You might also like
- NTA Based JEE Main Practice Question Bank CHEMISTRYDocument352 pagesNTA Based JEE Main Practice Question Bank CHEMISTRYtwin masters100% (1)
- Steam Jet EjectorsDocument4 pagesSteam Jet EjectorsMuhammad Kamal WisyaldinNo ratings yet
- Liquid - Liquid SeparatorDocument43 pagesLiquid - Liquid SeparatorArum Puspa SeruniNo ratings yet
- FD Fan Sizing CalculationDocument3 pagesFD Fan Sizing CalculationkumarananyarupeshNo ratings yet
- Steam Coil For AmmoniaDocument2 pagesSteam Coil For AmmoniaVinh Do ThanhNo ratings yet
- Heat Transfer Design Methods by John MC Ketta PDFDocument607 pagesHeat Transfer Design Methods by John MC Ketta PDFAlberto LazzarettiNo ratings yet
- Bag Filter SpecificationsDocument2 pagesBag Filter SpecificationsAdarsh PandeyNo ratings yet
- STC (Buffer Tank 25KL) - Calc PDFDocument4 pagesSTC (Buffer Tank 25KL) - Calc PDFAvril Rindra T PNo ratings yet
- Insulation ThicknessDocument2 pagesInsulation ThicknessShashi Kant KumarNo ratings yet
- Stirred Tank Heat ExchangerDocument4 pagesStirred Tank Heat ExchangerMiguel OjedaNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Chimney Calculations 14-7-2003Document4 pagesChimney Calculations 14-7-2003surinder yadavNo ratings yet
- Condenser & EvaporatorDocument21 pagesCondenser & EvaporatorfitratulqadriNo ratings yet
- Heat Loss From An Insulated Pipe: ParametersDocument4 pagesHeat Loss From An Insulated Pipe: ParametersMohan BabuNo ratings yet
- Heat Exchanger Specification Sheet: MM M? M? Performance of One UnitDocument9 pagesHeat Exchanger Specification Sheet: MM M? M? Performance of One UnitGladys ZiSing LeeNo ratings yet
- Compressor Head Calculations Design GuideDocument24 pagesCompressor Head Calculations Design Guidec_nghiaNo ratings yet
- Half Pipe Coil AgitatedDocument1 pageHalf Pipe Coil AgitatedNITINNo ratings yet
- Vacuum EjectorDocument6 pagesVacuum EjectorAmol KadamNo ratings yet
- Heat Exchanger Design 1Document9 pagesHeat Exchanger Design 1Rajeev SaxenaNo ratings yet
- Design of Heat ExchangersDocument23 pagesDesign of Heat ExchangersKhalid Turki100% (2)
- Ejector BasicsDocument2 pagesEjector Basicsa234f56No ratings yet
- Rigours Preheater: Feed - 1694.44 2.85 21.14 792.89 0.05 0.00Document14 pagesRigours Preheater: Feed - 1694.44 2.85 21.14 792.89 0.05 0.00semarasik_651536604100% (1)
- Economizer DesignDocument2 pagesEconomizer Designandremalta09100% (4)
- Double Pipe Heat Ex ChangerDocument2 pagesDouble Pipe Heat Ex ChangerSaqib RaoufNo ratings yet
- Thermal Design of Water Cooled DuctDocument8 pagesThermal Design of Water Cooled Ductpavan100% (1)
- Dearator Calculations Book1 Rev1Document8 pagesDearator Calculations Book1 Rev1MechanicalVee18No ratings yet
- Vacuum Pump Sizing PDFDocument1 pageVacuum Pump Sizing PDFLiem NguyenNo ratings yet
- How The Ideas of The Atom, Along With The Idea of The Elements EvolvedDocument69 pagesHow The Ideas of The Atom, Along With The Idea of The Elements EvolvedMark Lester Manangan100% (3)
- Verification of Capacity of Secondary Air Fan For Bagasse Fired BoilerDocument2 pagesVerification of Capacity of Secondary Air Fan For Bagasse Fired BoilerAu TagolimotNo ratings yet
- Separation III: Chapter 2: DryingDocument98 pagesSeparation III: Chapter 2: DryingSaranya DeviNo ratings yet
- Sizing of Steam Coil of Insulated Tank Rev 3 PDFDocument2 pagesSizing of Steam Coil of Insulated Tank Rev 3 PDFdhavalesh1No ratings yet
- Glaxo Vol IDocument164 pagesGlaxo Vol IPrakash WarrierNo ratings yet
- Boiler CalculationsDocument16 pagesBoiler CalculationshuliplayNo ratings yet
- HTRIDocument40 pagesHTRIChristine Hendrix100% (1)
- Blank Diameter For Dished EndDocument1 pageBlank Diameter For Dished EndPrashant KhadtareNo ratings yet
- AST Heating Coil Design Calculation Rev 0Document3 pagesAST Heating Coil Design Calculation Rev 0Pieter Grendel100% (3)
- AccumulatorsDocument11 pagesAccumulatorsRufus D SNo ratings yet
- Vertical SeparatorDocument38 pagesVertical SeparatorSaidFerdjallahNo ratings yet
- Condenser Without SubcoolingDocument19 pagesCondenser Without SubcoolingtatvaNo ratings yet
- Presentation On Steam TrapsDocument18 pagesPresentation On Steam Trapskailash100% (1)
- Flame Arrester Technical Form: SocietyDocument7 pagesFlame Arrester Technical Form: SocietyHmd MokhtariNo ratings yet
- Heat Transfer Water Tube BoilerDocument8 pagesHeat Transfer Water Tube BoilerilyaskureshiNo ratings yet
- 9.1 Overview: 9 Wiped Film EvaporatorDocument12 pages9.1 Overview: 9 Wiped Film EvaporatorNoman AslamNo ratings yet
- DheerajDocument7 pagesDheerajSaksham KakarNo ratings yet
- Buss SMS Canzler - Thin Film EvaporatorsDocument16 pagesBuss SMS Canzler - Thin Film EvaporatorsandreathomeNo ratings yet
- Datasheet For PACE Mist Eliminator/s (Demister) : Existing DetailsDocument1 pageDatasheet For PACE Mist Eliminator/s (Demister) : Existing DetailsAnonymous LLLK3pq50% (2)
- Sample Computation For Superheater Size and QuantityDocument7 pagesSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Key Process Indicators-Falling Film EvaporatorsDocument20 pagesKey Process Indicators-Falling Film Evaporatorscgoveia3No ratings yet
- Performance Thermo CompressorsDocument8 pagesPerformance Thermo CompressorsclintoncNo ratings yet
- Jacketed Reactor Vessel PDFDocument1 pageJacketed Reactor Vessel PDFSH1961No ratings yet
- Steam GeneratorDocument8 pagesSteam GeneratorFrancesco CordellaNo ratings yet
- Dynamic Design of An Industrial Rotary DryerDocument10 pagesDynamic Design of An Industrial Rotary DryerAmp AunyamoneNo ratings yet
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishNo ratings yet
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersArunNo ratings yet
- Exp. 9 Double Pipe Heat Exchanger Group 6Document5 pagesExp. 9 Double Pipe Heat Exchanger Group 6Ron PascualNo ratings yet
- Task 01: (A) The Fundamental Parameters of Thermodynamics Thermodynamics: It Is A Branch of Natural Science Concerned With Heat and ItsDocument19 pagesTask 01: (A) The Fundamental Parameters of Thermodynamics Thermodynamics: It Is A Branch of Natural Science Concerned With Heat and ItsEshaan NurNo ratings yet
- Heat Transfer and TypesDocument14 pagesHeat Transfer and TypesTuğba AydınNo ratings yet
- Forced Convection v2Document17 pagesForced Convection v2سعود التميميNo ratings yet
- HeatDocument4 pagesHeatmechanicalengineering112No ratings yet
- Thermoelectric Cooling Systems Design GuideDocument21 pagesThermoelectric Cooling Systems Design GuideCMPENo ratings yet
- A01 Pub3Document69 pagesA01 Pub3Hasiar BiukNo ratings yet
- HMT KKK Unit 1, 2Document73 pagesHMT KKK Unit 1, 2Siddharth GarkhailNo ratings yet
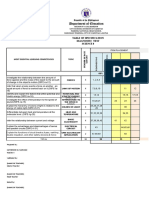
- Table of Specification Science 8Document6 pagesTable of Specification Science 8catherine narvaezNo ratings yet
- STUDENT ChemTourWorkbook2022v01Document22 pagesSTUDENT ChemTourWorkbook2022v01Dhyey PatelNo ratings yet
- Chemical Engineering ConstantsDocument2 pagesChemical Engineering Constantssmartleo_waloNo ratings yet
- Medical PhysicsDocument49 pagesMedical PhysicsRakotoarison Louis FrederickNo ratings yet
- Energy PPT (Physics)Document11 pagesEnergy PPT (Physics)phoebe100% (1)
- Thesis StatementDocument2 pagesThesis Statementdesak awatari100% (1)
- CH2115 - The Origins of The UniverseDocument5 pagesCH2115 - The Origins of The UniverseJohnNo ratings yet
- Tokyo Keiso - FS-100 DatasheetDocument8 pagesTokyo Keiso - FS-100 DatasheetAizat RomainoNo ratings yet
- Draft Chap 1 & 2Document29 pagesDraft Chap 1 & 2Kim Ysabelle MercadoNo ratings yet
- Mulder ChartDocument3 pagesMulder ChartV PujariNo ratings yet
- DIPPRDocument8 pagesDIPPROmar AlmonteNo ratings yet
- 21 - 12 - 23 - GTM01 - SR - STAR - CO - SCMODELanswer KeyDocument15 pages21 - 12 - 23 - GTM01 - SR - STAR - CO - SCMODELanswer KeyMayank Kashyap100% (1)
- A Review On Thermoelectric Renewable Energy Principle Parameters PDFDocument19 pagesA Review On Thermoelectric Renewable Energy Principle Parameters PDFkamy_8524No ratings yet
- REACTION PAPER Tree PlantingDocument13 pagesREACTION PAPER Tree PlantingErrol Tortola0% (1)
- Student Exploration: Element Builder: Samara VandeverDocument4 pagesStudent Exploration: Element Builder: Samara VandeverSamara VandeverNo ratings yet
- Temperature and Heat TransferDocument7 pagesTemperature and Heat TransferAhmed HashkarNo ratings yet
- EXtended Response 3Document2 pagesEXtended Response 3MaryNo ratings yet
- Lightning Is A Naturally OccurringDocument1 pageLightning Is A Naturally OccurringenergyNo ratings yet
- Week 2 Lesson 2 1-Intro-OrgchemDocument17 pagesWeek 2 Lesson 2 1-Intro-OrgchemLuiz GuzmanNo ratings yet
- STUDY OF RELATIVE WATER QUALITY PARAMETERS IN SATAJAN BIRD SANCTURY Water MarkedDocument14 pagesSTUDY OF RELATIVE WATER QUALITY PARAMETERS IN SATAJAN BIRD SANCTURY Water MarkedJintu moni BhuyanNo ratings yet
- Electric Power Distribution Engineering 3rd Gonen Solution ManualDocument7 pagesElectric Power Distribution Engineering 3rd Gonen Solution Manualstephaniecervanteskiygptmsfb100% (44)
- Chapter-05 Energy Efficient Motors: 5.1 Motor Horse PowerDocument9 pagesChapter-05 Energy Efficient Motors: 5.1 Motor Horse PowerharishNo ratings yet
- Everything You Need To Know About Eco-TourismDocument3 pagesEverything You Need To Know About Eco-TourismTIRTHA DEB NATHNo ratings yet
- Chapter 4 ReviewerDocument8 pagesChapter 4 ReviewerMARREN JEIRELLE PENAFLORNo ratings yet
- MBT - Solar Cold StorageDocument2 pagesMBT - Solar Cold StorageSaurabh SinghalNo ratings yet
- Spring 2017 Registration DataDocument514 pagesSpring 2017 Registration DataKamran ButtNo ratings yet
- Pioneer Papers in Convective Mass Transfer: The Two-Film Theory of Gas AbsorptionDocument5 pagesPioneer Papers in Convective Mass Transfer: The Two-Film Theory of Gas AbsorptionvnNo ratings yet