You might also like
- Hydro-Test Report Report No: Ecl/Ht/0005Document29 pagesHydro-Test Report Report No: Ecl/Ht/0005Muhammad Faisal JavedNo ratings yet
- L-BOX Apparatus PDFDocument11 pagesL-BOX Apparatus PDFRavi ParikhNo ratings yet
- PDC Lab Manual - Edited-1 PDFDocument55 pagesPDC Lab Manual - Edited-1 PDFArjun SankarNo ratings yet
- HVACS Errata ForWeb Updated01042010xDocument12 pagesHVACS Errata ForWeb Updated01042010xAldrin AbuegNo ratings yet
- Calorifere Otel TermoluxDocument16 pagesCalorifere Otel TermoluxStanescu MarianNo ratings yet
- Corona Ignition ACISDocument21 pagesCorona Ignition ACISPedro Rodrigues FigueiredoNo ratings yet
- Carrier Ducted Split UnitDocument2 pagesCarrier Ducted Split UnitArumugam MurugesanNo ratings yet
- Design Features of A 5 Tonne Day Multi - Stage, Intermittent Drainage, Continuous Full Immersion, Vegetable Oil Solvent Extraction Plant - Mechanical DesignDocument12 pagesDesign Features of A 5 Tonne Day Multi - Stage, Intermittent Drainage, Continuous Full Immersion, Vegetable Oil Solvent Extraction Plant - Mechanical DesignInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Modelling Ngong River Final Project 2010Document109 pagesModelling Ngong River Final Project 20101man1bookNo ratings yet
- The Maisotsenko CycleDocument10 pagesThe Maisotsenko Cyclenishith_soni100% (1)
- Hitachi S-4700 InstructionsDocument19 pagesHitachi S-4700 InstructionssuperheoNo ratings yet
- (CS-028) Kimray Valve Specification SheetDocument1 page(CS-028) Kimray Valve Specification SheetalvaroferroNo ratings yet
- Tutorial 4 - SolutionDocument12 pagesTutorial 4 - SolutionThabo ThaboNo ratings yet
- ARDB Rules - Grants PDFDocument38 pagesARDB Rules - Grants PDFHareesha N GNo ratings yet
- Tutorial Topic 2 2020 RevisedDocument3 pagesTutorial Topic 2 2020 RevisedTara PillayNo ratings yet
- Condensation in Drop and Film FormDocument5 pagesCondensation in Drop and Film FormAshish VermaNo ratings yet
- Manufacturers & Suppliers: Izod and Charpy Apparatus Make "Dinesh" Model DS 102Document3 pagesManufacturers & Suppliers: Izod and Charpy Apparatus Make "Dinesh" Model DS 102Ashish VermaNo ratings yet
- Trial On CompresorDocument3 pagesTrial On CompresorA JNo ratings yet
- 130801512SHA-001 TRDocument17 pages130801512SHA-001 TRUsman AliNo ratings yet
- Pin Fin Apparatus - UpdatedDocument10 pagesPin Fin Apparatus - UpdatedVignesh MallyaNo ratings yet
- IEC61727 IEC62116 IEC 61683 Certificate For SOFAR50000TL-60000TL-70000TL PDFDocument1 pageIEC61727 IEC62116 IEC 61683 Certificate For SOFAR50000TL-60000TL-70000TL PDFMateus AndradeNo ratings yet
- 4505 DiaphragmValves RWDocument49 pages4505 DiaphragmValves RWdbmingoNo ratings yet
- User Manual Vaillant VCW 25 1 t3w eDocument10 pagesUser Manual Vaillant VCW 25 1 t3w edusanNo ratings yet
- Dual Fuel Installation, Commissioning & Operation Manual REV IIIDocument43 pagesDual Fuel Installation, Commissioning & Operation Manual REV IIIJuan Manuel Llorente VaraNo ratings yet
- Assignment 3 Problems For Heat TransferDocument2 pagesAssignment 3 Problems For Heat TransferAria DarmawanNo ratings yet
- 1969 Physiolociical Reviewes Rheology of Blood MerrillDocument26 pages1969 Physiolociical Reviewes Rheology of Blood MerrillCelso Luis FilhoNo ratings yet
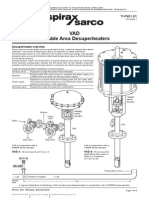
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocument6 pagesVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaNo ratings yet
- Ford TSB 08-7-6 PDFDocument11 pagesFord TSB 08-7-6 PDFnoe dela vega100% (1)
- Specification of Rotameters: S.NO. Description SpecificationsDocument2 pagesSpecification of Rotameters: S.NO. Description Specificationssushant_jhawerNo ratings yet
- Dci Epe Bladder AccumulatorsDocument43 pagesDci Epe Bladder AccumulatorsMiguel YudegoNo ratings yet
- R134a Water Cooled Packaged Water Chillers - Cooling Only - : UWD Series (40HP 120HP)Document39 pagesR134a Water Cooled Packaged Water Chillers - Cooling Only - : UWD Series (40HP 120HP)MarceloRiosNo ratings yet
- TH1 Temperature Measurement and Calibration - Issue 3Document4 pagesTH1 Temperature Measurement and Calibration - Issue 3qwert 12345No ratings yet
- Corrosion Studies Kits BP01Document3 pagesCorrosion Studies Kits BP01Winzey '100% (1)
- TH35 Ejercicio ADocument3 pagesTH35 Ejercicio ALuis CuzcoNo ratings yet
- De Super HeaterDocument2 pagesDe Super HeatergateauxboyNo ratings yet
- 4 - Flapper Nozzle SystemDocument3 pages4 - Flapper Nozzle SystemfaizsyauqiNo ratings yet
- 07 Thermal StressDocument13 pages07 Thermal StressSundaravathanan ChellappanNo ratings yet
- Handbook of Formulae and ConstantsDocument43 pagesHandbook of Formulae and Constantssuhaib hassanNo ratings yet
- Racold EternoDocument2 pagesRacold EternovijayninjaNo ratings yet
- E5 - Heat Exchangers - Thermal Sciences LabDocument8 pagesE5 - Heat Exchangers - Thermal Sciences LabBasel BkNo ratings yet
- 15CN03211 Fisayo Assignment4 527 ReportDocument9 pages15CN03211 Fisayo Assignment4 527 ReportAkande AyodejiNo ratings yet
- SI500.11r5e - GrafoilDocument5 pagesSI500.11r5e - GrafoilHumayun NawazNo ratings yet
- 7335 BulDocument4 pages7335 BulSarah DeanNo ratings yet
- Corrosion KitDocument4 pagesCorrosion KitBalRam DhimanNo ratings yet
- TANQUEsDocument2 pagesTANQUEsZadquielNo ratings yet
- Water SoftenersDocument11 pagesWater Softenersadel rihanaNo ratings yet
- Exp. 7 Study of Evaporation Process Using Climbing Film EvaporatorDocument4 pagesExp. 7 Study of Evaporation Process Using Climbing Film EvaporatorElaine Pui100% (1)
- TGS8100 Product InfomationDocument10 pagesTGS8100 Product Infomationbemxgm-1No ratings yet
- Induction Heating Equipment Operating ManualDocument6 pagesInduction Heating Equipment Operating ManualsandeepbhallaNo ratings yet
- Lab 2 Throttling and Separating ExperimentDocument17 pagesLab 2 Throttling and Separating ExperimentYanganani SindeloNo ratings yet
- Indian Railway, JaipurDocument20 pagesIndian Railway, JaipurHarish GirdharNo ratings yet
- Crossflow Heat Exchanger Ex PDFDocument5 pagesCrossflow Heat Exchanger Ex PDFprinesst0% (1)
- Request Form JaimonDocument306 pagesRequest Form JaimonjaimonjoyNo ratings yet
- Architect / Consultant Sandeep Govalkar Design Associates Client: Central Bank of India Project: - Proposed Air Conditioning Work of Vikhroli BranchDocument2 pagesArchitect / Consultant Sandeep Govalkar Design Associates Client: Central Bank of India Project: - Proposed Air Conditioning Work of Vikhroli BranchSantosh ThakurNo ratings yet
- Procedure For Heat Treatment Dated 29-09-06Document8 pagesProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
- Relaxation Test For Strands PDFDocument8 pagesRelaxation Test For Strands PDFRonald NiloNo ratings yet
- VT Test ProsedureDocument7 pagesVT Test ProsedureUtku Can KılıçNo ratings yet
- SPC-0804.02-99.90 Rev D3 BEDDDocument23 pagesSPC-0804.02-99.90 Rev D3 BEDDTimothy LeonardNo ratings yet
- BAFQ13033 CSDFSFDocument48 pagesBAFQ13033 CSDFSFpushp00No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- DWG 1Document1 pageDWG 1Tushar NaikNo ratings yet
- How A Bellows Works: Pressure ThrustDocument2 pagesHow A Bellows Works: Pressure ThrustTushar NaikNo ratings yet
- Title: Ref. No.:: Stress Analysis of Below Ground Chilled Water Pipe Work SLS-TCH-001-055-10-REV1Document1 pageTitle: Ref. No.:: Stress Analysis of Below Ground Chilled Water Pipe Work SLS-TCH-001-055-10-REV1Tushar NaikNo ratings yet
- Frequently Asked Questions (FAQ)Document13 pagesFrequently Asked Questions (FAQ)Tushar NaikNo ratings yet
- Pipe Design Basic MaterialDocument1 pagePipe Design Basic MaterialpandiangvNo ratings yet
- EC-Newsletter-Wind and Seismic Design in Brazil-09Document2 pagesEC-Newsletter-Wind and Seismic Design in Brazil-09Tushar NaikNo ratings yet
- SolvencyDocument1 pageSolvencyTushar NaikNo ratings yet
- Boiler PlantDocument1 pageBoiler PlantTushar NaikNo ratings yet
- Viking Pump Nozzle Load DetailsDocument1 pageViking Pump Nozzle Load DetailsTushar Naik0% (1)
- Heater Outlet Nozzle n4 LoadsDocument1 pageHeater Outlet Nozzle n4 LoadsTushar NaikNo ratings yet
- Pipe Stress AnalysisDocument7 pagesPipe Stress AnalysisTushar NaikNo ratings yet
- Calc SheetDocument1 pageCalc SheetTushar NaikNo ratings yet
- NI NFE 44121 - DIN 24 256 - ISO 2858 - ISO 5199: Stainless Steel Normalized Pumps With Mechanical SealDocument2 pagesNI NFE 44121 - DIN 24 256 - ISO 2858 - ISO 5199: Stainless Steel Normalized Pumps With Mechanical SealTushar NaikNo ratings yet
- PROJECT STANDARDS and Specifications Offshore Skid Packages Piping Design Rev01Document7 pagesPROJECT STANDARDS and Specifications Offshore Skid Packages Piping Design Rev01mihahudeaNo ratings yet
- BGP PDFDocument100 pagesBGP PDFJeya ChandranNo ratings yet
- Tripura 04092012Document48 pagesTripura 04092012ARTHARSHI GARGNo ratings yet
- A Project Diary-Wps OfficeDocument4 pagesA Project Diary-Wps OfficeSameer ShaikhNo ratings yet
- ILI9481 DatasheetDocument143 pagesILI9481 DatasheetdetonatNo ratings yet
- Ojt Evaluation Forms (Supervised Industry Training) SampleDocument5 pagesOjt Evaluation Forms (Supervised Industry Training) SampleJayJay Jimenez100% (3)
- Principal Examiner Feedback Summer 2016: Pearson Edexcel GCSE in Statistics (2ST01) Higher Paper 1HDocument14 pagesPrincipal Examiner Feedback Summer 2016: Pearson Edexcel GCSE in Statistics (2ST01) Higher Paper 1HHeavenly SinNo ratings yet
- Pre K Kindergarten Alphabet Letter TracingDocument28 pagesPre K Kindergarten Alphabet Letter TracingNeha RawatNo ratings yet
- Project ProposalDocument2 pagesProject Proposalqueen malik80% (5)
- ShopDrawings - Part 1Document51 pagesShopDrawings - Part 1YapNo ratings yet
- Some Solutions To Enderton LogicDocument16 pagesSome Solutions To Enderton LogicJason100% (1)
- " Suratgarh Super Thermal Power Station": Submitted ToDocument58 pages" Suratgarh Super Thermal Power Station": Submitted ToSahuManishNo ratings yet
- Rubric For Audio Speech DeliveryDocument2 pagesRubric For Audio Speech DeliveryMarie Sol PanganNo ratings yet
- Organic Logo-Faq enDocument6 pagesOrganic Logo-Faq enjcnavarro_No ratings yet
- Decision Tree AlgorithmDocument22 pagesDecision Tree Algorithmvani_V_prakashNo ratings yet
- Cognitive-Behavioral Interventions For PTSDDocument20 pagesCognitive-Behavioral Interventions For PTSDBusyMindsNo ratings yet
- Nptel Online-Iit KanpurDocument1 pageNptel Online-Iit KanpurRihlesh ParlNo ratings yet
- L Rexx PDFDocument9 pagesL Rexx PDFborisg3No ratings yet
- Integra Facade BrochureDocument2 pagesIntegra Facade BrochureHarshit PatadiyaNo ratings yet
- Muhammad Firdaus - A Review of Personal Data Protection Law in IndonesiaDocument7 pagesMuhammad Firdaus - A Review of Personal Data Protection Law in IndonesiaJordan Amadeus SoetowidjojoNo ratings yet
- (2016) A Review of The Evaluation, Control and Application Technologies For Drillstring S&V in O&G WellDocument35 pages(2016) A Review of The Evaluation, Control and Application Technologies For Drillstring S&V in O&G WellRoger GuevaraNo ratings yet
- PERSONAL DEVELOPMENT (What Is Personal Development?)Document37 pagesPERSONAL DEVELOPMENT (What Is Personal Development?)Ronafe Roncal GibaNo ratings yet
- Conference Paper 2Document5 pagesConference Paper 2Sri JayanthNo ratings yet
- Sample TRM All Series 2020v1 - ShortseDocument40 pagesSample TRM All Series 2020v1 - ShortseSuhail AhmadNo ratings yet
- Mortars in Norway From The Middle Ages To The 20th Century: Con-Servation StrategyDocument8 pagesMortars in Norway From The Middle Ages To The 20th Century: Con-Servation StrategyUriel PerezNo ratings yet
- Building g5Document45 pagesBuilding g5ammarsteel68No ratings yet
- Concise Beam DemoDocument33 pagesConcise Beam DemoluciafmNo ratings yet
- 01 GUL ZXRAN Basestation Hardware Structure-LDocument59 pages01 GUL ZXRAN Basestation Hardware Structure-Lmengistu yirga100% (1)
- Inqlusive Newsrooms LGBTQIA Media Reference Guide English 2023 E1Document98 pagesInqlusive Newsrooms LGBTQIA Media Reference Guide English 2023 E1Disability Rights AllianceNo ratings yet
- MIDTERM Exam - Programming 2 - 2SEM 2020Document3 pagesMIDTERM Exam - Programming 2 - 2SEM 2020Bab bidiNo ratings yet
- Editorial WritingDocument38 pagesEditorial WritingMelanie Antonio - Paino100% (1)