lagged PipesArrianne Jaye MataNo ratings yet
- ICRU Report 10bDocument115 pagesICRU Report 10bЕвгений ГольдманNo ratings yet
- Insulation Material: Table 6-3: Thermal Conductivity of Hot InsulationDocument1 pageInsulation Material: Table 6-3: Thermal Conductivity of Hot Insulationsj_scribdNo ratings yet
- Exp 5 Forced Convection Heat TransferDocument5 pagesExp 5 Forced Convection Heat TransferizzrilNo ratings yet
- 112.09 Heat Exchangers BrochureDocument4 pages112.09 Heat Exchangers BrochureAlexandru DinaNo ratings yet
- 01.M.Tech. Chemical EnggDocument36 pages01.M.Tech. Chemical EnggDr S KALAI SELVINo ratings yet
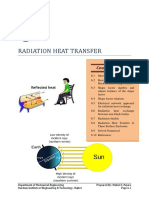
- Radiation Heat Transfer CourseDocument21 pagesRadiation Heat Transfer CourseJainil GajjarNo ratings yet
- Lecture 3Document18 pagesLecture 3ssaalleehh340No ratings yet
- Natural Convection Vs Forced ConvectionDocument5 pagesNatural Convection Vs Forced Convectionppcool1No ratings yet