You might also like
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Urea UllmannsDocument40 pagesUrea UllmannsGeorge Van Bommel100% (3)
- P Urea Smcarb 2018 Ok Ok OkDocument143 pagesP Urea Smcarb 2018 Ok Ok Okهشام حدودNo ratings yet
- Draft Report For Urea ProductionDocument59 pagesDraft Report For Urea ProductionBryan Jesher Dela CruzNo ratings yet
- Designing Urea ReactorDocument20 pagesDesigning Urea ReactordcobasbNo ratings yet
- CO2 Recovery Plant, NFCL, Andhra Pradesh (India)Document9 pagesCO2 Recovery Plant, NFCL, Andhra Pradesh (India)Sanjiv ChNo ratings yet
- Urea ProductionDocument2 pagesUrea Productiongaur1234No ratings yet
- Abid P.designDocument50 pagesAbid P.designMuhammad TauseefNo ratings yet
- Process Intensification: Engineering for Efficiency, Sustainability and FlexibilityFrom EverandProcess Intensification: Engineering for Efficiency, Sustainability and FlexibilityNo ratings yet
- Welding Procedure Specification: WPS For SS Material 316 (GTAW)Document1 pageWelding Procedure Specification: WPS For SS Material 316 (GTAW)Lipika GayenNo ratings yet
- TASK 12!13!79-610-011-A Check Oil Level and ReplenishDocument6 pagesTASK 12!13!79-610-011-A Check Oil Level and ReplenishSatishReddyNo ratings yet
- Reactor Kinetics of Urea FormationDocument21 pagesReactor Kinetics of Urea Formationtitas5123100% (1)
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- Direct Methane to Methanol: Foundations and Prospects of the ProcessFrom EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNo ratings yet
- Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialDocument24 pagesProblem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialaamliagarNo ratings yet
- Urea Manufacturing Plant-StamicarbonDocument4 pagesUrea Manufacturing Plant-StamicarbonRadhika PillayNo ratings yet
- Project 0n UreaDocument38 pagesProject 0n UreaVishal SinghNo ratings yet
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- Urea Project Report 1 PDFDocument9 pagesUrea Project Report 1 PDFVirendra RathvaNo ratings yet
- UreaDocument19 pagesUreakrit138No ratings yet
- Simulation of A Urea Synthesis Reactor. 1. ThermodynamicDocument10 pagesSimulation of A Urea Synthesis Reactor. 1. ThermodynamicYaraKanawatiNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- Urea Manufacturing 1Document46 pagesUrea Manufacturing 1Sho aibNo ratings yet
- Reactor DesignDocument9 pagesReactor DesignKin Wai CheahNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنNo ratings yet
- Modeling and Simulation of Methanol Synthesis From SyngasDocument72 pagesModeling and Simulation of Methanol Synthesis From Syngasshanku_biet75% (4)
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- Stamicarbon Y2kDocument11 pagesStamicarbon Y2kvariable26100% (1)
- UreaDocument18 pagesUreaDian Anggraini PurbaNo ratings yet
- Contact Process: Manufacture of Sulphuric AcidDocument3 pagesContact Process: Manufacture of Sulphuric AcidfatahleeNo ratings yet
- Ammonia MEB Final PDFDocument30 pagesAmmonia MEB Final PDFMANU BTech MCA Third YearNo ratings yet
- PlantDocument8 pagesPlantpf06No ratings yet
- Design Project On Nitric Acid ProductionDocument152 pagesDesign Project On Nitric Acid Productionحاتم غيدان خلف100% (1)
- Stamicarbon Urea Process Data PDFDocument1 pageStamicarbon Urea Process Data PDFtreyzzztylerNo ratings yet
- Natural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument65 pagesNatural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree oframachandran_chemNo ratings yet
- Nirbhay Urea Final PDFDocument99 pagesNirbhay Urea Final PDFHimanshu vikram100% (1)
- Final Project (2) 2Document13 pagesFinal Project (2) 2Roaa SharfNo ratings yet
- Co2 Compressor NewDocument6 pagesCo2 Compressor NewUzair AshrafNo ratings yet
- Aces 4 Complete Urea ProjectDocument92 pagesAces 4 Complete Urea ProjectAyat100% (1)
- CFD Analysis of Biomass Downdraft GasifierDocument4 pagesCFD Analysis of Biomass Downdraft GasifierArup DasNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- A Term Paper Report OnDocument42 pagesA Term Paper Report OnmohanrtamNo ratings yet
- Flow Diagram of Urea ProductionDocument11 pagesFlow Diagram of Urea ProductionClaudine Beloso Castillo100% (1)
- Urea ProjectDocument17 pagesUrea ProjectAbdo Shaaban100% (2)
- Urea PlantDocument25 pagesUrea PlantHarsh DholakiyaNo ratings yet
- Material Balance of Ammonium Sulphate ProductionDocument5 pagesMaterial Balance of Ammonium Sulphate ProductionShahbaz AlamNo ratings yet
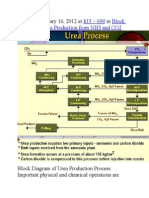
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadNo ratings yet
- Ammonium 2520sulphate Material 2520balance.Document9 pagesAmmonium 2520sulphate Material 2520balance.AgadmatorNo ratings yet
- Ag Report UreaDocument40 pagesAg Report UreaVakul AgarwalNo ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- 2009 06 Brouwer UreaKnowHow - Com Thermodynamics of The Urea ProcessDocument15 pages2009 06 Brouwer UreaKnowHow - Com Thermodynamics of The Urea ProcessMohit BayerNo ratings yet
- The Optimal Design of Chemical Reactors: A Study in Dynamic ProgrammingFrom EverandThe Optimal Design of Chemical Reactors: A Study in Dynamic ProgrammingNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- Ion Exchange TechnologyFrom EverandIon Exchange TechnologyF.C. NachodNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- An Alternative Paradigm For Control System DesignDocument8 pagesAn Alternative Paradigm For Control System DesignsbolekoNo ratings yet
- Linde X Range BrochureDocument20 pagesLinde X Range BrochureanupthattaNo ratings yet
- Dr. J. J. Magdum College of EngineeringDocument7 pagesDr. J. J. Magdum College of EngineeringNilesh AynodkarNo ratings yet
- 11.deflection in BeamsDocument88 pages11.deflection in Beamsajaikumar ShankarNo ratings yet
- Determination of Volume Fraction of Coir Fiber, Chicken Feather and Egg Shell Powder in An Epoxy Based Hybrid Composite For Maximum Tensile StrengthDocument9 pagesDetermination of Volume Fraction of Coir Fiber, Chicken Feather and Egg Shell Powder in An Epoxy Based Hybrid Composite For Maximum Tensile StrengthIJRASETPublicationsNo ratings yet
- Nanobubble BrochureDocument2 pagesNanobubble BrochureAdjieDarmawanNo ratings yet
- Math4220 PDFDocument10 pagesMath4220 PDFjhonmt7No ratings yet
- PRP ISTS 22002-1 2009 - Updated 2019 Shared PDFDocument77 pagesPRP ISTS 22002-1 2009 - Updated 2019 Shared PDFJill DagreatNo ratings yet
- Human Emotion Detection SystemDocument54 pagesHuman Emotion Detection Systemfaizan khan40% (5)
- McIntosh-C22CE PreampDocument15 pagesMcIntosh-C22CE PreampRoberto Tadachi SimeoneNo ratings yet
- Eco Friendly Road Dust CleanerDocument5 pagesEco Friendly Road Dust CleanerrassNo ratings yet
- AltaBlue A15,30,50,100Document255 pagesAltaBlue A15,30,50,100Đỗ DuyNo ratings yet
- Write An Essay On The Applications of IR Spectroscopy To PolymersDocument10 pagesWrite An Essay On The Applications of IR Spectroscopy To PolymersdranasridNo ratings yet
- Uic Code 435-2: Standard of Quality For A European Flat Wood Pallet, With Four Entries and Measuring 800 MM X 1 200 MMDocument56 pagesUic Code 435-2: Standard of Quality For A European Flat Wood Pallet, With Four Entries and Measuring 800 MM X 1 200 MMIlya PuchkovNo ratings yet
- LC 45 - 450-1050 - 54 O4a NF SR EXC3Document3 pagesLC 45 - 450-1050 - 54 O4a NF SR EXC3Xin XiNo ratings yet
- Feinor Construction and Tractor Models - 2024Document6 pagesFeinor Construction and Tractor Models - 2024Kelvin ZhuNo ratings yet
- Mahakal Institute of Technology, Ujjain: TH THDocument35 pagesMahakal Institute of Technology, Ujjain: TH THashlay evans100% (1)
- English Channel Chartwork ProblemsDocument9 pagesEnglish Channel Chartwork ProblemswaseemNo ratings yet
- Thermal Analysis of Power Plant Based On Gas Turbine IJERTV3IS030749Document8 pagesThermal Analysis of Power Plant Based On Gas Turbine IJERTV3IS030749Эдик БубенчиковNo ratings yet
- Transportation EngineeringDocument43 pagesTransportation EngineeringAncheta Suzanne ClarisseNo ratings yet
- Lampiran 6 Hardness Conversion TableDocument1 pageLampiran 6 Hardness Conversion TableRamzi Dol Abdul WahidNo ratings yet
- Bub323z DDocument8 pagesBub323z Dtomoyo2009No ratings yet
- Licuefaction ReferenceDocument8 pagesLicuefaction ReferenceKarlaNo ratings yet
- Dowtherm GDocument2 pagesDowtherm GSaiful Ahmad100% (2)
- ABS - Benz - Function List: Model Year Model Model Series Control Unit Groups System NameDocument4 pagesABS - Benz - Function List: Model Year Model Model Series Control Unit Groups System NamePetrus Van SchalkwykNo ratings yet
- Subsea Completion Operations Gullfaks Satellites: Jon Ola JuvikDocument14 pagesSubsea Completion Operations Gullfaks Satellites: Jon Ola JuvikPhilip Albert HutapeaNo ratings yet
- Try FollowingDocument576 pagesTry FollowingazanNo ratings yet
- Canos y AccesoriosDocument32 pagesCanos y AccesoriosChristian ApfelmannNo ratings yet