You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ramsey Microwave Point Level 8026 1114Document2 pagesRamsey Microwave Point Level 8026 1114Panner2009No ratings yet
- Arid Zone Hydrology - SchoellerDocument123 pagesArid Zone Hydrology - Schoellerhashmath01No ratings yet
- List of NDT InstrumentDocument1 pageList of NDT InstrumentMurali Krishnan SelvarajaNo ratings yet
- Sr. No. City Bank Address: Patni GE ConfidentialDocument30 pagesSr. No. City Bank Address: Patni GE ConfidentialreachsurendarNo ratings yet
- 3c - Bill BroughtonDocument24 pages3c - Bill BroughtonVenkateswaran Ananthu krishnamoorthyNo ratings yet
- MCA Mathematical Foundation For Computer Application 07Document8 pagesMCA Mathematical Foundation For Computer Application 07Kasaijja AliNo ratings yet
- A 148 - A148M - 93b R98 QTE0OC05M0JSOTG - PDFDocument3 pagesA 148 - A148M - 93b R98 QTE0OC05M0JSOTG - PDFAnjali AnjuNo ratings yet
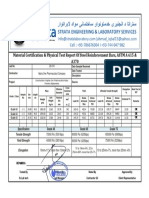
- Material Certification & Physical Test Report of Steel Reinforcement Bars, ASTM A 615 & A370Document1 pageMaterial Certification & Physical Test Report of Steel Reinforcement Bars, ASTM A 615 & A370Nasrullah Fazal AdeebNo ratings yet
- IGCSE Cie WPE P3 With AnsDocument17 pagesIGCSE Cie WPE P3 With AnsPayail Parineeta PalNo ratings yet
- New Results For Pearson Type III Family of Distributions and Application in Wireless Power TransferDocument12 pagesNew Results For Pearson Type III Family of Distributions and Application in Wireless Power TransferDaniel SemproyectNo ratings yet
- Numerical Solution of 2d Gray-Scott ModelDocument6 pagesNumerical Solution of 2d Gray-Scott ModelKarthik VazhuthiNo ratings yet
- Lecture 2 - Cross Section and CorrelationDocument42 pagesLecture 2 - Cross Section and CorrelationBadut SarkasNo ratings yet
- Forging: Types of Forging 1. Hot Forging 2. Cold Forging Hot ForgingDocument22 pagesForging: Types of Forging 1. Hot Forging 2. Cold Forging Hot Forgingaman ubhiNo ratings yet
- Ce-413 Lab1Document7 pagesCe-413 Lab1VOJNo ratings yet
- Wrapping & Coating Code Is 15337Document17 pagesWrapping & Coating Code Is 15337Bishwanath Sanfui100% (1)
- Podiform Chromite - Mineral Deposit Profiles, B.C. Geological SurveyDocument4 pagesPodiform Chromite - Mineral Deposit Profiles, B.C. Geological SurveyRatna QiaNo ratings yet
- GRAFIKDocument5 pagesGRAFIKNia YusNo ratings yet
- 02.case Study On Boiler Tube Failure at JPLDocument8 pages02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84No ratings yet
- Heat - Thermodynamics Virtual Lab - Physical Sciences - Amrita Vishwa Vidyapeetham Virtual LabDocument1 pageHeat - Thermodynamics Virtual Lab - Physical Sciences - Amrita Vishwa Vidyapeetham Virtual LabjeroldscdNo ratings yet
- Reese, Cox, and Koop Sand ModelDocument18 pagesReese, Cox, and Koop Sand Modelv100% (3)
- Introduction To Error TheoryDocument10 pagesIntroduction To Error TheoryTrần HuyNo ratings yet
- 10 Properties of TrianglesDocument2 pages10 Properties of Trianglesfa011020211No ratings yet
- Emco Concept Turn 105Document4 pagesEmco Concept Turn 105Fabio TolentinoNo ratings yet
- Robustness of Logit Analysis: Unobserved Heterogeneity and Misspecified DisturbancesDocument14 pagesRobustness of Logit Analysis: Unobserved Heterogeneity and Misspecified DisturbancesAditya Agung SatrioNo ratings yet
- LXC9210 User Manual PDFDocument46 pagesLXC9210 User Manual PDFAnonymous vqsuRyNo ratings yet
- Ultimate Stress Design - Flexure: That's ItDocument49 pagesUltimate Stress Design - Flexure: That's ItAce De GuzmanNo ratings yet
- Chem Eng October 2014Document80 pagesChem Eng October 2014nurshafiqah150892No ratings yet
- Author's Responses To ReviewerDocument6 pagesAuthor's Responses To Reviewerjaysern7No ratings yet
- Revision Exercise 3: Concept Traps (p.137)Document8 pagesRevision Exercise 3: Concept Traps (p.137)4C 32 WONG SHU HANGNo ratings yet
- Pythagoras Theorem IzaanDocument4 pagesPythagoras Theorem IzaanFazeen FaisalNo ratings yet