You might also like
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
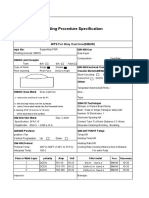
- Wps - Eni-Ci - Enife-ci-A (Gray Cast Iron)Document1 pageWps - Eni-Ci - Enife-ci-A (Gray Cast Iron)AminNo ratings yet
- All Metal Hose, Medium Pressure, FJ Sereis (MS-02-322-E) R2Document6 pagesAll Metal Hose, Medium Pressure, FJ Sereis (MS-02-322-E) R2herysyam1980No ratings yet
- Ebook Membranes 2013Document577 pagesEbook Membranes 2013sergiogonzalez371375% (4)
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Impact TestDocument6 pagesImpact TestSoumadipta SenNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- API 650 Datasheet 1Document16 pagesAPI 650 Datasheet 1alwacsNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- Tank Shell DesignDocument4 pagesTank Shell Designgon972001No ratings yet
- Tank Shell DesignDocument4 pagesTank Shell Designgon972001No ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- ANSI B16.5 FlangesDocument24 pagesANSI B16.5 Flangesgateauxboy100% (2)
- API 650 Tank Design CalculationDocument8 pagesAPI 650 Tank Design Calculationmail_younes659283% (29)
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- Plastic Industry of PakistanDocument65 pagesPlastic Industry of Pakistanhelperforeu72% (18)
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Inspection Test & Plan: Pondasi Bangunan NOMOR: I-QAC-027/100.19Document21 pagesInspection Test & Plan: Pondasi Bangunan NOMOR: I-QAC-027/100.19pahrizan100% (2)
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Acoustic Emission - Standards and Technology UpdateDocument257 pagesAcoustic Emission - Standards and Technology Updatetobby65100% (1)
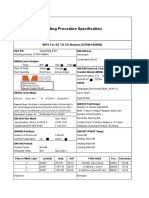
- Welding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Document1 pageWelding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Lipika GayenNo ratings yet
- Mole Concept PDFDocument43 pagesMole Concept PDFPratyushNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- API 650 Tank Shell Evaluation Rev 3Document31 pagesAPI 650 Tank Shell Evaluation Rev 3alokbdasNo ratings yet
- S.No. Hospital Code Hospital NameDocument20 pagesS.No. Hospital Code Hospital NameLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
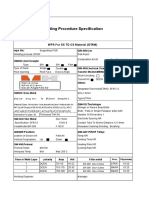
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Document1 pageWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- CyanideDocument52 pagesCyanideWilliamEliezerClNo ratings yet
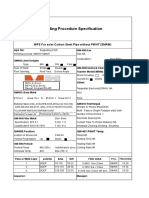
- Welding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Lipika Gayen100% (1)
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
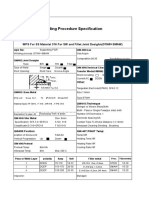
- Welding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Document1 pageWelding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Document1 pageWelding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
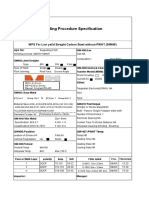
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Document1 pageWelding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Lipika GayenNo ratings yet
- Welding Procedure Specification: Wps NoDocument1 pageWelding Procedure Specification: Wps NoLipika Gayen100% (1)
- Welding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Document1 pageWelding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Lipika GayenNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- Qw-482 Welding Procedure SpecificationDocument2 pagesQw-482 Welding Procedure SpecificationAmanSharmaNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- QW 482 WPS (Gtaw+smaw) 04.01.2015Document8 pagesQW 482 WPS (Gtaw+smaw) 04.01.2015Srikant GanjiNo ratings yet
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- WPS 01 WQT PDFDocument1 pageWPS 01 WQT PDFkiki270977No ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- QW-482 Welding Procedure Specification: Section IX, ASME Boiler & Pressure Vessel CodeDocument2 pagesQW-482 Welding Procedure Specification: Section IX, ASME Boiler & Pressure Vessel CodeRamzi ZoghlamiNo ratings yet
- Table T-233.1 For RTDocument1 pageTable T-233.1 For RTLipika GayenNo ratings yet
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenNo ratings yet
- Table T-233.1 For RTDocument1 pageTable T-233.1 For RTLipika GayenNo ratings yet
- T-721 For MPTDocument1 pageT-721 For MPTLipika GayenNo ratings yet
- Acceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Document4 pagesAcceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Lipika Gayen100% (1)
- Quality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VDocument1 pageQuality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VLipika Gayen100% (1)
- Ductile Pipe MFG ProcessDocument1 pageDuctile Pipe MFG ProcessLipika GayenNo ratings yet
- CompressorDocument6 pagesCompressorLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Tee JointsDocument1 pageTee JointsLipika GayenNo ratings yet
- Third Party Inspection For Reciprocating Compressor - ProcedureDocument12 pagesThird Party Inspection For Reciprocating Compressor - ProcedureLipika GayenNo ratings yet
- Wa0000Document9 pagesWa0000Lipika GayenNo ratings yet
- Tank No: Bottom Sketch: Attached Sheet According Api 650 Note 5.3.3 Vacuum Pressure Glass Window Dimentions: Acceptance Creteria:No Leakage LocationDocument1 pageTank No: Bottom Sketch: Attached Sheet According Api 650 Note 5.3.3 Vacuum Pressure Glass Window Dimentions: Acceptance Creteria:No Leakage LocationLipika GayenNo ratings yet
- How Does A Steam Boiler Work?Document11 pagesHow Does A Steam Boiler Work?Lipika GayenNo ratings yet
- Axial Flow For Industry 1Document9 pagesAxial Flow For Industry 1Lipika GayenNo ratings yet
- Test ConditionDocument1 pageTest ConditionLipika GayenNo ratings yet
- Test ConditionDocument1 pageTest ConditionLipika GayenNo ratings yet
- Activity:: Work Permit No.: Date: Mechanical Chemical I&C Electrical CivilDocument1 pageActivity:: Work Permit No.: Date: Mechanical Chemical I&C Electrical CivilLipika GayenNo ratings yet
- Joint No: Backing: Yes No Backing Mat: N/ADocument1 pageJoint No: Backing: Yes No Backing Mat: N/ALipika GayenNo ratings yet
- 4 6048613395123405697Document64 pages4 6048613395123405697Lipika GayenNo ratings yet
- CB 523-Method I - DR Elsayed - LectDocument31 pagesCB 523-Method I - DR Elsayed - LectEslam SamirNo ratings yet
- Forging Applications: Uddeholm Tool Steels ForDocument24 pagesForging Applications: Uddeholm Tool Steels ForMin HanNo ratings yet
- SRM - A318/A319/A320/A321 REV DATE: Nov 01/2022 Tail Number - MSN - FSN: ALLDocument3 pagesSRM - A318/A319/A320/A321 REV DATE: Nov 01/2022 Tail Number - MSN - FSN: ALLingeniero aeroestructurasNo ratings yet
- Staying Ahead of The CurveDocument8 pagesStaying Ahead of The CurvehimanshuNo ratings yet
- CeramicproductsmarketDocument132 pagesCeramicproductsmarketDavid Budi SaputraNo ratings yet
- MicroDocument3 pagesMicroPrince MoniNo ratings yet
- 11 Repair KitsDocument2 pages11 Repair KitsbuddhansamratNo ratings yet
- Technical Info Librel RMX 26Document4 pagesTechnical Info Librel RMX 26Rijalul AuthonNo ratings yet
- KMMLDocument35 pagesKMMLAJITH SNo ratings yet
- Fermi Surface: Notes By: Shahzaib ShahidDocument7 pagesFermi Surface: Notes By: Shahzaib ShahidShazaib MirzaNo ratings yet
- Reverse OsmosisDocument4 pagesReverse OsmosisKiran ShresthaNo ratings yet
- 2.4 Transition Metals Formation of Coloured Ions QsDocument27 pages2.4 Transition Metals Formation of Coloured Ions QsJesulayomi BolajiNo ratings yet
- Lead, Zinc and Strontium Distribution in The Oxidation ZoneDocument11 pagesLead, Zinc and Strontium Distribution in The Oxidation ZoneAnonymous Lrw61wNo ratings yet
- Loss of Prestressed Due To ANCHORAGEDocument38 pagesLoss of Prestressed Due To ANCHORAGEKimberly Shawn Nicole SantosNo ratings yet
- CAPE Chemistry Mock Exams U2 2015Document19 pagesCAPE Chemistry Mock Exams U2 2015Nicholas CharlesNo ratings yet
- G40 Ready Mix Data Sheet: PropertiesDocument4 pagesG40 Ready Mix Data Sheet: Propertieswadi ajanaNo ratings yet
- Sustainable Materialization of Responsive ArchitectureDocument20 pagesSustainable Materialization of Responsive ArchitectureAlexander TeohNo ratings yet
- Bom of Studs & Nuts For Balance SystemDocument4 pagesBom of Studs & Nuts For Balance SystemmishtinilNo ratings yet
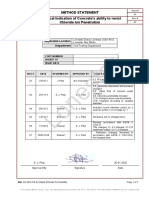
- CIV-MS-010-07-Rapid Chloride PermeabilityDocument7 pagesCIV-MS-010-07-Rapid Chloride PermeabilityAdil faridNo ratings yet
- Chemistry Investigatory Project: Topic: Preparation of Rayon ThreadDocument14 pagesChemistry Investigatory Project: Topic: Preparation of Rayon Threadkhushi chelaniNo ratings yet
- Report On Treatment of Waste WaterDocument7 pagesReport On Treatment of Waste WaterSaptarshi GiriNo ratings yet
- Inorganic Chemistry 2-1Document48 pagesInorganic Chemistry 2-1Oliver JumaNo ratings yet
- Midland Gear Pumps Phase 1Document5 pagesMidland Gear Pumps Phase 1Рома БлошенкоNo ratings yet