You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hardness TestDocument20 pagesHardness TestJake Tee Hon YiNo ratings yet
- Engineering Materials Lab ReportDocument18 pagesEngineering Materials Lab ReportAhmad Fakhrie ShahNo ratings yet
- Kaizen PrinciplesDocument42 pagesKaizen PrinciplesRaj100% (2)
- Astm E10 PDFDocument32 pagesAstm E10 PDFdavid ortiz lutzow50% (2)
- Effect of C & Cr. On Brightness of Galvanizing SurfaceDocument1 pageEffect of C & Cr. On Brightness of Galvanizing Surfacepbp2956No ratings yet
- Selecting Statistically Valid Sampling Plans: Dr. Wayne A. TaylorDocument15 pagesSelecting Statistically Valid Sampling Plans: Dr. Wayne A. Taylorpbp2956No ratings yet
- Hydrogen in Petroleum Fractions: Standard Test Method ForDocument4 pagesHydrogen in Petroleum Fractions: Standard Test Method Forpbp2956No ratings yet
- Beta SD RSquared-Mutual Fund KnowledgeDocument2 pagesBeta SD RSquared-Mutual Fund Knowledgepbp2956No ratings yet
- Freezing Points of High-Purity Hydrocarbons: Standard Test Method ForDocument11 pagesFreezing Points of High-Purity Hydrocarbons: Standard Test Method Forpbp2956No ratings yet
- ASTM D1018-1999 Standard Specification For PVC Plastic Pipe Schedule 40,80 & 120Document11 pagesASTM D1018-1999 Standard Specification For PVC Plastic Pipe Schedule 40,80 & 120pbp2956No ratings yet
- GSL Appearance GuideDocument4 pagesGSL Appearance Guidepbp2956No ratings yet
- Corus Steel Shape Specification Catalog BS5950 Sept 13Document1 pageCorus Steel Shape Specification Catalog BS5950 Sept 13pbp2956No ratings yet
- Tolerance For CHSDocument1 pageTolerance For CHSpbp2956No ratings yet
- Nonvolatile Residue of Polymerization Grade Butadiene: Standard Test Method ForDocument2 pagesNonvolatile Residue of Polymerization Grade Butadiene: Standard Test Method Forpbp2956No ratings yet
- GB 1591 Q420 Steel PropertiesDocument6 pagesGB 1591 Q420 Steel Propertiespbp2956No ratings yet
- Advance To BS5950 Sept 13Document60 pagesAdvance To BS5950 Sept 13getnihalNo ratings yet
- Steel 2141967Document388 pagesSteel 2141967Seifeldin Ali Marzouk100% (1)
- Thomas Cook 13D 12N-Premimum Budget13Document9 pagesThomas Cook 13D 12N-Premimum Budget13pbp2956No ratings yet
- Adhesion Tape Specification 51596.Document1 pageAdhesion Tape Specification 51596.pbp2956No ratings yet
- Satrangi Europe 11D 10MDocument6 pagesSatrangi Europe 11D 10Mpbp2956No ratings yet
- Defects Per Million OpportunitiesDocument6 pagesDefects Per Million Opportunitiespbp2956100% (1)
- SlaDocument13 pagesSlapbp2956No ratings yet
- Inspection of HDG After FabricationDocument27 pagesInspection of HDG After Fabricationpbp2956No ratings yet
- Pipe Galvanizing ProcessDocument32 pagesPipe Galvanizing ProcessPatrick DominguezNo ratings yet
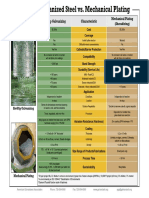
- Hot-Dip Galvanizing Vs Mechanical PlatingDocument2 pagesHot-Dip Galvanizing Vs Mechanical Platingpbp2956No ratings yet
- PresentingSixSigma NewDocument56 pagesPresentingSixSigma Newpbp2956No ratings yet
- Basic Understanding of FCAWDocument4 pagesBasic Understanding of FCAWpbp2956No ratings yet
- GB700-88 Stanadard Extract PageDocument1 pageGB700-88 Stanadard Extract Pagepbp2956No ratings yet
- Flux Skimming PDFDocument6 pagesFlux Skimming PDFpbp2956No ratings yet
- Corrosion Behaviour of Zinc Coating by Polarization MeasurementDocument6 pagesCorrosion Behaviour of Zinc Coating by Polarization Measurementpbp2956No ratings yet
- B897 - 03 - Zinc Jumbo BlockDocument4 pagesB897 - 03 - Zinc Jumbo Blockpbp2956No ratings yet
- Influence of Alloy Elements On Structure and Corrosion ResistanceDocument10 pagesInfluence of Alloy Elements On Structure and Corrosion Resistancepbp2956No ratings yet
- Chemical Reaction Between Chromates and Galvanized SteelDocument1 pageChemical Reaction Between Chromates and Galvanized Steelpbp2956No ratings yet
- ZHV30 Vickers Hardness Tester 15 924 ZHV30-HD PI EDocument4 pagesZHV30 Vickers Hardness Tester 15 924 ZHV30-HD PI ERamanand PrajapatiNo ratings yet
- Testing Machine Hardness SeriesDocument12 pagesTesting Machine Hardness SeriesAkkiNo ratings yet
- Astm D785Document6 pagesAstm D785Eduardo HenriquezNo ratings yet
- Technical DataDocument32 pagesTechnical Datarpagarwal2No ratings yet
- Tom Unit 2Document16 pagesTom Unit 2Balu phoenixNo ratings yet
- Mil DTL 45204DDocument14 pagesMil DTL 45204DSivaramSubramanianNo ratings yet
- Introduction To Instrumented IndentationDocument7 pagesIntroduction To Instrumented Indentationopvsj42No ratings yet
- Leonid Dubrovinsky and Natalia Dubrovinskaia - Novel Superhard MaterialsDocument20 pagesLeonid Dubrovinsky and Natalia Dubrovinskaia - Novel Superhard MaterialsDrebuioNo ratings yet
- Spot Welding PDFDocument6 pagesSpot Welding PDFjames.anitNo ratings yet
- ISO 9015-2001 - Destructive Tests On Welds in Metallic Materials - Hardness TestDocument19 pagesISO 9015-2001 - Destructive Tests On Welds in Metallic Materials - Hardness TestABHISHEK DOLLENo ratings yet
- Abrasion Resistance and Microhardness of Six Acrylic TeethDocument7 pagesAbrasion Resistance and Microhardness of Six Acrylic Teethsai projectNo ratings yet
- Struers - Microhardness TestingDocument74 pagesStruers - Microhardness TestingJorge BonillaNo ratings yet
- Is Iso 12636Document18 pagesIs Iso 12636Hữu QuangNo ratings yet
- Rahul 20221410112 ILSS 3-Point Bending Test Exp4Document9 pagesRahul 20221410112 ILSS 3-Point Bending Test Exp4NCS RAHULNo ratings yet
- Som Lab ManualDocument31 pagesSom Lab Manualmotiur rahman100% (2)
- MFT PPT (Autosaved)Document432 pagesMFT PPT (Autosaved)Bibek DevNo ratings yet
- Ceramic flexural strength and fracture toughness testing methodsDocument76 pagesCeramic flexural strength and fracture toughness testing methodsWilan Dita NesyiaNo ratings yet
- Is 6416 1988Document10 pagesIs 6416 1988todd_jim49100% (1)
- Materials TestingDocument33 pagesMaterials TestinggrantarvinNo ratings yet
- Inconel 718Document34 pagesInconel 718TUNISH KUMAR MBA-2017No ratings yet
- Hardness T Lab ReportDocument6 pagesHardness T Lab ReportDagmawi MenweyeletNo ratings yet
- Rockwell Hardness of Metallic Materials: Standard Test Methods ForDocument38 pagesRockwell Hardness of Metallic Materials: Standard Test Methods ForochableNo ratings yet
- A Standard Ref Mate For Vickers Hardness of Ceramic and HardmetalsDocument8 pagesA Standard Ref Mate For Vickers Hardness of Ceramic and HardmetalsanuarNo ratings yet
- Johnson2019 - DMAP-Cucl2Document25 pagesJohnson2019 - DMAP-Cucl2boopathi kNo ratings yet
- Effect of Laser Shock Processing On Fatigue Life of 2205 Duplex StainlessDocument8 pagesEffect of Laser Shock Processing On Fatigue Life of 2205 Duplex StainlessEstefania CovarrubiasNo ratings yet
- An Introduction To CSWIP 3.1Document52 pagesAn Introduction To CSWIP 3.1Simon Lee100% (4)
- Unit IIDocument23 pagesUnit IIvizhideepaNo ratings yet