You might also like
- API 650 Tank Design CalculationDocument8 pagesAPI 650 Tank Design Calculationmail_younes659283% (29)
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Steel - Equivalent GradesDocument17 pagesSteel - Equivalent Gradessmsett100% (5)
- F3122 14Document6 pagesF3122 14senthilNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- WPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsDocument3 pagesWPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsAmjad PathanNo ratings yet
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Impact Test Machine CalculationsDocument6 pagesImpact Test Machine CalculationsSoumadipta SenNo ratings yet
- Fiber Optic Training PresentationDocument72 pagesFiber Optic Training PresentationRobb Robinson100% (1)
- Cgah Chiller IomDocument28 pagesCgah Chiller IomLuong Dao100% (2)
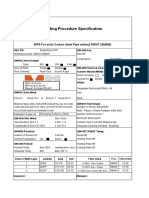
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Document1 pageWelding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Lipika GayenNo ratings yet
- Welding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Lipika Gayen100% (1)
- Welding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Document1 pageWelding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Lipika GayenNo ratings yet
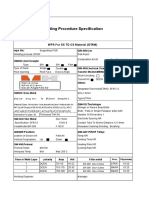
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Document1 pageWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNo ratings yet
- DateDocument1 pageDateLipika Gayen100% (1)
- WPS for SS to CS WeldingDocument1 pageWPS for SS to CS WeldingLipika GayenNo ratings yet
- Welding Procedure Specification for 316 Stainless Steel GTAW WeldsDocument1 pageWelding Procedure Specification for 316 Stainless Steel GTAW WeldsLipika GayenNo ratings yet
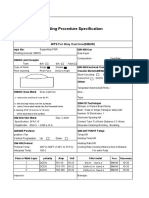
- Wps - Eni-Ci - Enife-ci-A (Gray Cast Iron)Document1 pageWps - Eni-Ci - Enife-ci-A (Gray Cast Iron)AminNo ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Document1 pageWelding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Lipika GayenNo ratings yet
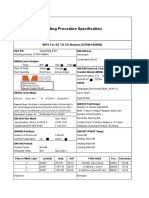
- Welding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Document1 pageWelding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Lipika GayenNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- PT Alphacon's Single V Butt Joint WPSDocument20 pagesPT Alphacon's Single V Butt Joint WPScrys0% (1)
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS 01 WQT PDFDocument1 pageWPS 01 WQT PDFkiki270977No ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Electrode Pressure Bar Welding Current, Amp Welding Time, Second Power Source (AC/DC)Document1 pageElectrode Pressure Bar Welding Current, Amp Welding Time, Second Power Source (AC/DC)Mohit TiwariNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Project: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Document1 pageProject: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Anonymous 7aUHXY1vWbNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- WPS for SMAW of 6-8mm Steel Butt JointDocument49 pagesWPS for SMAW of 6-8mm Steel Butt JointGulfam HussainNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocument5 pagesLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- T-721 For MPTDocument1 pageT-721 For MPTLipika GayenNo ratings yet
- Table T-233.1 For RTDocument1 pageTable T-233.1 For RTLipika GayenNo ratings yet
- Table T-233.1 For RTDocument1 pageTable T-233.1 For RTLipika GayenNo ratings yet
- Ductile Pipe MFG ProcessDocument1 pageDuctile Pipe MFG ProcessLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Quality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VDocument1 pageQuality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VLipika Gayen100% (1)
- Tee JointsDocument1 pageTee JointsLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Acceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Document4 pagesAcceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Lipika Gayen100% (1)
- Axial Flow For Industry 1Document9 pagesAxial Flow For Industry 1Lipika GayenNo ratings yet
- CompressorDocument6 pagesCompressorLipika GayenNo ratings yet
- How Does A Steam Boiler Work?Document11 pagesHow Does A Steam Boiler Work?Lipika GayenNo ratings yet
- Test ConditionDocument1 pageTest ConditionLipika GayenNo ratings yet
- S.No. Hospital Code Hospital NameDocument20 pagesS.No. Hospital Code Hospital NameLipika GayenNo ratings yet
- Third Party Inspection For Reciprocating Compressor - ProcedureDocument12 pagesThird Party Inspection For Reciprocating Compressor - ProcedureLipika GayenNo ratings yet
- Wa0000Document9 pagesWa0000Lipika GayenNo ratings yet
- Technical Tank Inspection Report TemplateDocument1 pageTechnical Tank Inspection Report TemplateLipika GayenNo ratings yet
- API 650, 5.6.4, Calculation of Shell ThicknessDocument31 pagesAPI 650, 5.6.4, Calculation of Shell ThicknessalokbdasNo ratings yet
- Work permit details for IPDC project constructionDocument1 pageWork permit details for IPDC project constructionLipika GayenNo ratings yet
- Flange Dimensions and Pressure Ratings ChartDocument24 pagesFlange Dimensions and Pressure Ratings Chartgateauxboy100% (2)
- API 650 Datasheet 1Document16 pagesAPI 650 Datasheet 1alwacsNo ratings yet
- Code for Gas Welding Process and ParametersDocument1 pageCode for Gas Welding Process and ParametersLipika GayenNo ratings yet
- Test ConditionDocument1 pageTest ConditionLipika GayenNo ratings yet
- Tank Shell DesignDocument4 pagesTank Shell Designgon972001No ratings yet
- Tank Shell DesignDocument4 pagesTank Shell Designgon972001No ratings yet
- Standard Pipe Sizes and PropertiesDocument64 pagesStandard Pipe Sizes and PropertiesLipika GayenNo ratings yet
- Safelight For Darkroom Illumination - ANSI PH2.22 PDFDocument6 pagesSafelight For Darkroom Illumination - ANSI PH2.22 PDFJayesh100% (1)
- LESSON 2 Science 8Document52 pagesLESSON 2 Science 8Sir JoshNo ratings yet
- Passive Energy Dissipation Systems For StructuralDocument12 pagesPassive Energy Dissipation Systems For StructuralMichael Jhoan Rodriguez RomeroNo ratings yet
- Response of Reinforced Concrete Columns To Simulated Seismic LoadingDocument10 pagesResponse of Reinforced Concrete Columns To Simulated Seismic LoadingpicottNo ratings yet
- 1.nano - Thin FilmDocument10 pages1.nano - Thin FilmTJPRC PublicationsNo ratings yet
- ECE 7209 Homework 1 - Maxwell's Equations and CircuitsDocument3 pagesECE 7209 Homework 1 - Maxwell's Equations and CircuitsAsghar FarhadiNo ratings yet
- Certificado Calidad-Codo SCH40Document1 pageCertificado Calidad-Codo SCH40ALENo ratings yet
- Air Valves For Offshore and Seawater ApplicationsDocument4 pagesAir Valves For Offshore and Seawater ApplicationsSergio MuñozNo ratings yet
- Instruction Manual Diaphragm Gas Meter G10 - G40: Important Safety InstructionsDocument4 pagesInstruction Manual Diaphragm Gas Meter G10 - G40: Important Safety InstructionsMORELLI silvioNo ratings yet
- Muravin - Acoustic Emission Method - Short Presentation For StudentsDocument45 pagesMuravin - Acoustic Emission Method - Short Presentation For StudentsBolaji SuberuNo ratings yet
- Hydrotest Procedure For Pressure VesselDocument7 pagesHydrotest Procedure For Pressure Vesselvijay vickyNo ratings yet
- Unit IV Jet PropulsionDocument31 pagesUnit IV Jet PropulsionMuthuvel M100% (1)
- Statically Indeterminate Beams Three Moment EquationDocument33 pagesStatically Indeterminate Beams Three Moment EquationAlyssandra Beatriz AustriaNo ratings yet
- Lab 4 (Thermofluids Lab)Document32 pagesLab 4 (Thermofluids Lab)Adnan Nanda0% (1)
- Trapezoidal Sheet Design CalculationsDocument5 pagesTrapezoidal Sheet Design CalculationsDragan Madalin CosminNo ratings yet
- Determination of Sodium and Potassium by Flame Atomic-Emission SpectrosDocument4 pagesDetermination of Sodium and Potassium by Flame Atomic-Emission SpectrosNisa AyuNo ratings yet
- Cantilever wall design exampleDocument7 pagesCantilever wall design examplerodain najjarNo ratings yet
- Vacuum Drying of Gas Pipelines - Rotary Vane Vacuum Pumps and Air CompressorsDocument1 pageVacuum Drying of Gas Pipelines - Rotary Vane Vacuum Pumps and Air CompressorsSoner SalarNo ratings yet
- SKF Spherical Roller BearingsDocument32 pagesSKF Spherical Roller BearingsSquirrel24No ratings yet
- Handout Optik Geometri EnglishDocument17 pagesHandout Optik Geometri EnglishAsriandy RamadhanNo ratings yet
- Applying TIG Welding TechniquesDocument104 pagesApplying TIG Welding Techniqueshema_avraoNo ratings yet
- TDS Therminol VP-1Document2 pagesTDS Therminol VP-1Rajiv technoquestNo ratings yet
- RCD Assignment 5Document4 pagesRCD Assignment 5CE-Cret KuyaaDeeeNo ratings yet
- Calculation of Corrosion RateDocument2 pagesCalculation of Corrosion RateVũ Phi YếnNo ratings yet
- 8.method Pressure-Temperature RatingsDocument2 pages8.method Pressure-Temperature RatingsEDISON JAIRO DAVID GOMEZNo ratings yet
- CH 90Document14 pagesCH 90NishanNo ratings yet