You might also like
- Heat Pipe Heat Exchanger-An Energy Recovery Solution-Sales BrochureDocument12 pagesHeat Pipe Heat Exchanger-An Energy Recovery Solution-Sales Brochure조기현No ratings yet
- Advances in PM SinteringDocument3 pagesAdvances in PM SinteringchoobyNo ratings yet
- 6 B6 Richard HoggDocument8 pages6 B6 Richard HoggclintoncNo ratings yet
- 1000kw Power Generation System 20101101Document8 pages1000kw Power Generation System 20101101haimmayanNo ratings yet
- Agasti Corporate BrochureDocument10 pagesAgasti Corporate BrochureYogesh KumarNo ratings yet
- Eight: HeatingDocument5 pagesEight: HeatingMike MotariNo ratings yet
- SBIR Phase III-HighlightDocument9 pagesSBIR Phase III-HighlightAnthony D.No ratings yet
- Know About Quantum Thermal Straightener: Read Our Blog HereDocument4 pagesKnow About Quantum Thermal Straightener: Read Our Blog Hereipead visorNo ratings yet
- Exelus Case StudyDocument2 pagesExelus Case StudyLuAlvarado0% (1)
- CoatingsDocument9 pagesCoatingsAzhar Bashir KasuriNo ratings yet
- Case Study of Wte and Gasification PDFDocument8 pagesCase Study of Wte and Gasification PDFreal_2b_realNo ratings yet
- Steam BoilerDocument6 pagesSteam BoilermagtrolNo ratings yet
- LPG in LaundryDocument4 pagesLPG in Laundrysohail84No ratings yet
- Thermal Systems For Coil Coating - Chris BaldwinDocument7 pagesThermal Systems For Coil Coating - Chris BaldwinkhurshedlakhoNo ratings yet
- Failure Analysis of Shell and Tube Heat ExchangerDocument54 pagesFailure Analysis of Shell and Tube Heat Exchangersrinivasareddy59223980% (5)
- Thermal OxidizerDocument4 pagesThermal Oxidizerapi-3733731No ratings yet
- FGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFDocument3 pagesFGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFCleverSeyramKetekuNo ratings yet
- Dubai-IIE Nr. 4 Self Cleaning Heat ExchangerDocument15 pagesDubai-IIE Nr. 4 Self Cleaning Heat ExchangerevrimkNo ratings yet
- Steam GenerationDocument2 pagesSteam GenerationSandip KeswaniNo ratings yet
- Direct Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryDocument4 pagesDirect Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryInternational Aquafeed magazineNo ratings yet
- Pacific Gas and Electric Company: HID Electronic Ballast Overall Summary Report 3 Site AssessmentDocument22 pagesPacific Gas and Electric Company: HID Electronic Ballast Overall Summary Report 3 Site AssessmentatsoufienNo ratings yet
- ! 23-Orc-051613Document16 pages! 23-Orc-051613sapcuta16smenNo ratings yet
- Technical and Economic Aspects of Biomass ORC CHP Costs INVESTITIA SPECIFICADocument10 pagesTechnical and Economic Aspects of Biomass ORC CHP Costs INVESTITIA SPECIFICAdyonyso002No ratings yet
- HVAC Chapters 1 5Document57 pagesHVAC Chapters 1 5Mcilwaine Dela CruzNo ratings yet
- Cavitator FE EngineeringDocument2 pagesCavitator FE Engineeringstev_zoranNo ratings yet
- HTT Solid Waste Rotary Kiln QuotationDocument12 pagesHTT Solid Waste Rotary Kiln QuotationFrancisco RenteriaNo ratings yet
- Supercritical Fluids ExampleDocument20 pagesSupercritical Fluids ExampleAlfonso LópezNo ratings yet
- Feasibility StudyDocument15 pagesFeasibility StudytassoneNo ratings yet
- Renewable Hydrogen Energy StationDocument2 pagesRenewable Hydrogen Energy StationRadu Victor TapuNo ratings yet
- Reading QuizDocument1 pageReading QuizOdalys RosalesNo ratings yet
- Biomass Gasification Power Generation IntroductionDocument7 pagesBiomass Gasification Power Generation Introductionjarvi69No ratings yet
- Kitchen Exhaust Filtration Unit: The Revolution in Air FiltrationDocument12 pagesKitchen Exhaust Filtration Unit: The Revolution in Air FiltrationMohammad SadikNo ratings yet
- What Every Engineer Needs To Know About Vacuum Insulated TubingDocument8 pagesWhat Every Engineer Needs To Know About Vacuum Insulated TubingitmrepsNo ratings yet
- Design and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaDocument4 pagesDesign and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaKvvPrasadNo ratings yet
- 2007-12 NPT Pyrolysis of EFBDocument3 pages2007-12 NPT Pyrolysis of EFBkstan112233No ratings yet
- Soot Blowing and AdvantagesDocument10 pagesSoot Blowing and AdvantagesUdhayakumar VenkataramanNo ratings yet
- Davy Process Tech - Building A Process Technology PortfolioDocument10 pagesDavy Process Tech - Building A Process Technology PortfolioAkk KolNo ratings yet
- ICI Caldaie Catalogue ENGDocument102 pagesICI Caldaie Catalogue ENGaxs00No ratings yet
- Challenges of Welding of Catalyst TubesDocument16 pagesChallenges of Welding of Catalyst TubesTravis SkinnerNo ratings yet
- Plant & Works Engineering - Waste Heat Recovery in Industrial ApplicationsDocument2 pagesPlant & Works Engineering - Waste Heat Recovery in Industrial Applicationsarvin john cabralNo ratings yet
- BSISpecsDocument2 pagesBSISpecserikraymondpetersenNo ratings yet
- A Novel Online Cleaning System For Shell and Tube Oil Heat ExchangerDocument5 pagesA Novel Online Cleaning System For Shell and Tube Oil Heat Exchangermd abNo ratings yet
- SUPCON Solution For Waste IncineratorDocument11 pagesSUPCON Solution For Waste IncineratorJKKNo ratings yet
- Hydrogen From Biomass - Catalytic Reforming of PyrolysisvaporsDocument4 pagesHydrogen From Biomass - Catalytic Reforming of PyrolysisvaporsVentrue LeongNo ratings yet
- Plugin EFD CorporateDocument22 pagesPlugin EFD CorporateskluxNo ratings yet
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uNo ratings yet
- Rotary KilnsDocument3 pagesRotary KilnsReginaldojoaquimNo ratings yet
- Chapter 6 Process Intensification - NewDocument57 pagesChapter 6 Process Intensification - NewHOÀNG LÊ PHẠMNo ratings yet
- Orc English 20180507 PDFDocument8 pagesOrc English 20180507 PDFMudabbir Shan AhmedNo ratings yet
- Impulse Cleaning SystemDocument18 pagesImpulse Cleaning SystemgjanklesariaNo ratings yet
- Biomass Clean Up SystemDocument6 pagesBiomass Clean Up SystemAndre SyahputraNo ratings yet
- Supercritical Power PlantsDocument57 pagesSupercritical Power Plantsmkchy12100% (4)
- AMBERDocument26 pagesAMBERVikas BishtNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- 77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016From Everand77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016S. K. SundaramNo ratings yet
- The Home Owner's Guide to HVAC: The Envelope and Green TechnologiesFrom EverandThe Home Owner's Guide to HVAC: The Envelope and Green TechnologiesNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- Compressed Asbestos Fiber Gasket SheetsDocument2 pagesCompressed Asbestos Fiber Gasket SheetsJignesh PatelNo ratings yet
- Successful Noise Management in Manufacturing: February 2006Document7 pagesSuccessful Noise Management in Manufacturing: February 2006Jignesh PatelNo ratings yet
- 19 Teaching SchemeDocument1 page19 Teaching SchememalohiaNo ratings yet
- Unit 9 Computer Aided Process Planning (Capp) : StructureDocument21 pagesUnit 9 Computer Aided Process Planning (Capp) : StructureRajueswarNo ratings yet
- Gujarat Technological University: InstructionsDocument2 pagesGujarat Technological University: InstructionsJignesh PatelNo ratings yet
- Gujarat Technological University: InstructionsDocument2 pagesGujarat Technological University: InstructionsKinchit TrivediNo ratings yet
- BIRTHDocument10 pagesBIRTHJignesh PatelNo ratings yet
- Chapter 2 RRLDocument5 pagesChapter 2 RRLreynan_12No ratings yet
- Electromagnetic SpectrumDocument74 pagesElectromagnetic SpectrumGuiller Lanuza100% (1)
- TG54 TG56 UserManual ENDocument29 pagesTG54 TG56 UserManual ENDanyini IniNo ratings yet
- Internship Report Body PDFDocument28 pagesInternship Report Body PDFSanjayNo ratings yet
- 30th International Physics OlympiadDocument5 pages30th International Physics OlympiadelsewhereNo ratings yet
- RL Exaio Led Solar Panel 30W: SpecificationDocument3 pagesRL Exaio Led Solar Panel 30W: SpecificationDo DeeNo ratings yet
- ASTER Mineral Index Processing Manual: Compiled by Aleks Kalinowski and Simon OliverDocument37 pagesASTER Mineral Index Processing Manual: Compiled by Aleks Kalinowski and Simon OliverParama SivamNo ratings yet
- Engineering Design Handbook - Vulnerability of Guided Missile Systems To Electronic Warfare (U) - (DARCOM-P 706-417) - U.S. Army Materiel Command PDFDocument216 pagesEngineering Design Handbook - Vulnerability of Guided Missile Systems To Electronic Warfare (U) - (DARCOM-P 706-417) - U.S. Army Materiel Command PDFMian AbbasNo ratings yet
- NRSC Report On Remote Sensing ApplicationsDocument419 pagesNRSC Report On Remote Sensing ApplicationsAshoka VanjareNo ratings yet
- Performance Analysis of FSO Communication System: Effects of Fog, Rain and HumidityDocument6 pagesPerformance Analysis of FSO Communication System: Effects of Fog, Rain and HumiditybagsouravNo ratings yet
- DS-2CD3041G0-I 4.0 MP IR Network Bullet Camera: Key FeaturesDocument4 pagesDS-2CD3041G0-I 4.0 MP IR Network Bullet Camera: Key FeaturesSandeep KamatNo ratings yet
- MCQ For Fiber OpticsDocument4 pagesMCQ For Fiber OpticsMike PosktovaNo ratings yet
- MACE Correlation Filter Algorithm For Face Verification in Surveillance ScenarioDocument10 pagesMACE Correlation Filter Algorithm For Face Verification in Surveillance ScenarioJournal of Computer Science and EngineeringNo ratings yet
- PP2606 Discovery Optical Smoke DetectorDocument3 pagesPP2606 Discovery Optical Smoke DetectorHoàng Anh Tuấn NguyễnNo ratings yet
- Remote SensingDocument12 pagesRemote Sensingmeriem mokhtarNo ratings yet
- Monitoring Fires With GOES-R SeriesDocument19 pagesMonitoring Fires With GOES-R SeriesSalahuddinKhanNo ratings yet
- Body Temperature Measurement: Home Search Collections Journals About Contact Us My IopscienceDocument27 pagesBody Temperature Measurement: Home Search Collections Journals About Contact Us My IopscienceBobby IgnatichNo ratings yet
- NFM Garm CatalogDocument40 pagesNFM Garm CatalogErik Christersson100% (1)
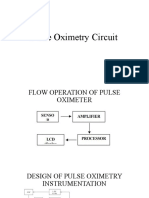
- Pulse Oximetry CircuitDocument19 pagesPulse Oximetry Circuitنواف الجهنيNo ratings yet
- A Review of Small Unmanned Aircraft System (UAS) Advantages As A Tool in Condition Survey Works. Yasin 2016Document5 pagesA Review of Small Unmanned Aircraft System (UAS) Advantages As A Tool in Condition Survey Works. Yasin 2016Luciano StaffaNo ratings yet
- Infrared Guiding Systems PASTORDocument12 pagesInfrared Guiding Systems PASTORAhmed HamoudaNo ratings yet
- Questioned Document ExaminationDocument8 pagesQuestioned Document ExaminationKayn RotNo ratings yet
- Chapter 1Document9 pagesChapter 1rey vincent andresNo ratings yet
- Site Survey Checklist-V005Document7 pagesSite Survey Checklist-V005Syed Rahmath AliNo ratings yet
- Final ProjectDocument20 pagesFinal Projectapi-456893625No ratings yet
- DS-2CD1343G0-I - Datasheet - V5.5.3 - 20211223 Data Sheet HikvisionDocument5 pagesDS-2CD1343G0-I - Datasheet - V5.5.3 - 20211223 Data Sheet HikvisionAzmat U. Khan, KnS SBSNo ratings yet
- 1525950185module-2 Unit5 COM-IDocument8 pages1525950185module-2 Unit5 COM-ISimranNo ratings yet
- Comparison of Laser Receivers For Use at One Micron WavelengthDocument4 pagesComparison of Laser Receivers For Use at One Micron WavelengthbejanNo ratings yet
- Electrical Equivalent of Heat: Instruction Manual and Experiment Guide For The PASCO Scientific Model TD-8552Document14 pagesElectrical Equivalent of Heat: Instruction Manual and Experiment Guide For The PASCO Scientific Model TD-8552Maria RincónNo ratings yet
- Bulb DVR Camera PriceDocument22 pagesBulb DVR Camera PriceIKSAN HADINo ratings yet