You might also like
- Introductory Fracture MechanicsDocument193 pagesIntroductory Fracture MechanicsElias Kapa0% (1)
- ESAB Welding Review RepairsDocument28 pagesESAB Welding Review RepairsElias KapaNo ratings yet
- Plastic - Collapse at Pipes and Vessels PDFDocument19 pagesPlastic - Collapse at Pipes and Vessels PDFElias KapaNo ratings yet
- LNG Tank Oerlikon PDFDocument32 pagesLNG Tank Oerlikon PDFElias Kapa100% (1)
- LNG Brochure - Product EN Web BohlerDocument14 pagesLNG Brochure - Product EN Web BohlerElias KapaNo ratings yet
- Ultrasonic Testing Austenitic Stainless SteelDocument31 pagesUltrasonic Testing Austenitic Stainless SteelElias Kapa100% (1)
- Caliper PigDocument10 pagesCaliper PigElias KapaNo ratings yet
- ERW Hook CrackDocument9 pagesERW Hook CrackElias KapaNo ratings yet
- Benefits of STT PDFDocument8 pagesBenefits of STT PDFElias KapaNo ratings yet
- Datadheet RESINLUX 210 IngleseDocument2 pagesDatadheet RESINLUX 210 IngleseElias Kapa100% (1)
- NT TR 170 - Reference Micrographs For Evaluation of Creep Damage in Replica Inspections - Nordtest Technical ReportDocument41 pagesNT TR 170 - Reference Micrographs For Evaluation of Creep Damage in Replica Inspections - Nordtest Technical ReportElias KapaNo ratings yet
- Crack Arrest Properties of 9% Ni Cryogenic Steel AWS JournalDocument5 pagesCrack Arrest Properties of 9% Ni Cryogenic Steel AWS JournalElias KapaNo ratings yet
- Distortion Ohio PDFDocument174 pagesDistortion Ohio PDFElias KapaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Test Report of Magnetic Particles: Tel. /fax. 686-5-92-34-74 Welding NDT Concrete Asphalt SteelDocument2 pagesTest Report of Magnetic Particles: Tel. /fax. 686-5-92-34-74 Welding NDT Concrete Asphalt SteelCalidad AycwebNo ratings yet
- GMM Mag.Document1 pageGMM Mag.Ehsan KhanNo ratings yet
- Corrosion and Its ControlDocument60 pagesCorrosion and Its Controlchandra sekharNo ratings yet
- IRON - CARBON DiagramDocument15 pagesIRON - CARBON Diagramgadde39100% (2)
- Research QuestionsDocument4 pagesResearch QuestionsBrenda LiNo ratings yet
- Pipe Fitting CatalogueDocument48 pagesPipe Fitting CatalogueKyaw KhNo ratings yet
- SKF Special MaterialsDocument2 pagesSKF Special MaterialsKamolwan WeerachatsakulNo ratings yet
- Din 3357Document7 pagesDin 3357sheik MohammedNo ratings yet
- What Is Hole Punching? What Is Drilling?Document6 pagesWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesNo ratings yet
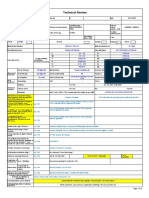
- Technical Review: (Minimum Score Required 75%)Document4 pagesTechnical Review: (Minimum Score Required 75%)Deepak HoleNo ratings yet
- SSS Steel Reference BookDocument60 pagesSSS Steel Reference BookRene De Guzman PajarinNo ratings yet
- Materials Today: ProceedingsDocument4 pagesMaterials Today: ProceedingsMITUSHI AGRAWALNo ratings yet
- Chetan Mane: Personal Profile ExperienceDocument1 pageChetan Mane: Personal Profile ExperienceKetan MNo ratings yet
- Recommendations For Welding Aluminum Castings - Modern CastingDocument6 pagesRecommendations For Welding Aluminum Castings - Modern CastingOnnuri WonNo ratings yet
- Asme2b sb-171 DDFDocument8 pagesAsme2b sb-171 DDFzingalehe25464No ratings yet
- Dokumen - Tips - CBLM Smaw Plates 1g 4gDocument33 pagesDokumen - Tips - CBLM Smaw Plates 1g 4gLyn VallesNo ratings yet
- Babbitt (Metal)Document8 pagesBabbitt (Metal)cal2_uniNo ratings yet
- Wide Flange Beam SpecificationDocument3 pagesWide Flange Beam SpecificationSampath KumarNo ratings yet
- Mott Appendix PDFDocument65 pagesMott Appendix PDFbrian_fanNo ratings yet
- Metallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearDocument7 pagesMetallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearM.Khaliq u zaman 151100% (1)
- Electroslag Welding Facts For Structural EngineersDocument47 pagesElectroslag Welding Facts For Structural EngineersNicolas RobertoNo ratings yet
- Velocidades de Propagación Del Sonido en El MaterialDocument8 pagesVelocidades de Propagación Del Sonido en El MaterialJ.CarrascoNo ratings yet
- Observation/ Problem/ Research Question Stated:: Sba # Yy MM DDDocument2 pagesObservation/ Problem/ Research Question Stated:: Sba # Yy MM DDRidhi ParwaniNo ratings yet
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDocument14 pagesTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xNo ratings yet
- DSMTS-Metco 8450 - 8622 - 8625Document4 pagesDSMTS-Metco 8450 - 8622 - 8625Gonzalo Guerrero Cáceres0% (1)
- Orthodontic Wire MaterialsDocument48 pagesOrthodontic Wire MaterialsLikhitaNo ratings yet
- Materials For Hydrofluoric Acid Service in The New Millennium (51300-01345-Sg)Document48 pagesMaterials For Hydrofluoric Acid Service in The New Millennium (51300-01345-Sg)arnoldbatista55100% (1)
- Bas Sus B - 5Document1 pageBas Sus B - 5Partha Sarathi GhoshNo ratings yet
- Comparisons of Materials Between JIS and Foreign StdsDocument1 pageComparisons of Materials Between JIS and Foreign StdsChenthil KumarNo ratings yet
- Plating Process Flow DiagramDocument4 pagesPlating Process Flow DiagramManu SharmaNo ratings yet