You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
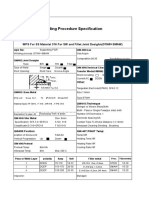
- Welding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Document1 pageWelding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Lipika GayenNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- WPS for SS to CS WeldingDocument1 pageWPS for SS to CS WeldingLipika GayenNo ratings yet
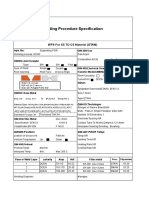
- Welding Procedure Specification for 316 Stainless Steel GTAW WeldsDocument1 pageWelding Procedure Specification for 316 Stainless Steel GTAW WeldsLipika GayenNo ratings yet
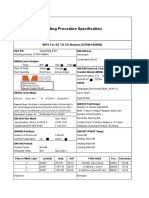
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Document1 pageWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- WPS for Low Carbon Steel SMAW WeldingDocument1 pageWPS for Low Carbon Steel SMAW WeldingLipika GayenNo ratings yet
- Welding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Document1 pageWelding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Lipika GayenNo ratings yet
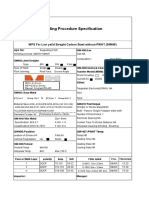
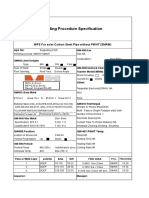
- Welding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Lipika Gayen100% (1)
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Document1 pageWelding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Lipika GayenNo ratings yet
- DateDocument1 pageDateLipika Gayen100% (1)
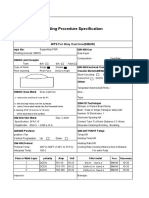
- Wps - Eni-Ci - Enife-ci-A (Gray Cast Iron)Document1 pageWps - Eni-Ci - Enife-ci-A (Gray Cast Iron)AminNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Sample WPS for Carbon Steel GTAW+SMAW WeldingDocument2 pagesSample WPS for Carbon Steel GTAW+SMAW WeldingAmanSharmaNo ratings yet
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
- WPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsDocument3 pagesWPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsAmjad PathanNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- WPS 01 WQT PDFDocument1 pageWPS 01 WQT PDFkiki270977No ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- ASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelDocument3 pagesASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelBudi Setia RahmanNo ratings yet
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocument5 pagesLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- Form No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2Document10 pagesForm No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2JithinAbrahamNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- Welding Procedure Specification (AutoRecovered)Document2 pagesWelding Procedure Specification (AutoRecovered)virnmontalesNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Wps p91 - BhelDocument2 pagesWps p91 - BhelAshish Gupta100% (4)
- Base Metals (Qw-403) Postweld Heat Treatment (Qw-407)Document2 pagesBase Metals (Qw-403) Postweld Heat Treatment (Qw-407)beyNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- QW 482 WPS (Gtaw+smaw) 04.01.2015Document8 pagesQW 482 WPS (Gtaw+smaw) 04.01.2015Srikant GanjiNo ratings yet
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenNo ratings yet
- T-721 For MPTDocument1 pageT-721 For MPTLipika GayenNo ratings yet
- Table T-233.1 For RTDocument1 pageTable T-233.1 For RTLipika GayenNo ratings yet
- Table T-233.1 For RTDocument1 pageTable T-233.1 For RTLipika GayenNo ratings yet
- Ductile Pipe MFG ProcessDocument1 pageDuctile Pipe MFG ProcessLipika GayenNo ratings yet
- Impact Test Machine CalculationsDocument6 pagesImpact Test Machine CalculationsSoumadipta SenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Quality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VDocument1 pageQuality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VLipika Gayen100% (1)
- Tee JointsDocument1 pageTee JointsLipika GayenNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Acceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Document4 pagesAcceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Lipika Gayen100% (1)
- Axial Flow For Industry 1Document9 pagesAxial Flow For Industry 1Lipika GayenNo ratings yet
- CompressorDocument6 pagesCompressorLipika GayenNo ratings yet
- How Does A Steam Boiler Work?Document11 pagesHow Does A Steam Boiler Work?Lipika GayenNo ratings yet
- Test ConditionDocument1 pageTest ConditionLipika GayenNo ratings yet
- S.No. Hospital Code Hospital NameDocument20 pagesS.No. Hospital Code Hospital NameLipika GayenNo ratings yet
- Third Party Inspection For Reciprocating Compressor - ProcedureDocument12 pagesThird Party Inspection For Reciprocating Compressor - ProcedureLipika GayenNo ratings yet
- Wa0000Document9 pagesWa0000Lipika GayenNo ratings yet
- Technical Tank Inspection Report TemplateDocument1 pageTechnical Tank Inspection Report TemplateLipika GayenNo ratings yet
- API 650 Tank Design CalculationDocument8 pagesAPI 650 Tank Design Calculationmail_younes659283% (29)
- API 650, 5.6.4, Calculation of Shell ThicknessDocument31 pagesAPI 650, 5.6.4, Calculation of Shell ThicknessalokbdasNo ratings yet
- Work permit details for IPDC project constructionDocument1 pageWork permit details for IPDC project constructionLipika GayenNo ratings yet
- Flange Dimensions and Pressure Ratings ChartDocument24 pagesFlange Dimensions and Pressure Ratings Chartgateauxboy100% (2)
- API 650 Datasheet 1Document16 pagesAPI 650 Datasheet 1alwacsNo ratings yet
- Code for Gas Welding Process and ParametersDocument1 pageCode for Gas Welding Process and ParametersLipika GayenNo ratings yet
- Test ConditionDocument1 pageTest ConditionLipika GayenNo ratings yet
- Tank Shell DesignDocument4 pagesTank Shell Designgon972001No ratings yet
- Tank Shell DesignDocument4 pagesTank Shell Designgon972001No ratings yet
- Standard Pipe Sizes and PropertiesDocument64 pagesStandard Pipe Sizes and PropertiesLipika GayenNo ratings yet
- Anxiety DisordersDocument40 pagesAnxiety Disordersamal abdulrahmanNo ratings yet
- DS 20180208 SG10 12KTL-M Datasheet V10 ENDocument2 pagesDS 20180208 SG10 12KTL-M Datasheet V10 ENRavi Ranjan VermaNo ratings yet
- 570-ULSP status index instrument cablesDocument184 pages570-ULSP status index instrument cableskumarnpccNo ratings yet
- Soal Bahasa Inggris Kelas Xi Semester 2 Petunjuk Khusus:: I Just Want To Be AloneDocument9 pagesSoal Bahasa Inggris Kelas Xi Semester 2 Petunjuk Khusus:: I Just Want To Be Alonesmk bhaktiasihNo ratings yet
- Ethics in Animal-Based Research: Dominik Gross René H. TolbaDocument15 pagesEthics in Animal-Based Research: Dominik Gross René H. TolbaIuliana MogaNo ratings yet
- New Tunnel Boring MachineDocument7 pagesNew Tunnel Boring Machinealvaroaac4100% (1)
- Adime Malnutrition and OncolgyDocument6 pagesAdime Malnutrition and Oncolgyapi-300587226100% (1)
- PETROWIKI LINKDocument136 pagesPETROWIKI LINKAyush ChandraNo ratings yet
- Aquafina CB FinalDocument14 pagesAquafina CB FinalSalman AlamgirNo ratings yet
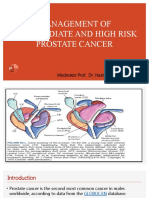
- CA Prostate by Dr. Musaib MushtaqDocument71 pagesCA Prostate by Dr. Musaib MushtaqDr. Musaib MushtaqNo ratings yet
- TL102 0 2024 Che3701 0Document12 pagesTL102 0 2024 Che3701 0sollomontlou06No ratings yet
- Quality Operating Process: Manual of Operations Care of PatientsDocument4 pagesQuality Operating Process: Manual of Operations Care of PatientsPrabhat KumarNo ratings yet
- UK-India Coffee Market ReportDocument27 pagesUK-India Coffee Market ReportNikhil MunjalNo ratings yet
- Fish Processing CGDocument41 pagesFish Processing CGmelisasumbilon100% (1)
- BG 370 Operation & Maintenance ManualDocument32 pagesBG 370 Operation & Maintenance ManualRamasubramanian SankaranarayananNo ratings yet
- Observation of Unknown SpectrumDocument3 pagesObservation of Unknown SpectrumOmar HusseinNo ratings yet
- Monnal T50 VentilatorsDocument2 pagesMonnal T50 VentilatorsInnovate IndiaNo ratings yet
- MBR-STP Design Features PDFDocument7 pagesMBR-STP Design Features PDFManjunath HrmNo ratings yet
- Mental HealthDocument146 pagesMental HealthAnggraeni Beti Dwi LestariNo ratings yet
- Toyota Extra Care Factory Vehicle Service PlansDocument5 pagesToyota Extra Care Factory Vehicle Service PlansAnjihartsNo ratings yet
- SPE 35687 Environmentally Safe Burner For Offshore Well Testing OperationsDocument12 pagesSPE 35687 Environmentally Safe Burner For Offshore Well Testing OperationsTheNourEldenNo ratings yet
- Guide To Rural England - ShropshireDocument54 pagesGuide To Rural England - ShropshireTravel Publishing100% (2)
- Biochemistry I BCM211: Zatilfarihiah RasdiDocument24 pagesBiochemistry I BCM211: Zatilfarihiah Rasdiستي نوراسيقينNo ratings yet
- Cat TH360B Telehandler Operator and Maintanence Manual PDFDocument164 pagesCat TH360B Telehandler Operator and Maintanence Manual PDFB.H100% (2)
- Auto TransformerDocument16 pagesAuto TransformerMaisarahNo ratings yet
- Concept Map (Cells: Sci Bio)Document1 pageConcept Map (Cells: Sci Bio)lu.justina100% (8)
- The Scientific Facts About WaterDocument7 pagesThe Scientific Facts About WaterNizam HasniNo ratings yet
- Aprinnova Simply Solid One Page SummaryDocument2 pagesAprinnova Simply Solid One Page SummaryPatrick FlowerdayNo ratings yet
- Amal ResumeDocument2 pagesAmal ResumeMunaNo ratings yet
- PFC Katalog PPDocument128 pagesPFC Katalog PPbmsinghNo ratings yet