Threaded Fasteners Seminar:
Preload Loss and
Vibration Loosening
Jeff Jungmann,
Spiralock Corporation
�Fastener Selection
hUnderdesigned or overdesigned?
hToo small can be disastrous
hToo large adds weight, cost
hNot just size, but strength
hMaterial, property class, plating, friction
hCorrect selection requires understanding of joint
behavior
hInteraction of loads and deflections
hJoint response to mechanical & thermal loads, vibration
hHow to optimize joint for application?
2
Paper #
�Joint Loading Axial
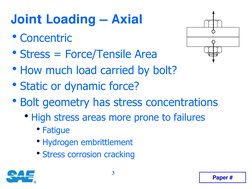
hConcentric
hStress = Force/Tensile Area
hHow much load carried by bolt?
hStatic or dynamic force?
hBolt geometry has stress concentrations
hHigh stress areas more prone to failures
hFatigue
hHydrogen embrittlement
hStress corrosion cracking
3
Paper #
�Joint Loading Axial
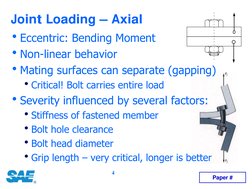
hEccentric: Bending Moment
hNon-linear behavior
hMating surfaces can separate (gapping)
hCritical! Bolt carries entire load
hSeverity influenced by several factors:
hStiffness of fastened member
hBolt hole clearance
hBolt head diameter
hGrip length very critical, longer is better
4
Paper #
�Joint Loading Shear
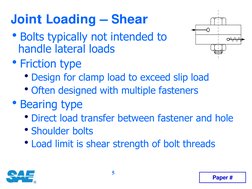
hBolts typically not intended to
handle lateral loads
hFriction type
hDesign for clamp load to exceed slip load
hOften designed with multiple fasteners
hBearing type
hDirect load transfer between fastener and hole
hShoulder bolts
hLoad limit is shear strength of bolt threads
5
Paper #
�Joint Loading Torsional
hSolely a condition during tightening
Tb
hCombination of torsion and axial load
Tt
hTorsional preload is minimal, but relaxation occurs
directly after release of tool
hVery little torque energy goes to stretch the bolt
h50% lost to nut face
h40% lost to friction in threads
h10% creates load in pitch causing bolt to stretch
hIn many cases, fasteners see more strenuous
loading during installation than in service
6
Paper #
�Joint Loading Thermal
hFastener loads change as operating
temperature changes
hRegardless of external load!
hDissimilar metals = different rates of thermal
expansion
hWhen joint materials move more rapidly than
the fastener:
hCooling contraction causes loss of preload
hHeating expansion causes embedment, greater
tensile stress
7
Paper #
�Joint Loading Combined Effects
hKey considerations:
hFatigue limit - Goodman Diagram
hLimit alternating loads
hAxial load decreases force holding members
together
hNeed to determine neutral axis of joint to
analyze combined loads
hDecouple loads and resolve into x and y
components
8
Paper #
�Preferred Failure Mode
hBolts and nuts of equal grades designed to
have bolt fracture before nut strips
hVisible failure
hFemale threads always a compromise:
hEnough ductility to permit thread deflection
hSufficient strength to prevent stripped threads
hUse of softer materials requires length
correction for engagement
9
Paper #
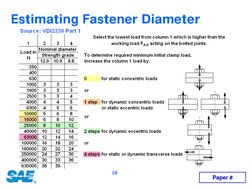
�Estimating Fastener Diameter
10
Paper #
�Joint Diagram
h Tightening sets up stress and strain in bolt & joint members
h Bolt length increases more than joint compresses
Force
Joint
compression
line
Compression
Joint thickness @
zero stress
Bolt
extension
line
Extension
11
Bolt length @
zero stress
Paper #
�Selecting Preload as % of Yield
%
Applications, important factors
100
Must know in-service loads; critical joints
85-95
Needs highly accurate installation method
65-75
Majority of fastener applications
50-60
Pressure vessels
35-40
Gasketed joints
10-20
Fastener serves as shear pin or positive stop
12
Paper #
�Hard Joint vs. Soft Joint
hHard Joint
hHigh preload
hFatigue resistant
hAssembly more rigid than fastener
hCan see large swings in joint tension
Force
Bolt
preload
Bolt Stretch
13
Joint
Compression
Extension
Paper #
�How Much Load Carried by Bolt?
hAdding load to bolt decreases clamping
force on joint
hBolt in a hard joint carries only a small
fraction of additional load
Force
Applied
Force, F
Bolt Stretch
14
Joint
Compression
Extension
Paper #
�Hard Joint vs. Soft Joint
hSoft Joint
hGasketed and noncritical joints
hFastener is more rigid than assembly
hBolt takes majority of applied load
hJoint member compression may be non-linear
Force
Non-linear
behavior
Bolt Stretch
15
Joint
Compression
Extension
Paper #
�How Much Load Carried by Bolt?
hBolt in a soft joint carries a larger
percentage of additional force
hRisk of fastener moving from elastic
region into yield
Force
Bolt Stretch
16
Applied
Force, F
Joint
Compression
Extension
Paper #
�Separation Load
hPoint where external load reduces clamp
force to zero
hAny additional increase in load is carried
100% by the bolt
hDangerous!
Force
Bolt Stretch
Joint
17
Compression
Extension
Paper #
�Joint Preload
hThree major sources of most fastener issues
hIncorrect clamp load for application
hService loads exceed design loads
hAssembly or service process causes large
deviations in clamp load
hPreload scatter
hLoss of clamp load in service
hRelaxation
hEnvironmental factors
hSelf-loosening
18
Paper #
�Preload Relaxation
hSeveral possible sources of deformation
hExceed pressure limits of contact areas
hGaskets
hApproach bolt yield
hEmbedment
hPlastic deformation occurs primarily at installation
hRough surfaces, threads, creep in soft materials
hRelaxation dependent on time, temperature,
and vibration
19
Paper #
�Preload Relaxation
hEffect of Embedding
h64% in 1st thread; 90% in first three threads
Remaining
preload after
embedment
Bolt Stretch
Joint Compression
Extension
Plastic
deformation
20
Paper #
�Environmental Factors
hChange in temperature causes change in length
hCoefficient of thermal expansion for steel is ~1/2
that of aluminum
hTemperature limits of materials:
hCarbon steel starts to anneal at 230 C (450 F)
hStainless steels begin to anneal at 480 C (900 F)
hHeat resistant alloys used in extreme environments
hCorrosion often begins at areas with high stress
concentration
21
Paper #
�Mechanism of Self Loosening
hScrew thread is an inclined plane
wrapped around a cylinder
hFriction holds block on plane
hSelf-locking is achieved when coefficient of thread
friction is tangent of thread helix angle
hDynamic friction only 10% of static friction; once
broken free it is easy to move
hVibration forces reduce friction force on threads,
allows fastener to slide in loosening direction
22
Paper #
�Effect of Thread Pitch
hMore force needed to pull out fine pitch wedge
hSmaller helix angle improves vibration resistance
Fc
23
Ff
Paper #
�Mechanism of Self Loosening
hSeveral mechanisms used to explain self-loosening
hImpact load causes assembly to resonate
hLocalized cyclic plastic deformation, esp. at 1st
engaged thread
hTorsional energy released
hBearing surface slips
hNut rotates in loosening direction
External
Load
Bending
Moment
Contact
Pressure
Variation
24
Micro-Slip
Between
Threads
Rotation
of the Nut
Paper #
�Thread Tolerances
hInherent radial clearance to allow free-spinning
assembly
hContributes to thread fit variations
hMotion (slip) permitted when preload is low or
external forces are very high
hAmount of motion limited by thread clearance
25
Paper #
�Locking Mechanisms
hAll-metal locknuts
hCotter pins
hNylon inserts
hLock wire
hTri-lobular bolts
hTab lock
hSplit washers
hBelleville washers
hToothed lockwashers hAdhesives
hSerrated nuts
hOpposing ramps
hJam nuts
hTapered threads
hSelf-locking threads
(Spiralock)
26
Paper #
�Vibration Loosening Test
hJunkers Test
hCam driven transverse movement
hMost severe condition to accelerate self-loosening
hTreats fastener like it is undersized for application
27
Paper #
�Vibration Test Variables
hComparison studies require apples-to-apples
test parameters
hAmplitude, Frequency, Preload, Hole clearance,
Bearing surface
28
Paper #
�Vibration Performance
29
Paper #
�Vibration Performance
30
Paper #
�Vibration Loosening Findings
hMajority of lock features only serve as fail-safe
method to prevent loss of fastener after selfloosening
hWorst condition for loosening is transversal vibration,
10-15 Hz
hNumber of cycles to complete loosening is inversely
proportional to the joint stiffness
hMost effective methods do not rely exclusively on
thread friction, but modify basic joint behavior
hAim to attain a level of initial bolt tension above
which self-loosening does not occur
31
Paper #
�Chemical Agents - Adhesives
hLiquid cures in absence of oxygen
hCreates permanent lock and seal by gluing threads
together
hFills gap wherever there is thread clearance
hCan not audit torque after installation
hOnce threads are broken free, must be reapplied
32
Paper #
�Opposing Cam Surfaces
hInterposing teeth have greater angle
than lead angle of thread
hCam washers use serrations to grip
bearing surfaces
hNo counter-rotation
hConsistent performance
hAdds extra components to joint
hWont grip hardened surfaces
33
Paper #
�Preload Locking Thread Form
hThread form integrated into
hole/fastener no extra parts
hMore even stress distribution
hSelf-centers bolt - no bending stress
hContinuous spiral line of contact
hRadial force 3x greater than
conventional threads
hTakes up all radial clearance
between threads
hFree spinning
34
Wedge Standard 60
ramp
Paper #
�Preload Locking Thread Form
hAxial Load vs. Radial Load
Self-locking thread has
3 times the radial locking load
35
Paper #
�Preload Loss Prevention Strategies
hDetermine needed clamp load first
hAchieve proper clamp load
hAvoid rough, irregular contact surfaces
hMinimize number of joint elements and materials
hUse longer bolts increase grip length
hMinimize hole clearances
hFine threaded fasteners are more resistant to
vibration than coarse threads
hReduce thread clearance (tighter tolerance fit) to
provide better loosening resistance
hChange mechanical behavior of joint
36
Paper #
�References
hBickford, John H. Introduction to the Design and
Behavior of Bolted Joints 1995, Marcel Dekker, Inc.
hBlendulf, Bengt. Fastening Technology &
Bolted/Screwed Joint Design. 2000.
hBolt Science. Vibration Loosening of Bolts and
Threaded Fasteners, Tutorial on Basics of Bolted
Joints. 2008.
hComer, Jess. Threaded Fasteners and the Bolted
Joint. 2004.
hJunker, G.H. New criteria for self-loosening of
fasteners under vibration, 1969, SAE Trans 78:314335.
37
Paper #