You might also like
- Graficka IndustrijaDocument6 pagesGraficka IndustrijasarajevobihNo ratings yet
- Flekso StampaDocument7 pagesFlekso StampaTamara BecinNo ratings yet
- FleksoDocument5 pagesFleksoboja-bojaNo ratings yet
- Tehnike Stampe - Kolokvijum I 29.11.2012.Document4 pagesTehnike Stampe - Kolokvijum I 29.11.2012.Danko CvijeticNo ratings yet
- Seminarski RadDocument20 pagesSeminarski RadJelena JelicNo ratings yet
- Skipta Tehnike StampeDocument103 pagesSkipta Tehnike Stampetsns021100% (2)
- Osnove Ofset ŠtampeDocument3 pagesOsnove Ofset Štampeboja-bojaNo ratings yet
- Prezentacija Br.1Document43 pagesPrezentacija Br.1Draco_BL100% (1)
- Pitanja Iz Tehnika ŠtampeDocument11 pagesPitanja Iz Tehnika ŠtampeVukašin PeruničićNo ratings yet
- Tehnologija StampeDocument97 pagesTehnologija Stampejexyvb100% (2)
- Tampon StampaDocument43 pagesTampon Stampadulex23No ratings yet
- Standardizacija I Kontrola CTP Flekso Stamparske FormeDocument18 pagesStandardizacija I Kontrola CTP Flekso Stamparske FormeLazar RajkovicNo ratings yet
- Tehnike ŠtampeDocument41 pagesTehnike ŠtampeTomislav Mijatov100% (5)
- Suvi Ofset PDFDocument18 pagesSuvi Ofset PDFspu sabNo ratings yet
- Graficki Sistemi II Deo Sva PitanjaDocument12 pagesGraficki Sistemi II Deo Sva PitanjaSrdjan OreljNo ratings yet
- Graficke MasineDocument13 pagesGraficke MasineAgrif.bg-fovkaNo ratings yet
- Pitanja I Odgovori - ReproDocument17 pagesPitanja I Odgovori - ReproBojan SubosicNo ratings yet
- Uvod U Digitalnu ŠtampuDocument3 pagesUvod U Digitalnu ŠtampuMarko Mitrovic100% (7)
- SEMINARSKI RAD - Graficka PripremaDocument15 pagesSEMINARSKI RAD - Graficka PripremaBoris StankovićNo ratings yet
- Sitoštamparske Tehnike - PlastisoliDocument13 pagesSitoštamparske Tehnike - PlastisoliMarko Mitrovic100% (4)
- Sito StampaDocument39 pagesSito StampaedinNo ratings yet
- Duboka StampaDocument39 pagesDuboka StampaPredrag Branko IvanovićNo ratings yet
- GP SkriptaDocument196 pagesGP Skriptadino_kanlić0% (1)
- Tehnike Stampe - Praktikum Za VezbeDocument40 pagesTehnike Stampe - Praktikum Za VezbesladjanabNo ratings yet
- Nenad Rondovi Zamka Za Boje Trapping I OverprintDocument30 pagesNenad Rondovi Zamka Za Boje Trapping I OverprintMića TodorovićNo ratings yet
- Graficki Sistemi - SeminarskiDocument15 pagesGraficki Sistemi - Seminarskidaxsm91No ratings yet
- CTP Uredjaji PDFDocument32 pagesCTP Uredjaji PDFAnaJeremićNo ratings yet
- Seminarski Nas PDFDocument20 pagesSeminarski Nas PDFAnaJeremićNo ratings yet
- Reprodukciona Tehnika 2. KolokvijumDocument8 pagesReprodukciona Tehnika 2. KolokvijumDragomir GrozaNo ratings yet
- Osnovi Tehnologije Computer To Plate - CTPDocument21 pagesOsnovi Tehnologije Computer To Plate - CTPmrdzabaNo ratings yet
- 9 Osnovi Pripreme Za StampuDocument34 pages9 Osnovi Pripreme Za StampuSara LoncarevicNo ratings yet
- Stamparske FormeDocument12 pagesStamparske FormeMaraquyaNo ratings yet
- OffsetDocument16 pagesOffsetLexus VeronaNo ratings yet
- Digitalna ŠtampaDocument1 pageDigitalna ŠtampajovanaNo ratings yet
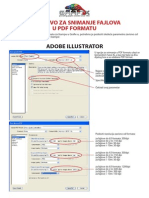
- PDF UputstvoDocument6 pagesPDF UputstvoKološ MahirNo ratings yet
- Visoka StampaDocument48 pagesVisoka StampaPredrag Branko Ivanović0% (1)
- Graficki Sistemi SeminarskiDocument18 pagesGraficki Sistemi SeminarskiMarijaNo ratings yet
- PRIPREMA ZA ŠTAMPU Recnik SrpskiDocument2 pagesPRIPREMA ZA ŠTAMPU Recnik SrpskiБогдан ЂорђевићNo ratings yet
- Graficko OkruzenjeDocument12 pagesGraficko OkruzenjeAnaJeremićNo ratings yet
- Reprodukcione TehnikeDocument107 pagesReprodukcione Tehniketsns021No ratings yet
- Tampon StampaDocument8 pagesTampon Stampadulex23No ratings yet
- Priprema Za StampuDocument15 pagesPriprema Za StampuAgrif.bg-fovkaNo ratings yet
- Susara Za VoceDocument28 pagesSusara Za Voceikobp100% (1)
- Seminarski Reprodukciona Tehnika FTNDocument19 pagesSeminarski Reprodukciona Tehnika FTNAnaJeremićNo ratings yet
- Seminarski Rad Iz Stručne PrakseDocument15 pagesSeminarski Rad Iz Stručne PrakseMarko Marija AleksandricNo ratings yet
- Predavanje BR 8Document22 pagesPredavanje BR 8daka crtamNo ratings yet
- CD 24 e 95588164 B 0Document55 pagesCD 24 e 95588164 B 0api-279498666No ratings yet
- Flekso MasineDocument11 pagesFlekso MasineAnaJeremićNo ratings yet
- Laserski StampaciDocument12 pagesLaserski StampaciKrstareci100% (4)
- Graficke MasineDocument18 pagesGraficke MasineMrzitedakucasam Seminarski,Diplomski radoviNo ratings yet
- 65 B 693176 D 433 DF 721 C 6Document36 pages65 B 693176 D 433 DF 721 C 6api-279498666No ratings yet
- Ogp Drugi KolokvijumDocument2 pagesOgp Drugi KolokvijumKacaNo ratings yet
- Машине и алати за обраду дрвета брушењемDocument29 pagesМашине и алати за обраду дрвета брушењемДејан ЈошиковићNo ratings yet
- Aleksandra DiplDocument27 pagesAleksandra DipltanjaNo ratings yet
- Штампарске форме - скрипта 1Document10 pagesШтампарске форме - скрипта 1kosovacnevena2No ratings yet
- Alat Za ProsecanjeDocument10 pagesAlat Za ProsecanjepakiloniNo ratings yet
- Alati Za Izvlačenje Bez Stanjivanja Debljine ZidaDocument21 pagesAlati Za Izvlačenje Bez Stanjivanja Debljine ZidaMarko LoncarNo ratings yet
- Duboka, Sito, Digitalna, CTPDocument4 pagesDuboka, Sito, Digitalna, CTPMarijam SafargalijevaNo ratings yet
- RazdvajanjeDocument39 pagesRazdvajanjeAmel HamzicNo ratings yet
- Završni IspitDocument18 pagesZavršni IspitDrmex GroupNo ratings yet