You might also like
- Assessor Contract TemplateDocument4 pagesAssessor Contract TemplateChristian Makande100% (2)
- BROCHURE PEGSON 4242SR - TerexPegson+SpecsDocument9 pagesBROCHURE PEGSON 4242SR - TerexPegson+SpecsGoran Erakovic100% (1)
- Pan Conveyors PDFDocument24 pagesPan Conveyors PDFcachorrexNo ratings yet
- A Review On Numerical and Experimental Study of Screw ConveyorDocument4 pagesA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Letter of Intent For SDP Accreditation - Hist QualsDocument3 pagesLetter of Intent For SDP Accreditation - Hist QualsChristian MakandeNo ratings yet
- C-10 Ce ManualDocument193 pagesC-10 Ce Manualbercketowzhenya80% (5)
- Bucket ElevatorsDocument16 pagesBucket Elevatorssdmel100% (3)
- Pan ConveyorsDocument24 pagesPan ConveyorswereerNo ratings yet
- Conveying and StoringDocument28 pagesConveying and StoringTin Nguyen100% (1)
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Bucket Elevators 150520Document16 pagesBucket Elevators 150520RICARDOALEXBORGESNo ratings yet
- Pipe Conveyors: Optimal Solutions For Specialised HandlingDocument6 pagesPipe Conveyors: Optimal Solutions For Specialised Handlingneeshakothari31No ratings yet
- Bucket Elevators Catalogue: Gambarotta GschwendtDocument64 pagesBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESNo ratings yet
- PaletDocument70 pagesPaletargaNo ratings yet
- Pipe Conveyor SystemDocument6 pagesPipe Conveyor Systemsurajit81100% (2)
- BEUMER Bucket ElevatorsDocument12 pagesBEUMER Bucket ElevatorsIsmailNo ratings yet
- Marg Conveyor Bag Handling PresentationDocument8 pagesMarg Conveyor Bag Handling PresentationMarg ConveyorsNo ratings yet
- Bucket Elevator PresentationDocument8 pagesBucket Elevator PresentationSalmanNo ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFWilliam VillamizarNo ratings yet
- New High Capacity Bucket Elevator DevelopmentsDocument53 pagesNew High Capacity Bucket Elevator Developmentsnathaniel villanueva100% (1)
- Tenova Takraf Bulk Materials Handling enDocument16 pagesTenova Takraf Bulk Materials Handling engabriell_189100% (1)
- Bucket Elevator ChainDocument4 pagesBucket Elevator Chainluisreng100% (1)
- Eriez-Vibratory Feeders PDFDocument16 pagesEriez-Vibratory Feeders PDFruben quedo salazarNo ratings yet
- Jenikes' TheoryDocument209 pagesJenikes' TheoryMohammad Bataineh100% (1)
- CDM Bucket Elevators: Centrifugal ContinuousDocument2 pagesCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNo ratings yet
- Apron Feeder CatDocument4 pagesApron Feeder CatNarsi ReddyNo ratings yet
- Presentación Equipo 2Document62 pagesPresentación Equipo 2Ruben Lopez RicoNo ratings yet
- P139-05-M-30-900-R00 CSU - DATASHEET (2020 - 09 - 03rd)Document6 pagesP139-05-M-30-900-R00 CSU - DATASHEET (2020 - 09 - 03rd)CongOanh PHAN100% (1)
- Dura FlexDocument16 pagesDura FlexJohn ChivNo ratings yet
- CEMA Elevador de CangilonesDocument20 pagesCEMA Elevador de CangilonesCORDOVA DAVILA HECTOR ALONSONo ratings yet
- Belt Scale Application GuidelinesDocument25 pagesBelt Scale Application Guidelinesบิ๊ก บิ๊กNo ratings yet
- Bulk Material Handling Belt-Conveyor-CatalogDocument21 pagesBulk Material Handling Belt-Conveyor-CatalogjayNo ratings yet
- Design Efficient FeedersDocument0 pagesDesign Efficient FeedersRajaram JayaramanNo ratings yet
- GSI Bucket Elevator AssemblyDocument38 pagesGSI Bucket Elevator AssemblyElias ArizaNo ratings yet
- Belt Feeder Properly DesignedDocument2 pagesBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- 06 Kuenzel Elevators GB 10 07Document2 pages06 Kuenzel Elevators GB 10 07Mauricio MpintoNo ratings yet
- Beltwall: Corrugated Sidewall BeltingDocument8 pagesBeltwall: Corrugated Sidewall Beltingcanito73No ratings yet
- C 107 - Pulley Catalog - 04 2014Document46 pagesC 107 - Pulley Catalog - 04 2014kawula alit100% (1)
- Telescopic ChuteDocument2 pagesTelescopic Chutebiswajit sabuiNo ratings yet
- Pipe Conv Presentation ColourDocument25 pagesPipe Conv Presentation Colourgunduanil17No ratings yet
- Belt Bucket Elevator DesignDocument14 pagesBelt Bucket Elevator Designking100% (1)
- Conveyor Chain Selection: P (2.1W + M) F CDocument2 pagesConveyor Chain Selection: P (2.1W + M) F Cmanoj983@gmail.comNo ratings yet
- Ship Unloader LargepneumaticDocument10 pagesShip Unloader LargepneumaticTaufik SinggihNo ratings yet
- Bearing Centre and Face Width in Conveyor PulleyDocument8 pagesBearing Centre and Face Width in Conveyor PulleyPrashant MishraNo ratings yet
- Synergy Shuttle ConveyorDocument5 pagesSynergy Shuttle ConveyorTamal Tanu RoyNo ratings yet
- Enclosed Roller Belt ConveyorsDocument4 pagesEnclosed Roller Belt ConveyorsBuguinNo ratings yet
- Frank Loeffler - Pipe Tube Conveyor PDFDocument12 pagesFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Chain Conveyor PT MagmaDocument22 pagesChain Conveyor PT MagmaendriaberNo ratings yet
- Beumer Chain Bucket Elevator enDocument8 pagesBeumer Chain Bucket Elevator enArghya BasakNo ratings yet
- Material Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsDocument18 pagesMaterial Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsSanjeevNo ratings yet
- Hosch Opearting Manual1 PDFDocument13 pagesHosch Opearting Manual1 PDFZahoor AhmedNo ratings yet
- Brochure - Slide Gate Valve - Pubc-0502-SvDocument2 pagesBrochure - Slide Gate Valve - Pubc-0502-SvedgarspalaciosNo ratings yet
- 9.long Overland ConveyorsDocument14 pages9.long Overland ConveyorsMauricio MpintoNo ratings yet
- KWS Cat PDFDocument126 pagesKWS Cat PDFThaveep RatanakuhaNo ratings yet
- 2010 - Telescopic ChuteDocument29 pages2010 - Telescopic ChutesteelageNo ratings yet
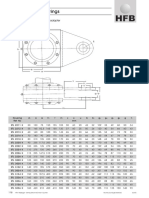
- Soportes Take UP STL Series - Rodamientos SmilovicDocument4 pagesSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicNo ratings yet
- Automatic Samplers: Proven & DependableDocument6 pagesAutomatic Samplers: Proven & DependableHarish KumarNo ratings yet
- 10 Drag Conveyor Section VIIDocument11 pages10 Drag Conveyor Section VIIBUDAPESNo ratings yet
- Mato Belt Cleaner CatalogueDocument12 pagesMato Belt Cleaner Catalogueleeyod100% (1)
- AUMUND Pan Conveyors Fd0a10Document24 pagesAUMUND Pan Conveyors Fd0a10Bruno100% (1)
- Pan Conveyors PDFDocument24 pagesPan Conveyors PDFRaji SuriNo ratings yet
- Roller Conveyor CatalogueDocument50 pagesRoller Conveyor CatalogueAbudo Paixao100% (2)
- Drag Chain ConveyorsDocument20 pagesDrag Chain Conveyorsmseif1980No ratings yet
- Saqa 115056 MatrixDocument14 pagesSaqa 115056 MatrixChristian MakandeNo ratings yet
- Articulation, Construct and Portability With Other Courses/qualificati OnsDocument6 pagesArticulation, Construct and Portability With Other Courses/qualificati OnsChristian MakandeNo ratings yet
- Engineering DrawingDocument26 pagesEngineering DrawingChristian Makande100% (1)
- 234201000-KM-04-POE GuideDocument31 pages234201000-KM-04-POE GuideChristian MakandeNo ratings yet
- Finlay Training Services Ad24a98430Document1 pageFinlay Training Services Ad24a98430Christian MakandeNo ratings yet
- Accreditation Guidelines For ProvidersDocument12 pagesAccreditation Guidelines For ProvidersChristian MakandeNo ratings yet
- Example Individual Risk DashboardDocument1 pageExample Individual Risk DashboardChristian MakandeNo ratings yet
- A MatrixDocument6 pagesA MatrixChristian MakandeNo ratings yet
- Oxy Acetylene Cutting TorchDocument2 pagesOxy Acetylene Cutting TorchChristian Makande100% (1)
- SAQA - 8964 - Assessment GuideDocument40 pagesSAQA - 8964 - Assessment GuideChristian Makande100% (4)
- Course OutlineDocument1 pageCourse OutlineChristian MakandeNo ratings yet
- Sansa 10295Document15 pagesSansa 10295Christian MakandeNo ratings yet
- Title: Safe Work Procedure TemplateDocument1 pageTitle: Safe Work Procedure TemplateChristian MakandeNo ratings yet
- Quick Sell Repossessed Properties FNB: WWW - Quicksell.co - ZaDocument9 pagesQuick Sell Repossessed Properties FNB: WWW - Quicksell.co - ZaChristian MakandeNo ratings yet
- Alignment Matrix - 256520 - Control TrafficDocument1 pageAlignment Matrix - 256520 - Control TrafficChristian MakandeNo ratings yet
- Vehicle Hoist: Do NotDocument1 pageVehicle Hoist: Do NotChristian MakandeNo ratings yet
- National Certificate - Construction Plant OperationsDocument1 pageNational Certificate - Construction Plant OperationsChristian MakandeNo ratings yet
- International/Regional Show Performance Contract: Agreement To Engage ArtistDocument3 pagesInternational/Regional Show Performance Contract: Agreement To Engage ArtistChristian MakandeNo ratings yet
- Christian SADocument219 pagesChristian SAChristian MakandeNo ratings yet
- SUmmative Assessment - CAPADocument11 pagesSUmmative Assessment - CAPAChristian MakandeNo ratings yet
- Eea 13Document16 pagesEea 13Christian Makande0% (1)
- Management Unit Standard ListDocument1 pageManagement Unit Standard ListChristian MakandeNo ratings yet
- HR Tasks For The Social CollectiveDocument2 pagesHR Tasks For The Social CollectiveChristian MakandeNo ratings yet
- Torcky Vibes: International/Regional Show Performance ContractDocument3 pagesTorcky Vibes: International/Regional Show Performance ContractChristian MakandeNo ratings yet
- Data Extraction - TheknotDocument8 pagesData Extraction - TheknotChristian MakandeNo ratings yet
- 66789Document2 pages66789Christian MakandeNo ratings yet
- Floor PlanDocument1 pageFloor PlanChristian MakandeNo ratings yet
- Review On Three Way Unloading Tipper MechanismDocument3 pagesReview On Three Way Unloading Tipper Mechanismشہزاد نقویNo ratings yet
- CPW ManualDocument10 pagesCPW ManualvinodsnNo ratings yet
- Manual Gl1000 - EngDocument34 pagesManual Gl1000 - EngAlbertsenNo ratings yet
- EMF Nienburg 23225Document91 pagesEMF Nienburg 23225Ильнур Тагиров0% (1)
- ELIDA Products CatalogueDocument37 pagesELIDA Products CatalogueAbhishek AgarwalNo ratings yet
- Cema B 07Document6 pagesCema B 07jasgxNo ratings yet
- Motion Control Drives D31 1 Complete English 06 2018 PDFDocument400 pagesMotion Control Drives D31 1 Complete English 06 2018 PDFDavidMarianNo ratings yet
- Lubrication DetailsDocument16 pagesLubrication DetailsSaravanan ParamasivamNo ratings yet
- PS & HS Series Stackers PDFDocument3 pagesPS & HS Series Stackers PDFMilan SjausNo ratings yet
- Flyingbelt Factsheet July2016Document28 pagesFlyingbelt Factsheet July2016nicolasNo ratings yet
- Bruks Siwertell-Port-mobile UnloadersDocument6 pagesBruks Siwertell-Port-mobile UnloadersUdien HamzahNo ratings yet
- Ramsey Weiight ScaleDocument4 pagesRamsey Weiight ScaleIkram Hisan AkbarNo ratings yet
- Hoja de Datos 14092018v2Document1 pageHoja de Datos 14092018v2José TimanáNo ratings yet
- Ht2003 Tub Drag Types TB Jul2015Document3 pagesHt2003 Tub Drag Types TB Jul2015agung wijayaNo ratings yet
- Plant Engineering September 2016 MagazineDocument68 pagesPlant Engineering September 2016 MagazineMariver LlorenteNo ratings yet
- Conveyor SystemDocument32 pagesConveyor SystemAJ BantayNo ratings yet
- ConeDocument8 pagesCone채경호No ratings yet
- Hopper Discharge SystemsDocument8 pagesHopper Discharge Systemsafzalian_ali5352No ratings yet
- Webinar Application Solutions: Conveyor Load Sharing Conveyor Load SharingDocument9 pagesWebinar Application Solutions: Conveyor Load Sharing Conveyor Load Sharingesau hernandezNo ratings yet
- Rapiscan 632DV DatasheetDocument2 pagesRapiscan 632DV DatasheetClipping ValleyNo ratings yet
- Vibrating ConveyorDocument4 pagesVibrating ConveyorMinh Nguyễn vănNo ratings yet
- Bottle Washers, Factors Affecting Washing Operations, Power Requirements of Can and Bottle WashersDocument3 pagesBottle Washers, Factors Affecting Washing Operations, Power Requirements of Can and Bottle WashersMonty KushwahaNo ratings yet
- Mining 01 00011Document13 pagesMining 01 00011bernardNo ratings yet
- BRANDT HS 2172 Centrifuge Technical FlyerDocument2 pagesBRANDT HS 2172 Centrifuge Technical FlyerCrudeMan FangNo ratings yet
- Continuous Band Sealer Instruction Manual: Distributed byDocument45 pagesContinuous Band Sealer Instruction Manual: Distributed byCarlos Enrique Rugeles BarrosoNo ratings yet
- Tira X Coal MillDocument3 pagesTira X Coal MillMohamed ShehataNo ratings yet
- Automation Catalogue En-Uk Part2Document40 pagesAutomation Catalogue En-Uk Part2Abid Hossain Rupam100% (1)
- Xis 7858Document2 pagesXis 7858Tedy ManNo ratings yet